Область техники
Данное изобретение относится к способу тканья ленты с правой уточной нитью (SFR) и левой уточной нитью (SFL) и к бесчелночному лентоткацкому станку.
Уровень техники
Из патентного документа DE 2719382 С3 (Berger) известен способ тканья однослойной ременной ленты с полой каймой на бесчелночном лентоткацком станке с единственной иглой для подачи уточной нити. Одна из двух однослойных сотканных краевых частей путем натяжения уточной нити подтягивается к кайме средней части для формирования одной полой каймы.
Из патентного документа СН 648069 А5 (Berger) известна ременная лента, в частности, для автомобильных ремней безопасности, изготавливаемая на бесчелночном лентоткацком станке. Ременная лента имеет относительно жесткую среднюю часть и мягкие края, которые скручивают в полую кайму. С целью увеличения скорости производства предусматривают две иглы для подачи уточной нити, работающие одновременно параллельно друг другу, причем одна игла для подачи уточной нити продевает мягкую уточную нить в средней части и двух краевых частях, а другая игла продевает более жесткую уточную нить только в средней части и в двух краевых частях охватывает только две наружные основные нити. Две иглы для подачи уточной нити продевают одновременно два различных вида уточной пряжи в частично различные открытия зева. При помощи одной уточной нити, продеваемой только через среднюю часть, две плоских краевых части сворачивают в полую кайму. Средняя часть упрочняется с целью улучшения характеристик. Цель заключалась в том, чтобы благодаря использованию двух игл для подачи уточной нити достичь удвоенной производительности по сравнению с одноигольными системами. Однако увеличение массы и необходимость более быстрых движений вспомогательного нитеподавателя с большей амплитудой из-за наличия двух игл для подачи уточной нити позволили достичь производительности существенно меньшей, чем двойная.
Из патентного документа DE 3345508 С2 (Ieperband) известна ременная лента, сотканная в один слой. Аналогично, также продеваются одновременно две различные нити уточной пряжи при помощи двух игл для подачи уточной нити.
Уточная нить из моноволокна служит только для усиления средней части и не может использоваться для свертки плоских краевых частей.
Такие известные ременные ленты и способы их производства по сегодняшним меркам слишком затратны и уже не способны удовлетворить возросшие за последнее время требования автомобильной промышленности. В особенности выросла потребность в ременных лентах с комфортными мягкими краевыми частями, в то время как внутренняя часть должна иметь максимально большую поперечную жесткость. В добавление к этому известные устройства для изготовления ременных лент слишком сложны и трудны в эксплуатации.
Раскрытие изобретения
Таким образом, задача настоящего изобретения заключается в том, чтобы предложить ременную ленту, способ и бесчелночный лентоткацкий станок указанного выше типа, которые позволяют избежать недостатков уровня техники или по меньшей мере минимизировать их.
Эта задача решена способом согласно изобретению, а именно способом тканья ленты с правой уточной нитью и левой уточной нитью, отличающимся тем, что обе уточные нити одновременно продевают с обеих сторон ленты в одном и том же зеве, обводят вокруг держателей утка с образованием обратных петель уточной нити, удерживают держателями утка по существу до прибоя бердом к опушке ленты, причем до этого момента смена зева не происходит.
В результате применения способа согласно изобретению получается, что две уточные нити, одновременно подводимые с правой и с левой стороны продевания уточной нити, практически симметрично продеваются поперек ленты, где каждая из них удерживается на противоположной стороне отдельным расположенным там держателем утка, после чего иглы подачи уточной нити отводятся на свою сторону, захватывая при этом уточную нить и удерживая ее в натяжении до тех пор, пока бердо не прибьет вновь проложенные уточные нити к уже сотканному ленточному материалу, причем уточные нити, которые до этого момента удерживались держателями утка, прибиваются и фиксируются предшествующей сменой зева.
В данном варианте лента предпочтительно изготавливается без какой-либо необходимости применения зажимных или тамбурных крючковых игл, язычковых или пазовых игл. Также не требуется сцепление или переплетения уточных нитей. Необходимость в таких ткацких устройствах, стандартных для более сложных средств из уровня техники, отпадает при применении способа согласно изобретению. Требуются только держатели утка, которые, например, связаны с обычными управляющими механизмами иглодержателей.
Еще один предпочтительный вариант способа согласно изобретению для тканья ременной ленты с внутренней частью, предпочтительно мягкой правой краевой частью и предпочтительно мягкой левой краевой частью, характеризуется следующей непрерывно повторяющейся первой последовательностью шагов:
аr) продевают правую уточную нить с правой стороны ленты в правой краевой части и во внутреннюю часть посредством правой иглы для подачи уточной нити,
аl) продевают левую уточную нить с левой стороны ленты в левой краевой части и во внутреннюю часть посредством левой иглы для подачи уточной нити одновременно с шагом ar),
br) удерживают правую уточную нить в области перехода от внутренней части к левой краевой части посредством левого держателя утка,
bl) удерживают левую уточную нить в области перехода от внутренней части к правой краевой части посредством левого держателя утка одновременно с шагом br),
сr) захватывают правую уточную нить левым держателем утка и возвращают назад левый держатель утка к опушке ленты,
сl) захватывают левую уточную нить правым держателем утка и возвращают назад правый держатель утка к опушке ленты одновременно с шагом сr),
dr) возвращают назад правую иглу для подачи уточной нити к правой стороне ленты,
dl) возвращают назад левую иглу для подачи уточной нити к левой стороне ленты одновременно с шагом dr),
e) снимают петли уточной нити, образованные на предыдущем шаге, с обеих держателей утка бердом в направлении опушки ленты и направляют оба держателя утка в направлении от опушки ленты,
f) осуществляют прибой бердом обеих уточных нитей.
Способ выгодно отличается тем, что две направляющие уточные нити иглы для подачи уточных нитей, подводимых с правой и с левой стороны продевания соответственно, одновременно и практически симметрично продевают поперек ленты уточные нити, каждая из которых на противоположной стороне на переходе между внутренней частью и краевой частью удерживается расположенным там держателем утка, после чего иглы для подачи уточной нити возвращаются на свою сторону, захватывая уточные нити и приводя их в натяжение, причем уточные нити удерживаются в натяжении, пока бердо не прибьет вновь проложенные уточные нити к уже сотканному ленточному материалу, при этом уточные нити, которые до этого момента удерживаются держателями утка, прибиты и фиксированы последующей сменой зева.
В результате применения варианта способа согласно изобретению обе уточные нити располагаются во внутренней части, и только одна уточная нить в каждом случае присутствует в краевой части, соответствующей стороне продевания данной уточной нити. Благодаря этому появляется то преимущество, что каждая краевая область занята только одной уточной нитью и потому является более мягкой, в то время как во внутренней части обе уточные нити сообщают ей большую поперечную жесткость в результате наличия двойного количества материала по сравнению с краевыми частями.
Следующее предпочтительное усовершенствование способа тканья ременной ленты, правая и левая уточные нити которой являются гибридными нитями, отличается тем, что после ткацкого процесса реализован такой шаг, как термическая фиксация ременной ленты. Здесь в качестве уточных нитей применяют гибридные нити, которые в результате происходящей после тканья термической фиксации преобразуются в моноволокнистую структуру и придают ременной ленте в соответствии с изобретением повышенную поперечную жесткость, достигаемую за счет свойств моноволокна, без использования реальных мононитей.
Гибридные нити представляют собой нити, которые состоят из материалов с различными температурами плавления. Они известны из уровня техники. Преимущество при этом состоит в том, что после использования гибридных нитей такого рода в качестве уточных нитей в процессе тканья, как здесь предлагается, становится возможным отверждение гибридных волокон с переходом в моноволокнистое состояние, если их подвергнуть процессу термической фиксации после тканья. При этом компоненты гибридных волокон, имеющие низкую температуру плавления, плавятся, заделывая компоненты с более высокой температурой плавления в структуры, подобные моноволокнистым структурам, достигая повышенной гибкости, поперечной прочности и, как говорят применительно к ременным лентам, поперечной упругостью ленты.
Другой предпочтительный вариант осуществления способа согласно изобретению состоит в том, что в дополнение к левой игле для подачи уточной нити применяют добавочную левую иглу для подачи уточной нити, служащую для проведения уточной нити из моноволокна, которая подается в область перехода между левой краевой частью и внутренней частью, причем уточная нить из моноволокна, наряду с упомянутыми уточными нитями, также удерживается держателями утка с двух сторон, так что в результате дополнительная уточная нить из моноволокна вплетается только во внутреннюю часть. Способ характеризуется следующими дополнительными шагами:
az) продевают уточную нить из моноволокна, предпочтительно поданную в область перехода от внутренней части к левой краевой части, слева направо до области перехода от внутренней части к правой краевой части посредством добавочной левой иглы для подачи уточной нити одновременно с шагом ar),
bz) удерживают уточную нить из моноволокна в области перехода от внутренней части к правой краевой части посредством правого держателя утка одновременно с шагом br),
cz) захватывают уточную нить из моноволокна правым держателем утка и возвращают назад правый держатель утка к опушке ленты одновременно с шагом сr),
dz) возвращают назад добавочную левую иглу для подачи уточной нити одновременно с шагом dr).
Захват, освобождение и прибой уточной нити из моноволокна происходят аналогично действиям в отношении уже описанных уточных нитей. Для этого, как будет пояснено в описании ниже, используется добавочная игла для подачи уточной нити.
Согласно изобретению дополнительно введенная во внутренней части добавочная уточная нить из моноволокна обеспечивает преимущество, заключающееся в том, что ременная лента во внутренней части приобретает повышенную поперечную жесткость, в то же время краевые части, как это и было нужно, остаются мягкими.
Дальнейший предпочтительный вариант усовершенствования способа тканья ленты в соответствии с изобретением характеризуется следующей второй последовательностью шагов, при необходимости чередующейся с первой последовательностью шагов, для формирования при желании петель пико на внешних краях ленты:
арr) продевают правую уточную нить с правой стороны ленты через всю ширину ленты за левую сторону ленты посредством правой иглы для подачи уточной нити,
арl) продевают левую уточную нить с левой стороны ленты через всю ширину ленты за правую сторону ленты посредством левой иглы для подачи уточной нити одновременно с шагом арr),
bpr) удерживают правую уточную нить за пределами ленты около левой краевой части посредством второго левого держателя утка и формируют петлю уточной нити,
bpl) удерживают левую уточную нить за пределами ленты около правой краевой части посредством второго правого держателя утка и формируют петлю уточной нити, одновременно с шагом bpr),
dr) возвращают назад правую иглу для подачи уточной нити к правой стороне ленты,
dl) возвращают назад левую иглу для подачи уточной нити к левой стороне ленты одновременно с шагом dr),
ер) снимают образованные на шагах bpr) и bpl) петли уточной нити с обеих вторых держателей утка,
f) осуществляют прибой бердом обеих уточных нитей.
Таким образом, становится возможным производство лент с выступающими за край расположенными в любом порядке уточными петлями или так называемыми петлями пико. Это особенно интересно в области производства лент и тесьмы, прежде всего для швейного производства. То же относится и к следующему предпочтительному варианту усовершенствования способа согласно изобретению, отличающемуся тем, что применяются эластичные основные нити.
Для предпочтительного варианта усовершенствования способа согласно изобретению в качестве уточных нитей используют комплексные нити, которые обеспечивают мягкую кайму. Как правило, в качестве основных нитей в ременных лентах для ремней безопасности также используют комплексные нити. Благодаря этому в краевых областях предпочтительно получается желаемая мягкая кайма.
В другом предпочтительном варианте усовершенствования способа согласно изобретению используются эластичные нити основы. Благодаря этому при помощи нового способа можно также изготавливать эластичные ленты для швейного производства.
Наряду с этим задача решается также бесчелночным лентоткацким станком, который оборудован правой иглой для подачи уточной нити и левой иглой для подачи уточной нити, выполненными с возможностью одновременного управления ими, правым и левым держателями утка, служащими для удерживания и освобождения левой и правой уточных нитей соответственно, и также выполненные в возможностью функционирования, координированного между собой, в частности, с возможностью функционирования одновременно друг с другом, также указанный станок оборудован бердом.
В следующем предпочтительном варианте исполнения изобретения бесчелночный лентоткацкий станок отличается тем, что держатели утка неподвижно прикреплены на станке и что на берде эластичным образом закреплены снимающие и удерживающие проволоки, ориентированные предпочтительно по направлению к опушке ленты, которые предназначены для того, чтобы перед сменой зева и перед прибоем снимать петли уточной нити, соскальзывающие на крючки держателей утка вследствие дугообразного движения игл для подачи уточной нити, с удерживающих устройств и удерживать их путем прижима к опушке лены до момента, когда бердо прибьет указанные петли.
В данном варианте бесчелночный лентоткацкий станок по изобретению дополнительно может отличаться тем, что держатели утка выполнены гибкими в вертикальном направлении, обеспечивая тем самым их легкое поднятие натянутыми уточными нитями и облегчение соскальзывания уточных нитей.
Бесчелночный лентоткацкий станок по изобретению позволяет реализовать способ изготовления ременной в соответствии с изобретением значительно проще и при меньших износе и уровне обрывов, чем это известно из уровня техники. Для изготовления мягких краев теперь не требуются кромочные и окантовочные нити. Также отпадает необходимость в требуемом для них оборудовании, известном в данной области. Это значительно упрощает изготовление ременной ленты по сравнению с известными из уровня техники способами и устройствами. При использовании в качестве уточных нитей гибридных нитей после процесса тканья производят процесс термической фиксации. Это не влечет за собой дополнительных расходов по сравнению с известными из уровня техники способами, так как все ременные ленты, даже если они изготовлены не из гибридных уточных нитей, подвергаются процессу термической фиксации, чтобы сообщить ременной ленте правильную усадку, правильную степень вытяжки и необходимый резерв растяжения.
Другие преимущества и признаки следуют из зависимых пунктов формулы изобретения.
Краткое описание чертежей
С целью лучшего понимания изобретения далее оно кратко поясняется на основе двух вариантов исполнения со ссылкой на чертежи.
На фиг.1 схематично показаны сильно увеличенная ременная лента и существенные детали бесчелночного лентоткацкого станка на первом этапе осуществления способа, когда уточные нити примерно на треть проникли в зев.
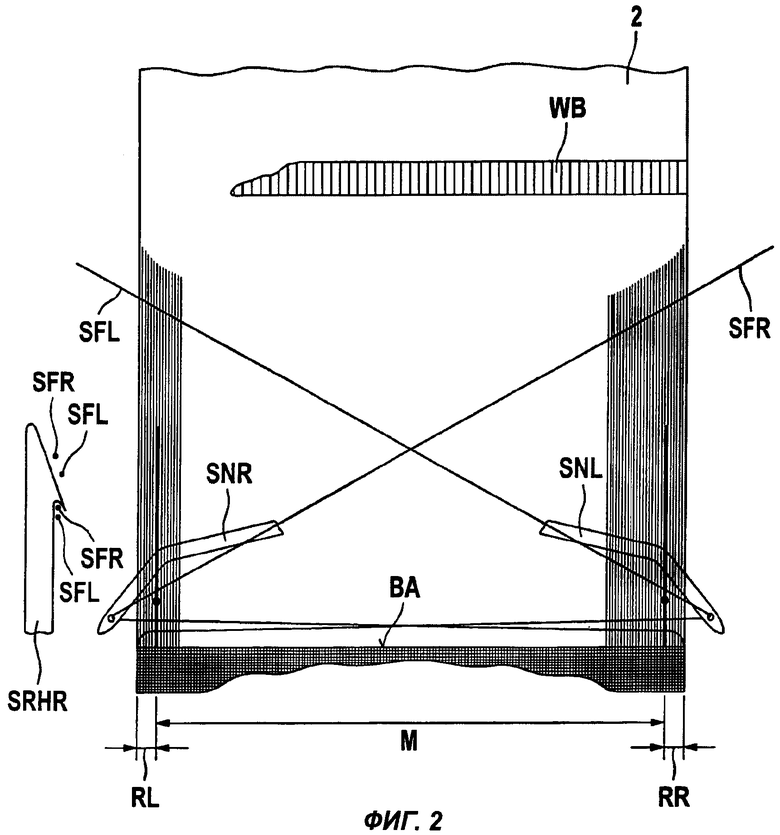
На фиг.2 схематично показаны сильно увеличенная ременная лента и детали бесчелночного лентоткацкого станка на втором этапе осуществления способа, когда иглы для подачи уточной нити находятся в максимально отведенном конечном положении.
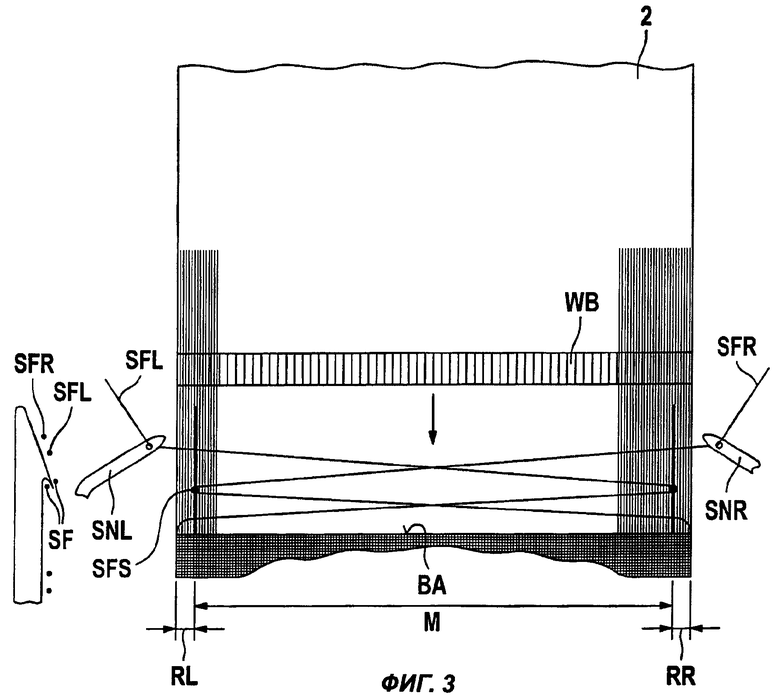
На фиг.3 схематично показаны сильно увеличенная ременная лента и части бесчелночного лентоткацкого станка на третьем этапе осуществления способа, когда бердо находится в положении перед самой опушкой ленты. Иглы для подачи уточных нитей при этом (снова) максимально отведены.
На фиг.4 показано изображение, аналогичное изображению на фиг.1, но с добавочной иглой для подачи уточной нити из моноволокна, служащей для продевания мононити.
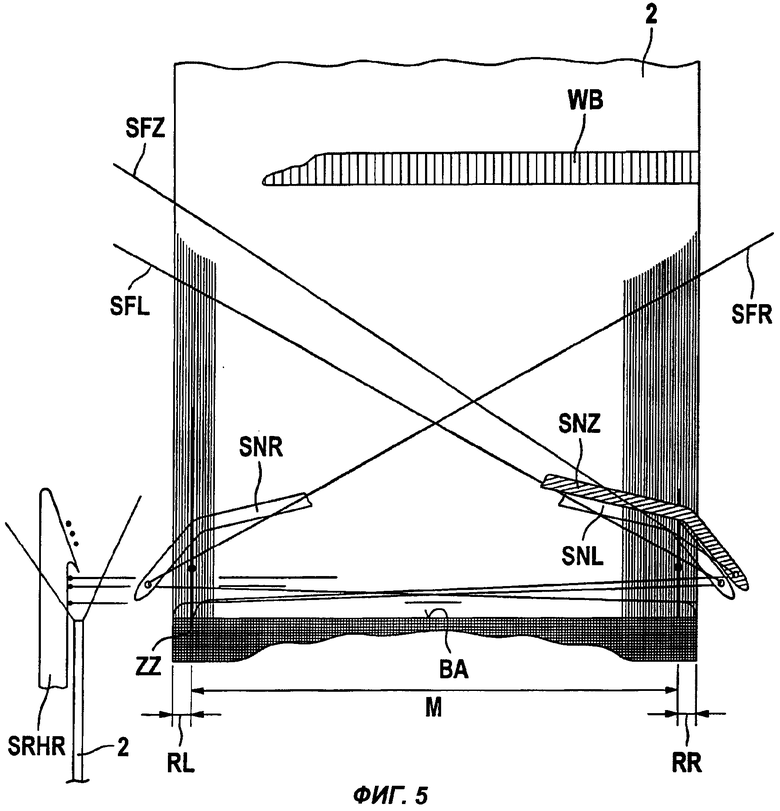
На фиг.5 показано изображение, соответствующее фиг.2, с применением добавочной иглы для подачи уточной нити из моноволокна.
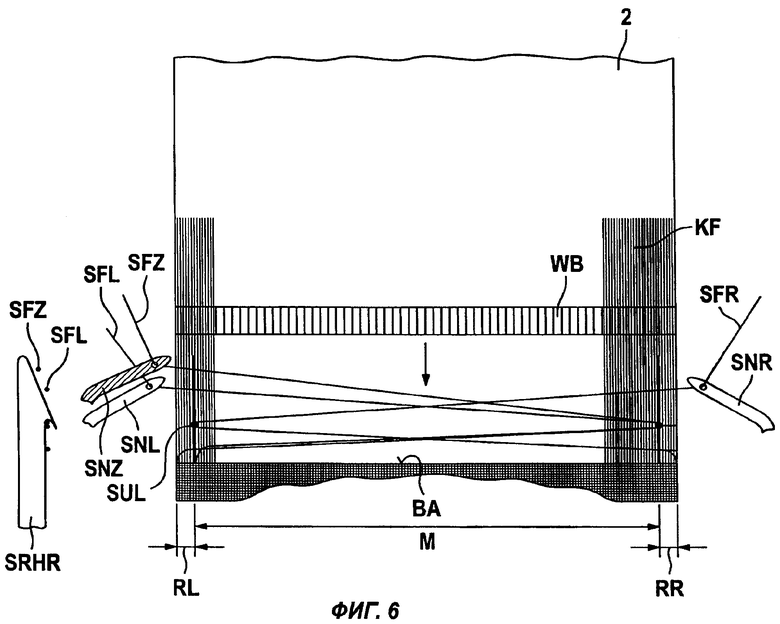
На фиг.6 показано изображение, аналогичное фиг.3, с применением добавочной иглы для подачи уточной нити из моноволокна.
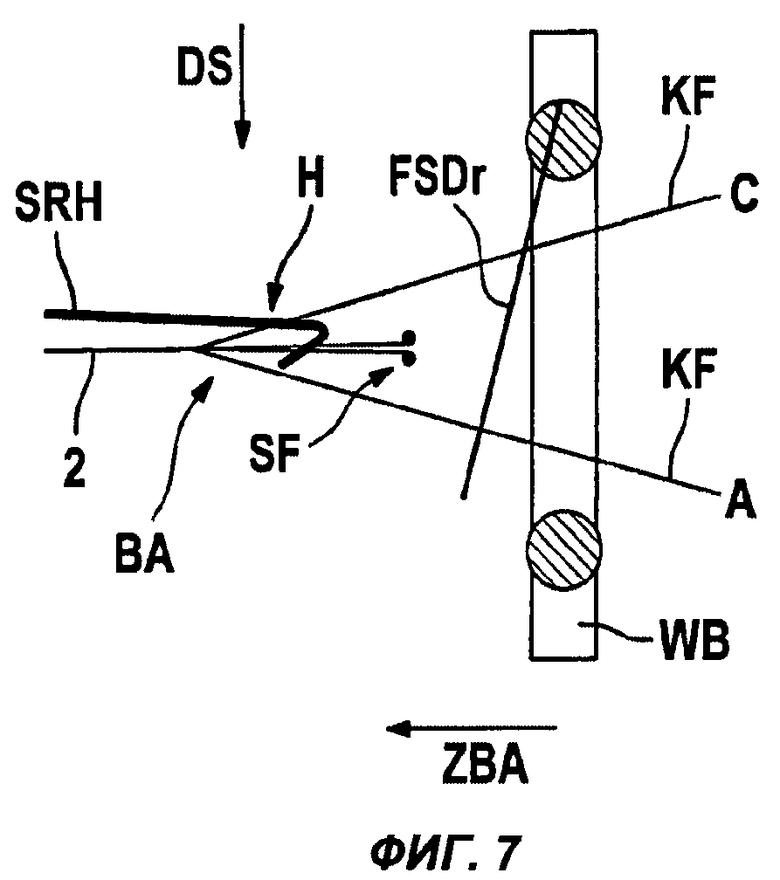
На фиг.7 очень схематично показан вариант держателя утка, стационарно закрепленного на станке, а также движущегося берда в положении, когда между бердом и держателем утка еще находятся иглы для уточной нити, схематично показанные сбоку с края ленты.
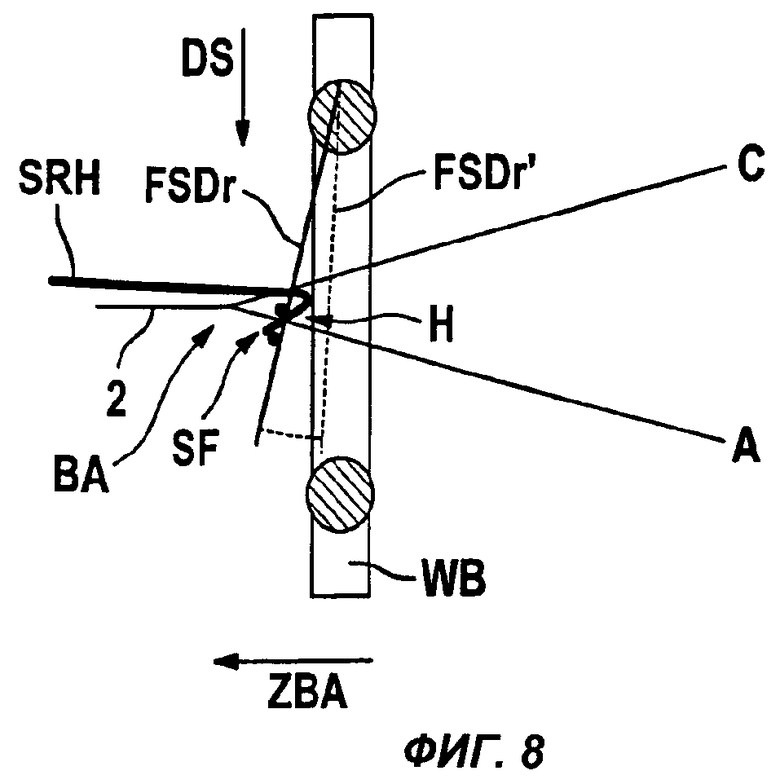
На фиг.8 так же схематично, как и на фиг.7, показана описанная конфигурация в более поздний момент, когда снимающая или удерживающая проволока уже соприкасается с петлей уточной нити, чтобы придвинуть ее к опушке ленты.
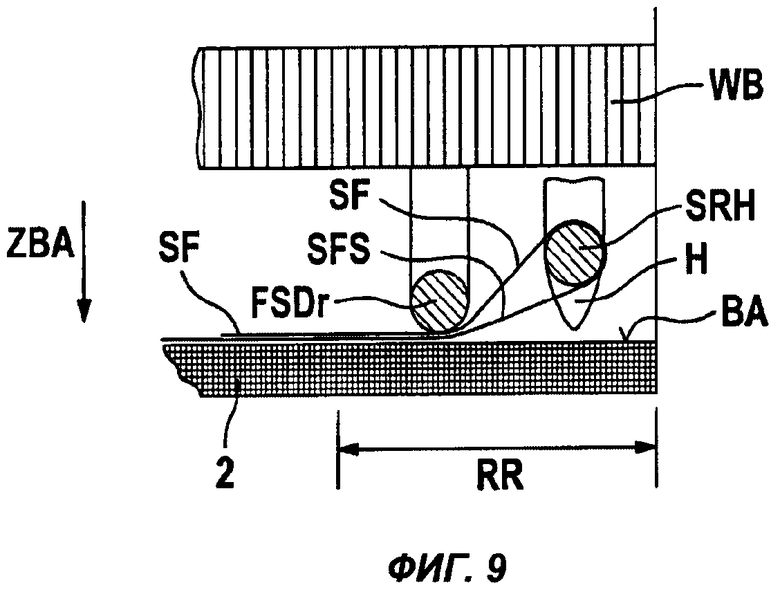
На фиг.9 показано сильно увеличенное изображение положения, соответствующего фиг.8, вид по направлению стрелки DS на фиг.8.
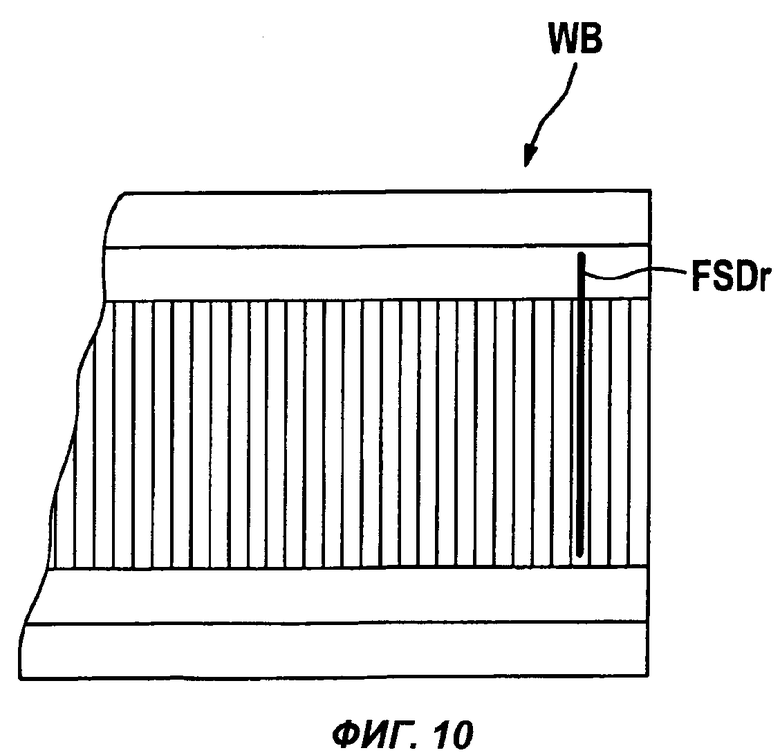
На фиг.10 показано бердо, изображенное в качестве примера на фиг.7 и 8, с примером расположения снимающей или удерживающей проволоки.
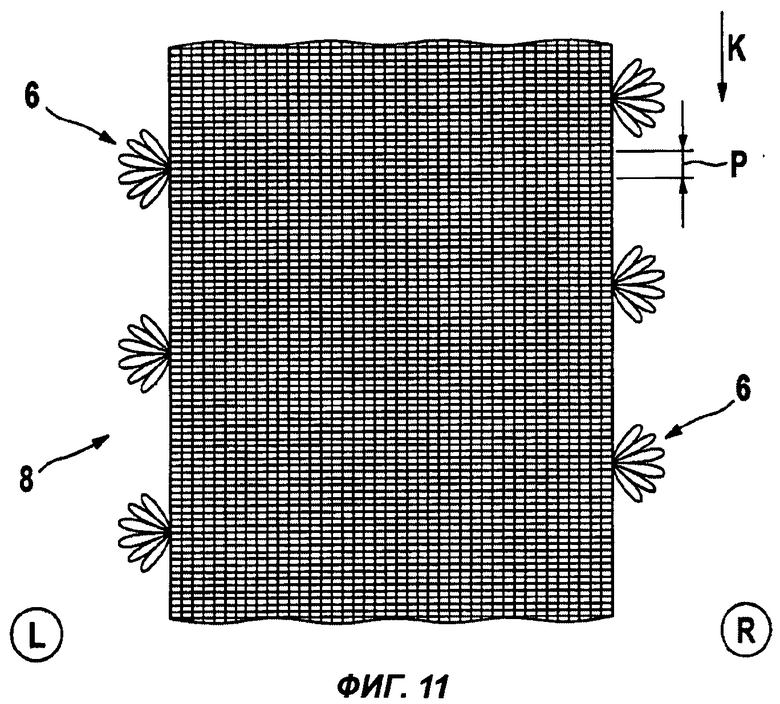
На фиг.11 схематично показан вид сверху на ленту с пико по краям.
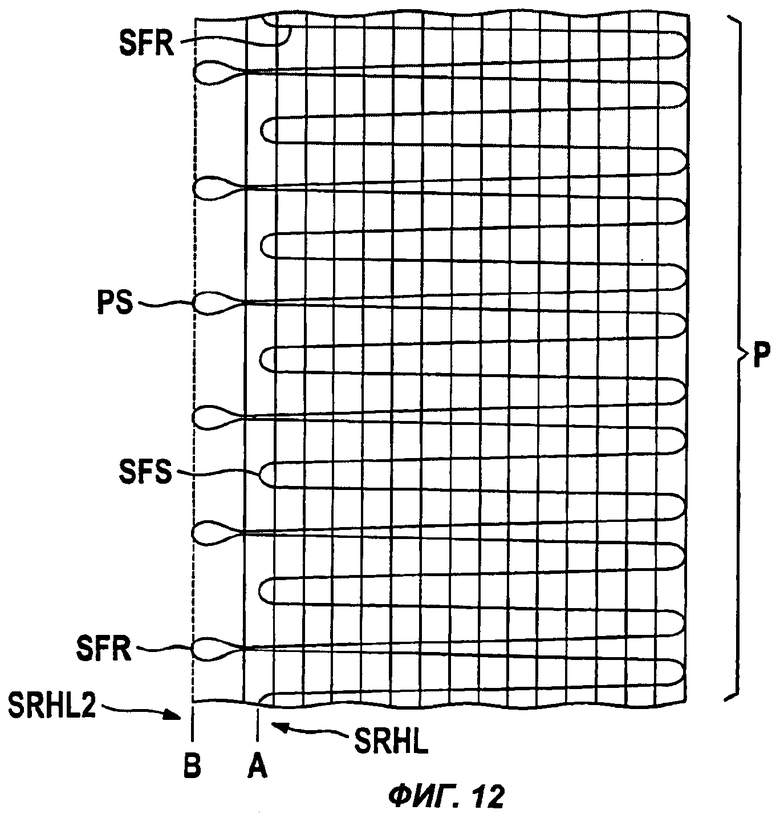
На фиг.12 схематично показан вид сверху сильно детализированный фрагмент ленты в соответствии с фиг.11 для пояснения формирования петель пико на краях.
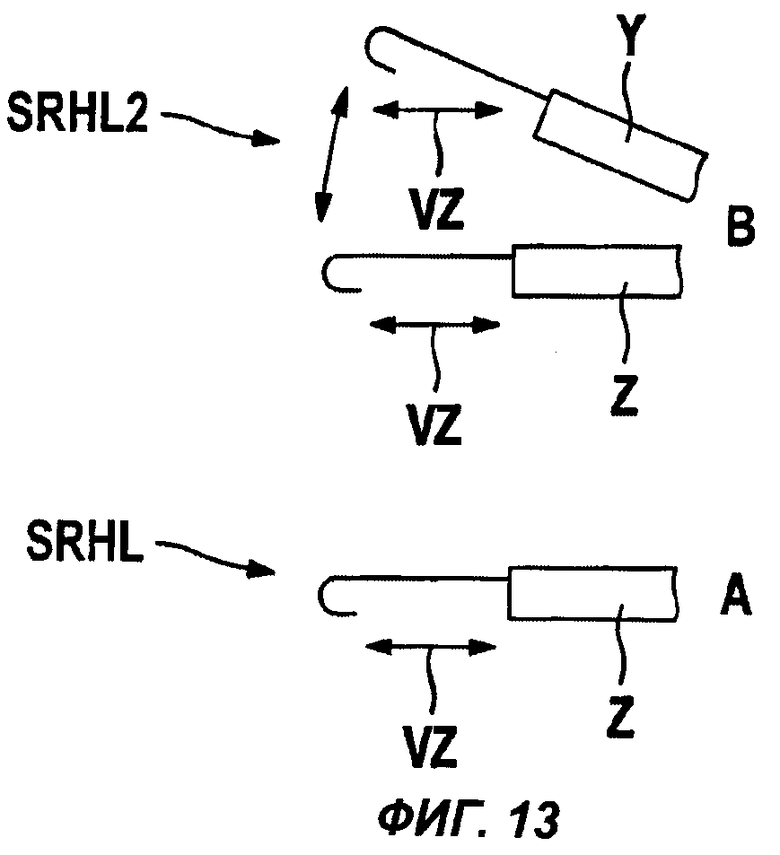
На фиг.13 схематично показан вид сбоку положений держателей утка, используемых при производстве ленты согласно фиг.11 и фиг.12.
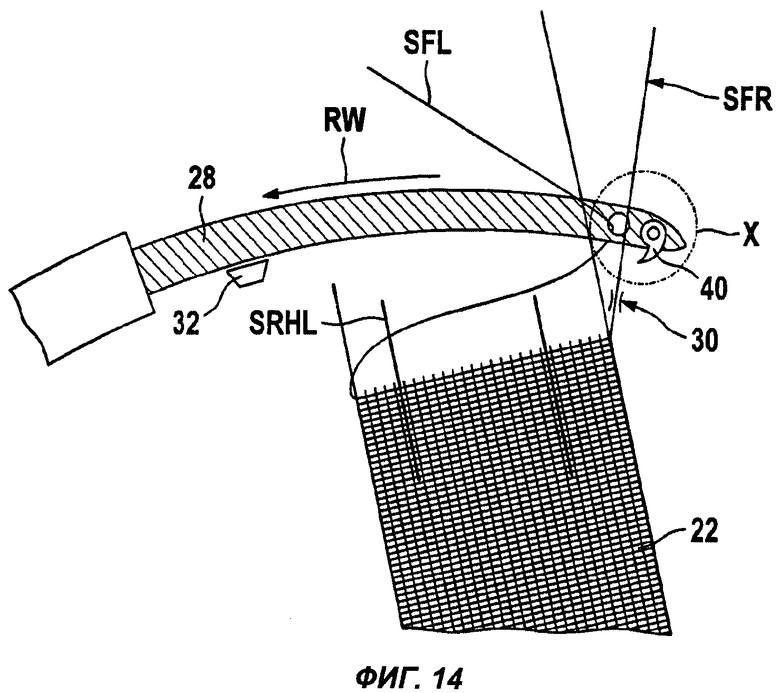
На фиг.14 схематично показан частично в разрезе еще один пример исполнения устройства согласно изобретению с иглой для подачи уточной нити, рассчитанной на две уточных нити, с ушком и приспособлением для захвата.
На фиг.15 схематично показан частично в разрезе увеличенный фрагмент Х из фиг.14 в виде сбоку и сверху.
На Фиг.16а-16с схематично показаны частично в разрезе увеличенные фрагменты детали Х из фиг.14 в виде сбоку на трех различных этапах от Х1 до Х3.
Осуществление изобретения
На фиг.1 показана ременная лента 2, причем правая и левая стороны ременной ленты соответствуют правой и левой стороне чертежа, в соответствии с заглавными буквами R и L, которые заключены в круги ниже фиг.1. Такое прочтение действительно для всех обсуждаемых здесь чертежей.
Ременная лента 2 делится на три части, левую краевую часть RL, внутреннюю часть М и правую краевую часть RR. В каждой из областей перехода от левой краевой части к внутренней краевой части и от внутренней части к правой краевой части находятся так называемые держатели SRHR (правый) и SRHL (левый) утка, которые на фиг.2 и 3 показаны их точкой крепления, обозначенной жирной черной точкой. Эти точки крепления являются вспомогательными точками удержания, функциональность которых обеспечивает точки перегиба утка, противолежащие стороне продевания утка, расположенные в пределах материала ременной ленты согласно изобретению, и поэтому «пропадают». За пределами каждой из этих точек удержания расположена только мягкая кайма, которые показана только одной уточной нитью.
В изображенной на фиг.1 позиции показаны выдвинутые в зев примерно на треть иглы SNL и SNR для подачи уточной нити, в то время как на фиг.2 показана уже конечная позиция игл для подачи уточных нитей в положении полного проведения. В свою очередь, на фиг.3 показана противоположная ситуация, где иглы SNL и SNR для подачи уточных нитей максимально отведены назад, а также точки перегиба утка у края внутренней части, образованные благодаря функционированию держателя утка. На фиг.3 также видно уже продвинутое ближе к зоне продевания бердо WB, которое на следующем шаге движется к вновь проложенным уточным нитям, как указано стрелкой, чтобы прибить их к уже сотканному материалу, изображенному снизу штриховкой. При этом держатели утка на короткое время перестают выполнять свою функцию, пока с них, так сказать, удаляются места перегиба утка. На чертежах, в частности на фиг.1, с правой стороны показан в качестве примера держатель SRHR утка, который имеет форму зубца пилы. На фиг.1 обе уточные нити SFR и SFL показаны в поперечном разрезе в виде точек, незадолго до того как они в результате движения игл для подачи уточной нити будут сдвинуты к держателю SRHR утка, придя в положение, показанное на фиг.2 (с правой стороны). На фиг.3 (с правой стороны) показано уже то состояние держателя SRHR утка, когда уточные нити с него сняты и благодаря действию берда прибиты к материалу.
В соответствии с изобретением способ изготовления ременной ленты с внутренней частью М, мягкой правой краевой частью RR мягкой левой краевой частью RL, с правой уточной нитью SFR и левой уточной нитью SFL выполняется в соответствии со следующей непрерывно повторяющейся последовательностью шагов:
аr) продевают правую уточную нить SFR с правой стороны ленты в правой краевой части RR и во внутреннюю часть посредством правой иглы SNR для подачи уточной нити,
аl) продевают левую уточную нить SFL с левой стороны ленты в левой краевой части и и во внутреннюю часть М посредством левой иглы SNL для подачи уточной нити одновременно с шагом аr),
br) удерживают правую уточную нить SFR в области перехода от внутренней части М к левой краевой части LR посредством левого держателя SRHL утка,
bl) удерживают левую уточную нить SFL в области перехода от внутренней части М к правой краевой части RR посредством правого держателя SRHR утка одновременно с шагом br),
сr) захватывают правую уточную нить SFR левым держателем SRHL утка и возвращают назад левый держатель SRHL утка в область опушки ВА ленты,
сl) захватывают левую уточную нить SFL правым держателем SRHR утка и возвращают назад левый держатель SRHR утка в область опушки ВА ленты одновременно с шагом сr),
dr) возвращают назад правую иглу SNR для подачи уточной нити к правой стороне ленты,
dl) возвращают назад левую иглу SNL для подачи уточной нити к левой стороне ленты одновременно с шагом dr),
e) снимают петли уточной нити, образованные на предыдущем шаге, с обеих держателей SRHL, SRHR утка бердом WB в направлении опушки ВА ленты и направляют оба держателя SRHL, SRHR утка в направлении от опушки ВА ленты,
f) осуществляют прибой бердом WB обеих уточных нитей SFR, SFL.
На шагах сr)-е) держатели SRHL, SRHR движутся вперед и назад по небольшой дуге. При движении вперед - от опушки ленты - уточные нити, продвигаемые иглами для подачи уточных нитей, соскальзывают за скошенными направленными вверх остриями крючков в зазоры крючков держателей утка. При движении в обратном направлении держатели SRHL, SRHR движутся обратно. Иглы SNL, SNR для подачи уточной нити тоже движутся назад. Петли SFS уточных нитей остаются висеть на крючках. После закрытия зева бердо WB направляется вперед, снимая петли уточных нитей и подавая их к опушке ленты (см. также фиг.1-6).
Если внутреннюю часть М сильно уменьшают по ширине, так что она представляет собой только лишь узкую полосу, и одновременно сильно увеличивают краевые области RR, RL, то по сравнению с описанной до этого лентой получается совершенно по-другому выглядящая лента, внутренняя часть которой выглядит как утолщенная перемычка. Чтобы выровнять возможно появляющиеся натяжения, эти части можно ткать различным образом, например с полотняным переплетением 1/1 по краям и переплетением типа «панама» 2/2 во внутренней части. Подобные ленты можно выгодно очень экономично производить даже с большой шириной.
Так как специалисту в данной области известно, как работает бесчелночный лентоткацкий станок, то в последующем описании опущены подробные детали. Основные компоненты ременной ленты 2 по изобретению, именно нити KF основы и уточные нити SFR и SFL, легко распознать.
На фиг.4-6 представлен порядок шагов, аналогичный показанному фиг.1-3, с тем дополнительным обстоятельством, что в показанном здесь способе и оборудовании дополнительно изображена добавочная игла SNZ для подачи уточной нити из моноволокна, показанная для отличия штриховкой.
На фиг.6, в частности, указываются обе точки перегиба утка, SUL с левой стороны и SUR с правой стороны, которые появляются в результате действия держателей SRHR и SRHL утка. На фиг.5 в области перехода от внутренней части к левой краевой части на кайме уже готового сотканного материала показана точка ZZ, служащая в качестве примера подачи добавочной нити SFZ посредством галева ремизки или подобного устройства. Если проследить за выполнением шагов второго варианта осуществления способа тканья по изобретению с применением добавочной иглы для подачи дополнительной уточной нити на фиг.4-6, то на фиг.4 показано положение игл для подачи уточной нити, примерно на треть выдвинутых в зев. На фиг.5 показана позиция иглы для подачи уточной нити уже после полного прохождения через зев в положение максимального выдвижения/конечное положение. На фиг.6, в свою очередь, показано противоположное положение максимального выведения обратно из зева игл для подачи уточной нити, причем бердо WB уже находится в движении по направлению изображенной рядом стрелки к готовой ткани или находящимся перед ней уточным нитям, которые прибиваются к уже готовому материалу. На следующем шаге бердо снова отодвигается от опушки ленты, и продевание уточных нитей снова начинается с начала, так что положение снова становится таким, как это изображено на фиг.4, и т.д. В предпочтительном варианте краевые части RL и RR имеют «ширину» только от 4 до 8 основных нитей, так что дополнительная нить снаружи, т.е. с каймы ременной ленты, не видна.
В предпочтительном варианте способа согласно изобретению он содержит следующие дополнительные шаги:
az) продевают уточную нить SFZ из моноволокна, предпочтительно поданную в область перехода от внутренней части М к левой краевой части RL, слева направо до области перехода от внутренней части М к правой краевой части RR посредством добавочной левой иглы SNZ для подачи уточной нити одновременно с шагом аr),
bz) удерживают уточную нить SFZ из моноволокна в области перехода от внутренней части М к правой краевой части RR посредством правого держателя SRHR утка одновременно с шагом br),
cz) захватывают уточную нить SFZ из моноволокна правым держателем SRHR утка и возвращают назад правый держатель SRHR утка почти до опушки ВА ленты одновременно с шагом сr),
dz) возвращают назад добавочную левую иглу SNZ для подачи уточной нити одновременно с шагом dr).
Естественно, вместо описанного здесь варианта устройства и способа по изобретению с левой добавочной иглой SNZ для подачи уточной нити или параллельно ему возможен аналогичный вариант с правой добавочной иглой для подачи уточной нити или с одновременным использованием. Тогда получится зеркальная, или симметричная, ситуация.
В предпочтительном случае, если в зеве есть достаточно большое пространство, возможно применение варианта с двумя добавочными иглами для подачи уточной нити - правой и левой.
В описанных способах держатели SRHL SRHR утка движутся вперед и назад по небольшой дуге. При их движении вперед - от опушки ленты - проведенные иглами уточные нити соскальзывают за скошенными направленными вверх остриями крючков вниз в зазоры крючков (см. чертежи).
На фиг.7 очень схематично в качестве примера показано, каким образом ременная лента 2 открывается у опушки ВА ленты в образованный основными нитями KF зев А-С. Стационарно прикрепленная на станке выгнутая в форме крючка игла, здесь держатель SRH утка, расположена рядом с областью опушки ВА ленты. Бердо WB только начинает движение по направлению стрелки ZBA, чтобы при помощи снимающих и удерживающих проволок FSDr привести уточные нити SF в указанную на фиг.8 позицию непосредственно перед опушкой ВА берда, причем снимающие и удерживающие проволоки FSDr в показанном на фиг.8 положении берда WB касаются уточных нитей SF. На дальнейшем пути берда, движущегося по направлению стрелки ZBA на фиг.8, они упруго отгибаются, переходя в показанное пунктиром положение FSDr', и при этом снимают уточные нити SF с крючка Н держателя SRH утка, когда бердо прибивает уточную нить к опушке ВА ленты (т.е. практически одновременно).
На фиг.9 описанное здесь положение показано в значительно увеличенном виде, причем изображена только кайма ременной ленты согласно изобретению при усовершенствованном исполнении настоящего изобретения. Уже сотканную ременную ленту 2 можно видеть в нижней части фиг.9. Кайма представлена в виде правой краевой части RR. Ясно видно бердо WB, несущее снимающие и удерживающие проволоки FSDr, изображенные здесь частично в разрезе, которые направляют накинутые на крючок Н держателя SRH утка петли SFS уточной нити, образованные уточной нитью SF, к опушке ВА ленты. При этом стрелкой ZBA показано только что завершенное движение берда.
Бердо WB изображено схематично, в виде спереди, на фиг.10, соответствующем виду слева направо на фиг.7. Хорошо видно расположение снимающий и удерживающих проволок FSDr. Следует обратить внимание на то, что фиг.9 и 10 отображают лишь фрагменты правой краевой части ременной ленты, причем масштабы фиг.9 и фиг.10 не сопоставимы друг с другом.
На фиг.11 очень схематично показан вид сверху на ленту 4, с обеих сторон снабженную по краям пико или петлями 6 пико. На фиг.11 отмечена проходящая в направлении основных нитей, как указано стрелкой К, область Р, которая в детальном виде на фиг.12 помогает подробно описать проведение уточной нити правой иглой подачи уточной нити в этой области. Держатели утка, чьи функции и расположение были ранее подробно описаны, расположены в описанном на фиг.11 и 12 примере поперечно относительно ширины ременной ленты. Держатель утка в позиции А функционирует так же, как держатель утка в описанных ранее примерах, а именно в рамках обеих краев ленты, и служит для удерживания проведенной налево при помощи правой иглы (не показана) уточной нити SFR, которая в результате этого в позиции А образует петлю уточной нити, расположенную в пределах ленты. По сравнению с описанными ранее вариантами выполнения у ленты согласно фиг.11 и 12 имеется второй держатель SRHL2 нити в позиции В. Он удерживает (правую) уточную нить SFR, проведенную не показанной здесь (правой) иглой для подачи уточной нити, пока игла для подачи уточной нити не уйдет из зева назад направо в исходную позицию и пока не показанное здесь бердо WB перед самым закрытием зева не передвинется к опушке ленты и, тем самым, зафиксирует петлю PS уточной нити для пико в позиции В, т.е. выступая за левый край ленты 4.
Образование петли 6 пико на правой кайме ленты производится описанному выше для левой каймы ленты.
Следует подчеркнуть, что на фиг.12 для упрощения рассмотрения не показана одновременно продеваемая слева левая уточная нить SFL. В результате изображенная качественно конфигурация уточной нити SFR воспринимается как сжатая в направлении основы, так что она схематично включает в себя только ту область Р по длине нитей основы, которая показана на фиг.11. Затем в результате накопления многочисленных наложенных друг на друга или параллельных друг другу петель уточной нити образуются петли 6 пико или зубчатая кайма 8 соответственно.
На фиг.13 схематично показаны оба держателя утка, применяемых в вариантах исполнения согласно фиг.11 и фиг.12, а именно в позиции А - держатель SRHL утка и в позиции В - держатель SRHL2 утка, расположенный за пределами тканой ленты 4. Держатели утка перемещаются в соответствии со стрелками VZ от опушки ВА ленты и к ней. Кроме того, держатель SRHL2 утка эксплуатируется в двух положениях Y (поднятом, если пико не изготавливаются) и Z (опущенном, если изготавливаются пико).
Если в предпочтительном варианте осуществления изобретения одновременно продевают больше одной двойной уточной нити с каждой стороны, предпочтительно частично в различные зевы, то преимуществом является возможность точного управления движением держателей утка вверх и вниз (аналогично фиг.13, позиции В: положения Y и Z). Благодаря этому удается легче захватывать петли уточной нити, многократно накладываемые друг на друга, держателями утка.
На фиг.14 показано устройство согласно изобретению для осуществления одного из вариантов способа согласно изобретению, в котором обе уточные нити SFL и SFR проводятся только одной иглой 28 для подачи уточной нити (детали см. на фиг.15). В области острия 34 игла 28 для подачи уточной нити имеет ушко 36, при помощи которого подается проводится в зев первая уточная нить SFL. Вторая (правая) уточная нить SFR захватывается при выведении из зева и обратном ходе иглы 28 для подачи уточной нити при помощи расположенного на острие 34 иглы захватывающего устройства 42 с крючком 40, который может быть повернут в различные фиксируемые положения.
На фиг.14 показано (здесь с несоразмерным увеличением, в целях упрощения изображения) положение иглы 28 для подачи уточной нити, в котором она провела левую уточную нить SFL в зев. При этом крючок 40 уже прошел мимо правой уточной нити SFR. На фиг.16 показан прижим 30, служащий для того, чтобы теперь отжать уточную нить SFR к той траектории, по которой крючок 40 проходит на обратном пути иглы 28 для подачи уточной нити в соответствии со стрелкой RW (фиг.16а и 16b). При этом правая уточная нить SFR захватывается крючком 40 (фиг.16а) и направляется иглой 28 для подачи уточной нити за левый держатель SRHL утка до тех пор, пока крючок 40 в результате касания стационарного упора 32 (фиг.14, 16b и 16с) и прохождения над ним не повернется, преодолевая сопротивление имеющейся в игле 28 для подачи уточной нити пружины-защелки 38, показанной в качестве примера на фиг.15, и в результате этого не «потеряет» правую уточную нить SFR (фиг.16b). На этом заканчивается цикл продевания. Следующий цикл продевания начинается поступательным движением иглы 28 для подачи уточной нити по направлению стрелки VW согласно фиг.16с, причем при пересечении стационарного упора 32 (фиг.14, 16b и 16с) - теперь в обратном направлении - крючок 40 возвращается в свое положение захвата.
Выполняемый при помощи устройства согласно фиг.14-16с способ по изобретению по пункту 23 формулы, служащий для тканья ленты, в частности ременной ленты с внутренней частью (М), мягкой правой краевой частью (RR) и мягкой левой краевой частью (RL), отличается тем, что содержит следующую непрерывно повторяющуюся последовательность шагов:
sal) продевают левую уточную нить SFL с левой стороны ленты в левой краевой части RL и во внутреннюю часть М посредством иглы 28 для подачи уточной нити,
sbl) удерживают левую уточную нить SFL в области перехода от внутренней части М к правой краевой части RR посредством правого держателя SRHR утка,
sr) захватывают правую уточную нить SFR захватывающим устройством 42,
sar) продевают правую уточную нить SFR с правой стороны ленты в правую краевую часть RR и во внутреннюю часть М посредством иглы 28 для подачи уточной нити,
sbr) удерживают правую уточную нить SFR в области перехода от внутренней части М к левой краевой части RL посредством левого держателя SRHL утка,
scr) захватывают правую уточную нить SFR левым держателем SRHL утка и возвращают назад левый держатель SRHL утка к опушке ВА ленты,
scl) захватывают левую уточную нить SFL правым держателем SRHR утка и возвращают назад правый держатель SRHR утка к опушке ВА ленты, в частности одновременно с шагом scr),
se) снимают петли уточной нити, образованные на предыдущем шаге, с обеих держателей SRHR, SRHL утка бердом WB по направлению к опушке ВА ленты и направляют оба держателя SRHR, SRHL утка в направлении от опушки ВА ленты,
f) осуществляют прибой бердом WB обеих уточных нитей SFR, SFL.
Необходимо подчеркнуть, что способ согласно изобретению - как только что описано - может выполняться не только с одной иглой для подачи уточной нити. Наряду с этим имеется возможность вариантов, например, с двумя двойными иглами для подачи уточной нити, одинаковых или разных по длине, а также введения других держателей утка и всевозможных комбинаций. Специалисту должно быть понятно, что при помощи способа по изобретению можно изготовить все известные из уровня техники виды каймы.
Подводя итог, нужно еще раз подчеркнуть, что благодаря изобретению исключаются ранее постоянно необходимые кромочные и окантовочные нити, а также необходимое для этого оборудование. Благодаря изобретению получается лента, более тонкая по сравнению с уровнем техники, что, в частности, благодаря мягкой кайме, представляет особенный прогресс в области комфорта в транспортном средстве. Кроме того, изготовление ленты согласно изобретению благодаря упразднению некоторых производственных этапов и деталей соответствующего оборудования становится дешевле, чем это возможно в уровне техники.
Помимо этого, преимущество настоящего изобретения состоит в том, что значительно снижается натяжение уточных нитей, а следовательно, значительно сокращаются износ, частота разрывов и число точек перегиба уточных нитей. Ненадежные крючковые иглы, необходимые исходя из уровня техники, и связанные с ними разрывы пряжи теперь выгодно исключаются благодаря данному изобретению.
Список обозначений
2 ременная лента
4 лента
6 петля пико
22 лента
28 игла для подачи уточной нити
30 прижим
32 упор
34 острие иглы
36 ушко
38 пружина-защелка
40 крючок
42 захватывающее устройство
А-С зев
ВА опушка ленты
DS стрелка
FSDr снимающие и удерживающие проволоки
FSDr' снимающие и удерживающие проволоки
Н крючок
KF основные нити
L (заключено в круг) левая сторона
М внутренняя часть
Р область пико
PS петля уточной нити для пико
R (заключено в круг) правая сторона
RR правая краевая часть
RL левая краевая часть
SF уточная нить
SFR правая уточная нить
SFL левая уточная нить
SFS петля уточной нити
SFZ дополнительная уточная нить
SNR правая игла для подачи уточной нити
SNL левая игла для подачи уточной нити
SNZ левая добавочная игла для подачи уточной нити
SRHL левый держатель утка
SRHL2 второй левый держатель утка
SRHR правый держатель утка
SRHR2 второй правый держатель утка
SUL левая точка перегиба уточной нити
SUR правая точка перегиба уточной нити
VZ стрелка
WB бердо
Y позиция держателя утка
Z позиция держателя утка
ZBA стрелка
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поясной ленты с однослойной средней частью и пустотельными краями на игольном лентоткацком станке | 1978 |
|
SU1050577A3 |
| Способ изготовления поясной ленты на игольном лентоткацком станке с крючковой иглой и поясная лента | 1980 |
|
SU1279536A3 |
| НАДУВНАЯ ЛЕНТА РЕМНЯ | 1999 |
|
RU2194811C2 |
| ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2231584C2 |
| ТКАНАЯ РЕМЕННАЯ ЛЕНТА | 2004 |
|
RU2323107C2 |
| Устройство для получения тканых лент на лентоткацком станке | 1985 |
|
SU1458450A1 |
| Ткацкий станок для формирования трехосной ткани | 2024 |
|
RU2832522C1 |
| Вязано-тканая лента, способ ее изготовления и вязально-ткацкий станок для осуществления способа | 1988 |
|
SU1516544A1 |
| Вязально-ткацкий станок | 1983 |
|
SU1341290A1 |
| БЕСЧЕЛНОЧНЫЙ ЛЕНТОТКАЦКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ УЗКИХ ТКАНЫХ ИЗДЕЛИЙ, А ТАКЖЕ УЗКОЕ ТКАНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2239009C2 |




Ленту ткут с по меньшей мере одной первой (правой) уточной нитью и по меньшей мере одной второй (левой) уточной нитью. Обе уточные нити с обеих сторон ленты вводятся в один и тот же зев, обводятся вокруг держателей утка с образованием обратных петель уточной нити, удерживаются держателями утка по существу до смены зева, а затем после смены зева снимаются с держателей утка бердом и прибиваются к опушке ленты. Техническим результатом изобретения является создание ременной ленты с максимально большой поперечной жесткостью и с мягкими краевыми частями. 4 н. и 20 з.п. ф-лы, 18 ил.
1. Способ тканья ленты с по меньшей мере одной первой или правой уточной нитью (SFR) и по меньшей мере одной второй или левой уточной нитью (SFL), отличающийся тем, что обе уточные нити (SFR, SFL) продевают с обеих сторон ленты в одном и том же зеве, обводят вокруг держателей утка с образованием обратных петель уточной нити, удерживают держателями утка по существу до смены зева, а затем, после смены зева, снимают с держателей утка посредством берда и прибивают к опушке ткани.
2. Способ по п.1, отличающийся тем, что обе уточные нити (SFR, SFL) продевают в одном и том же зеве с обеих сторон ленты одновременно.
3. Способ по п.2, отличающийся тем, что предназначен, в частности, для тканья ременной ленты с внутренней частью (М), мягкой правой краевой частью (RR) и мягкой левой краевой частью (LR) и содержит следующую непрерывно повторяющуюся первую последовательность шагов:
ar) продевают правую уточную нить (SFR) с правой стороны ленты в правой краевой части (RR) и во внутреннюю часть посредством правой иглы (SNR) для подачи уточной нити,
al) продевают левую уточную нить (SFL) с левой стороны ленты в левой краевой части и во внутреннюю часть (М) посредством левой иглы (SNL) для подачи уточной нити одновременно с шагом ar),
br) удерживают правую уточную нить (SFR) в области перехода от внутренней части (М) к левой краевой части (LR) посредством левого держателя (SRHL) утка,
bl) удерживают левую уточную нить (SFL) в области перехода от внутренней части (М) к правой краевой части (RR) посредством правого держателя (SRHR) утка одновременно с шагом br),
cr) захватывают правую уточную нить (SFR) левым держателем (SRHL) утка и возвращают назад левый держатель (SRHL) утка к опушке (ВА) ленты,
cl) захватывают левую уточную нить (SFL) правым держателем (SRHR) утка и возвращают назад левый держатель (SRHR) утка к опушке (ВА) ленты одновременно с шагом сг),
dr) возвращают назад правую иглу (SNR) для подачи уточной нити к правой стороне ленты,
dl) возвращают назад левую иглу (SNL) для подачи уточной нити к левой стороне ленты одновременно с шагом dr),
e) снимают петли уточной нити, образованные на предыдущем шаге, с обеих держателей (SRHL, SRHR) утка бердом (WB) в направлении опушки (ВА) ленты и направляют оба держателя (SRHL, SRHR) утка в направлении от опушки (ВА) ленты,
f) осуществляют прибой бердом (WB) обеих уточных нитей (SFR, SFL).
4. Способ по п.3, отличающийся тем, что правая и левая уточные нити ременной ленты являются гибридными нитями, и содержит следующий шаг, выполняемый после ткацкого процесса: g) осуществляют термическую фиксацию ременной ленты.
5. Способ по п.3, отличающийся тем, что дополнительно содержит следующие шаги:
az) продевают уточную нить (SFZ) из моноволокна, предпочтительно поданную в область перехода от внутренней части (М) к левой краевой части (RL), слева направо до области перехода от внутренней части (М) к правой краевой части (RR) посредством добавочной левой иглы (SNZ) для подачи уточной нити одновременно с шагом ar),
bz) удерживают уточную нить (SFZ) из моноволокна в области перехода от внутренней части (М) к правой краевой части (RR) посредством правого держателя (SRHR) утка одновременно с шагом br),
cz) захватывают уточную нить (SFZ) из моноволокна правым держателем (SRHR) утка и возвращают назад правый держатель (SRHR) утка к опушке (ВА) ленты одновременно с шагом cr),
dz) возвращают назад добавочную левую иглу (SNZ) для подачи уточной нити одновременно с шагом dr).
6. Способ по п.3, отличающийся тем, что для формирования при желании петель пико на внешних краях ленты содержит следующую вторую последовательность шагов, чередующуюся с первой последовательностью шагов:
арr) продевают правую уточную нить (SFR) с правой стороны ленты через всю ширину ленты за левую сторону ленты посредством правой иглы (SNR) для подачи уточной нити,
арl) продевают левую уточную нить (SFL) с левой стороны ленты через всю ширину ленты за правую сторону ленты посредством левой иглы (SNL) для подачи уточной нити одновременно с шагом арr),
bpr) удерживают правую уточную нить (SFR) за пределами ленты около левой краевой части (RL) посредством второго левого держателя (SRHL2) утка и формируют петлю уточной нити,
bpl) удерживают левую уточную нить (SFL) за пределами ленты около правой краевой части (RR) посредством второго правого держателя (SRHR2) утка и формируют петлю уточной нити, одновременно с шагом bpr),
dr) возвращают назад правую иглу (SNR) для подачи уточной нити к правой стороне ленты,
dl) возвращают назад левую иглу (SNL) для подачи уточной нити к левой стороне ленты одновременно с шагом dr),
ер) снимают образованные на шагах bpr) и bpl) петли уточной нити с обеих вторых держателей (SRHR2, SRHL2) утка,
f) осуществляют прибой бердом (WB) обеих уточных нитей (SFR, SFL).
7. Способ по п.6, отличающийся тем, что правая и левая уточные нити ременной ленты являются гибридными нитями, и содержит следующий шаг, выполняемый после ткацкого процесса: g) осуществляют термическую фиксацию ременной ленты.
8. Способ по п.1, отличающийся тем, что обе уточные нити (SFL, SFR) продевают с использованием только одной иглы (28) для подачи уточной нити, которая при входе в зев направляет и продевает первую или левую уточную нить (SFL) через ушко (36), расположенное в области острия (34) иглы для подачи уточной нити, а при возвращении назад иглы (28) для подачи уточной нити захватывают из зева вторую или правую уточную нить (SFR) посредством расположенного на острие (34) захватывающего устройства (42), и проводят в зев.
9. Способ по п.8, отличающийся тем, что служит, в частности, для тканья ременной ленты с внутренней частью (М), мягкой правой краевой частью (RR) и мягкой левой краевой частью (RL), и содержащий следующую непрерывно выполняющуюся последовательность шагов:
sal) продевают левую уточную нить (SFL) с левой стороны ленты в левой краевой части (RL) и во внутреннюю часть (М) посредством иглы (28) для подачи уточной нити,
sbl) удерживают левую уточную нить (SFL) в области перехода от внутренней части (М) к правой краевой части (RR) посредством правого держателя (SRHR) утка,
sr) захватывают правую уточную нить (SFR) захватывающим устройством (42),
sar) продевают правую уточную нить (SFR) с правой стороны ленты в правую краевую часть (RR) и во внутреннюю часть (М) посредством иглы (28) для подачи уточной нити,
sbr) удерживают правую уточную нить (SFR) в области перехода от внутренней части (М) к левой краевой части (RL) посредством левого держателя (SRHL) утка,
scr) захватывают правую уточную нить (SFR) левым держателем (SRHL) утка и возвращают назад левый держатель (SRHL) утка к опушке (ВА) ленты,
scl) захватывают левую уточную нить (SFL) правым держателем (SRHR) утка и возвращают назад правый держатель (SRHR) утка к опушке ВА ленты, в частности одновременно с шагом scr),
se) снимают петли уточной нити, образованные на предыдущем шаге с обеих держателей (SRHR, SRHL) утка бердом (WB) по направлению к опушке (ВА) ленты и направляют оба держателя (SRHR, SRHL) утка в направлении от опушки (ВА) ленты,
f) осуществляют прибой бердом (WB) обеих уточных нитей (SFR, SFL).
10. Способ по п.9, отличающийся тем, что правая и левая уточные нити ременной ленты являются гибридными нитями, и содержит следующий шаг, выполняемый после ткацкого процесса: g) осуществляют термическую фиксацию ременной ленты.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что применяют эластичные основные нити.
12. Бесчелночный лентоткацкий станок для тканья ленты, в частности ременной ленты с внутренней частью (М), мягкой правой краевой частью (RR) и мягкой левой краевой частью (LR), содержащей правую уточную нить (SFR) и левую уточную нить (SFL), отличающийся тем, что содержит
А) правую иглу (SNR) для подачи уточной нити и левую иглу (SNL) для подачи уточной нити, выполненную с возможностью управления, одновременного с управлением правой иглой (SNR) для подачи уточной нити,
B) правый держатель (SRHR) утка и левый держатель (SRHL) утка, служащие для удерживания и освобождения правой уточной нити и левой уточной нити, соответственно,
C) бердо (WB).
13. Станок по п.12, отличающийся тем, что содержит
В2) второй левый держатель (SRHL2) утка и второй правый держатель (SRHR2) утка, служащие для удерживания и освобождения правой уточной нити и левой уточной нити, соответственно.
14. Станок по п.12 или 13, отличающийся тем, что содержит
D) левую добавочную иглу (SNZ) для подачи уточной нити, которая выполнена с возможностью управления, одновременного с управлением левой иглой для подачи уточной нити или правой иглой (SNR) для подачи уточной нити.
15. Станок по п.12 или 13, отличающийся тем, что держатели (SRH) утка неподвижно прикреплены на станке и что на берде (WB) эластичным образом закреплены снимающие и удерживающие проволоки (FSDr), ориентированные предпочтительно по направлению к опушке ленты, которые предназначены для того, чтобы перед сменой зева и перед прибоем снимать петли уточной нити с держателей (SRH) утка и удерживать указанные петли путем прижима к опушке ленты до момента, когда бердо (WB) прибьет петли уточной нити к опушке ленты.
16. Станок по п.15, отличающийся тем, что держатели (SRH) утка выполнены гибкими в вертикальном направлении, обеспечивая тем самым их легкое поднятие натянутыми уточными нитями и облегчение соскальзывания уточных нитей.
17. Ременная лента для ремней безопасности, содержащая внутреннюю часть (М), более мягкую по сравнению с внутренней частью правую краевую часть (RR) и более мягкую по сравнению с внутренней частью левую краевую часть (LR), включающая правую уточную нить (SFR) и левую уточную нить (SFL), отличающаяся тем, что правая уточная нить (SFR) находится только во внутренней части (М) и в правой краевой части (RR), а левая уточная нить (SFL) находится только во внутренней части (М) и в левой краевой части (LR).
18. Ременная лента по п.17, отличающаяся тем, что правая уточная нить (SFR) и левая уточная нить (SFL) представляют собой комплексные нити.
19. Ременная лента по п.17 или 18, отличающаяся тем, что правая уточная нить (SFR) и левая уточная нить (SFL) представляют собой гибридные нити.
20. Ременная лента по п.17 или 18, отличающаяся тем, что во внутренней части дополнительно расположена дополнительная уточная нить (SFZ) из моноволокна.
21. Лента, сотканная посредством способа по п.6 или 7, отличающаяся тем, что вне ленты, около ее левой и/или правой краевой части расположены петли уточной нити или петли пико.
22. Лента по п.21, отличающаяся тем, что правая уточная нить (SFR) и левая уточная нить (SFL) представляют собой комплексные нити.
23. Лента по п.21 или 22, отличающаяся тем, что правая уточная нить (SFR) и левая уточная нить (SFL) представляют собой гибридные нити.
24. Лента по п.21 или 22, отличающаяся тем, что содержит эластичные основные нити.
| Пневмогидравлический генератор импульсов для пульсационных колонн | 1977 |
|
SU652552A1 |
| Устройство для сигнализации о пожаре | 1981 |
|
SU960878A1 |
| US 3605225 А, 20.09.1971 | |||
| Тканая лента для поясов безопасности | 1975 |
|
SU657760A3 |
| Тканая транспортерная лента | 1990 |
|
SU1728310A1 |
| Тканая лента для поясов безопасности | 1977 |
|
SU850015A4 |

