Изобретение касается способа изготовления ленты ремня безопасности, в частности ремня безопасности для автомобиля, при котором две уточные нити прокладываются по меньшей мере в один зев.
Изобретение относится, в частности к ленте ремня безопасности для автомобиля, к которой предъявляются особые требования, в частности, в части поперечной жесткости. Что касается лент ремней безопасности этого вида, то здесь речь идет, как правило, о лентах ремней безопасности с прокладкой из тканого материала, которые изготавливаются со специальной кромкой или же также без нее.
Известно, что эти требования можно удовлетворить с помощью одновременной прокладки комплексной уточной нити и уточной мононити. Известно также, что внесение двух различных уточных пряжей может происходить с помощью двух движущихся в одном направлении или двух движущихся в противоположном направлении уточных заводных игл, см., например, Европейский патент - ЕР 0021104 A1, патент ФРГ - DE 4009455 A1, патент ФРГ - DE 3345508 С2, Европейский патент - ЕР 0579938 A2.
Для того, чтобы уменьшить или устранить известные недостатки ремней безопасности, например, скручивание ленты ремня в обшивке, эффект пленочной намотки при намотке ленты ремня безопасности во втягивающем устройстве, величину намотки, - а с другой стороны требуется лента ремня безопасности, гладко прилегающая к пассажиру, которого она защищает, - есть необходимость в ленте ремня безопасности, обладающего высокой поперечной жесткостью. Известным образом это достигается за счет использования уточной мононити или за счет использования одной уточной мононити и одной комплексной уточной нити.
При использовании уточной мононити или же одной комплексной уточной нити и одной дополнительной уточной мононити при обратном движении уточной нити по меньшей мере на стороне прокладки уточной нити возникает так называемая пилообразная кромка, которая неприятно царапает кожу, одежду и ведет к переворачиванию ремня. Не исключены также и повреждения на коже. Эта пилообразная кромка может также повреждать и направляющую обшивку, причем опять же может быть повреждена также и лента ремня безопасности.
Например, из Европейского патента - ЕР 0021104 A1 - известны ленты ремней безопасности с полыми кромками с заработанным началом основы. При этом одновременно соответственно с помощью собственной уточной заводной иглы в одинаковом или в противоположном направлении в зевы прокладывается одна комплексная уточная нить и одна уточная мононить. Комплексная уточная мононить производит соединение через основной зев и через зев кромки, в то время как комплексная уточная нить прокладывается только через основной зев и, таким образом, не содержится в кромке. Краевые участки с заработанным началом основы закрываются путем пропуска уточной мононити к полым кромкам.
Этот вид ленты ремней безопасности обладает, однако, существенными недостатками. Это, кроме всего прочего: кромки без полного использования разрывной нагрузки, существенные затраты, несравнимо толстые кромки, толщина кромки различна по направлению к середине и вызванные этим проблемы износоустойчивости.
Известны также ленты ремней безопасности без краевых зон (например, патент ФРГ - DE 3345508 C2). При этом одновременно прокладываются также одна уточная комплексная нить и одна уточная мононить, при этом не зарабатывают начала основы никаких отдельных кромок. Образуют среднюю часть и краевую часть. Комплексная уточная нить прокладывается через всю ширину ремня, то есть через среднюю и краевую часть, в то время как уточная мононить прокладывается лишь в средней части ленты ремня безопасности. Обе уточные нити прокладываются в один общий зев лишь для средней части.
Но и этот вид лент ремней безопасности обнаруживает существенные недостатки. Так, например, обе кромки ткани не являются одинаковыми, то есть имеют место неодинаковые кромки. Разрывная нагрузка может убывать вследствие разной степени уработки основы (в средней части уточная мононить и уточная комплексная нить, в краевых зонах только уточная комплексная нить, которая соответствует изменению диаметра толщины уточной нити) между средней частью и краевой частью. Кроме того, за счет возврата уточной нити, то есть за счет витков уточной мононити, которые, как известно, являются более жесткими и хрупкими, между краевой частью и средней частью при определенных обстоятельствах может возникнуть дорожка. Имеется также опасность, что отжимные валы при последующей обработке уточных витков мононити так воздействуют на комплексные основные и уточные нити, что они могут быть повреждены. Плотность ткани между средней зоной и краевыми зонами или краевой зоной является различной, что неизбежно приведет к неравномерной толщине изделий.
Известны также ленты ремней безопасности без краевых зон с работающими во встречном направлении уточными заводными иглами (см., например, патент ФРГ - DE 4009455 A1). При этом способе уточная мононить прокладывается с одной стороны, а на другой стороне образуются петли, в то время как уточная комплексная нить прокладывается с другой стороны, а петли образуются на первой стороне. Обе уточные нити прокладываются в один общий зев.
При этом способе и/или в случае такой ленты ремня безопасности витки уточной мононити с одной стороны закрываются лишь частью петли. Поскольку все же выбранная вспомогательная нить для образования петли, как правило, тоньше, для того, чтобы не получить нанесенный петельный ряд, в качестве использованной уточной нити, этот перенос петель витков уточной мононити является недостаточным. Даже в случае выбранной более толстой или дополнительной выбранной вспомогательной нити или же замыкающей нити без нанесения петель не может быть достигнут надежный перенос петель витков уточной мононити. Это означает, что образование пилообразных кромок или же предотвращение их образования как и прежде имеет место, и задача не решена.
В других известных формах выполнения мононить прокладывается только в средней части с помощью двух работающих во встречном направлении уточных заводных игл, причем одна уточная заводная игла образует с уточной комплексной нитью среднюю зону и обе краевые зоны, а другая уточная заводная игла образует с уточной мононитью среднюю часть лишь дополнительно.
Также и в этой форме выполнения нельзя избежать недостатков, уже названных в предыдущих формах выполнения и способах.
Поэтому в основу настоящего изобретения положена задача создать способ ткачества ленты ремня безопасности, а также тканую согласно этому способу ленту ремня безопасности, у которой, во-первых, не будут выступать пилообразные кромки по краям ремня, а, во-вторых, не возникнут потери разрушительных нагрузок, и будут получены однородные или же имеющие одинаковый внешний вид кромки.
Далее, в процессе дальнейшей обработки за счет расположенных внутри витков уточной нити по возможности должна быть предотвращена опасность повреждения нитей или ткани отжимными валами. Должно быть также гарантировано универсальное использование для части описанных выше проблем, так что ткань можно ткать с кромками или без них и/или краевой зоны (зон).
Эта задача согласно изобретению решается с помощью признаков, названных в отличительной части основного пункта 1 формулы изобретения.
С помощью способа ткачества с использованием в общей сложности трех уточных нитей указанным выше способом можно образовывать на обеих сторонах одинаковые кромки. Кроме того, не возникают пилообразные кромки, поскольку отвечающая за это уточная нить, а именно, уточная мононить, может быть соответствующим образом закрыта, а именно, независимо от того, проходит ли она до соответствующей наружной основной нити или нет. При этом обе уточные заводные иглы для проходящих во встречных направлениях уточных нитей предусмотрены для комплексной пряжи и прокладываются по всей ширине ткани. Даже если только одна из трех уточных нитей захватывает лишь часть ширины ткани, то, несмотря на это, все же достигается хорошее использование разрывной нагрузки.
Следующее преимущество способа по изобретению состоит в том, что с помощью двух проходящих во встречном направлении комплексных уточных нитей согласно традиционной технике переплетения могут образовываться краевые зоны.
Рапида для третьей уточной нити, а именно для монопряжи, может осуществлять прокладку одновременно по всей ширине ткани или же по части ее. Монопряжа может также выводиться только на одной стороне, например, слева или справа, над внешней нитью основы.
В предпочтительной форме выполнения изобретения может быть предусмотрен вариант, когда выведенные наружу над внешней нитью основы уточные нити будут перевязываться между собой или на каждой стороне по меньшей мере с одной вспомогательной нитью, а также закрепляться или фиксироваться.
Согласно изобретению каждая из трех уточных нитей может перевязываться по отдельности со всеми известными системами ткачества. Также и каждая из трех уточных нитей может быть переплетена в дифференцированной системе ткачества.
В форме выполнения согласно изобретению может быть предусмотрен вариант, когда уточная комплексная нить и уточная мононить на одной стороне будут переплетаться вместе, а уточная комплексная нить на другой стороне будет переплетаться самостоятельно.
В способе ткачества по изобретению может применяться, предпочтительным образом, однослойная техника переплетения.
Само собой разумеется, могут найти применение все традиционные методы переплетения. Это означает, что тройная прокладка уточной нити не зависит от выбранной техники переплетения.
В соответствии с изобретением можно предусмотреть вариант, когда по меньшей мере в одном зеве предусматриваются по меньшей мере уточные нити, проходящие три раза в две нити (туда и обратно). При этом также и в одной части одного зева могут находиться уточные нити, проложенные, по меньшей мере, три раза в две нити (туда и обратно).
В предпочтительной форме выполнения изобретения может быть предусмотрен вариант, когда витки утка мононити перекрываются петлями вспомогательных нитей или вспомогательной нити или петлями комплексной нити, а также за счет поворота двигающейся однонаправленно или же совместно комплексной уточной нити.
Следующее решение по предотвращению образования пилообразных кромок может состоять в том, что обратная петля уточной мононити пробирается через петельную палочку вспомогательной нити в ткань за счет своего собственного натяжения.
Ниже представлен пример выполнения изобретения на основе чертежа, в принципе.
На фиг. 1 - способ переплетения и утки при базовом переплетении К 2/2 с двумя нитями основы, причем при каждой смене зева прокладываются три двойных утка;
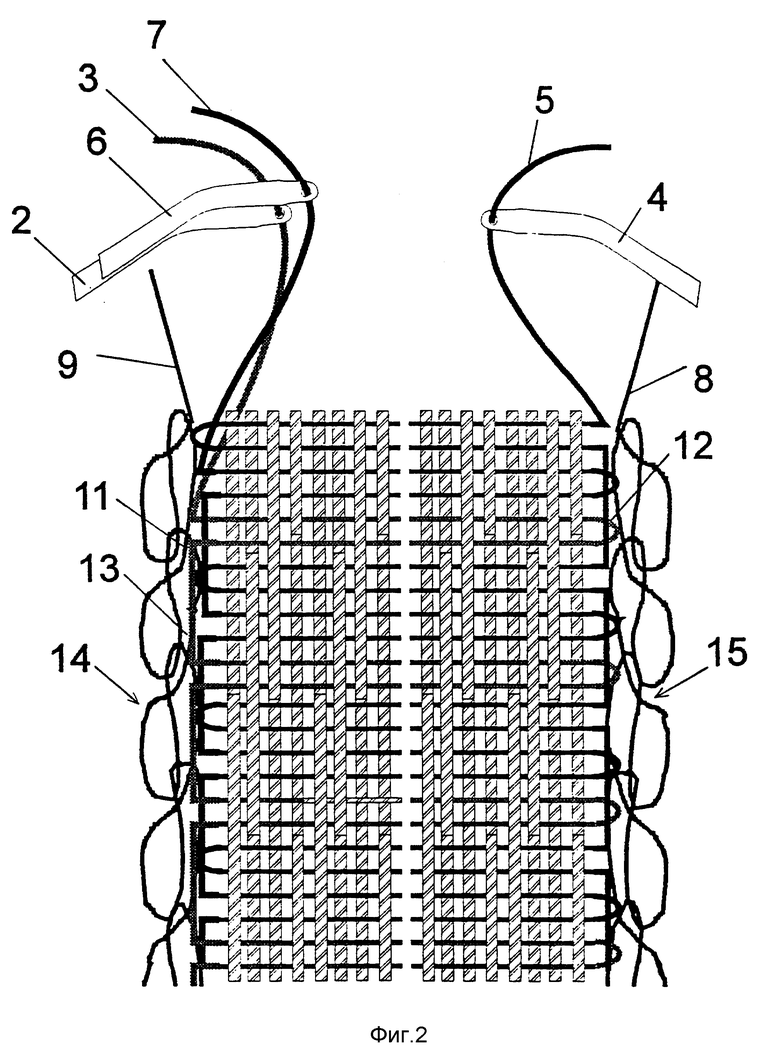
на фиг. 2 - образовавшиеся петли и витки уточной нити на обеих сторонах ткани для полного перекрытия витков уточной нити;
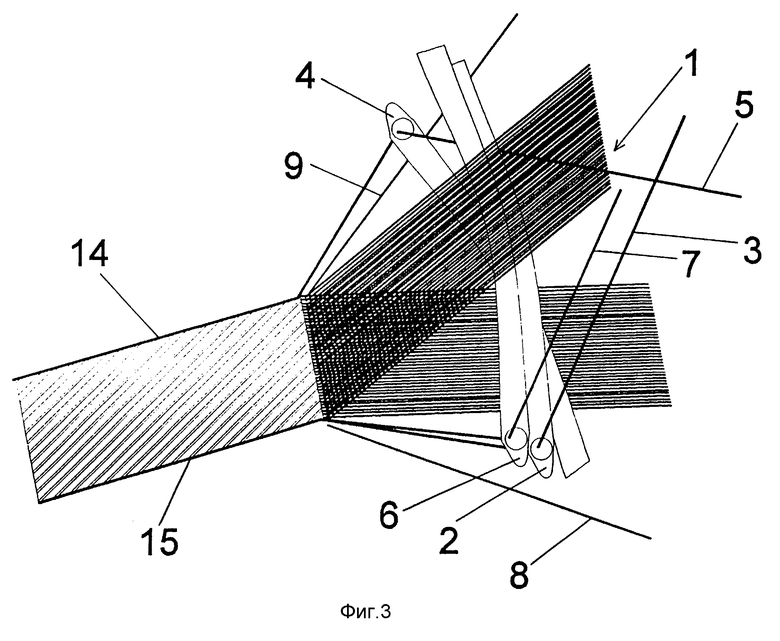
на фиг. 3 - общий зев для ткачества без кромок и без краевых зон;
на фиг. 4 - общая средняя зона зева для всех трех уточных заводных игл и частичный подъемный зев для краевых зон или же для кромки, которая выткана с использованием особой техники плетения, только для двух из трех уточных заводных игл, причем частичные подъемные зевы могут применяться с обеих сторон или лишь с одной стороны.
1. Пример выполнения без специальных кромок:
Ссылочной позицией "1" обозначен общий зев. Уточная заводная игла 2 прокладывает уточную комплексную нить 3 с одной стороны через весь зев 1. Уточная заводная игла 4 прокладывает другую уточную комплексную нить 5 идя от другой стороны через весь зев.
Третья уточная заводная игла 6, которая идет с той же стороны, что и первая уточная заводная игла 2, прокладывает уточную мононить 7 - в соответствии с фиг.2 и 3 - через весь зев 1. Уточная комплексная нить 3 и уточная мононить 7 подстраховываются - на стороне, обращенной от уточной стороны - вспомогательной нитью 8. Уточная комплексная нить 5 страхуется на противолежащей стороне вспомогательной нитью 9.
Само собой разумеется, системы уточных заводных игл, а также время прокладки утка указаны лишь в качестве примера. В принципе в рамках изобретения они играют подчинительную роль. Так, например, имеется также возможность располагать уточные заводные иглы 6 с уточной мононитью 7 между или под уточными заводными иглами 2 и 4 с уточными комплексными нитями 3 и 5. Можно также вводить уточную нить 7 с моноуточной в зев 1 не так, как показано - слева, а справа.
В рамках изобретения имеется возможность проводить петлевание комплексных уточных нитей 3 и 5 при использовании всех обычных систем ткачества, причем петлевание уточной мононити 7 должно происходить, предпочтительным образом, с помощью вспомогательной нити. Петлевание комплексной уточной нити 3 и уточной мононити 7 происходит при этом очень просто с помощью уже упомянутой вспомогательной нити 8.
Предпочтительным образом, комплексные уточные нити 3 и 5 должны половину линейной плотности по сравнению с простым утком; то есть, если в случае лишь одной уточной заводной иглы применяется, например, уточная пряжа 1100 децитекс, то в способе по изобретению или же в ремне безопасности, изготовленном по этому способу, применяется половина линейной плотности, а именно две уточные пряжи с 550 децитекс каждая. Линейная плотность просто проложенной уточной мононити 7 может оставаться при первоначальном выборе.
Благодаря общей имеющей противоположное направление в два сложения и в три сложения прокладке утка возникает лента ремня безопасности, с помощью которой поставленная задача в данном примере выполнения решается следующим образом:
Уточные нити 3, 5 и 7 вводятся по всей ширине ремня, то есть над каждой основной нитью 10, причем обеспечивается равномерное заполнение ткани с использованием одинаковой уточной пряжи по ширине ремня, одинаковая уработка нитей 10 основы и, таким образом, оптимальное использование прочности.
Посредством захватывания и петлевания уточной комплексной нити 3 и уточной мононити 7 на другой стороне с помощью вспомогательной нити 8 витки уточной мононити 12 и витки уточной комплексной нити под воздействием собственного натяжения уточной нити протягиваются в ремень таким образом, что ни один из этих витков уточной нити не может выйти из края ткани. Это означает, что петля 15, образованная вспомогательной нитью 8, лежит снаружи на краю ткани. В принципе подобное петлевание известно - применительно ко всем иглам ткацких станков.
Однако, на одной стороне поворот 11 жесткой и хрупкой уточной мононити 7 создавал бы пилообразные края. Одновременно с прокладкой комплексной уточной нити 3 и уточной мононити 7 с другой стороны уточных комплексных нитей во встречном направлении вводится комплексная уточная нить и также одновременно с другой стороной на одной стороне с помощью вспомогательной нити 9 производится петлевание. Так как образованная вспомогательной нитью 9 петля 14 улавливает только другую комплексную уточную нить 5 и страхует ее, то на одной стороне на краю ткани снаружи лежит лишь петля 14. Витки 11 уточной мононити, называемые также головками уточной нити, полностью и прочно закрыты петлей 14 и поворотом двигающейся совместно или же равнонаправленно уточной комплексной нити 3, в результате чего предотвращается образование пилообразных кромок на обеих сторонах.
Выбирая толщину обеих вспомогательных нитей 8 и 9, а также выбирая используемую систему ткачества, можно индивидуально оформлять пропуск кромки.
За счет расположенной снаружи петли 14 на одной стороне и расположенной снаружи петли 15 на другой стороне одновременно получают одинаковую кромку на обеих сторонах.
В другой форме выполнения система ткачества может выбираться так, что для кромок используют одинаковые системы ткачества или же разные системы ткачества.
2. Пример выполнения с двумя специальными кромками или же краевыми зонами согласно фигуре 4:
В этом примере выполнения одна уточная заводная игла 2 несет комплексную уточную нить 3 также через весь зев 1, в то время как одновременно третья уточная заводная игла 6 несет уточную мононить 7 только через заранее определенную зону, например, частичного подъемного зева 16. Одновременно введенные уточные нити 3 и 7 могут в зависимости от выполнения на другой стороне вместе или же по отдельности улавливаться и подвергаться петлеванию. Одновременно другая соответственно вторая уточная заводная игла 4 с уточной комплексной нитью 5 проходит через весь зев 1 и на одной стороне подстраховывается вспомогательной нитью 9. Как следствие наличия частичного подъемного зева, который ограничивает ввод третьей уточной заводной иглы 6 с уточной мононитью нужной шириной, уточные мононити 7 не доходят до края ткани. Также как и в первом примере выполнения, в этом примере выполнения расположение уточных заводных игл определено только как пример. То же самое относится и к направлению утка, и к петлеванию с помощью вспомогательных нитей или без них.
В данном примере выполнения поставленная задача решается следующим образом:
Уточные нити 3 и 5 вводятся по всей ширине ремня, то есть над каждой основной нитью 10, так что происходит лучшее использование прочности, чем в случае полых кромок с отдельной заработкой начала основы. Заранее определенная ширина для уточной мононити укладывается в максимум основной нити по краю общей ширины.
Симметрично выполненные кромки возникают за счет встречного ввода уточной комплексной нити одной стороны 3 и уточной комплексной нити другой стороны 5. Витки уточной мононити 11 лежат в соответствии с заранее определенной шириной ввода уточной нити в пределах ткани, так что пилообразные кромки возникнуть не могут, поскольку уточная мононить 7 не доходит до края ткани.
Уточные нити, в общей сложности 3 х 2-х ниточные, (см. фиг. 1) в ткани лежат параллельно, так что выход выпускаемой продукции является более спокойным и равномерным, чем в ткани с 2 х 2-х ниточными, лежащими параллельно уточными нитями, в которой одна уточная нить существенно толще, чем другая уточная нить. Если на месте простых краевых зон - по причинам внешнего вида или другим причинам - должны быть использованы полые кромки или круговые кромки, то следует поступать так, как описано выше. Выбираются при этом краевые зоны определенной техники переплетения. Могут использоваться все известные для этой цели использования виды техники переплетения. Формы выполнения кромок могут выбираться индивидуально в части вида материала, толщины материала и плотности материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТА РЕМНЯ БЕЗОПАСНОСТИ ДЛЯ УСТРОЙСТВА РЕМНЕЙ БЕЗОПАСНОСТИ | 2012 |
|
RU2599234C2 |
| Способ изготовления поясной ленты на игольном лентоткацком станке с крючковой иглой и поясная лента | 1980 |
|
SU1279536A3 |
| ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2231584C2 |
| "Способ изготовления ленты для застежки "молния" на игольном ткацком станке" | 1988 |
|
SU1630601A3 |
| БЕСЧЕЛНОЧНЫЙ ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ УЗКИХ ТКАНЫХ ИЗДЕЛИЙ, А ТАКЖЕ УЗКОЕ ТКАНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2239009C2 |
| Ткань | 1979 |
|
SU918352A1 |
| РЕМЕННАЯ ЛЕНТА, СПОСОБ И ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2401329C2 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМОК ТКАНЫХ ИЗДЕЛИЙ НА РАПИРНОМ ТКАЦКОМ СТАНКЕ | 2017 |
|
RU2655911C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕКСТУРИРОВАННОЙ КОМПЛЕКСНОЙ НИТИ | 2005 |
|
RU2405868C2 |
| Способ изготовления поясной ленты с однослойной средней частью и пустотельными краями на игольном лентоткацком станке | 1978 |
|
SU1050577A3 |

Способ изготовления ленты ремня безопасности, в частности ремня безопасности для автомобиля позволяет получить ленты с однородными кромками, что увеличит их прочность, и заключается в том, что две уточные нити прокладывают по меньшей мере в один зев, причем обе уточные нити прокладывают по всей ширине ткани и одновременно вводят одну уточную нить с одной стороны, а другую уточную нить с другой стороны, и дополнительно по меньшей мере третью уточную нить по меньшей мере на заранее определенной части ширины ткани перевязывают с основными нитями. 11 з.п.ф-лы, 4 ил.
| DE 4009455 А1, 26.09.91 | |||
| Тканая лента для гашения ударной нагрузки и способ ее изготовления | 1978 |
|
SU860565A1 |
| Тканая лента амортизирующих устройств | 1980 |
|
SU937558A1 |
| DE 4222083 А1, 14.10.93 | |||
| DE 3345508 А1, 27.06.85 | |||
| Способ изготовления колец из проволоки | 1930 |
|
SU21104A1 |
| Аксиально-поршневой реверсивный насос | 1975 |
|
SU579938A3 |
| DE 4223953 А1, 05.01.94. | |||
