Изобретение относится к дерево- и металлообрабатывающему оборудованию, в частности к конструкциям переносных малогабаритных универсальных станков для механической обработки древесины, металлов и пластмасс.
Известен комбинированный деревообрабатывающий настольный станок (см. патент №1606322, B27C 9/00, 15.11.1990 г.), принятый за прототип. Станок содержит корпус со смонтированными на нем пильным, строгальным, рейсмусовым и токарным агрегатами (модулями). Рейсмусовый агрегат содержит подъемный стол, устанавливаемый по высоте обработки заготовки. Токарный агрегат устанавливается на передней стенке корпуса на подвижном кронштейне. К недостаткам конструкции прототипа можно отнести:
- наличие большого количества ременных передач (четыре комплекта);
- исходя из схемы станка процесс рейсмусования происходит в «попутном направлении резания», т.е. подача заготовки совпадает с направлением усилия резания на ножевом валу, а при таком способе обработки ножи работают с ударом, т.е. быстрее притупляются, также заготовка сильнее прижимается к столу, а по описанию его следует, что приводной ролик должен настраиваться по касательной к плоскости стола и т.к. с противоположной стороны ролика, относительно заготовки, нет никакого прижимного элемента, то ролик будет проскальзывать по заготовке и подачи ее в рейсмус не будет, в данном случае ролик будет выполнять только функцию поддержки заготовки;
- перемещение стола рейсмусового агрегата при использовании ролика в качестве приводного будет ограничено возможностями натяжения клиноременной передачи;
- при попутном резании чистота поверхности хуже, чем при встречном резании;
- ограниченные функциональные возможности станка.
Предлагаемым изобретением решается задача: расширение функциональных возможностей.
Технический результат, получаемый при осуществлении изобретения, заключается в оснащении станка дополнительными быстроустанавливаемыми технологическими опциями (модулями), обеспечивающими возможность как деревообработки, так и обработку металлов и пластмасс.
Указанный технический результат достигается тем, что в универсальном малогабаритном станке, включающем станину со смонтированными на ней строгальным, пильным, рейсмусовым и токарным модулями, ножевым валом и приводом, новым является то, что станок снабжен фрезерным и лобзиковым модулями, токарный модуль снабжен трехступенчатым редуктором барабанного типа, кинематически соединенным с выходным концом ножевого вала и являющимся трехскоростной коробкой скоростей для токарного, фрезерного и лобзикового модулей, причем суппорт токарного модуля служит основанием для установки и крепления на нем фрезерного модуля или лобзикового, который выполнен или с односторонним, или с двухсторонним креплением пилок.
Сущность изобретения поясняется чертежами, где:
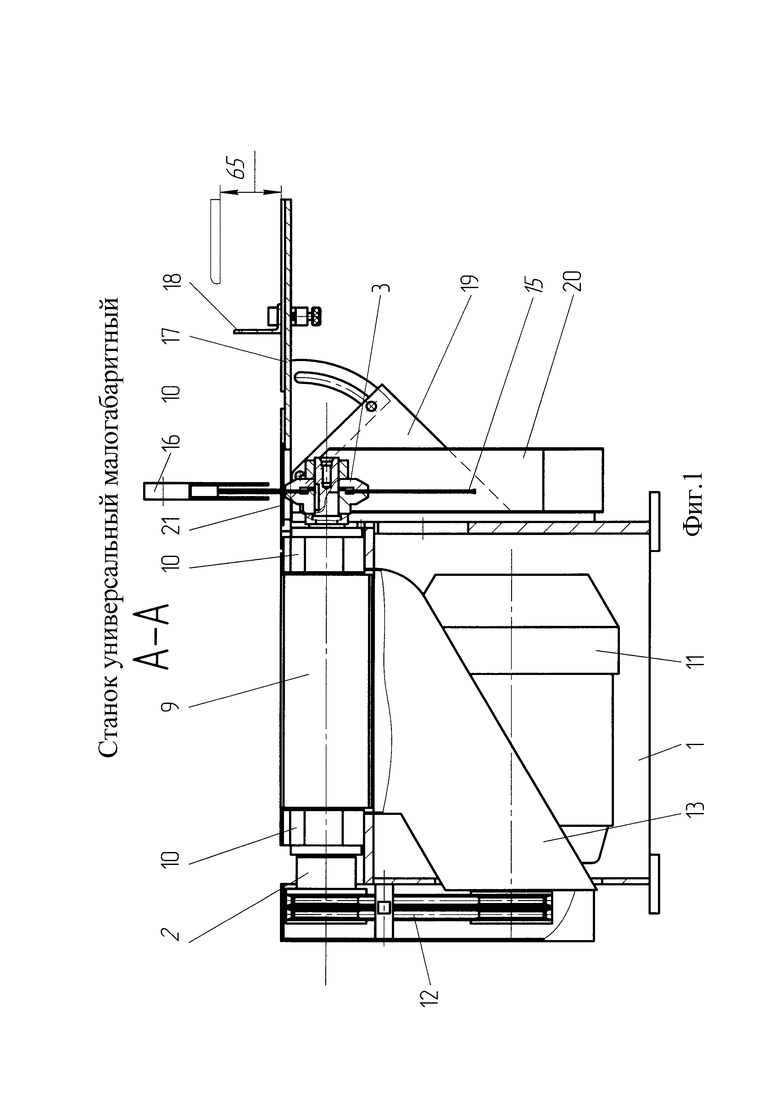
на фиг. 1 - универсальный малогабаритный станок (сечение по А-А);
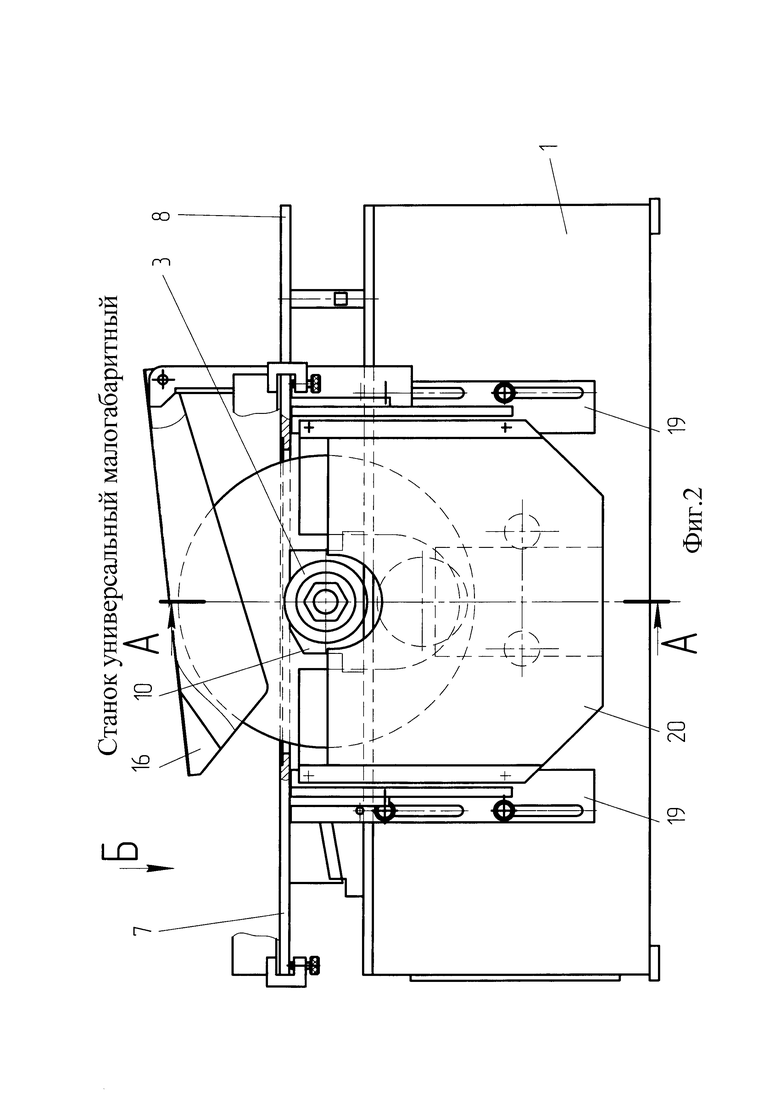
на фиг. 2 - универсальный малогабаритный станок;
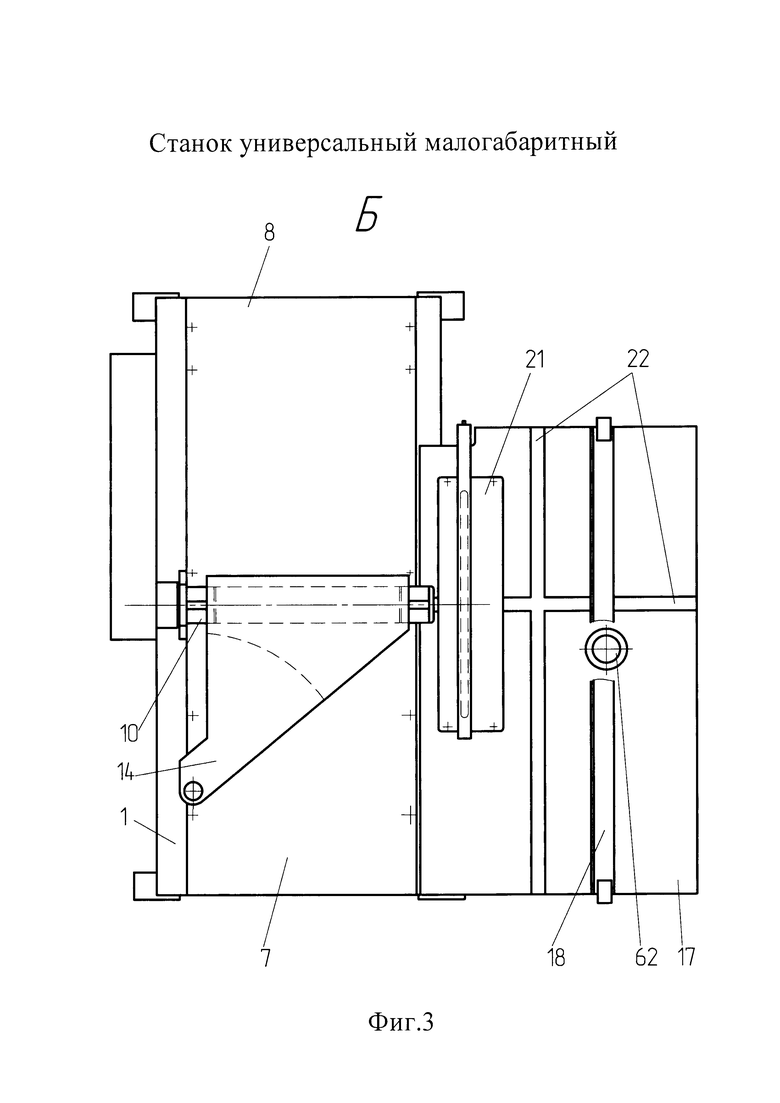
на фиг. 3 - универсальный малогабаритный станок (вид сверху - вид Б);
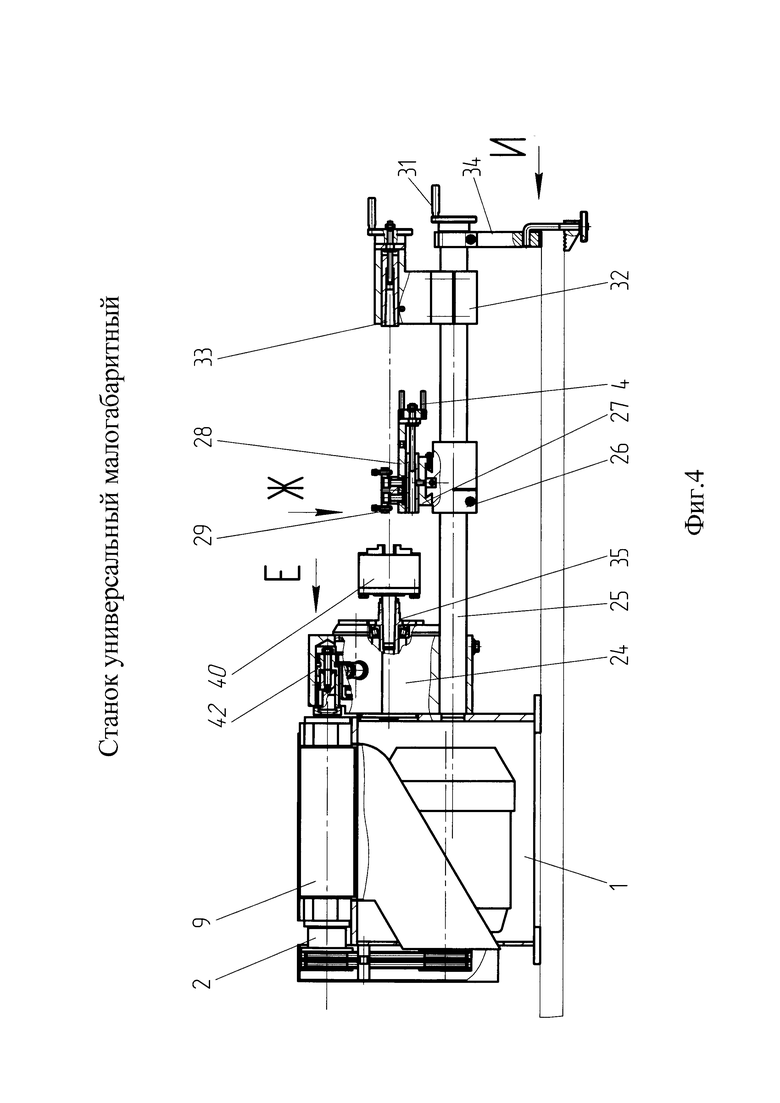
на фиг. 4 - токарный модуль, пристыкованный к станине станка;
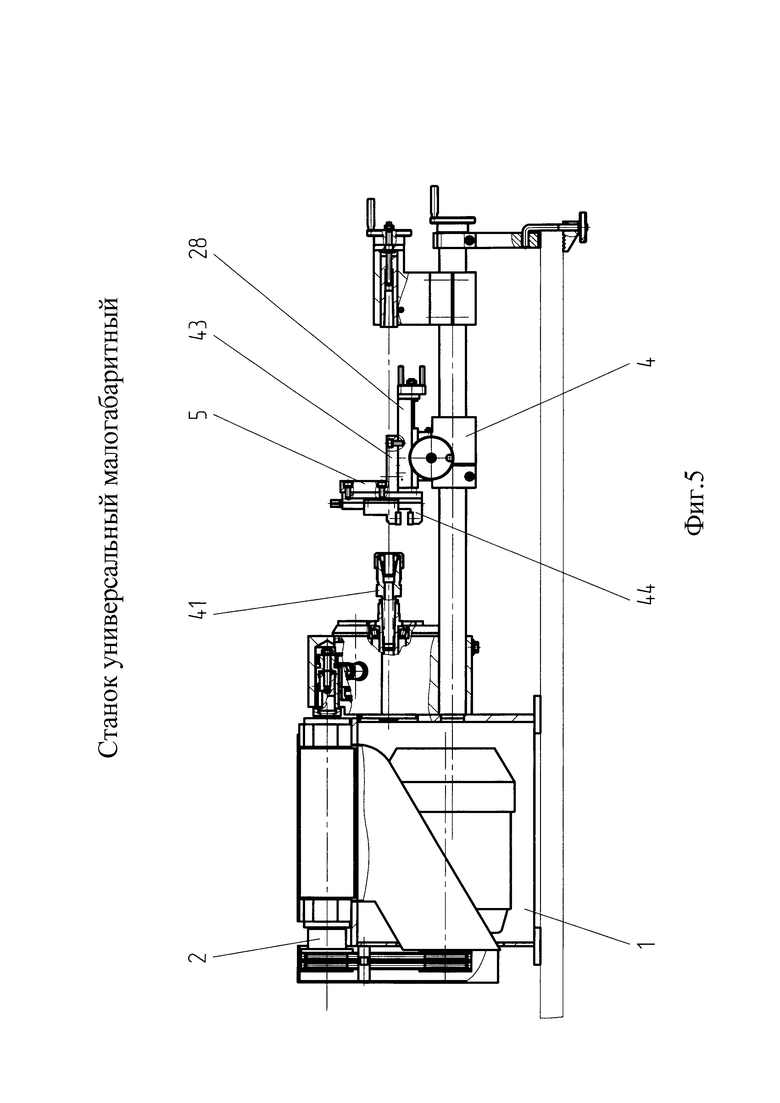
на фиг. 5 - фрезерный модуль, установленный на верхнем поворотном суппорте токарного модуля;
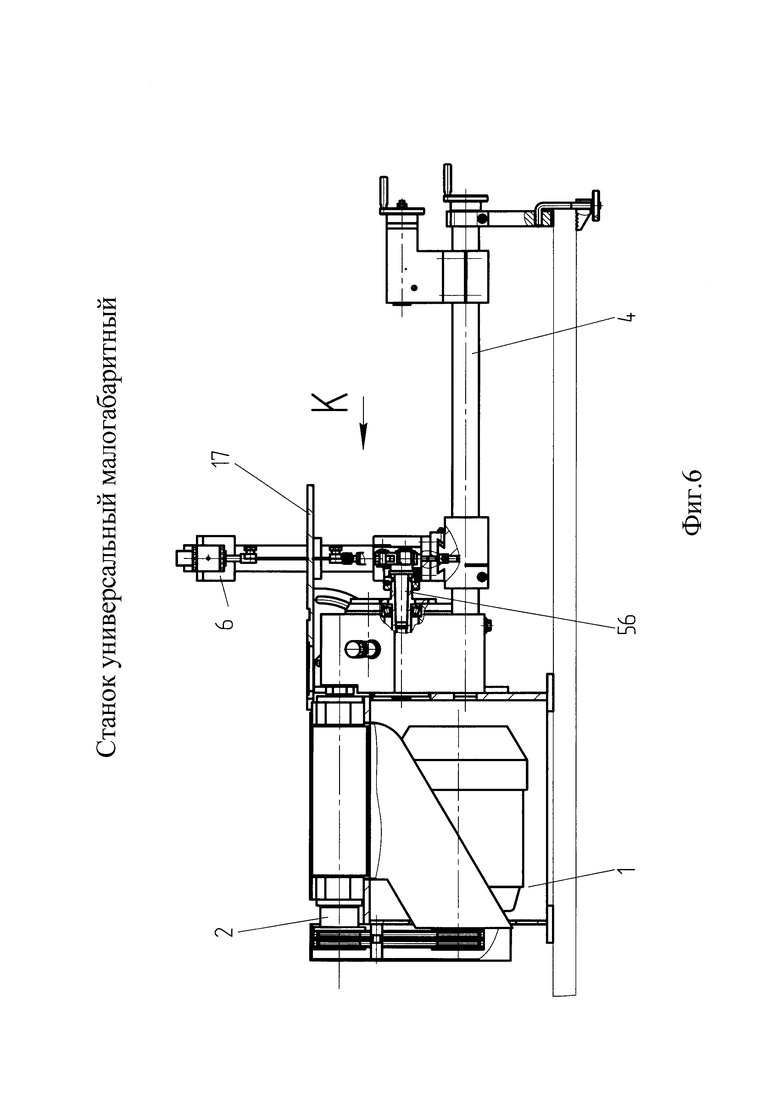
на фиг. 6 - лобзиковый модуль, установленный на поперечном суппорте токарного модуля;
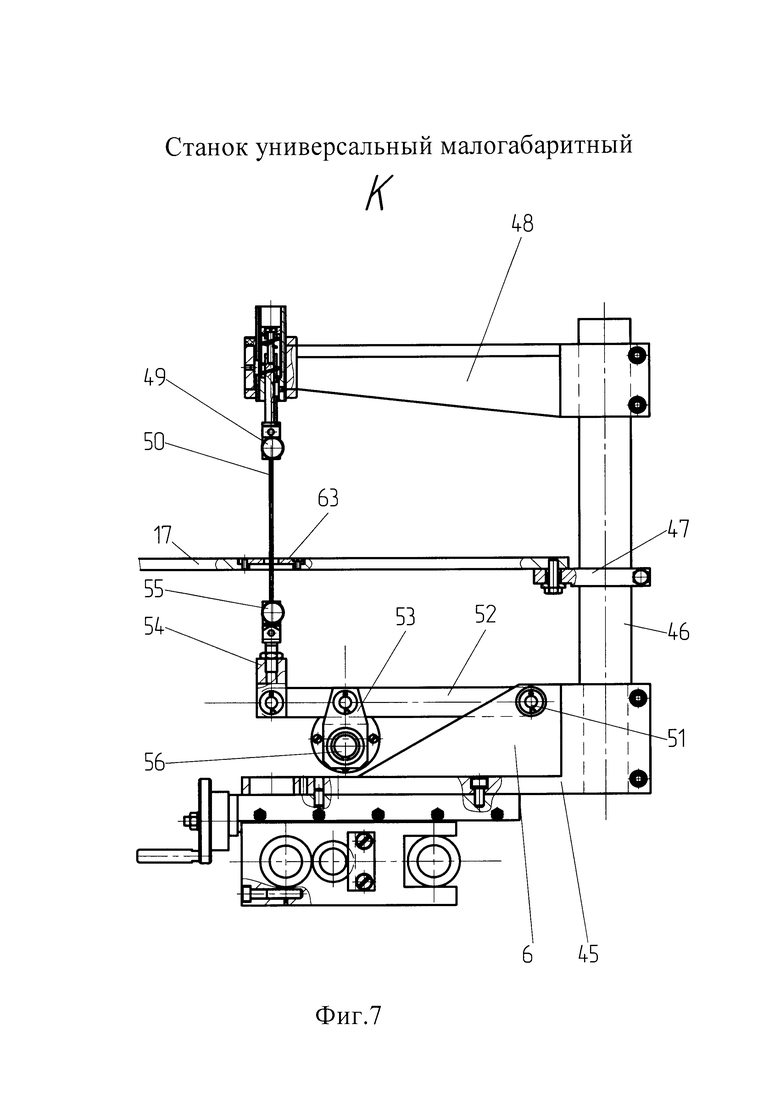
на фиг. 7 - лобзиковый модуль (вид К) - вариант для пилки с двухсторонним креплением;
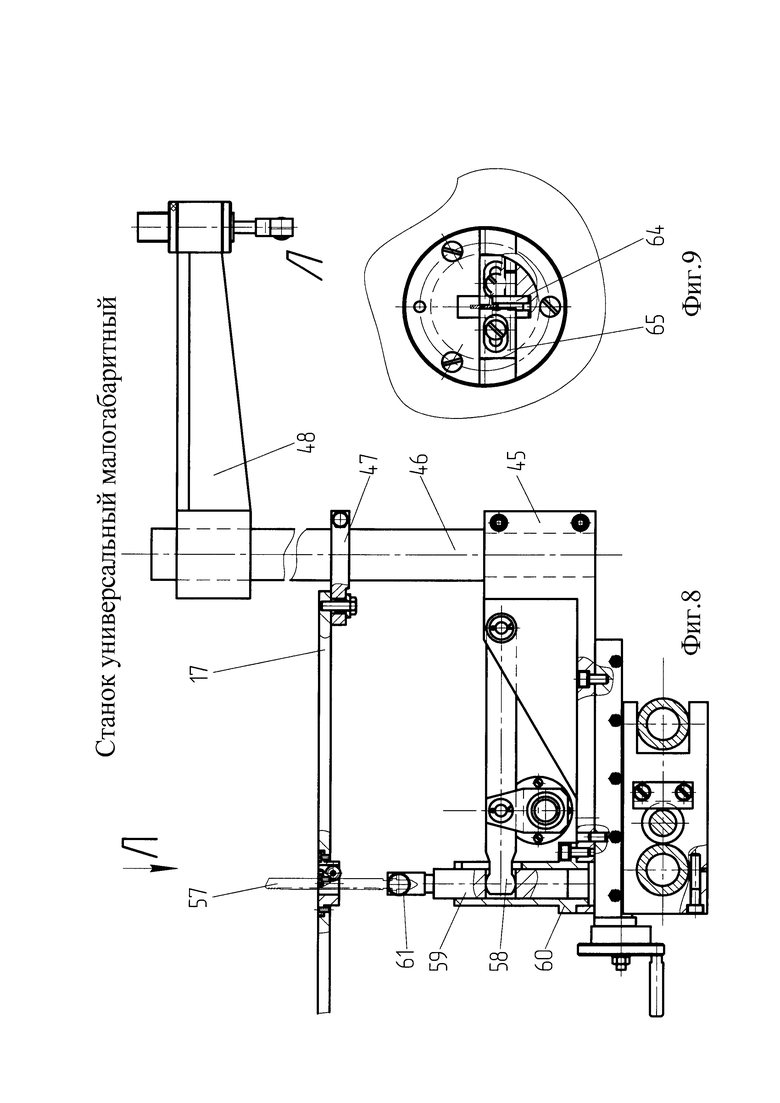
на фиг. 8 - лобзиковый модуль - вариант для пилки с односторонним креплением;
на фиг. 9 - лобзиковый модуль - направляющее устройство для пилки с односторонним креплением;
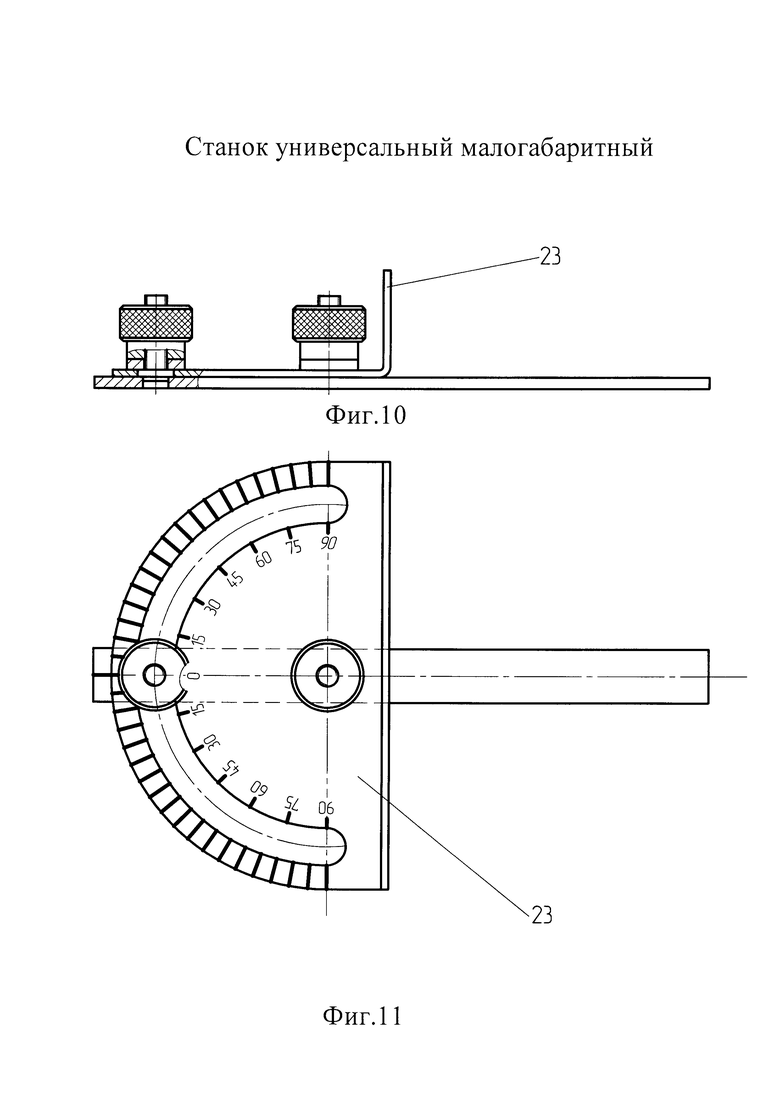
на фиг. 10 - приспособление делительное для операции пиления;
на фиг. 11 - приспособление делительное для операции пиления (вид сверху);
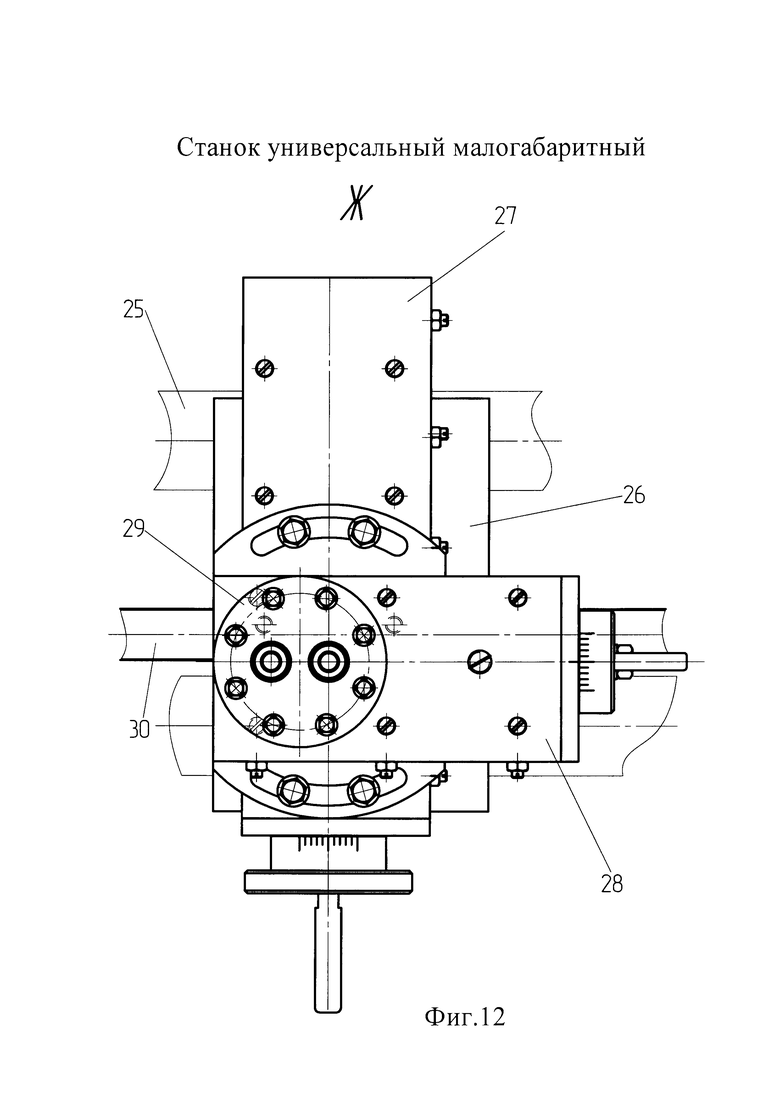
на фиг. 12 - суппорт токарного модуля (вид сверху - вид Ж);
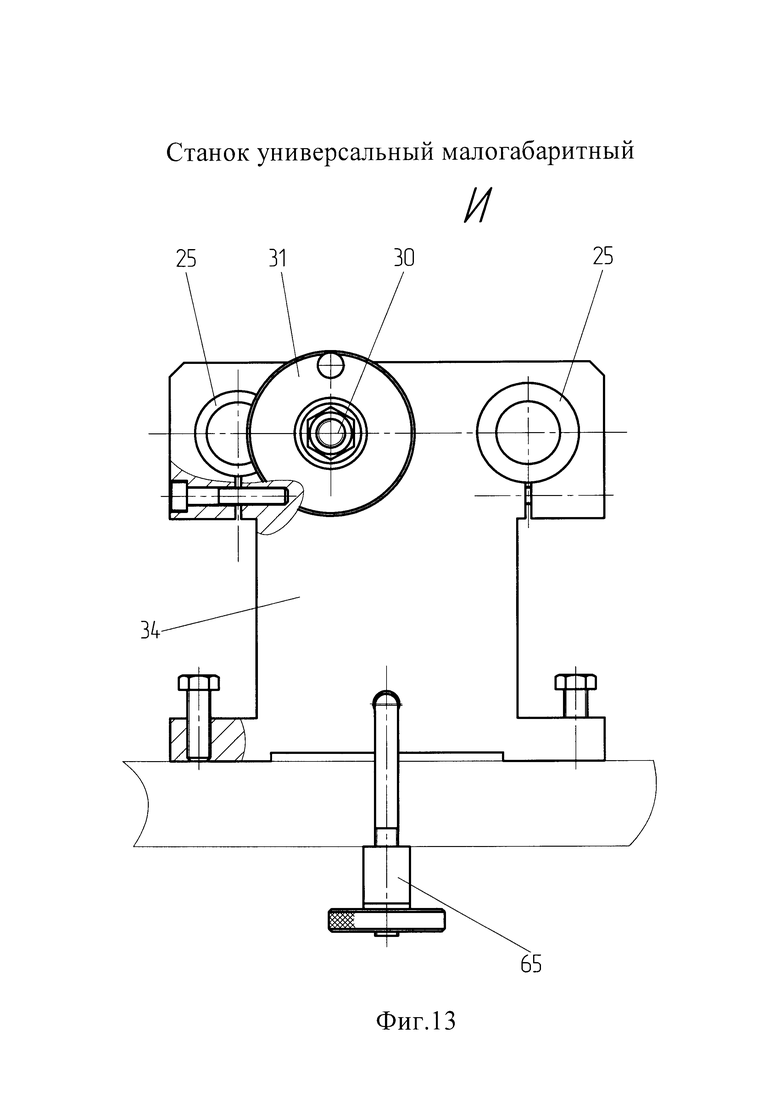
на фиг. 13 - кронштейн поддерживающий (вид И);
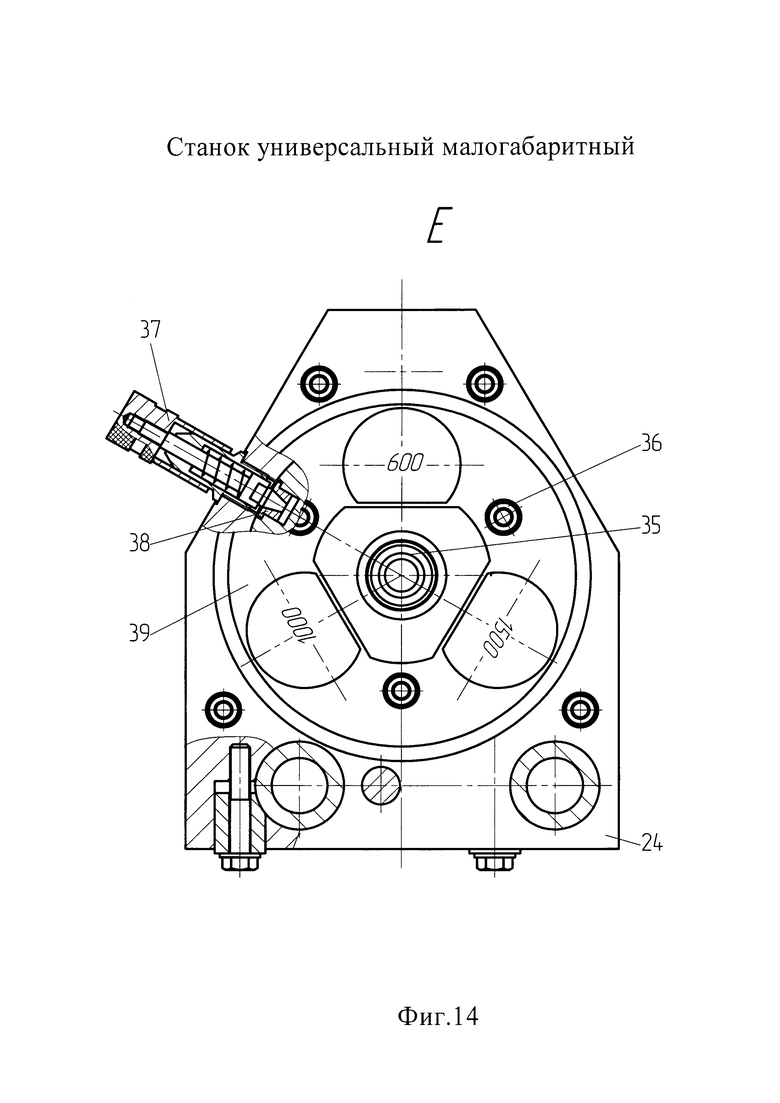
на фиг. 14 - трехступенчатый редуктор барабанного типа - коробка скоростей токарного модуля (вид Е);
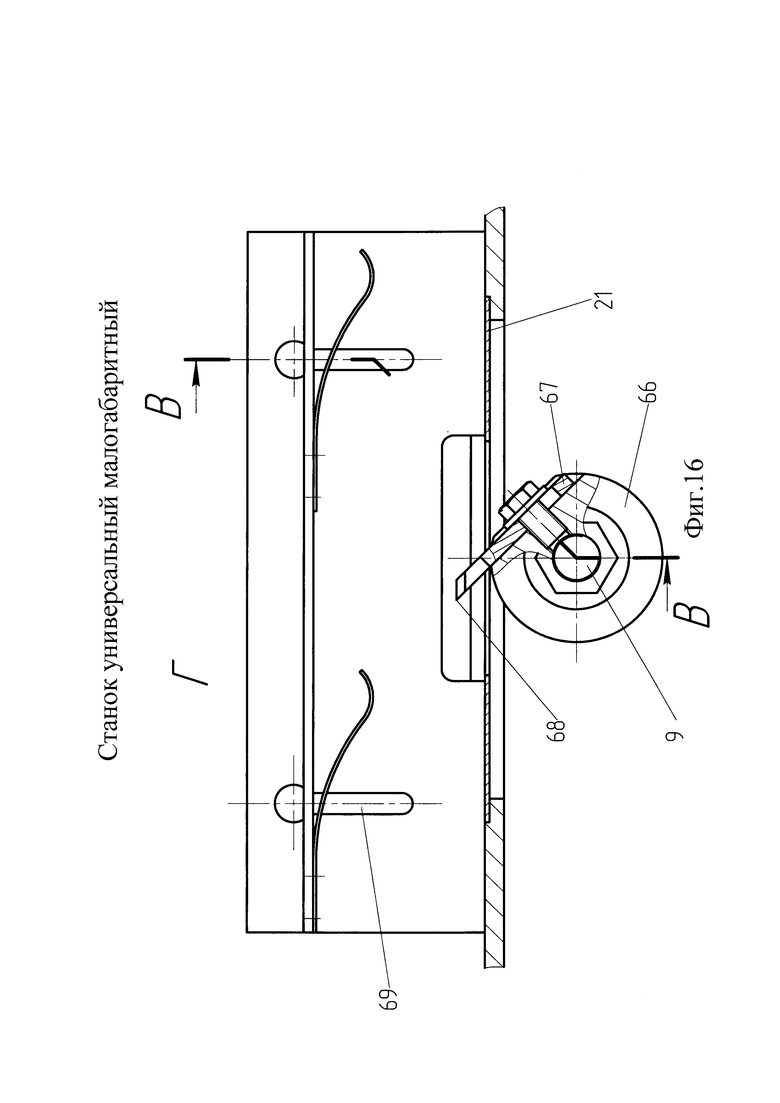
на фиг. 15 - фреза фасонная с прижимным устройством (сечение по В-В);
на фиг. 16 - фреза фасонная с прижимным устройством (вид Г);
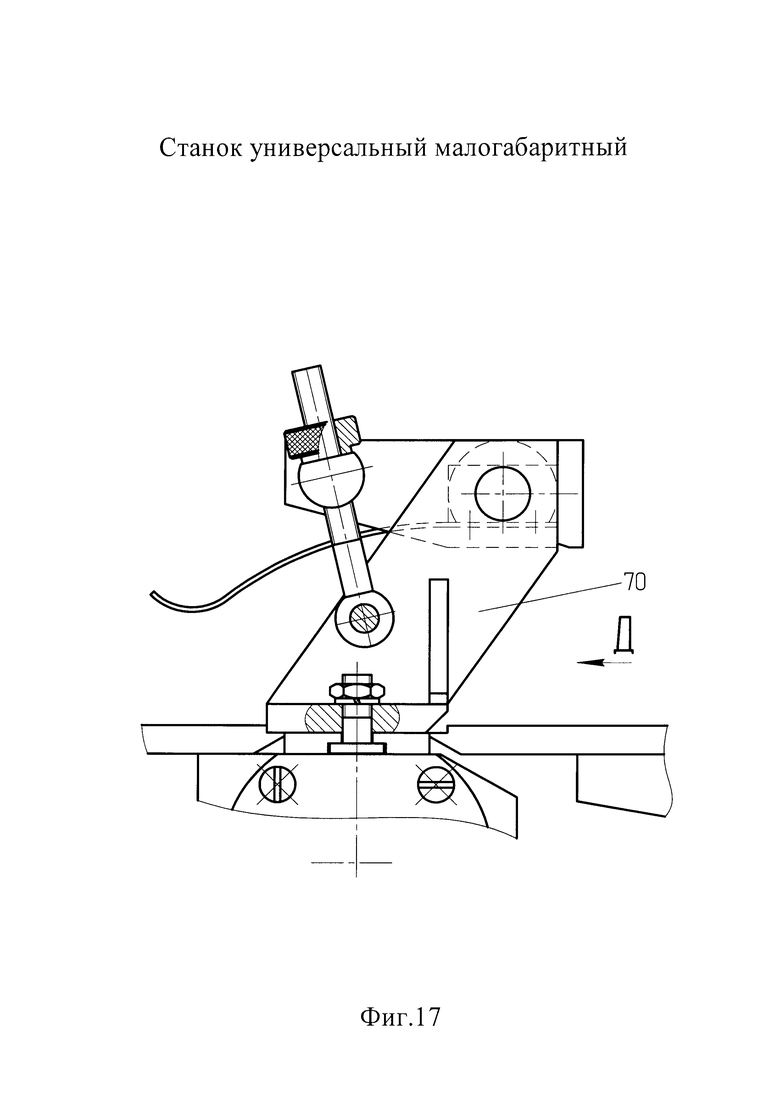
на фиг. 17 - устройство прижимное для строгания;
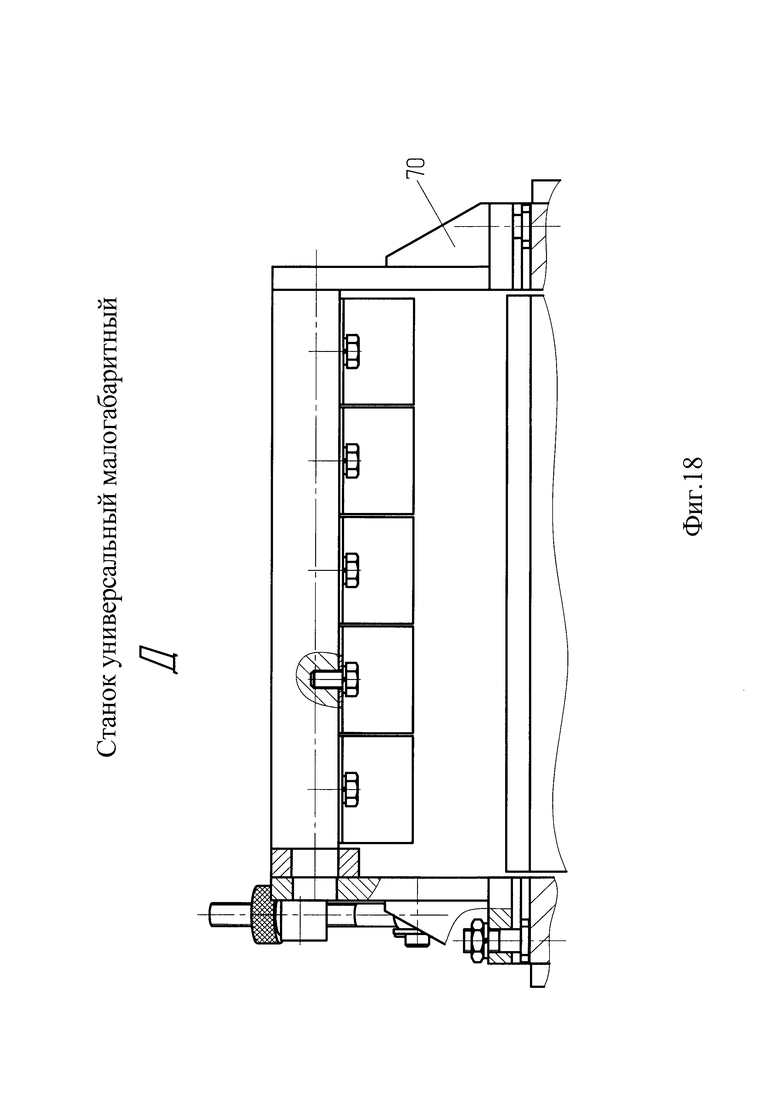
на фиг. 18 - устройство прижимное для строгания (вид Д);
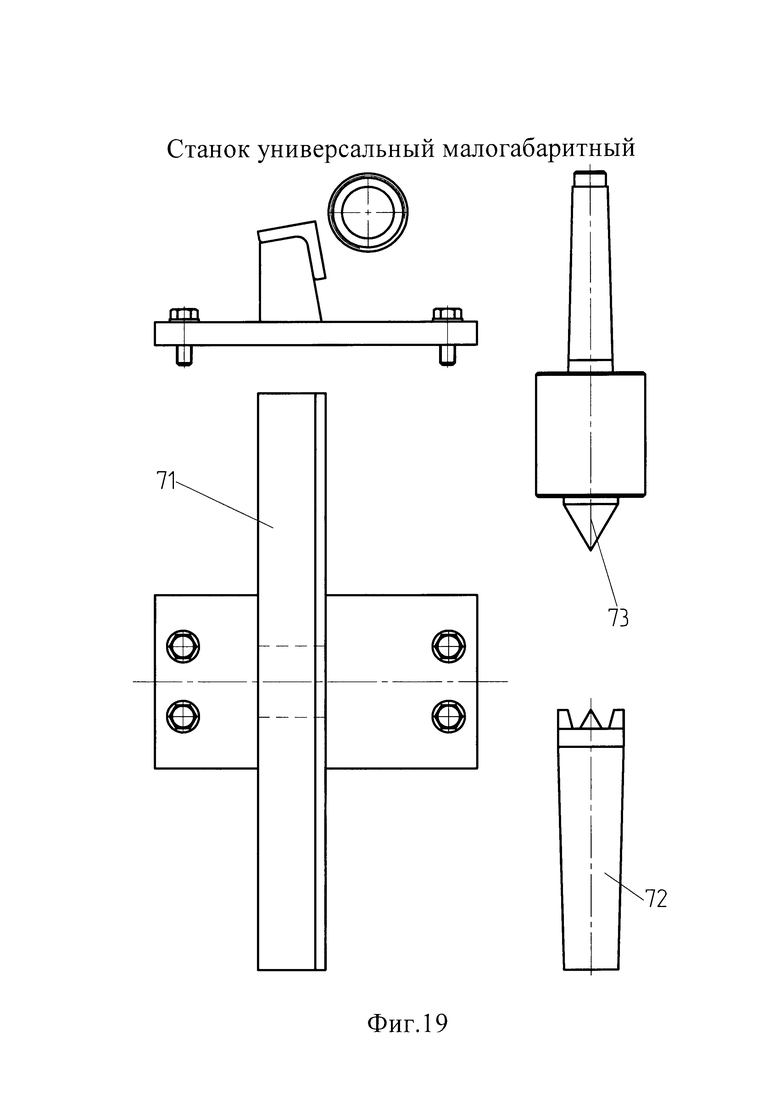
на фиг. 19 - поводковый и вращающийся центры, подручник.
Станок состоит из станины 1 со смонтированными на ней строгальным 2 и пильным 3 модулями и дополнительно устанавливаемыми модулями - токарным 4, фрезерным 5, лобзиковым 6 двух исполнений и рейсмусовым (не показан). Строгальный модуль 2 имеет передний подвижный строгальный стол 7, который регулируется по высоте на толщину срезаемого слоя, и задний неподвижный строгальный стол 8, между ними установлен ножевой вал 9 на двух подшипниковых опорах 10, получающий вращение от электродвигателя 11 через клиноременную передачу 12, под ножевым валом установлена воронка 1, залавливающая и отводящая стружку в сторону при строгании. Ножевой вал в нерабочем состоянии автоматически закрывается подпружиненным ограждением 14. Пильный модуль 3 состоит из дисковой пилы 15 с ограждением 16, установленной на конце ножевого вала, пильного стола 17 с направляющей линейкой 18, который смонтирован на правой стенке станины с помощью двух подвижных кронштейнов 19, позволяющих регулировать глубину пропила и на которых также смонтирована воронка 20, улавливающая стружку при пилении. В этом столе над выходным концом ножевого вала выполнено прямоугольное окно, закрываемое быстросъемной сменной пластиной 21, в которой выполнен либо узкий паз под дисковую пилу, либо отверстие другого профиля в зависимости от типа режущего инструмента, устанавливаемого на выходной конец ножевого вала. Также на верхней плоскости стола выполнены два взаимно перпендикулярных прямоугольных паза 22, по которым может перемещаться вручную приспособление делительное 23, с помощью которого производится торцовка пиломатериала строго в угол 90° или пиление под любым углом в диапазоне от 0° до 90°. Токарный модуль 4 смонтирован на правой стенке станины и состоит из трехступенчатого редуктора 24, являющегося коробкой скоростей для данного модуля, обеспечивающей три скорости вращения шпинделя, из двух скалок 25, выполняющих функцию направляющих, по которым перемещается продольный суппорт 26, на нем в свою очередь установлен поперечный суппорт 27, а на нем уже установлен верхний поворотный суппорт 28 с резцедержателем 29. Продольный суппорт выполнен с возможностью перемещения от ходового винта 30, вращаемого вручную за маховичок 31, на скалках также установлена задняя бабка 32, имеющая выдвижную пиноль 33 с конусом Морзе, кронштейн 34 служит второй опорой для скалок и ходового винта. Токарный модуль может быть собран полностью заранее вне станка и только пристыковываться к нему. Изменение скорости вращения выходного вала редуктора - шпинделя 35 достигается за счет ослабления винтов 36, оттягивания рукоятки фиксатора 37, тем самым он выйдет из гнезда 38, и поворота барабана 39 на требуемое значение скорости вращения - 600, 1000 и 1500 об/мин, после чего рукоятка фиксатора должна быть отпущена - он войдет в гнездо, винты 36 нужно затянуть до упора. В шпиндель можно устанавливать трехкулачковый патрон 40 типа 3574-80 для штучных заготовок или цанговый патрон 41 для прутков и для зажима концевых фрез. Редуктор получает вращение от ножевого вала через шестерню 42, установленную на выходном конце его. Фрезерный модуль 5 состоит из уголка 43 и прикрепленных к нему тисков 44, установленных на верхнем поворотном суппорте 28 токарного модуля при снятом резцедержателе. Концевые фрезы или дисковые на оправке должны быть установлены в цанговый патрон 41. Универсальный лобзиковый модуль 6 двух исполнений под разные пилки состоит из основания 45, стойки 46 с опорой 47, кронштейна 48, в котором установлен подпружиненный зажим 49 для крепления пилки 50 с двухсторонним креплением, с основанием осью 51 подвижно соединено коромысло 52, которое в свою очередь также подвижно осями соединено с шатуном 53 и серьгой 54, в которую ввернут второй зажим 55 пилки. Шатун 53 через подшипник скольжения соединен с эксцентриковым водилом 56, устанавливаемым в коническое отверстие шпинделя. Во втором варианте исполнения данного модуля применяется пилка 57 с односторонним креплением ее. В этом случае коромысло 52 должно быть снято вместе серьгой 54 и зажимом 55, а на его место установлена качалка 58, входящая левым концом в прямоугольное отверстие ползуна 59, который может перемещаться по втулке 60 и в котором выполнен зажим 61 для пилки, втулка в свою очередь закреплена в отверстии основания. Кронштейн 48 должен быть либо снят, либо отведен в сторону от зоны резания. Для работы на лобзиковом модуле пильный стол 17 должен быть вновь установлен на стенку станины, а в отверстие 62, имеющееся на столе и через которое проходят пилки, должны быть установлены вспомогательные устройства, а именно: для пилки 50 используется шайба 63 с небольшим отверстием - она предотвращает сколы материала с нижней стороны, а для пилки 57 используется направляющее устройство, содержащее ролик 64, предотвращающий отжим пилки от действия усилия резания, два сухаря 65, удерживающие пилку с двух сторон и предотвращающие ее изгиб и поломку.
Помимо операций, выполняемых указанными модулями, на данном станке возможна работа заточным и полировальным кругами, устанавливаемыми на выходной конец ножевого вала вместо дисковой пилы, а при установке на него ступицы 66 фасонной фрезы со сменным ножом 67 любого профиля режущей кромки 68 позволяет получать при обработке длинномерных погонажных изделий любой профиль поверхности, причем применение при данной операции фрезерования специального регулируемого прижимного устройства 69 помогает лучше удерживать заготовку в зоне обработки без помощи рук, обеспечивая только продольную подачу ее.
С этой же целью при работе на строгальном модуле применяется прижимное устройство 70, устанавливаемое над ножевым валом по всей его длине.
При обработке заготовок из древесины на токарном модуле с помощью ручного режущего инструмента может применяться подручник 71, устанавливаемый на поперечный суппорт 27 при снятом верхнем суппорте 28 с резцедержателем 29 с использованием различной оснастки, например: поводкового 72 и вращающегося 73 центров.
Станок работает следующим образом.
Строгание осуществляется известным способом при установленном заранее прижимном устройстве 70, причем регулирование его на толщину пиломатериала и усилие прижима последнего к плоскости стола осуществляется вращением гайки на откидном винте, а количество пластинчатых прижимов, участвующих в работе, зависит от ширины заготовки. Толщина снимаемого слоя регулируется подъемом или опусканием переднего строгального стола 7 за счет перемещения его по клиновидным направляющим.
Рейсмусование (калибрование заготовок) производится с использованием рейсмусового стола, устанавливаемого регулируемыми винтовыми опорами в Т-образные пазы подшипниковых опор ножевого вала и в два отверстия неподвижного заднего строгального стола 8 (не показан).
Фрезерование фасонных поверхностей погонажных изделий осуществляется следующим образом. На выходной конец ножевого вала устанавливается ступица 66 фасонной фрезы с одним сменным ножом 67. Над фрезой к пильному столу 17 крепится прижимное устройство 69, а прямоугольное окно в столе закрывается сменной пластиной 21, имеющей отверстие под фрезу. Глубина фрезерования регулируется перемещением пильного стола 17 вверх или вниз по пазам в кронштейнах 19.
Операция пиления выполняется известным способом. На выходной конец ножевого вала устанавливается дисковая пила, глубина пропила регулируется также перемещением пильного стола вверх или вниз. При пилении может применяться направляющая линейка 18, которая настраивается по ширине заготовки. Для пиления заготовок под углом от 0° до 90° или для торцовки точно в угол 90° может применяться приспособление делительное 23, которое перемещается вручную вместе с заготовкой по двум взаимно перпендикулярным пазам 22, выполненным на верхней плоскости стола. Для получения профиля сечения заготовок под углом можно наклонять пильный стол на угол до 45°, при этом обязательно используется направляющая линейка 18.
Для работы на токарном модуле необходимо установить его на станок в предварительно полностью собранном виде, но сначала надо снять дисковую пилу с ножевого вала и на ее место установить шестерню 42, далее модуль в сборе устанавливается на стенку станины так, чтобы данная шестерня вошла в отверстие корпуса редуктора 24, а посадочные концы скалок 25 вошли в два отверстия на стенке станины, после чего редуктор закрепить винтами, а кронштейн 34 прикрепить к столу, верстаку и т.д. Токарный модуль готов к работе, на нем можно выполнять практически все типовые токарные операции, работать с различными материалами и разной оснасткой.
При необходимости выполнения фрезерных работ с верхнего поворотного суппорта 28 снимается резцедержатель 29 и на его место устанавливается фрезерный модуль 5, т.е. уголок 43 с прикрепленными к нему тисками 44, а концевые фрезы зажимаются в трехкулачковом или цанговом патронах. При такой наладке могут выполняться несложные фрезерные операции.
Для выполнения контурного выпиливания или точного пиления на небольших изделиях можно использовать лобзиковый модуль 6, предназначенный именно для этого. Данный модуль устанавливается на поперечный суппорт 27 токарного модуля, вновь устанавливается пильный стол 17 - на нем при обработке лежит обрабатываемая деталь, в зависимости от назначения применяются пилки разных типов: либо пилка 50 с двухсторонним креплением, либо пилка 57 с односторонним креплением. В соответствии с этим модуль выполнен двух исполнений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2048287C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1790485A3 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Комбинированный деревообрабатывающий станок | 1989 |
|
SU1781036A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |

Изобретение относится к универсальным станкам для механической обработки древесины, металлов и пластмасс. Универсальный малогабаритный станок включает станину со смонтированными на ней строгальным, пильным, рейсмусовым, токарным, фрезерным и лобзиковым модулями, ножевым валом и приводом. Токарный модуль снабжен трехступенчатым редуктором барабанного типа, кинематически соединенным с выходным концом ножевого вала и являющимся трехскоростной коробкой скоростей для токарного, фрезерного и лобзикового модулей. Суппорт токарного модуля служит основанием для установки и крепления на нем фрезерного модуля или лобзикового, который выполнен или с односторонним, или с двухсторонним креплением пилок. Расширяются функциональные возможности станка. 19 ил.
Универсальный малогабаритный станок, включающий станину со смонтированными на ней строгальным, пильным, рейсмусовым и токарным модулями, ножевым валом и приводом, отличающийся тем, что станок снабжен фрезерным и лобзиковым модулями, токарный модуль снабжен трехступенчатым редуктором барабанного типа, кинематически соединенным с выходным концом ножевого вала и являющимся трехскоростной коробкой скоростей для токарного, фрезерного и лобзикового модулей, причем суппорт токарного модуля служит основанием для установки и крепления на нем фрезерного модуля или лобзикового, который выполнен или с односторонним, или с двухсторонним креплением пилок.
| Комбинированный деревообрабатывающий настольный станок | 1989 |
|
SU1606322A1 |
| Универсальный деревообрабатывающий станок | 1987 |
|
SU1468753A1 |
| RU 2055729 C1, 10.03.1996 | |||
| US 3011533 A1, 05.12.1961 | |||
| US 7712494 B2, 11.05.2010. | |||

