Изобретение относится к области переработки пластмасс и может быть использовано в устройствах для отверждения деталей из полимерных материалов, выполненных с открытой плоскостью.
Известно использование формы, представляющей собой жесткую конструкцию, для формования изделий равномерным давлением упругой среды через эластичный чехол (Б. А. Киселев. Стеклопластики, Госхимиздат., М., 1961, с. 110, рис. 9).
Известно также аналогичное устройство для отверждения детали из полимерных материалов, содержащее форму и опрессовочный чехол (авт. св. СССР N 162955, В 29 H 5/00, 1964).
К общим недостаткам указанных устройств следует отнести невозможность получения качественных деталей из полимерных материалов с открытой полостью, имеющих переменную толщину стенки, из-за сползания и выдавливания резиноподобного материала, особенно в зоне горловины детали. Наиболее близким аналогом, выбранным в качестве прототипа, является устройство для отверждения детали из полимерных материалов, содержащее форму, два кольцевых элемента со средствами фиксации их положения, один из которых - внутренний - выполнен с коническим хвостовиком, спрессованный чехол из эластичного материала, камеру и узел подвода опрессованной среды (авт. св. СССР N 372076, B 29 C 25/00, 1973).
Данное устройство позволяет исключить сползание отверждаемого материала, но не обеспечивает получение стабильной толщины детали в зоне конического хвостовика внутреннего кольцевого элемента, наблюдаются отклонения наружной поверхности детали от заданной геометрии.
Основной задачей разработки является создание устройства для отверждения детали ив полимерных материалов, выполненной с открытой полостью.
Техническим результатом от использования изобретения является повышение точности выполнения заданных геометрических размеров детали из полимерных материалов, качества изготавливаемого изделия за счет исключения гофрирования материала и его передавливания.
Основная задача и технический результат достигаются за счет изменения конструкции устройства для отверждения детали из полимерных материалов и придания ей новых конструктивных особенностей с учетом упругого деформирования элементов.
Для этого в устройстве для отверждения детали из полимерных материалов, содержащем форму, два кольцевых элемента со средствами фиксации их положения, один из которых - внутренний - выполнен с коническом хвостовиком, опрессовочный чехол из эластичного материала, камеру и узел подвода опрессовочной среды, его наружный кольцевой элемент снабжен упругогибким коническим хвостовиком, выполненным с охватом наружной поверхности конического хвостовика внутреннего кольцевого элемента и перекрывающим его по площади, спрофилированным по внутренней поверхности как продолжение внутренней поверхности конического хвостовика внутреннего кольцевого элемента с образованием относительно формы увеличенного формообразующего кольцевого зазора, определенного с учетом величины упругого прогиба конического хвостовика наружного кольцевого элемента при опрессовке детали рабочим давлением до заданной ее толщины.
Отличительными особенностями устройства для отверждения детали из полимерных материалов являются следующие признаки:
- снабжение наружного кольцевого элемента упругогибким коническим хвостовиком:
- охват упругогибкого конического хвостовика наружного кольцевого элемента наружной поверхности конического хвостовика внутреннего кольцевого элемента;
- перекрытие упругогибким коническим хвостовиком наружного кольцевого элемента площади конического хвостовика внутреннего кольцевого элемента;
- выполнение внутренней поверхности упругоконического хвостовика профилированной как продолжение внутренней поверхности конического хвостовика внутреннего кольцевого элемента;
- наличие образованного между внутренней профилированной поверхностью упругогибкого конического хвостовика наружного кольцевого элемента и формой увеличенного формообразующего кольцевого зазора;
- выполнение формообразующего кольцевого зазора с учетом величины упругого прогиба конического хвостовика наружного кольцевого элемента при опрессовке детали рабочим давлением до заданной ее величины.
Указанные отличительные признаки являются существенными, поскольку каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата, исключение какого-либо из них возвращает к постановке задачи, использованию аналогов, что неприемлемо. Выполнение на наружном кольцевом элементе конического хвостовика не упругогибким, а жестким, неприемлемо по условиям формообразования. Наличие упругогибкого конического хвостовика на наружном кольцевом элементе, кроме выполнения заданных размеров детали из полимерных материалов, обеспечивает ее пропрессовку, плотность.
Указанные отличительные существенные признаки являются новыми, так как их использование в известной области техники, аналогах и прототипе не обнаружено, что позволяет характеризовать их совместно с общими известными существенными признаками в предложенном устройстве для отверждения детали из композиционных материалов соответствующими критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь новый технический результат в получении качественных деталей из полимерных материалов, выполненных с открытой полостью, с точными геометрическими размерами, без передавливания и гофрирования стенки детали, что позволяет характеризовать предложенное устройство существенными отличительными от известного уровня техники, аналогов и прототипа. Новое техническое решение является результатом конструкторско-технологической разработки с учетом опытно-экспериментальной отработки изготовляемых деталей и творческого вклада, направленных на создание устройства для отверждения детали из полимерных материалов и его эффективное использование без заимствования в данной области техники каких-либо известных проектных решений, стандартных материалов или рекомендации, по своей оригинальности исполнения, неочевидности соответствует критерию "изобретательский уровень".
Сущность изобретения поясняется чертежами и более подробным описанием.
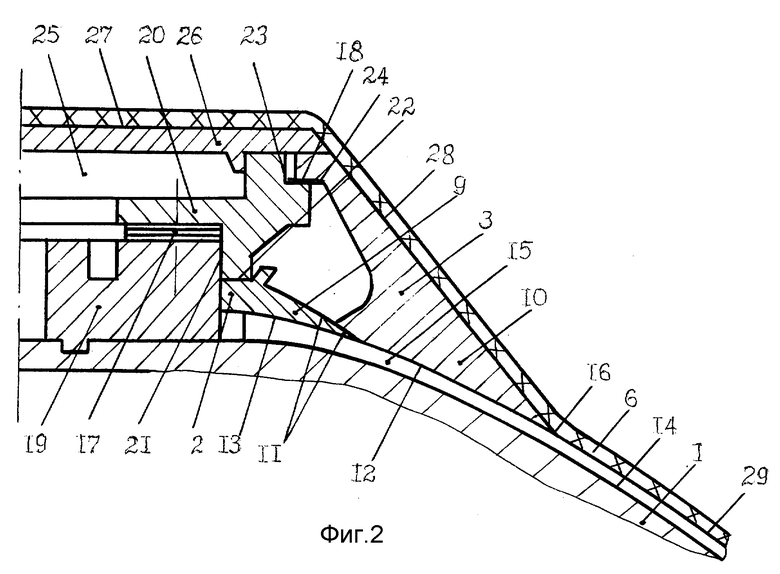
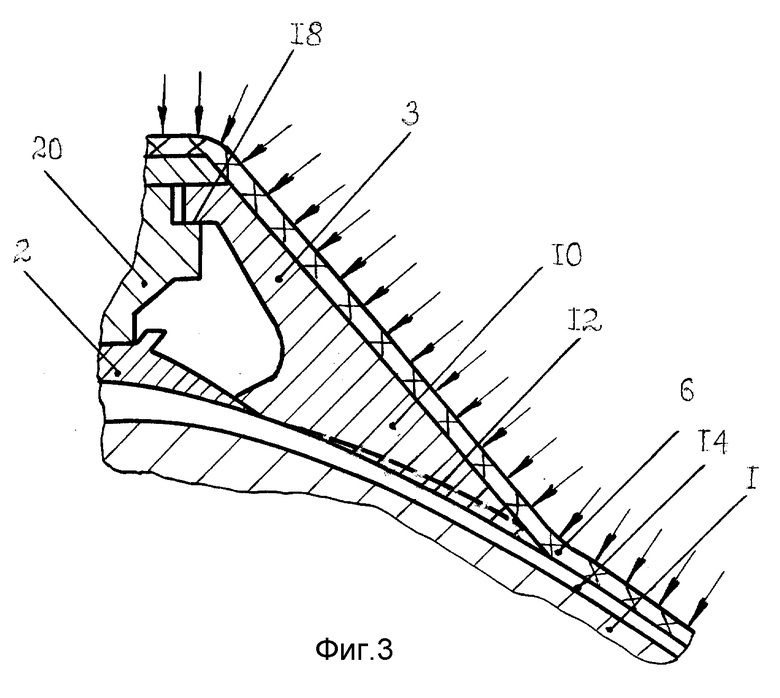
На фиг. 1 представлен общий вид устройства для отверждения детали из полимерных материалов; на фиг. 2 - аксиально-радиальное сечение кольцевых элементов устройства в увеличенном масштабе; на фиг. 3 - схема опрессовки детали с учетом упругого деформирования наружного кольцевого элемента устройства.
Устройство для отверждения детали из полимерных материалов содержит форму 1, два кольцевых элемента 2, 3 со средствами 4, 5 для фиксации их положения, опрессовочный чехол 6 из эластичного материала, камеру 7 и узел 8 для подвода опрессовочной среды. Внутренний кольцевой элемент 2 выполнен с коническим хвостовиком 9, наружный кольцевой элемент 3 снабжен коническим хвостовиком 10, выполненным с охватом наружной поверхности 11 конического хвостовика 9 внутреннего кольцевого элемента 2. Конический хвостовик 10 наружного кольцевого элемента 3 перекрывает по площади конический хвостовик 9 внутреннего кольцевого элемента 2, спрофилирован по внутренней поверхности 12 как продолжение внутренней поверхности 13 конического хвостовика 9 внутреннего кольцевого элемента с образованием относительно наружной поверхности 14 формы 1 увеличенного кольцевого зaзopa 15, определенного о учетом величины упругого прогиба конического хвостовики 10 наружного кольцевого элемента 3 под рабочим давлением опрессовки детали до заданной ее толщины. Для обеспечения соответствующего прогиба конический хвостовик 10 наружного кольцевого элемента 3 выполнен упругогибким за счет соответствующего его сужения к кромке 16. Соответствующее положение внутреннего и наружного кольцевых элементов 2, 3 относительно наружной поверхности 14 обеспечивается использованием компенсаторов 17, 18, базового кольца 19, устанавливаемого на форму 1, базового кольца 20, устанавливаемого на кольцо 19. Внутренний кольцевой элемент 2 базируется по внутреннему диаметру 21 на базовом кольце 19, по торцу 22 - на базовом кольце 20, наружный кольцевой элемент 3 базируется по внутреннему диаметру 23 и торцу 24 на базовом кольце 20. Полость 25 базовых колец 19 и 20 перекрыта крышкой 26. Опрессовочный чехол 6 из эластичного материала покрывает наружную поверхность 27 крышки 26, наружную поверхность 28 наружного кольцевого элемента 3 и внутренней поверхностью 29 покрывает формуемую деталь, закреплен в основании 30 формы 1.
Использование устройства для отверждения детали из полимерных материалов заключается в следующем. На наружную поверхность 14 формы 1 наносится полимерный материал, подлежащий отверждению, устанавливается на базовое кольцо 19 базовое кольцо 20 с зафиксированным на нем посредством средств фиксации 5 кольцевым элементом 2 с использованием компенсаторов 17, затем с использованием компенсаторов 18 или без них устанавливается наружный кольцевой элемент 3 таким образом, чтобы его конический хвостовик 10 охватил наружную поверхность 11 конического хвостовика 9 внутреннего кольцевого элемента 2. Форма 1 вместе с нанесенным на его наружную поверхность 14 полимерным материалом с установленными внутренним и наружным кольцевыми элементами 2, 3 и крышкой 26 покрывается опрессовочным чехлом 6 из эластичного материала и помещается в камеру 7, в образованную полость 31 через узел 8 подводится опрессовочная среда, деталь отверждается при заданной температуре полимеризации полимерного материала, из которого она изготавливается.
Процесс отверждения детали под действием опрессовочной среды сопровождается упругим деформированием другого конического хвостовики 10 наружного кольцевого элемента 3 с получением заданных толщин детали в зоне нахождения внутреннего кольцевого элемента 2 с коническим хвостовиком 9.
Между внутренней поверхностью 12 упругого конического хвостовика 10 наружного кольцевого элемента 3 и полимерным материалом, из которого изготавливается деталь, заранее вводится разделительный слой материала с антиадгезионными свойствами, например, фторопластовая пленка, исключающий их привулканизацию.
Полученная деталь из полимерного материала вместе с внутренним кольцевым элементом 2 к ней привулканизованным поступает на последующие операции.
Детали из полимерного материала, изготовленные с использованием предложенного устройства, обладают высоким качеством, без складок, гофр и передавливаний, имеют заданные геометрические размеры. Без новых элементов в устройстве достичь высокого качества изготовления деталей из полимерных материалов не представляется возможным.
Таким образом, предложенное техническое решение обладает высокой эффективностью, соответствует и критерию "промышленная применимость", т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБЧАТЫЙ КОРПУС ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2187733C1 |
| КОНТЕЙНЕР БОЕПРИПАСА | 2000 |
|
RU2172928C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2144640C1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1998 |
|
RU2150630C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079764C1 |
| СТЕКЛОПЛАСТИКОВАЯ ТРУБА-ОБОЛОЧКА | 1996 |
|
RU2115056C1 |
| КОНТЕЙНЕР | 1996 |
|
RU2103208C1 |
| АРМИРОВАННАЯ ОБОЛОЧКА ДЛЯ ВЫСОКОГО ВНУТРЕННЕГО ДАВЛЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2001 |
|
RU2205327C1 |
| КОРПУС РДТТ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2108476C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2087759C1 |
Устройство для отверждения детали из полимерных материалов содержит форму, два кольцевых элемента со средствами фиксации их положения, один из которых - внутренний - выполнен с коническим хвостовиком, опрессовочный чехол из эластичного материала, камеру и узел подвода опрессовочной среды. Наружный кольцевой элемент снабжен упругогибким коническим хвостовиком, выполненным с охватом наружной поверхности конического хвостовика внутреннего кольцевого элемента, и перекрывает его по площади. Упругогибкий конический хвостовик спрофилирован по внутренней поверхности как продолжение внутренней поверхности конического хвостовика внутреннего кольцевого элемента с образованием относительно формы увеличенного кольцевого зазора, определенного с учетом величины упругого прогиба конического хвостовика наружного кольцевого элемента под рабочим давлением опрессовки детали до заданной ее толщины. Устройство позволяет получать детали без складок, гофр и передавливаний, с заданными геометрическими размерами. 3 ил.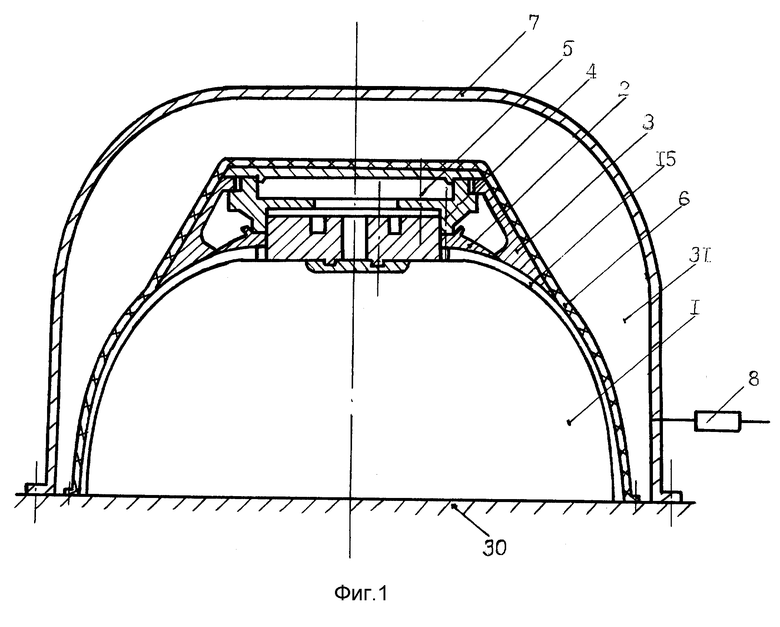
Устройство для отверждения детали из полимерных материалов, содержащее форму, два кольцевых элемента со средствами фиксации их положения, один из которых - внутренний - выполнен с коническим хвостовиком, опрессовочный чехол из эластичного материала, камеру и узел подвода опрессовочной среды, отличающееся тем, что наружный кольцевой элемент снабжен упругогибким коническим хвостовиком, выполненным с охватом наружной поверхности конического хвостовика внутреннего кольцевого элемента и перекрывает его по площади, спрофилированным по внутренней поверхности как продолжение внутренней поверхности конического хвостовика внутреннего кольцевого элемента с образованием относительно формы увеличенного кольцевого зазора, определенного с учетом величины упругого прогиба конического хвостовика наружного кольцевого элемента под рабочим давлением опрессовки детали до заданной ее толщины.
| ВСЕСОЮЗНАЯ I | 0 |
|
SU372076A1 |
| Устройство для крепления штуцера к вакуумному мешку | 1990 |
|
SU1717386A1 |
| СПОСОБ ИЗМЕРЕНИЯ ФАКТИЧЕСКОЙ МИНИМАЛЬНОЙ ПЛОЩАДИ ПРОХОДНОГО СЕЧЕНИЯ МЕЖЛОПАТОЧНЫХ КАНАЛОВ | 2016 |
|
RU2624784C1 |
| US 4824631 A, 25.04.89 | |||
| ТРАНЗИСТОРНЫЙ ИНВЕРТОР | 0 |
|
SU186016A1 |

