Изобретение относится к машиностроительной промышленности, в частности к деревообрабатывающему станкостроению.
В настоящее время существуют станки для обработки деталей со смежным профилем в поперечном сечении. К ним относятся калевочные станки, например марки С10-2, погонажные, например, марки С16-7 и калевочно-погонажные станции, например, марки С26-2. Однако все указанные станки работают только с обрезным пиломатериалом или с заготовленным брусом, т.е. требуют операции предварительного раскроя на зерновые заготовки. После обработки заготовки сложного профиля ее необходимо распилить для получения готовых изделий. Все эти операции осуществляются на отдельных станках, что делает процесс трудоемким, а изделие дорогостоящим. Кроме того, при подготовке обрезного пиломатериала образуется большое количество отходов лесопиления, так называемый "горбыль" или "обзор", который в дальнейшем не может быть нигде использован, так как "горбыль" не имеет ни формы, ни необходимой базовой поверхности. Отходы лесопиления в большом количестве скапливаются в местах обработки древесины, создавая тем самым большие неудобства, либо эти отходы сжигаются, загрязняя тем самым экологию окружающей среды.
Кроме того, возможности известных станков ограничены размерами обрабатываемых заготовок, определенными паспортными данными станков (размерами рабочих столов, ограниченным перемещением прижимов и инструментов).
Все указанные станки по технологическому назначению и конструктивному устройству сходны между собой.
Во всех указанных станках устанавливаются четыре суппорта, на которых монтируются шпиндели с ножевыми головками. Они располагаются в нижней и верхней частях станка и с обоих боков, т.е. со всех четырех сторон обрабатываемой заготовки. База создается строганием всей пласти: нижней, верхней и боковых.
Прототипом предложенного станка может служить погонажный станок марки С26-2. (2).
Станок содержит чугунную цельнолитую моноблочную станину и четыре суппорта, на которых монтируются шпиндели с ножевыми головками. Вертикальные (или боковые) шпиндели размещены в одной плоскости (друг против друга). Механизм подачи вальцовый. Для базирования заготовки используется направляющая линейка и боковой прижим. Направляющая линейка состоит из двух частей: передней - перед правым вертикальным шпинделем, и задней - установленной по касательной линии к диаметру резания ножевой головки. За левым вертикальным шпинделем расположена еще одна направляющая линейка. Заготовка вначале обрабатывается нижней ножевой головкой. При этом для устранения вибрации заготовки в процессе резания над нижней ножевой головкой установлен роликовый прижим. Далее заготовка обрабатывается ножевыми головками правого и левого вертикальных шпинделей одновременно. При обработке ножевой головкой правого шпинделя глубина снимаемого слоя определяется разницей уровней плоскостей передней и задней линии. Ножевой головкой левого вертикального шпинделя формируется размер детали по ширине. Для устранения сколов на левой стороне стола в зоне выхода инструмента из заготовки установлен прижимной элемент, который прижимает заготовку к базовой линейке. Между вертикальными шпинделями также имеется прижим. После обработки заготовки ножевыми головками вертикальных шпинделей по ширине заготовка движется между двумя линейками, попадая под горизонтальной верхний шпиндель, который формирует деталь по толщине. Перед горизонтальным верхним шпинделем смонтирован прижимной элемент, сзади него прижим. Прижимы обеспечивают устойчивое положение заготовки и качество готового изделия.
Недостаток известного станка состоит в его системе базирования. База создается строганием всей пласти: нижней и боковых. А это все требует обрезного пиломатериала или заготовленного бруса. Кроме того возможности известного станка ограничены, он рассчитан на большую ширину обработки с высокими скоростями подачи при ограниченном выпуске профильных деталей. Продукция получается очень дорогостоящая.
Заявитель предлагает для устранения вышеуказанных недостатков снабдить станок регулировочно-наладочным устройством и установить его на столе и только двумя горизонтальными шпинделями, один из которых нижний, а другой верхний, а боковую направляющую выполнить в виде двух продольных полос. Поверхность первой полосы выполнить с рифлением, а второй - с прямоугольным продольным торцевым выступом и установить ее с возможностью перемещения в вертикальной плоскости. Полосы установить вдоль продольной оси стола так, что первая полоса установлена перед нижним шпинделем. Сам же нижний шпиндель установить так, что правые крайние зубья ножей, несомых ножевой головкой, должны быть расположены строго напротив прямоугольного торцевого выступа, а верхний шпиндель установить так, что правые крайние зубья ножей, несомых ножевой головкой, должны быть смещены влево в горизонтальной плоскости на величину, равную ширине прямоугольного продольного выступа базовой направляющей. В качестве ножевой головки использовать сборную цилиндрическую фрезу с четырьмя сменными плоскими профильными ножами, установленными вдоль образующих фрезы. Профиль ножей должен повторять необходимый профиль готового изделия, а ширина и высота зубьев ножей должна быть равна ширине и высоте прямоугольного продольного торцевого выступа базовой направляющей.
Сопоставительный анализ заявленного технического решения с прототипом показывает, что вышеуказанные признаки отсутствуют у прототипа, а это дает основание заявителю говорить о том, что заявленное техническое решение соответствует критерию "новизна".
Сравнение заявленного технического решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, совпадающие с признаками заявленного технического решения и дающими возможность достичь тот же "технический результат".
Проведенный сопоставительный анализ предложенного технического решения с прототипом и с аналогами позволяет заявителю сделать вывод о соответствии предложенного технического решения критерию изобретения "изобретательский уровень".
Предложенный универсальный деревообрабатывающий станок изображен на чертеже, где
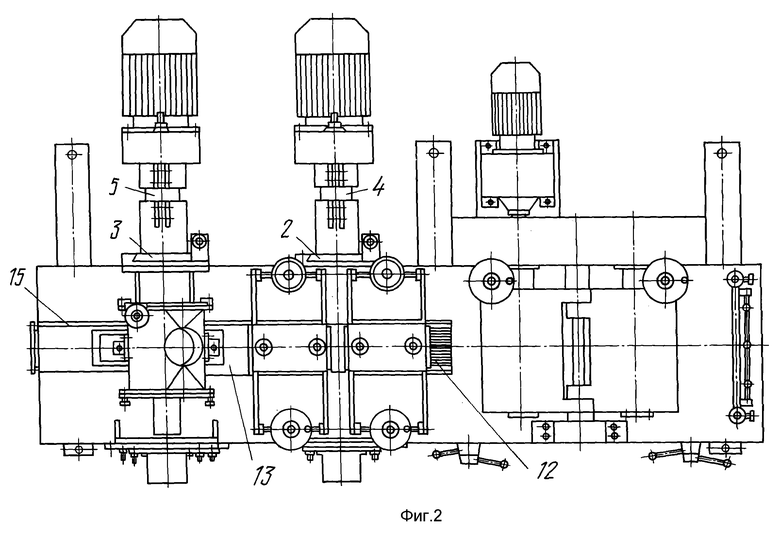
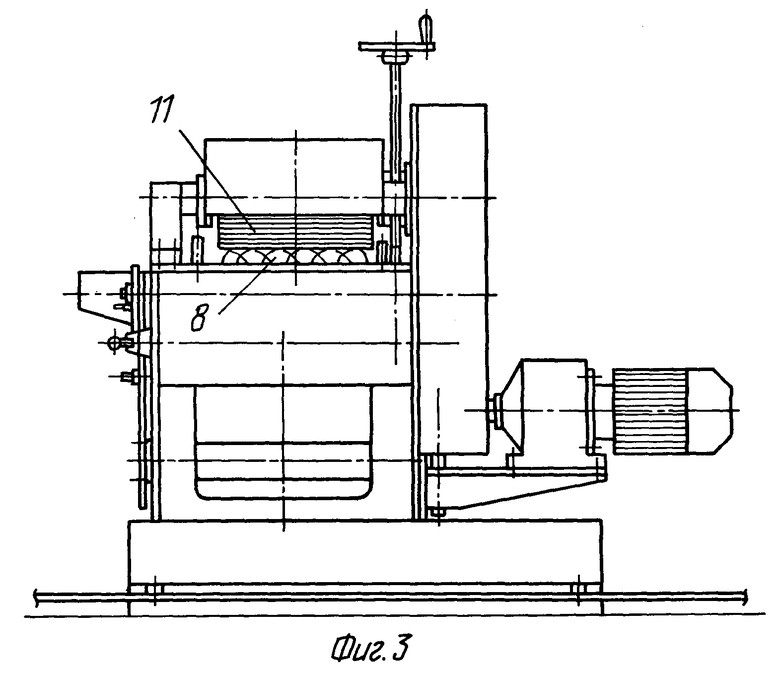
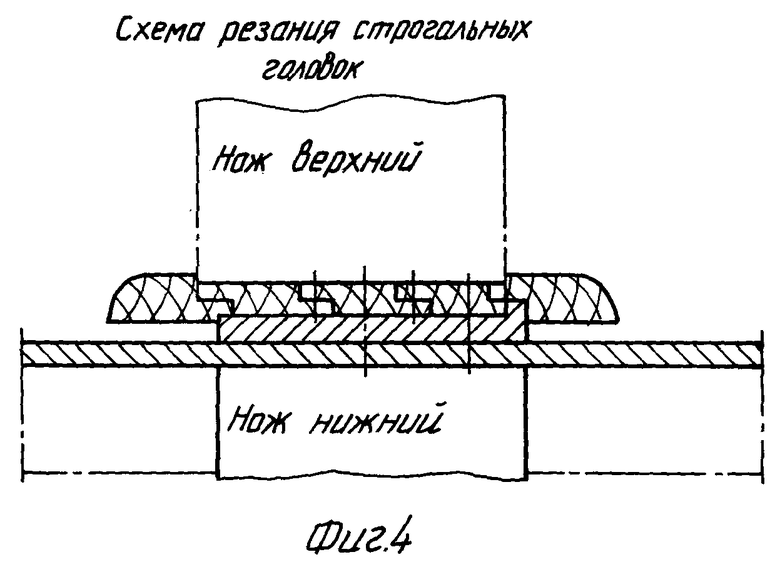
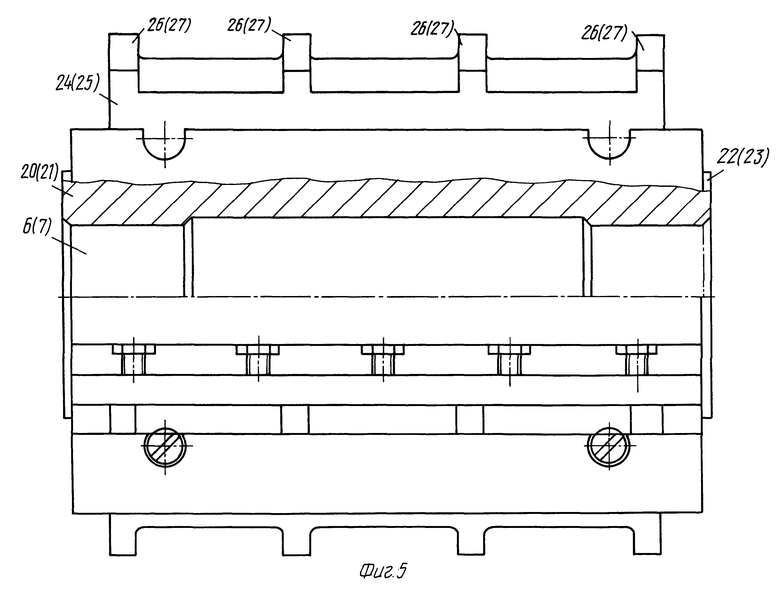
фиг. 1 - общий вид, фиг. 2 - вид в плане, фиг. 3 - вид сбоку, фиг. 4 - схема резания, фиг. 5 - ножевая головка, фиг. 6 - нож.
Универсальный деревообрабатывающий станок содержит станину со столом 1, выполненным моноблочным, и только два горизонтальных суппорта, один из которых - нижний суппорт 2, а другой - верхний суппорт 3. На суппортах 2 и 3 смонтированы соответственно шпиндели 4 и 5, несущие соответственно режущие головки 6 и 7.
На столе 1 со стороны входа обрабатываемой детали 8 установлено регулировочно-наладочное устройство 9, ограничивающее размер обрабатываемой детали по ширине и толщине, на который настроен станок. Регулировочно-наладочное устройство выполнено с указателями 10. За устройством 9 установлен вальцовый механизм подачи 11. За вальцовым механизмом 11, вдоль продольной оси стола 1 установлена базовая направляющая, выполненная в виде двух продольных полос соответственно 12 и 13. Полоса 12 выполнена с рифлением и над ней установлен роликовый прижим 14. За полосой 12 установлен нижний горизонтальный суппорт 2 со смонтированным на нем шпинделем 4, несущим режущую головку 6. За режущей головкой 6 установлена полоса 13, выполненная с прямоугольным продольным торцевым выступом 15 и установленная с возможностью перемещения в вертикальной плоскости для настройки станка на определенную толщину изделия. Над полосой 13 установлен верхний горизонтальный суппорт 3 с смонтированным на нем шпинделем 5, несущим режущую головку 7. Для устранения сколов в зоне выхода режущей головки 7 из заготовки установлен прижимной элемент 16 со стружколомателем 17. Зоны строгания снабжены верхним стружкосборником 18 и нижним стружко-сборником 19.
Ножевые головки 6 и 7, используемые в станке, одинаковы по своей конструкции. Каждая из них представляет собой соответственно цилиндрическую сборную фрезу 20 и 21 с прорезями соответственно 22 и 23. В прорезях 22 и 23, выполненных вдоль образующих фрез диаметрально противоположно, установлены и закреплены винтами по четыре в каждой фрезе профильных ножа соответственно 24 и 25. Профиль ножей 24 и 25 повторяет необходимый профиль готового изделия. Профиль ножей 24 и 25 напоминает гребенку с выступающими и разнесенными на определенное расстояние зубьями соответственно 26 и 27.
При настройке станка на работу, нижний горизонтальный суппорт 2 со смонтированным на нем шпинделем 4, несущим режущую головку 6 устанавливают так, чтобы крайние правые зубья 26 ножей 24 были расположены строго напротив прямоугольного торцевого выступа 15. А верхний суппорт 3 со смонтированным на нем шпинделем 5, несущим режущую головку 7 устанавливают так, чтобы крайние правые зубья 27 ножей 25 были смещены влево в горизонтальной плоскости на величину, равную ширине прямоугольного торцевого выступа 15.
Работает предложенный универсальный деревообрабатывающий станок следующим образом. Обрабатываемая деталь 8 подается на станок со стороны регулировочно-наладочного устройства 9, на котором с помощью указателей 10 выставлен определенный размер, на который настроен станок. Деталь 8 накладывается на рифление базовой направляющей 12 и с помощью мощного вальцового механизма подачи 11 продвигается к ножевой головке 6, начинается обработка нижней пласти детали 8. При этом ножи 24 осуществляют одновременно строгание нижней пласти и протачивание нижних канавок зубьями 26. Во время работы для устранения вибрации деталь 8 прижимается к ножевой головке 6 роликовым прижимом 14.
Стружка, образующаяся при обработке, поступает в нижний стружкосборник 19 и удаляется из зоны фрезерования. Сразу же после обработки нижней режущей головкой деталь 8 как бы "наезжает" проточенным крайней правой канавкой на торцевый выступ 15, базируется на нем и, скользя по нему дальше, деталь 8 перемещается по базовой полосе 13 поступая в зону строгания ножевой головки 7. Так как крайний правый зуб 25 ножа 27 ножевой головки 7 смещен влево в горизонтальной плоскости на величину торцевого выступа 15, поэтому все верхние канавки протачивается рядом с нижними, но по отношению к нижним со смещением на ширину зуба 26 или на ширину торцевого выступа 15, что одно и то же. (см фиг. 4). При этой обработке происходит строгание верхней пласти и фрезерование верхних канавок.
Отбор стружки из зоны фрезерования осуществляется верхним стружкосборником 18.
После верхней ножевой головки 7 деталь 8 поступает в зону прижима 16 и стружколомателя 17 для того, чтобы не происходило отслоения древесины. По выходе детали 8 из зоны обработки происходит развал детали на готовые изделия, которые не требуют дополнительной обработки, обрезки деталей.
Использование предложенного станка позволяет на одном станке осуществлять строжку, выбирать канавки, производить развал и обрезку. Такое многопрофильное назначение станка говорит о его универсальности. Использование же обзола для получения готовых изделий с помощью предложенного станка позволит очистить завалы горбыля в деревообрабатывающей промышленности и снизить стоимость изделий.
Кроме того изделия, полученные из обзола,- самой смолистой части древесины - прочны, не требуют дополнительной сушки и не поддаются деформации при естественной сушке, что дает им преимущество перед изделиями, полученными на известных деревообрабатывающих станках.
Источники информации
1. "Справочник по деревообработке". Издание второе, переработанное. Изд. "Лесная промышленность", Москва, 1975 г., стр. 309.
2. И. К. Кучеров, В.К.Пашков "Станки и инструменты лесопильно-деревообрабатывающего производства". Изд. "Лесная промышленность". Москва, 1970 г., стр. 403-412.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ УНИВЕРСАЛЬНЫЙ СТАНОК | 1991 |
|
RU2010697C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
Изобретение относится к деревообрабатывающей промышленности. Станок содержит станину со столом. На столе установлена базовая направляющая, состоящая из двух частей. На суппортах укреплены шпиндели. Каждый шпиндель несет режущие головки. Станок снабжен регулировочно-наладочным устройством, которое установлено на столе на входе обрабатываемой детали. Суппорты горизонтальные, один - нижний, другой - верхний. Базовая направляющая выполнена с рифлением и установлена перед нижним суппортом. Базовая направляющая выполнена с прямоугольным продольным торцевым выступом и установлена за нижним суппортом. Станок позволяет повысить производительность. 6 ил.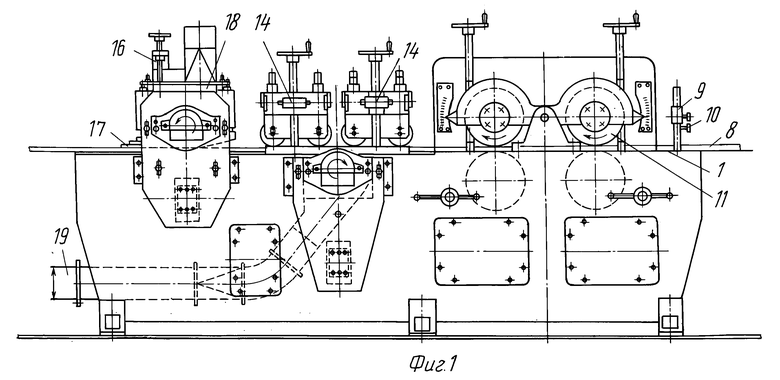
Универсальный деревообрабатывающий станок, содержащий станину со столом и установленной на нем базовой направляющей, суппорты с укрепленными на них нижним и верхним шпинделями, несущими ножевые головки, отличающийся тем, что станок снабжен регулировочно-наладочным устройством, базовая направляющая выполнена в виде двух продольных полос, установленных вдоль продольной оси стола, первая из которых установлена перед нижним шпинделем, а вторая - за ним, причем поверхность первой полосы выполнена с рифлением, а второй - с прямоугольным продольным торцевым выступом и установлена с возможностью перемещения в вертикальной плоскости, при этом каждая ножевая головка выполнена в виде сборной цилиндрической фрезы со сменными плоскими профильными зубьями, установленными вдоль образующих фрезы и имеющими ширину и высоту, равную ширине и высоте прямоугольного торцевого выступа базовой направляющей, причем нижний шпиндель установлен из условия расположения правых крайних зубьев напротив прямоугольного торцевого выступа базовой направляющей, а верхний - из условия их смещения влево в горизонтальной плоскости на величину, равную ширине прямоугольного торцевого выступа базовой направляющей.
| Справочник по деревообработке | |||
| Издание второе, переработанное | |||
| - М.: Лесная промышленность, 1975, с | |||
| Переставная шейка для вала | 1921 |
|
SU309A1 |
| Кучеров И.К., Пашков В.К | |||
| Станки и инструменты лесопильно-деревообрабатывающего производства | |||
| - М.: Лесная промышленность, 1970, с.403-412. | |||
