Изобретение относится к технологии изготовления массообменных клапанных тарелок и может быть использовано в химической, нефтеперерабатывающей, газовой и других смежных отраслях промышленности, в частности, в аппаратах для массообменных процессов в системе газ(пар)-жидкость.
Известен способ изготовления клапанных тарелок, заключающийся в том, что из листовой стали методом штамповки вырубают заготовки пластинчатых клапанов. Глухие ножки клапанов, выполненные в виде пластин, штампуются заодно с клапанами. Концы пластин, отогнутые вниз под прямым углом, имеют П-образные вырезы с упругими язычками, ограничивающими подъем клапана. В полотне тарелки пробивают отверстия для установки клапанов. Клапаны устанавливают сверху путем нажатия на пластину клапана. При этом пружинящие концы пластин сжимаются навстречу друг другу, а язычки заводятся под полотно тарелки. (см. Обзорная информация "Конструкции клапанных тарелок массообменных аппаратов", серия ХМ-1, "Химическое и нефтеперерабатывающее машиностроение", ЦИНТИНЕФТЕМАШ, 1982, с. 14-14).
Общими признаками известного и предлагаемого способов являются: вырубка заготовок клапанов из листового металла; отгиб ножей клапанов под прямым углом к основанию клапана; пробивка отверстий на полотне тарелки под клапаны; установка клапанов в отверстия полотна тарелки.
Известная технология обладает рядом недостатком. Ввиду того, что на развертке клапана имеются выступы для того, чтобы клапаны не проваливались через отверстия на полотне тарелки, даже при самой рациональной раскладке заготовок на листе образуются отходы листового металла. Наличие глухих ножей создает препятствия для барботажа, что снижает эффективность взаимодействия контактирующих фаз, а следовательно, эффективность работы тарелки в целом. Кроме того, наличие на глухих ножках упругих язычков ограничивает подъем клапана что сужает диапазон устойчивой и эффективной работы тарелки, так как такие клапанные тарелки могут работать только при небольших нагрузках по газу.
Известен также способ изготовления клапанных массообменных тарелок для ректификационных колонн, заключающийся в том, что из листовой стали вырубают заготовки клапанов круглой формы, имеющих три ножки; две длинные и одну короткую и три выступа. Ножки клапанов отгибают под прямым углом к их основанию. Затем подготавливают полотно тарелки круглого сечения под установку на нем клапанов, для чего на полотне штамповкой вырубают отверстия под клапаны. Клапаны устанавливают в отверстия на полотне и отгибают концы ножек. Ножки фиксируют положение клапанов в основании тарелки и ограничивают их подъем. На плоскость основания тарелки клапаны опираются тремя выступами (см. Атлас типовых технологических процессов и чертежей под редакцией А.Д.Никифорова "Типовые технологические процессы изготовления аппаратов для химических производств". М., Машиностроение, 1979 г., с. 147-151, 225-227).
Недостатком данного способа изготовления клапанных тарелок является большой расход материала при вырубке клапанов из листового металла, так как при раскрое металла до 40% его идет в отход.
Наиболее близким аналогом заявленного объекта является способ изготовления клапанной массообменной тарелки (GD, 1148464, 04.07.66, B 01 D 3/20).
Общими признаками известного и предлагаемого способов являются: вырубка заготовок клапанов, включающих основание и ножки, из истового материала; отгиб ножей клапанов под прямым углом к основанию; пробивка отверстий под клапаны на полотне тарелки; установка клапанов в отверстия полотна тарелки; отгиб концов ножей клапанов.
Недостатком известного способа также является большой расход материала при вырубке клапанов.
Техническая задача заключается в создании безотходной технологии изготовления массообменной клапанной тарелки, характеризующейся простотой исполнения и экономичностью.
Поставленная задача достигается тем, что в способе изготовления массообменной клапанной тарелки, заключающемся в том, что из листового материала вырубают заготовки клапанов, включающих основание и ножки, ножки клапанов отгибают под прямым углом к основанию, а на полотне тарелки пробивают отверстия под клапаны, устанавливают в них клапаны и загибают концы ножек.
Отличие заключается в том, что заготовки выполняют трех-, четырех- или шестиугольной формы, ножки клапанов выполняют путем отделения, например, надреза, на стороны каждой заготовки полос на расстоянии, равном ширине ножки клапана, до величины, равной высоте ножки, с последующим их отгибом, при этом каждое отверстие под клапан на полотне тарелки выполняют меньше полученного основания клапана, а конфигурация отверстия в местах размещения ножек имеет выемки.
Кроме того, надрезы полос осуществляют последовательно на каждой из сторон трех-, четырех- или шестиугольника.
Кроме того, надрезы полос осуществляют на двух противолежащих сторонах четырехугольника, причем на одной стороне надрезы выполняют от середины в противоположные направления к углам, а на другой стороне - от углов к середине.
Кроме того, надрезы полос осуществляют на трех сторонах четырехугольника, два из которых являются боковыми, и выполняют их от углов, прилежащих к третьей стороне.
Кроме того, надрезы полос осуществляют на четных или на нечетных сторонах шестиугольника.
Кроме того, надрезы полос осуществляют на четырех сторонах шестиугольника и выполняют их от двух диаметрально противоположных углов.
Вырубка заготовок клапанов из листового материала в виде таких многоугольников, как трех -, четырех- и шестиугольники, которые можно разместить на листе без зазоров между ними, и последующее надрезание на сторонах каждого многоугольника полос с образованием ножек клапана позволяет получить клапаны без отхода листового материала, т.е. приводит к его экономии. Кроме того, упрощается технология изготовления.
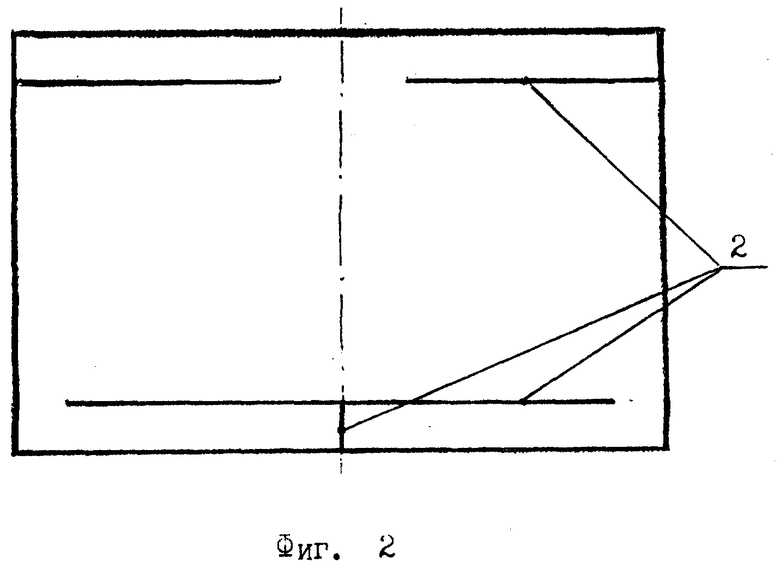
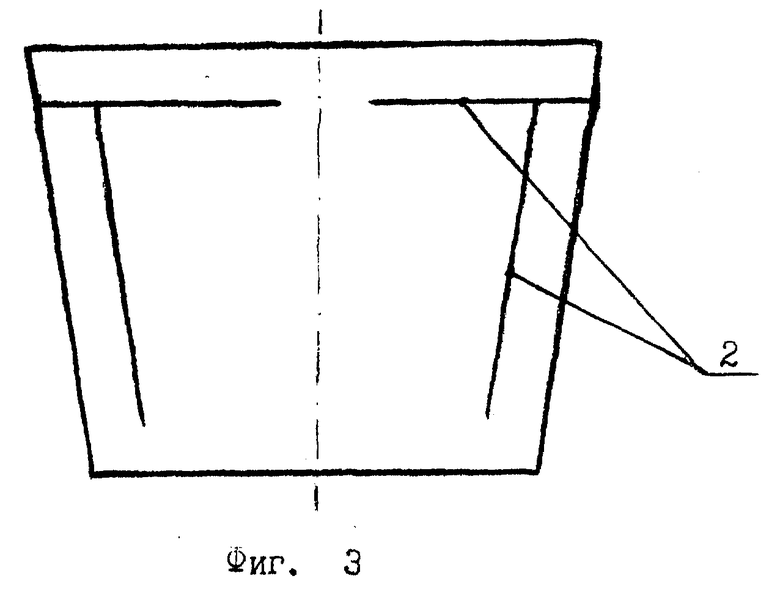
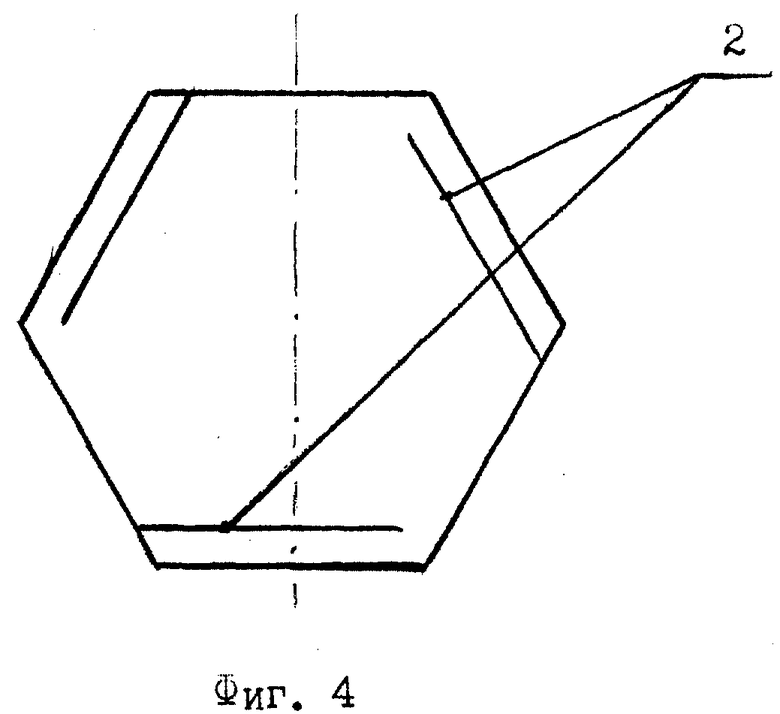
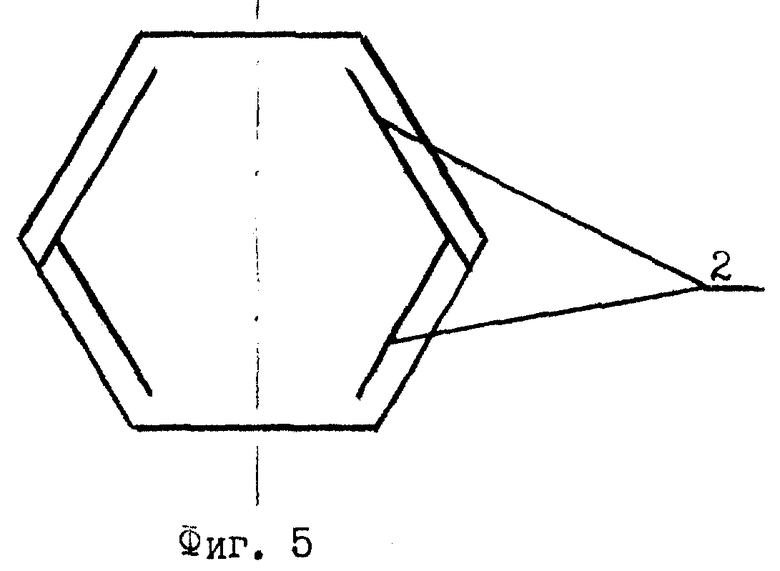
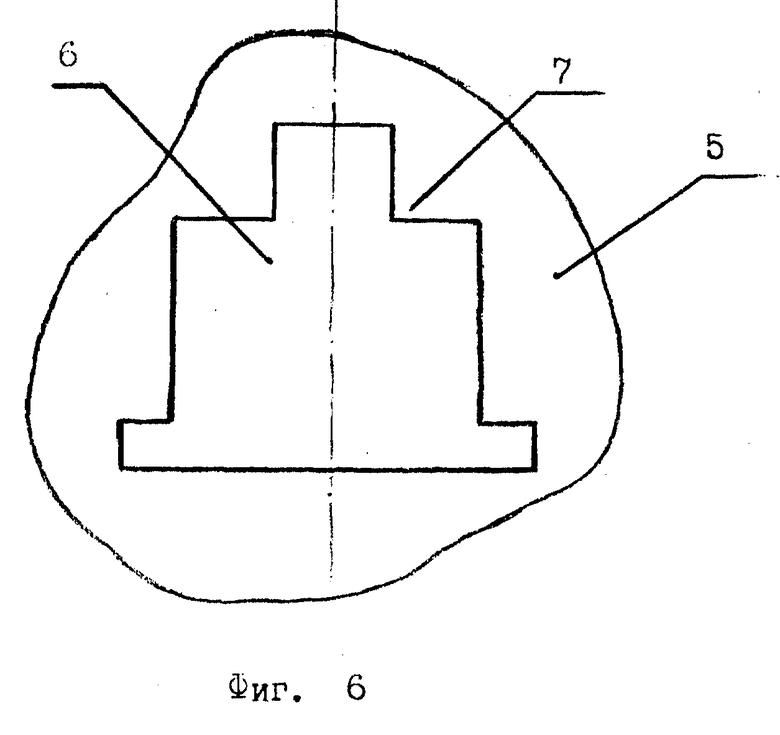
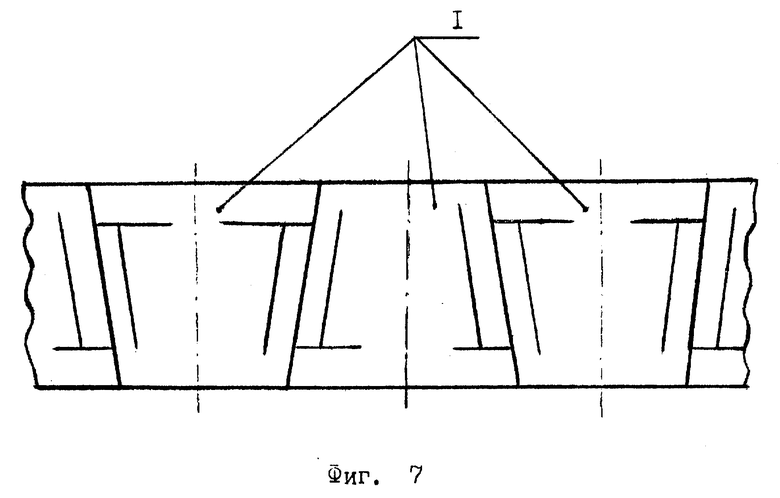
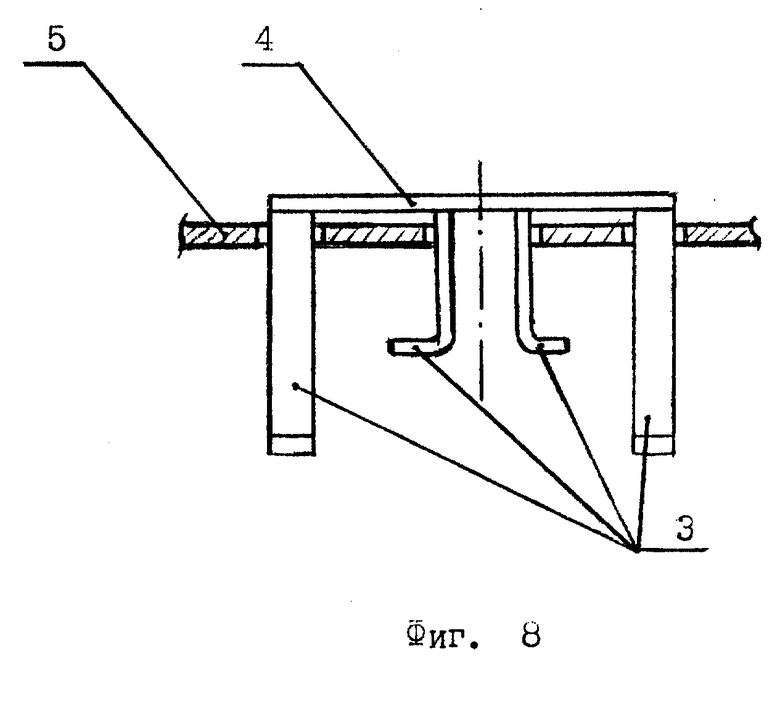
Технология изготовления массообменной клапанной тарелки поясняется чертежами, где на фиг. 1 изображена заготовка клапана трехугольной формы с надрезами полос под ножки; на фиг. 2 - заготовка клапана четырехугольной формы с надрезами полос на двух противолежащих сторонах; на фиг. 3 - заготовка клапана четырехугольной формы с надрезами полос на трех его сторонах; на фиг. 4 - заготовка клапана шестиугольной формы с надрезами полос на трех его сторонах; на фиг. 5 - заготовка клапана шестиугольной формы с надрезами полос на четырех его сторонах; на фиг. 6 - отверстие на полотне тарелки под клапан четырехугольной формы; на фиг. 7 - схема раскроя металла при вырубке клапанов четырехугольной формы; на фиг. 8 - размещение клапана на полотне тарелки.
Способ изготовления массообменной клапанной тарелки заключается в следующем. На листе материала, например, металла, делают разметку клапанов трех, четырех - или шестиугольной формы, располагая многоугольники таким образом, чтобы между ними не было зазоров. Например, треугольники и трапеции размещают в шахматном порядке, а шестиугольники - в виде сот. По выполненной разметке вырубают заготовки клапанов 1 (см. фиг. 7). В полученных заготовках на сторонах каждого многоугольника надрезают полосы. Надрезы 2 выполняют на расстоянии, равном заданной ширине ножки 3 клапана 1, до величины, равной высоте ножки клапана. Полученные ножки 3 отгибают под прямым углом к основанию 4 клапана. После чего на полотне 5 тарелки пробивают отверстия 6 под клапаны. Каждое отверстие 6 выполняет меньше полученного основания 4 клапана, причем конфигурация отверстия 6 в местах размещения ножек 3 имеет выемки 7 для того, чтобы клапан не проваливался в отверстие на полотне тарелки (см. фиг. 6, на которой пунктирной линией показан клапан). В отверстии 6 устанавливают клапаны 1 и концы ножек 3 загибают.
Надрезы 2 полос у трехугольника осуществляют последовательно на каждой его стороне и выполняют их от углов, образуя основание клапана с тремя ножками (см. фиг. 1).
Надрезы 2 полос у четырехугольника осуществляют на двух противолежащих сторонах, причем на одной стороне, например, стороне 8 надрезы выполняют от середины этой стороны в противоположные направления к прилежащим к ней углам, а на другой стороне, например, стороне 9 надрезы от углов, прилежащих к этой стороне, в направлении к ее середине (см. фиг. 2). Кроме того, надрезы 2 полос у четырехугольника осуществляют на трех сторонах, две из которых являются боковыми, от углов, прилежащих к третьей стороне, например, к стороне 8 и выполняют в виде двух исходящих из каждого прилежащего угла и параллельных боковым сторонам лучей (см. фиг. 3). Кроме того, надрезы полос у четырехугольника могут быть осуществлены последовательно на каждой его стороне. Во всех этих вариантах из заготовок четырехугольной формы образуются клапаны с четырьмя ножками.
Надрезы 2 полос у шестиугольника осуществляют последовательно на каждой его стороне, образуя основание клапана с шестью ножками. Кроме того, надрезы 2 полос у шестиугольника осуществляют на трех четных или на трех нечетных сторонах и выполняют их от углов, образуя основание клапана с тремя ножками (см. фиг. 4). Кроме того, надрезы 2 полос у шестиугольника осуществляют на четырех его сторонах и выполняют их от двух диаметрально противоположных углов, образуя основание с четырьмя ножками (см. фиг. 5).
Принцип действия изготовленных предлагаемым способом массообменных клапанных тарелок заключается в следующем. Свободно лежащий над отверстием 6 тарелки клапан 1 с изменением расхода газа (пара) своим весом автоматически регулирует величину площади зазора между клапаном и плоскостью тарелки для прохода газа (пара). Газ (пар) поступает снизу колонны и проходит сквозь отверстия 6 тарелки. При этом газ (пар) распределяется в виде пузырьков и струй в слое жидкости на тарелке, образуя на ней барботажный слой. При увеличении скорости газа (пара) длина газовых струй увеличивается, и они выходя на поверхность барботажного слоя, не разрушаясь и образуя большое количество крупных брызг, обеспечивая работу тарелки в струйном режиме во всех направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛАПАННАЯ ТАРЕЛКА | 2001 |
|
RU2200610C2 |
| УЗЕЛ КРЕПЛЕНИЯ КОНТАКТНОГО УСТРОЙСТВА | 1998 |
|
RU2146548C1 |
| МАССООБМЕННАЯ КОЛОННА | 1998 |
|
RU2132215C1 |
| НАСАДКА ДЛЯ МАССООБМЕННЫХ АППАРАТОВ | 2002 |
|
RU2225753C2 |
| ПЕРЕЛИВНОЕ УСТРОЙСТВО БАРБОТАЖНОЙ ТАРЕЛКИ МАССООБМЕННОЙ КОЛОННЫ | 2001 |
|
RU2194560C1 |
| ГАЗОЖИДКОСТНЫЙ СЕПАРАТОР | 1999 |
|
RU2153915C1 |
| СПОСОБ МАССООБМЕНА | 2007 |
|
RU2356594C1 |
| ТОНКОСЛОЙНЫЙ ОТСТОЙНИК | 1999 |
|
RU2159660C1 |
| Струйно-направленная тарелка | 1983 |
|
SU1099973A1 |
| РЕГУЛЯРНАЯ НАСАДКА | 2008 |
|
RU2384362C1 |
Изобретение относится к технологии изготовления массообменных клапанных тарелок и может быть использовано в химической, нефтеперерабатывающей, газовой и других смежных отраслях промышленности, в частности в аппаратах для массообменных процессов в системе газ (пар)-жидкость. Способ изготовления массообменной клапанной тарелки заключается в том, что из листового материала вырубают заготовки клапанов трех-, четырех- или шестиугольной формы, включающие основание и ножки. Ножки клапанов выполняют путем отделения, например надреза, на сторонах каждой заготовки полос на расстоянии, равном ширине ножки клапана до величины, равной высоте ножки, с последующим их отгибом под прямым углом к основанию. На полотне тарелки прибивают отверстия под клапаны. Каждое отверстие под клапан на полотне тарелки выполняют меньше полученного основания клапана, а конфигурацию отверстия в местах размещения ножек выполняют с выемками. В отверстия устанавливают клапаны и загибают концы ножек. Технической задачей изобретения является создание безотходной технологии изготовления массообменной клапанной тарелки, характеризующейся простотой исполнения и экономичностью. 6 з. п. ф-лы, 8 ил.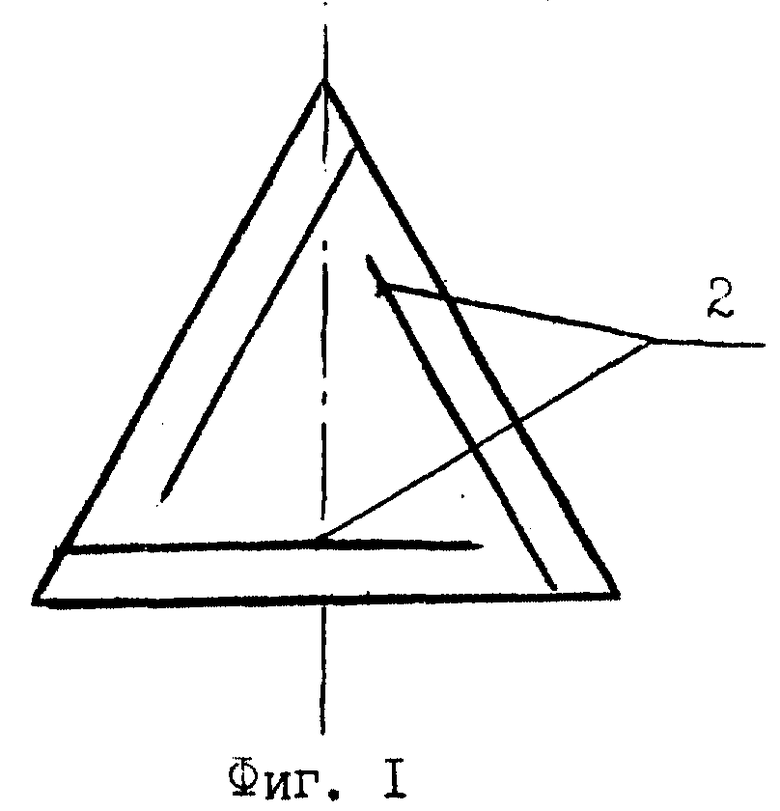
| GB 1148464 A, 04.07.66 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГУБЧАТОГО ТИТАНА, ЛЕГИРОВАННОГО КИСЛОРОДОМ | 1996 |
|
RU2106418C1 |
| КОЛОННА С КЛАПАННЫМИ ПРЯМОТОЧНЫМИ ТАРЕЛКАМИ | 1994 |
|
RU2094072C1 |
| RU 94041947 A1, 20.10.96 | |||
| КОНТАКТНОЕ УСТРОЙСТВО ДЛЯ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ ДЛЯ СИСТЕМ ПАР(ГАЗ) - ЖИДКОСТЬ | 1992 |
|
RU2056891C1 |

