Изобретение относится к сигнальным системам, предупреждающим нестандартные ситуации, как-то: возникновение пожаров, утечки жидкостей из труб, проникновение лиц на охраняемые территории и т.п.
Наиболее близким из известных является электрический проводник, содержащий токопроводящие спиральные провода, расположенные в электроизолирующей трубке и разделенные электроизоляционными элементами (SU 35714, кл. H 01 B 7/04, 1934).
Это устройство узко специализировано, сложно в изготовлении, ненадежно в использовании.
Известен способ изготовления провода, в котором проводник и стабилизирующая изоляция одновременно изготавливаются экструзией (SU 1537049, кл. H 01 B 12/00, 1996). Этот способ применим только при изготовлении электропроводов специального назначения.
Целью изобретения является придание контактному электропроводнику универсальности использования, упрощение конструкции и удешевление производства.
В этих целях контактный электропроводник выполнен из двух токопроводящих проводов, разделенных изоляцией с зазором друг от друга. Токопроводящие провода выполнены в виде спиральных проводов, разделенных изоляцией при обеспечении зазора между ними. Провода выполнены овальными и размещены в упругой трубке с профилированными внутренними ребрами.
Контактный электропроводник изготавливается способом экструзии через последовательно установленные профильные отверстия фильеры контейнера высокого давления гидропрессом, действующим от гидропульсатора с маховиком через мультиплексор высокого давления с плунжером, уплотненным жесткой накладкой.
Фиг. 1 - схема спиральных проводников.
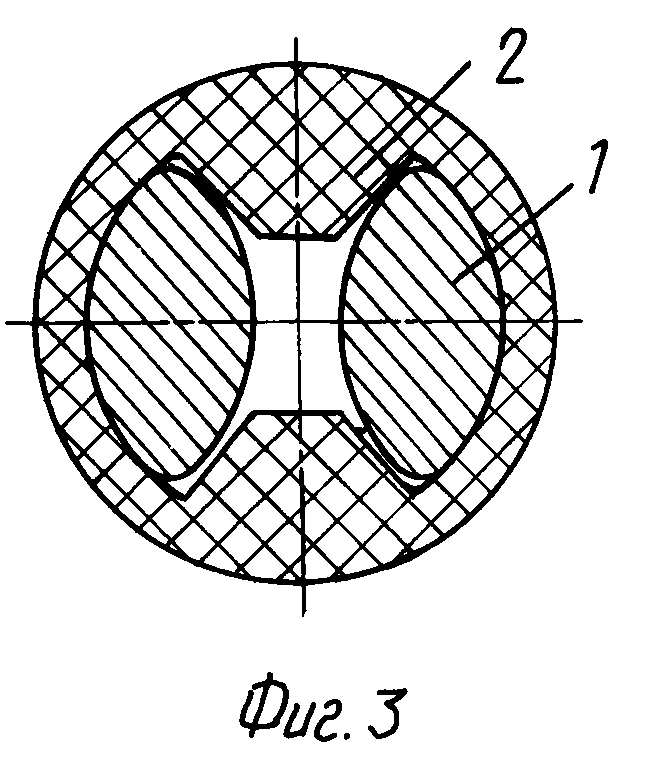
Фиг. 2 - 3 - сечения контактного электропроводника через полупериод навивки.
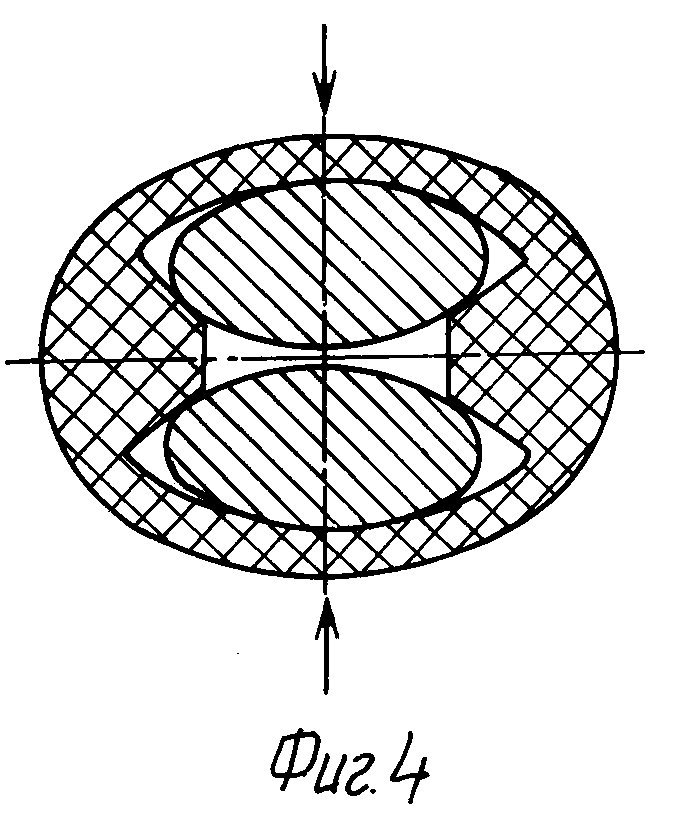
Фиг. 4 - сечение в момент деформации упругой изоляции и замыкания электроцепи.
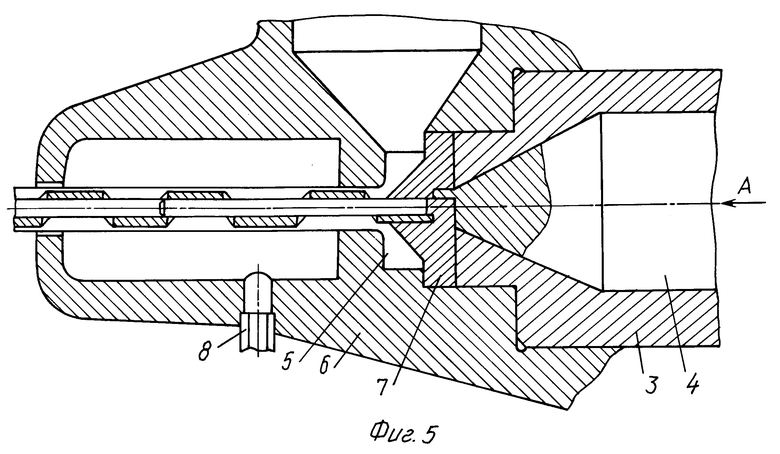
Фиг. 5 - схема изоляции проволок и других электроизоляционных элементов.
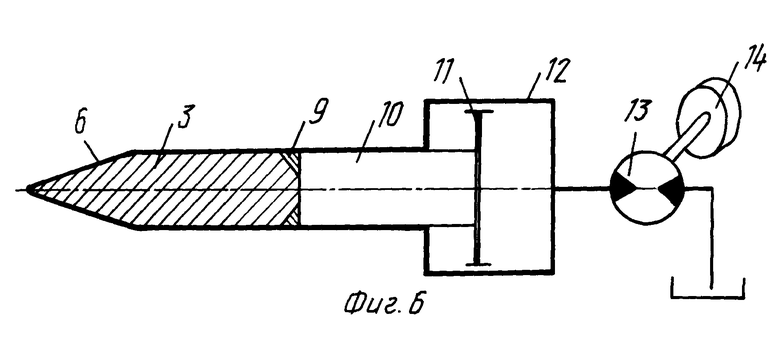
Фиг. 6 - схема создания гидропульсационного экструзионного выдавливания-формообразования изделия.
Фиг. 7 - поперечный разрез рекуперативного гидропульсатора.
Контактный электропроводник состоит из двух проводов 1, спирально расположенных в упругой трубке 2 с внутренними ребрами. Эти провода заформованы в процессе изготовления проводника при обеспечении зазора между проводами. Форма сечения проводников (круг, овал и т.п.), угол их закрутки, зазор между ними выбираются в зависимости от назначения контактного электропроводника и способа его изготовления. В случае изготовления гидроэкструзией в целях уменьшения диаметра электропроводника предпочтительна овальная форма проводов.
Формообразование двух проводов 1 одновременно (фиг. 5) осуществляется под воздействием высокого давления, создаваемого в полости 3 контейнера 4, а формообразование упругой электроизолирующей трубки 2 - под воздействием давления, создаваемого в полости 5 корпуса 6.
Для экструзии проводов в фильере 7 выполнены профильные винтообразные отверстия, а для экструзии упругой изолирующей трубки 2 - отверстие в корпусе 6.
Для отвода тепла, возникающего в процессе экструзии, имеются трубки 8 от системы охлаждения.
Гидропульсационно-экструзионное формообразование осуществляется гидропульсационным прессом, состоящим из мультипликатора давления 10 (фиг. 6) с плунжером 11, уплотненным приторцованной жесткой накладкой 9.
К гидроцилиндру 12 подключен гидропульсатор (фиг. 7), состоящий из корпуса 15, ротора 16 с лопастью 17, замыкателя 18. Гидропульсатор снабжен рекуперативным устройством, состоящим из клапана 19 и пружины 20. Отверстие 21 сообщено с гидроцилиндром 12 пресса.
Экструзия изделия осуществляется следующим образом.
При вращении лопасти 17 гидропульсатора через клапан 19 в гидроцилиндр 12 вытесняется порция жидкости. Она через мультипликатор давлением от 0 до 10 - 20 Кбар действует на материал, расположенный в полости 3 контейнера высокого давления.
Происходит порционное выдавливание материала через фильеру 7 в виде профильных проводов.
В момент отхода лопасти 17 от замыкателя 13 происходит обратное вытеснение сжатой жидкости с падением давления от максимального до нуля. При этом порция сжатой ранее жидкости рекуперирует энергию сжатия на разгон маховика гидропульсатора.
Высокочастотное гидропульсационное воздействие из-за гистерезисных явлений уменьшает трение выдавливаемого материала о стенки контейнера и разогревает его.
Экструзия будет осуществляться с оптимальной усредненной скоростью без "выстреливания" от энергии большого объема сжатой рабочей жидкости, что происходит при обычной гидроэкструзии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ И ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093295C1 |
| РЕКУПЕРАТИВНЫЙ ГИДРОПУЛЬСАТОР | 1995 |
|
RU2113639C1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1992 |
|
RU2050219C1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| РОТОРНЫЙ БЫСТРОХОДНЫЙ ГИДРОПУЛЬСАТОР | 1998 |
|
RU2135845C1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1992 |
|
RU2050220C1 |
| ПРОБИВНОЙ ПРЕСС | 1998 |
|
RU2137596C1 |
| ГИДРОПУЛЬСАЦИОННАЯ ТРАМБОВКА | 1996 |
|
RU2114954C1 |
| ГИДРОПУЛЬСАЦИОННЫЙ МЕМБРАННЫЙ НАСОС | 1998 |
|
RU2136962C1 |


Контактный электропроводник предназначен для комплектации сигнальных систем от пожаров, утечек жидкостей, в частности нефти, охраны территорий. Выполнен в виде кабеля, состоящего из двух токопроводящих спиральных проволок, разделенных изоляцией с обеспечением винтообразных зазоров. Для компактности кабеля проволоки могут иметь овальное сечение. Кабель изготавливается одномоментно методом гидропульсационной экструзии как проводников, так и изоляционных элементов в виде упругой трубки и шнуров. Экструзия осуществляется с применением высокочастного рекуперативного гидропульсатора и мультипликатора высокого давления, плунжер которого уплотнен жесткой приторцованной накладкой. Изобретение обеспечивает универсальность использования и упрощает конструкции. 2 с. и 2 з.п. ф-лы, 7 ил.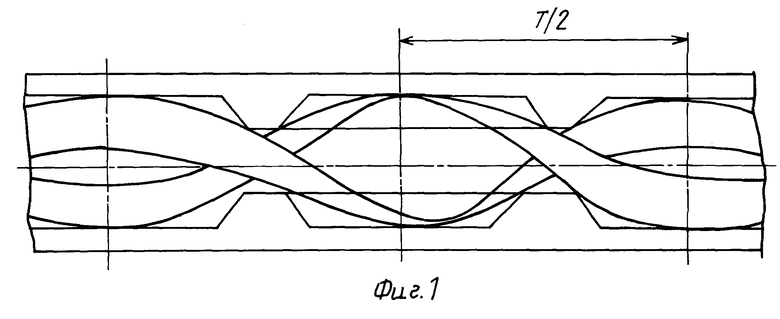
| SU 1537049 A1, 20.03.96 | |||
| Гибкий электрический шнур | 1931 |
|
SU35714A1 |
| Полый электрический кабель для воздушных линий передачи | 1928 |
|
SU16753A1 |
| RU 94026536 A1, 20.05.96. | |||
