Изобретение относится к эл.ектротехни- ке, а именно к сварочному оборудованию, и предназначено для реализации полуавтоматической сварки плавящимся электродом металлов малых толщин на токах до 160 А с питанием от осветительной сети однофазного тока.
Известны устройства для полуавтоматической сварки плавящимся электродом, содержащие источник сварочного тока, механизм подачи электродной проволоки, элементы управления широко известны. Так известен полуавтомат А 547 для сварки тонколистовых конструкций. В качестве источника сварочного тока в этом полуавтомате используется неуправляемый трехфазный выпрямитель ВСЗОО Б, который имеет большие габариты и массу, сложную систему силовых переключателей уровня сварочного напряжения.
Такой полуавтомат имеет малую маневренность и непригоден для применения в условиях, где отсутствует трехфазная силовая сеть. Кроме того, недостатком такого полуавтомата является наличие силового контактора в сварочной цепи, который вносит элементы надежности.
Известен также источник сварочного тока, выполненный в виде однофазного выпрямителя по двухполупериодной схеме выпрямления с нулевой точкой и со сглаживающим дросселем.
Такой источник не может обеспечить не- прерывность сварочного тока и стабильность горения дуги на малых токах (ниже 70 А).
Наиболее близким к предлагаемому является полуавтомат, содержащий в качестве источника сварочного тока нерегулируемый трехфазный выпрямитель, а также механизм подачи электродной проволоки, схему
ы
о ю
управления и коммутатор источника сварочного тока. Полуавтомат отличается тем, что включение источника сварочного тока осуществляется коммутатором-пускателем по первичной стороне выпрямителя, схема управления подключена через дополнительный трансформатор к сети трехфазного напряжения, а электродвигатель механизма подачи связан со сварочной цепью.
К недостаткам этого устройства можно отнести большие массогабармтные показатели полуавтомата, сложность настройки режимов и низкую надежность.
Цель изобретения - повышение качества сварного соединения, надежности сварочного полуавтомата, снижение массо- габаритных показателей, упрощение настройки.
Поставленная цель достигается тем, что в сварочном полуавтомате, содержащем источник сварочного тока, выполненный из однофазного трансформатора, силового выпрямителя, дросселя и накопительной емкости, а также электропривод механизма и подачи электродной проволоки, блок управления циклом сварки - выпрямитель источника сварочного тока выполнен по схеме с нулевым выводом, а накопительная емкость с одной стороны подключена к дополнительному второму введенному выпрямителю с нулевым выводом, связанного с дополнительными отводами однофазного трансформатора, а с другой стороны - через диод к точке соединения силового выпрямителя и дросселя, при этом напряжение питания второго выпрямителя составляет 60% - 70% напряжения питания силового выпрямителя. Первичная обмотка однофазного выпрямителя связана с отводами, причем каждый из отводов подключен k одной стороне, дополнительно введенных двухсторонних безконтактных ключей, другие стороны этих ключей подключены к общей шине, связанной с сетью, при этом каждая из цепей управления ключей связана через элементы гальванической развязки с выходом каждого компаратора. Первый из входов каждого компаратора связан с общим для них задающим резистором, а вторые входы компараторов связаны с регулируемыми источниками опорного напряжения. Первые входы компараторов через переключатель и регулируемый делитель напряжения связан с цепью якорной обмотки электродвигателя привода механизма подачи электродной проволоки. Первые входы компараторов через переключатель и усилитель постоянного тока с регулируемым коэффициентом усиления связан с измерителем сварочного тока. В качестве элементов гальванической развязки установлены реле с замыкающими и размыкающими контактами, причем замыкающие контакты включены в цепи управления бесконтактных ключей, а размыкающие - в цепи самих реле, при этом размыкающие контакты, подключенные к выходу компаратора с более высоким уровнем напряжения срабатывания, находятся в цепях реле, подключенных
0 к выходу компаратора с более низким уровнем напряжения срабатывания, а разница в этих уровнях напряжений составляет одну ступень напряжения источника сварочного тока.
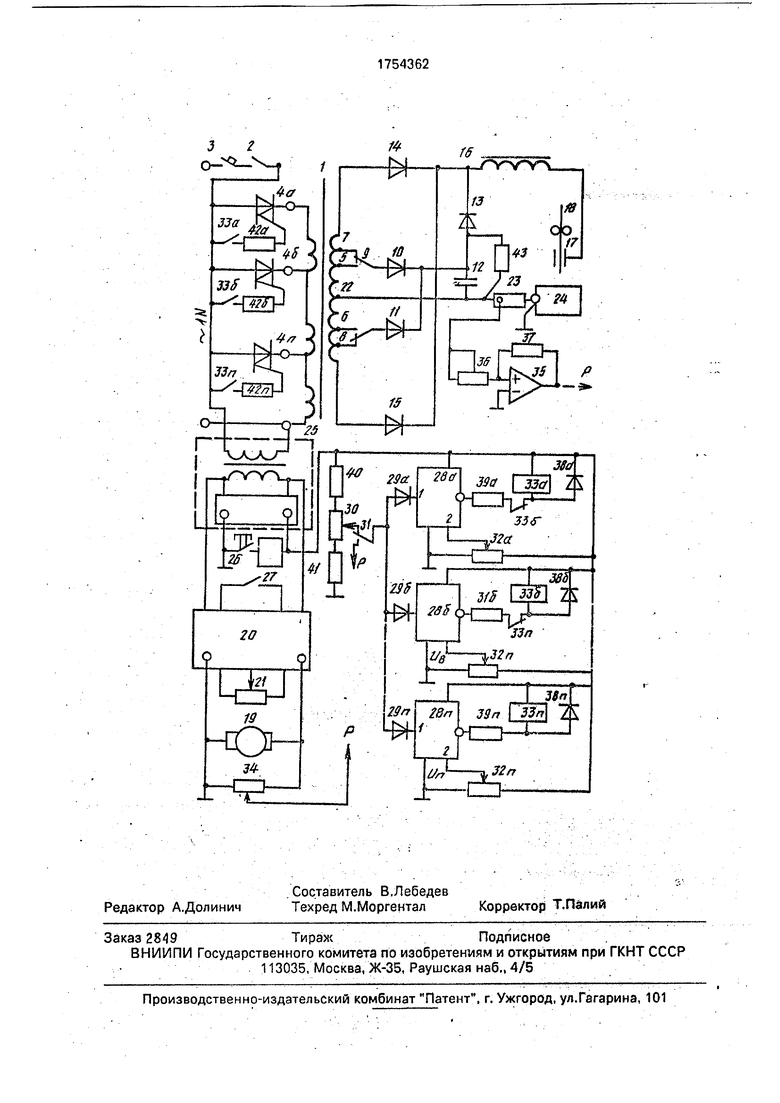
5 На чертеже представлена схема электрическая принципиальная сварочного полуавтомата.
Первичная обмотка однофазного трансформатора 1 источника сварочного
0 тока через коммутирующий элемент 2 и автоматический выключатель 3 подключена к сети переменного тока 220 В 50 Гц и содержит ряд отводов а, б,...п, которые через ключи (симисторы) 4а, 4б,...,4п ( по числу
5 ступеней-отводов трансформатора) также подключены к сети переменного тока через упомянутые элементы 2 и 3. Вторичная обмотка трансформатора 1 выполнена со средней точкой и содержит дополнительные
0 отводы 5, 6, и 7, 8, которые через переключатель 9 подключена ко второму выпрямителю, выполненному на диодах 10, 11, выход этого выпрямителя связан с накопительной емкостью 12 и через диод 13 с выходом
5 первого выпрямителя, выполненного на диодах 14 и 15 и подключенного к концам вторичной обмотки трансформатора 1. Точка соединения диода 13 и выхода,первого выпрямителя на диодах, 14,15 соединена со
0 входом дросселя 16, выход которого связан с токоподводом 17, через который роликами 18 подается электродная проволока. Скорость подачи проволоки определяется частотой вращения вала электродвигателя 19
5 механизма подачи и задается электроприводом 20 с задатчиком 21. Общая нулевая точка 22 первого и второго выпрямителей источника сварочного тока через измеритель 23 сварочного тока связана со сварива0 емым изделием 24. Сварочный полуавтомат содержит дополнительный источник 25 питания элементов схемы управления. От источника 25 получают питание электропривод 20, через пусковой коммутирующий
5 элемент 26 - блок 27 управления циклом сварки и также контакторы 28а, 286, 28п, Первые входы компараторов 28а, 28б,...,28п
через развязывающие диоды 29а, 29629п
связаны с задающим резистором 30 через переключатель 31. Вторые входы этих
компараторов подключены к соответртвую- щим источникам 32а, 32б,...,32п опорного напряжения, причем величины опорного напряжения находятся в соответствии Ua U6... Un. Выходы компараторов 28а, 286,...28п через элементы гальванической развязки, в качестве которых выбраны реле ЗЗа, 336,.,.33п, связаны с цепями управления соответствующих ключей 4а, 4б,...,4п, Вместо напряжения с задающего резистора 30 может быт: использовано напряжение на обмотке якоря электродвигателя 19, которое снимается с регулируемого делителя 34 напряжения и через контактор Р переключателя 31 и подается на входы компарэторов28а, 28б28п. В качестве задающего
может быть использовано напряжение с выхода усилителя 35 постоянного тока с регулируемым резистором 36 коэффициентом усилбния, На вход усилителя 35 поступает напряжения с измерителя 23 сварочного тока. Цифрой 37 обозначен резистор в цепи обратной связи усилителя 35, цифрами ЗЗа,
38638п обозначены защитные диоды.
Цифрами 39а, 39639п обозначены ограничивающие резисторы на выходах компараторов 28а, 28628п. Цифрами 40, 41
обозначены ограничивающие резисторы в цепях задатчика 30, Цифрами 42а, 42642п обозначены ограничивающие резисторы е цепях управления ключей 4а,
464п. Цифрой 43 обозначен разрядный
резистор.
Сварочный полуавтомат работает следующим образом.
Замыкается автоматический выключатель 3. При нажатии пусковой кнопки 26 включается цикл сварки, который определяется блоком 27, При этом включается контакт 2 от блока и контакт 27 от этого же блока в цепи электропривода 20, на выходе источника сварочного тока появляется сварочное напряжение и при подаче электродной проволоки начинается процесс сварки изделия 24. Источник сварочного тока обеспечивает средний уровень напряжения на выходе в зависимости оттого, какой из ключей включен, при этом с целью обеспечения непрерывного горения дуги выпрямленное напряжение не падает до нуля, как это бывает в двухполупериодных выпрямителях однофазного напряжения. Это обеспечивается введением цепи второго выпрямителя на диодах 10, и 11 и накопительной емкости 12. Напряжение заряда конденсатора 12 выбрано на 30-40% ниже, чем напряжение, снимаемое с первого выпрямителя на диодах 14 и 15. Конденсатор 12, заряженный до этого уровня напряжения, не разряжается до тех пор, пока величина полуволны выпрямленною напряжения с первого выпрямителя не станет меньше величины напряжения заряда конденсатора 12. Таким образом обеспечивается уровень напряжения сварки, не спадающий до нуля. Преждевременный разряд конденсатора 12 предотвращается диодом 13. Введение второго выпрямителя на пониженное напряжение заряда вызвано тем, что максимальное
значение полуволны напряжения первого
выпрямителя Умакс -„- UCp. Сварка ведется на среднем напряжении UCp, следова- тельн 6 на конденсаторе должно быть
напряжение не ниже этого уровня. Более высокий его уровень ведет к повышению общего напряжения сварки, а следовательно, к большим емкостям конденсатора и расчету его на большее напряжение. Величина напряжения сварки задается ступенчато ключами и регулируется при помощи резистора 30, который на входах компараторов 28 устанавливает необходимый для срабатывания определенного компаратора
уровень напряжения. Сработает тот компаратор (на его выходе появляется сигнал нуля), у которого уровень напряжения на входе будет равен или превышать опорное напряжение с резисторов 32. При этом при
появлении на выходе компаратора сигнал нуля срабатывает соответствующее реле 33 и замыкает свой контакт в цепи управления резисторов 42. Включается соответствующий симистор и коммутирует определенный
отвод первичной обмотки трансформатора 1. Для исключения одновременного включения двух и более симисторов, что ведет к образованию короткозамкнутых витков первичной обмотки трансформатора 1. размыкающий контакт каждого последующего реле по восходящей величине напряжения срабатывания компаратора включен в цепь предыдущего реле. Так, например контакт реле 336 находится в цепи реле ЗЗа.
Таким образом, плавно регулируется напряжение задания, на резисторе 30 осуществляется ступенчатое переключение обмоток трансформатора 1 и выходного сварочного напряжения с выпрямителей на
дисках 14, 15 и 10, 11,
В сварочном полуавтома е реализовано еще два вида регулирования выходного сварочного напряжения, В случае перевода переключателя 31 в другое положение может
быть к входу компараторов подключен регулируемый делитель 34 напряжения, который питается от напряжения на обмотке якоря электродвигателя 19 механизма подачи электродной проволоки. При этом в зависимости от скорости подачи проволоки, а
следовательно, сварочного тока ступенчато меняется уровень напряжения сварки, таким образом установить необходимый режим сварки можно лишь при помощи одного регулятора-задатчика 21 частоты вращения приводного электродвигателя 19. Положение движка делителя 34 определяет степень зависимости напряжения сварки от ее тока, что характерно для сварки проволоками разных материалов и диаметров. Аналогич- ным образом работает и система, состоящая из измерителя сварочного тока 23 и регулятора 36 и усилителя 35.
Все это в значительной степени облегчает процесс настройки полуавтомата на оптимальный режим сварки, исключает дефекты сварного соединения.
Согласно данному описанию был разработан полуавтомат для сварки в углекислом газе на токах 20 - 160 А с питанием от осветительной сети переменного тока напряжением 220 в. Использовались сварочная проволока СВ-08Г2С диаметром 0,8, 1,0 мм. Полуавтомат имеет массу не более 25 кг в однокорпусном исполнении из сети потребляет ток не более 15 А. В процессе испытаний осуществлялась сварка металлов толщиной в диапазоне 0,6 - 6 мм. Процесс сварки стабилен без ощутимых потерь металла на угар и разбрызгивание (менее 1,5%):
Формула изобретения
1. Сварочный полуавтомат, содержащий источник сварочного тока, выполненный из однофазного трансформатора, силового выпрямителя, дросселя и накопительной емкости, а также электропривод механизма подачи электродной проволоки, блок управления циклом сварки, отличающийся тем, что, с целью повышения
качества сварного соединения, надежное in сварочного полуавтомата, обеспечения малых массогабаритных показателей, упрощения настройки, вторичная обмотка однофазного трансформатора выполнена с отводами и нулевым выводом, в него введены дополнительный выпрямитель, переключатель и диод; накопительная емкость одной обкладкой подключена к нулевому выводу однофазного трансформатора, в другой обкладкой через дополнительный выпрямитель и переключатель - к отводам однофазного трансформатора и через диод - к общей точке дросселя и силового выпрямителя.
2.Полуавтомат поп.1,отличающий- с я тем, что, первичная обмотка однофазного трансформатора выполнена с п отводами, а также введены п двусторонних бесконтактных ключей, ограничительных резисторов, последовательно соединенных задатчика напряжения, переключателя, компаратора и реле и п источников опорного напряжения, подключенных ко второму входу соответствующего компаратора, при этом каждый отвод подключен к шине питания через двусторонний бесконтактный ключ, управляющий вход которого соединен через ограничительный резистор и контакт реле к шине питания.
3.Полуавтомат по п.2, отличающий- с я тем, что задатчик напряжения выполнен в виде делителя, подключенного параллельно якорной цепи электродвигателя подачи электродной проволоки.
4.Полуавтомат по п.2, отличающий- с я тем, что задатчик напряжения выполнен в виде последовательно соединенных датчика сварочного тока, регулируемого резистора и усилителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2004 |
|
RU2275995C2 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1720825A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1722731A1 |
| Устройство для управления электродвигателем воздуховсасывающего агрегата пылесоса | 1990 |
|
SU1734183A1 |
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |
| ВТОРИЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1998 |
|
RU2131640C1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
Использование: в сварочном оборудовании для сварки плавящимся электродом в защитном газе. Сущность изобретения: первичная обмотка силового трансформатора выполнена с отводами, которые коммутируются симисторами. Выпрямитель собран по полумостовой схеме на диодах. Вторичная обмотка трансформатора выполнена с отводами, которые вместе с диодами и конденсатором образуют дополнительный источник питания сварочной дуги. Это обеспечивает устойчивое горение дуги и стабильный перенос электродного металла. 3 з.п ф-лы, 1 ил.
| Оборудование для дуговой сварки | |||
| Справочное пособие/ Под ред | |||
| В.В.Смирнова | |||
| Энергоатомиздат, 1986, с.656 | |||
| Дроссель сварочный | 1980 |
|
SU893442A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Посунько И.В., Карачунский П.Ш | |||
| Устройство для регистрации замерзания и оттаивания почвы | 1923 |
|
SU825A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
