Изобретение относится к области нефтяной и газовой промышленности, конкретно к области бурения нефтяных и газовых скважин, и может быть использовано для замены изношенного каната в талевой системе буровой установки (БУ).
Известен способ замены изношенного каната в талевой системе БУ, предусматривающий нанесение перевязок на конец нового каната, вырубание части прядей, образование петли путем загибания невырубленной пряди и металлического сердечника (или при отсутствии в канате металлического сердечника - двух невырубленных прядей) к месту вырубки и обвивки ими основной ветви каната. После образования петли осуществляют оклетьевание пеньковой пряжей (или сплошную обвязку) конца каната и обвитой его части.
Соединение двух канатов посредством образования прямого узла осуществляют следующим образом. Конец изношенного каната после нанесения перевязок и вырубания части прядей в виде выступающего металлического сердечника с одной обвитой прядью, а в тех случаях, когда канат не имеет металлического сердечника, в виде двух обвитых между собой прядей пропускают через петлю нового каната, образуя прямой узел. Далее, конец изношенного каната обвивается вокруг своей основной ветви, оклетьевывается пеньковой пряжей. После чего осуществляют операции: опрессовывание соединительного звена, например специальным зажимом, пропускание нового каната в талевую систему, удаление соединительного звена, закрепление конца нового каната, снятие перевязок (см. Букштейн М.А. Стальные канаты нефтегазодобывающей промышленности. -М., 1969, с. 136-137).
Недостатком известного способа является то, что в процессе замены изношенного каната при пропускании нового каната в талевую систему во многих случаях происходит продольное смещение прядей каната относительно друг друга, что обусловливает потерю конструктивной плотности каната с дальнейшим его разрушением.
Задача настоящего изобретения состоит в повышении долговечности каната за счет исключения продольных перемещений прядей нового каната друг относительно друга в процессе его ввода в талевую систему.
Поставленная задача решается предлагаемым способом замены изношенного каната в талевой системе БУ, предусматривающим соединение нового каната с концом изношенного каната, опрессовывание образованного соединительного звена, пропускание нового каната в талевую систему, последующее удаление соединительного звена и закрепление конца нового каната, в котором согласно изобретению соединение предварительно подготовленных торцов нового и изношенного канатов осуществляют сваркой, причем подготовку торцов канатов осуществляют путем их выравнивания до обеспечения перпендикулярности относительно продольной оси с последующей их наплавкой.
В предпочтительном варианте концы нового и изношенного канатов после сваривания в зоне сварного шва дополнительно оплетают канатом меньшего диаметра посредством по крайней мере двух узлов, концы которого приваривают к прядям соединяемых канатов.
Согласно второму варианту изобретения поставленная задача решается способом замены изношенного каната в талевой системе буровой установки, предусматривающим вырубание части прядей нового и изношенного канатов, образование петель из невырубленной пряди и сердечника каната или из двух невырубленных прядей, соединение канатов посредством образования прямого узла, опрессовывание образованного соединительного звена, пропускание нового каната в талевую систему, удаление соединительного звена, закрепление конца нового каната, в котором согласно изобретению предварительно до вырубания части прядей нового каната на участке перед вырубаемыми прядями во впадины между прядями наносят сварной шов.
Согласно третьему варианту изобретения поставленная задача решается способом замены изношенного каната в талевой системе буровой установки, предусматривающим вырубание части прядей нового и изношенного канатов, образование петель из невырубленных прядей каната, соединение канатов посредством образования прямого узла, опрессовывание образованного соединительного звена, пропускание нового каната в талевую систему, удаление соединительного звена, закрепление конца нового каната, в котором согласно изобретению вырубают все пряди нового каната кроме одной, и образование петли на новом канате осуществляют привариванием конца одной невырубленной пряди к оплавленному торцу вырубленных прядей.
В предпочтительных вариантах:
- на изношенном канате вырубают все пряди кроме одной, оплавляют торец вырубленных прядей, невырубленной прядью образуют прямой узел с петлей на новом канате и приваривают невырубленный конец к оплавленному торцу вырубленных прядей;
- на изношенном канате вырубают все пряди кроме одной, невырубленной прядью образуют прямой узел с петлей на новом канате, после чего загибают невырубленную прядь к месту вырубки и обвивают ею основную ветвь каната.
Согласно четвертому варианту изобретения поставленная задача решается способом замены изношенного каната в талевой системе буровой установки, предусматривающим соединение нового каната с концом изношенного каната посредством образования прямого узла, опрессовывания образованного соединительного звена, пропускания нового каната в талевую систему, удаления соединительного звена, закрепления конца нового каната, в котором согласно изобретению предварительно перед соединением канатов осуществляют приваривание петли из стальной проволоки к подготовленному торцу нового каната, причем подготовку торца нового каната осуществляют путем выравнивания до обеспечения перпендикулярности относительно продольной оси с последующей его наплавкой.
В предпочтительных вариантах:
- на изношенном канате вырубают все пряди кроме одной, оплавляют торец вырубленных прядей, невырубленной прядью образуют прямой узел с петлей на новом канате и приваривают невырубленный конец к оплавленному торцу вырубленных прядей;
- на изношенном канате вырубают все пряди кроме одной, невырубленной прядью образуют прямой узел с петлей на новом канате, после чего загибают невырубленную прядь к месту вырубки и обвивают ею основную ветвь каната.
Заявленная группа изобретений соответствует требованию единства изобретения, поскольку группа однообъектных изобретений образует единый изобретательский замысел, причем заявка относится к объектам изобретения одного вида, одинакового назначения - способу замены изношенного каната в талевой системе буровой установки, обеспечивающего получение одного и того же технического результата - повышение долговечности каната талевой системы за счет исключения продольных перемещений прядей каната относительно друг друга в процессе ввода в талевую систему нового каната.
Осуществление заявленных способов поясняется с помощью устройства, представленного на чертежах.
На фиг. 1 (а, б, в) представлен кондуктор - устройство для сварки торцов каната "встык".
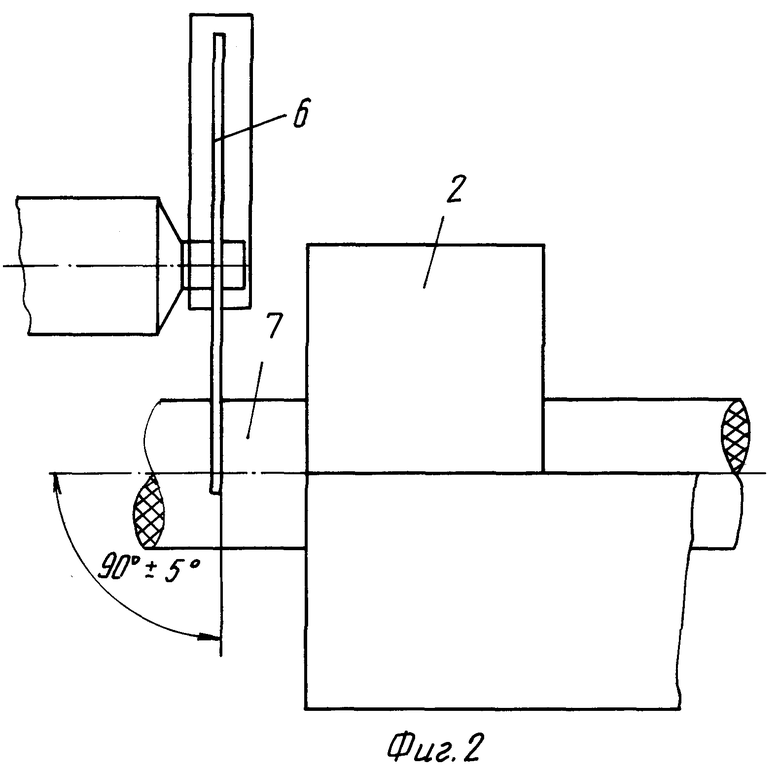
На фиг. 2 показана подготовка торцов каната к оплавке.
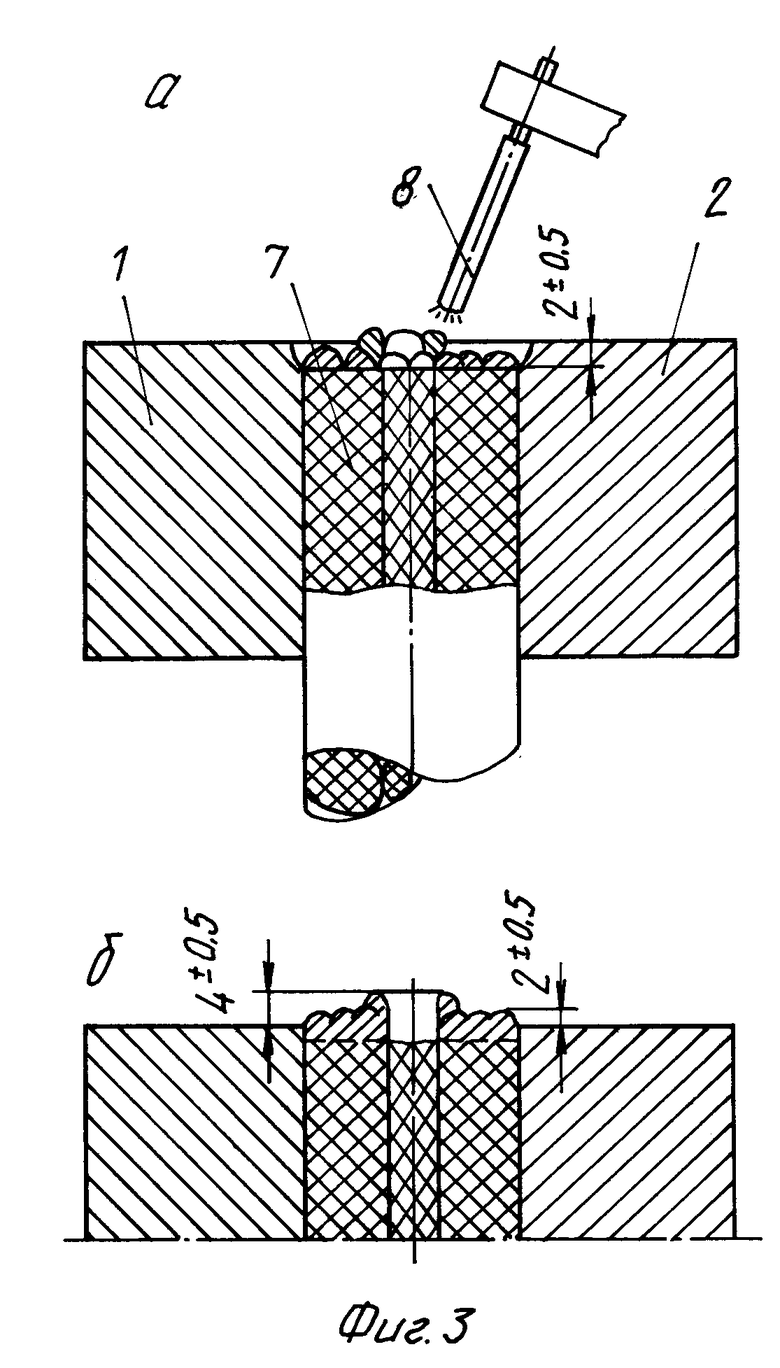
На фиг. 3 (а, б) - оплавка торца каната.
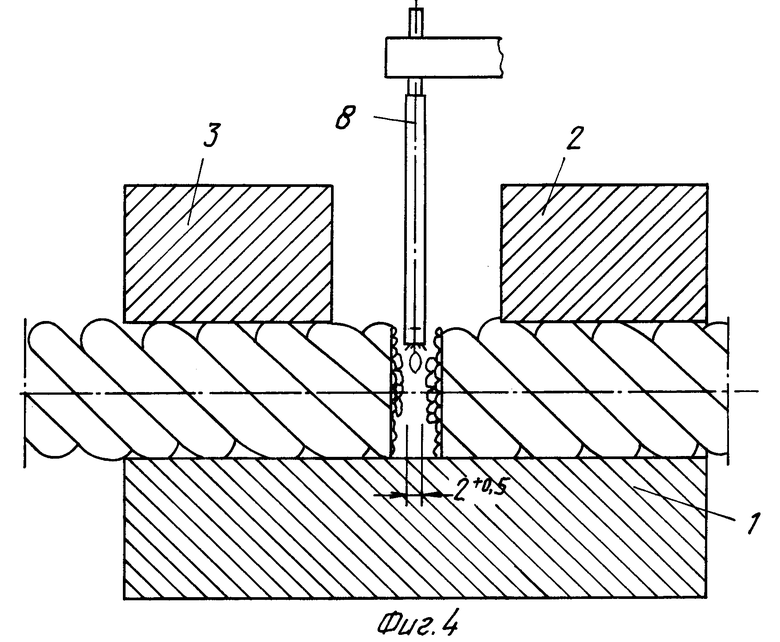
На фиг. 4 - сварка концов каната "встык".
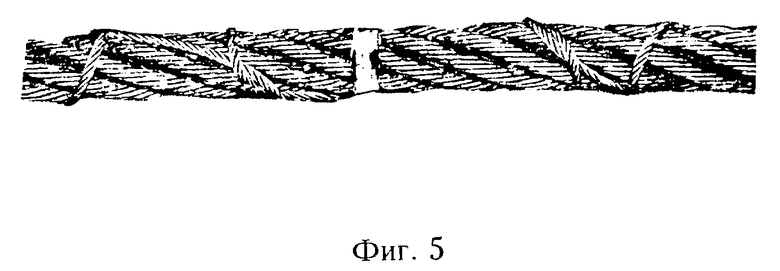
На фиг. 5 - применение страховочного каната на узле соединения.
Медный кондуктор для сварки каната "встык" содержит нижнюю полумуфту 1, верхнюю левую полумуфту 2 и верхнюю правую полумуфту 3 (фиг. 1 а, б).
Верхние полумуфты 2 и 3 совместно с нижней полумуфтой имеют общую расточку под определенный диаметр талевого каната (28, 32, 35 и 38 мм).
Для укладки концов каната во внутреннюю расточку каждая из верхних полумуфт раскрывается, поворачиваясь вокруг оси 4. После укладки концов каната во внутреннюю расточку, верхние полумуфты закрываются и с помощью откидных болтов 5 зажимают канат (фиг. 1 а, в).
Способ по первому варианту осуществляют следующим образом.
Технология разработанного способа была выбрана с учетом того фактора, что стали канатной проволоки неудовлетворительны по свариваемости, склонны к подкалке и холодным трещинам. При этом негативное влияние сварка оказывает на качество металла проволок в околошовной зоне и непосредственно на качество металла в самом сварном шве. Кроме того, канат, в особенности его сердечник, содержит органические вещества, смазку, влагу, являющиеся источником выделения при сварке водорода и других газов. Водород, поглощаемый закалочными структурами околошовной зоны и металла шва, обусловливает холодные трещины и разрушение сварного соединения.
Технология стыковой сварки канатов базируется на правильном подборе электродов с целью получения аустенитной структуры металла шва. Аустенитная структура как таковая не имеет закалочных превращений, растворяет в своей структуре водород, отсасывая его из околошовной зоны.
Для поглощения тепла, выделяемого при сварке, и уменьшения термического влияния на околошовную зону каната обварку торцов последнего и сварку канатов "встык" осуществляют в специальном медном кондукторе (фиг. 1).
Подготовку и наплавку торца каната производят следующим образом.
Торец каната длиной 160 мм освобождают от слоя смазки или загрязнения, протирают ветошью, смоченной в органическом растворителе. Закрепляют канат в кондукторе полумуфтой 2, как показано на фиг. 2. Механической резкой абразивным кругом 6 выравнивают торец каната 7, обеспечив его перпендикулярность относительно продольной оси (фиг. 2). Далее (см. фиг. 3) вставляют в кондуктор конец каната так, чтобы его торец был утоплен на (2±0,5) мм вовнутрь кондуктора. Устанавливают кондуктор в вертикальном положении. Электродом 8 наносят на торец каната 7 первый шов по схеме, приведенной на фиг. 3 а. Заканчивают наплавку вторым швом по схеме фиг. 3 б. После остывания очищают наплавленный торец от шлака легким постукиванием зубила и металлической щеткой.
Подготовка концов талевых канатов (выравнивание торцов и наплавка) может быть также осуществлена непосредственно на заводах, изготовляющих канаты.
Сварку "встык" наплавленных торцов нового и изношенного канатов осуществляют в следующей последовательности. В разъемную половину кондуктора в горизонтальном положении укладывают торцами концы двух канатов (см. фиг. 4). Прихватывают стык точечными прихватками, выдержав зазор между торцами (2,5±0,5) мм. Сваривают корневой проход электродами, например, марки ОЗЛ-27 диаметром 2 мм. Сваривают остывшие проходы стыка диаметром электрода 2 мм. После остывания стыка очищают сварочный шов от шлака.
В целях обеспечения гарантированного соединения двух канатов и избежания возможности падения канатов при затаскивании нового каната в талевую систему, их концы в зоне сварного шва оплетают канатом с диаметром меньшим талевого каната посредством по крайней мере двух узлов каждый (фиг.5). Концы каната должны быть приварены к прядям талевого каната.
После ввода нового каната в талевую систему участок сварки канатов должен быть удален вместе с изношенным канатом. Резку канатов осуществляют отрезным абразивным кругом.
Способ по второму варианту осуществляют следующим образом.
На канатном заводе (или непосредственно на буровой) на свободном конце нового талевого каната, на удалении 2 м от торца во впадины между всеми прядями по периметру каната наносят ручной сваркой диаметром электрода 2 мм швы длиной по 50 мм. Непосредственно у зоны сварки со стороны ближайшей к концу на канате делают плотную перевязку шириной 50 мм мягкой проволокой.
После сварки и нанесения перевязки снимают крайние (заводские) перевязки у конца каната и расплетают последовательно пять прядей каната до первой перевязки у места сварки, оставляя либо одну прядь, либо металлический сердечник с одной обвитой около него прядью, либо две противоположные свитые между собой пряди в канате с органическим сердечником, все остальные пряди отрезают абразивным кругом.
Оставшуюся одну прядь (или обвитые между собой две пряди, или металлический сердечник с одной обвитой прядью) используют для образования петли загибом до стыковки их концов с местом вырубки прядей, одновременно обвивая незагнутую ветвь. После образования петли производят оклетьевание (или сплошную обвязку) пеньковой пряжей (каболкой) конца каната вплотную к петле. Соединение концов нового и изношенного канатов выполняют прямым узлом, для чего на конце изношенного каната на удалении 2 м от торца делают плотную перевязку шириной 50 мм мягкой проволокой, снимают заводские перевязки непосредственно у торца каната, расплетают конец каната, вырубают все пряди (включая сердечник) кроме одной. Пропускают оставшуюся прядь через петлю нового каната с образованием прямого узла и ее конец обвивают вокруг своей основной ветви и затем производят оклетьевание (или сплошную обвязку) пеньковой пряжей. Опрессовывают место соединения для того, чтобы соединительный узел прошел через канавки шкивов. Пропускают новый канат в талевый механизм, отрезают соединительное звено и закрепляют конец ходовой ветви талевого каната в зажимах барабана лебедки.
Способ по третьему варианту осуществляют следующим образом.
На канатном заводе (или непосредственно на буровой) надевают медный кондуктор на свободный конец нового каната на расстоянии 0,8 м от его торца, снимают заводские перевязки у конца каната и расплетают канат до кондуктора. Отрезают все пряди каната (включая сердечник) кроме одной. Выравнивают торцы прядей. Ручной сваркой электродом диаметром 2 мм оплавляют торцы отрезанных прядей, обваривая их с оставшейся одной прядью. Загибают конец невырезанной пряди на новом канате и приваривают ее торец "встык" к оплавленным торцам всех прядей. В образовавшуюся петлю на новом канате вставляют конец пряди изношенного каната, подготовленного аналогичным образом как и на новом канате. Огибают этим концом обе пряди и обратно вводят его в проушину петли, образуя таким образом прямой узел. После этого конец пряди изношенного каната приваривают "встык" к оплавленным торцам всех его прядей.
Выравнивают образовавшийся узел, опрессовывают его, затаскивают новый талевый канат в оснастку талевой системы. Абразивным кругом отрезают узел соединения в непосредственной близости к оплавленному торцу нового каната по петле из пряди и закрепляют конец нового каната в зажимах барабана лебедки.
Соединение канатов по третьему варианту может быть осуществлено также посредством образования прямого узла, для чего на конце изношенного каната на удалении 2 м от торца делают плотную перевязку шириной 50 мм мягкой проволокой, снимают заводские перевязки непосредственно у торца каната, расплетают конец каната, вырубают все пряди (включая сердечник) кроме одной, пропускают оставшуюся прядь через петлю нового каната с образованием прямого узла и ее конец обвивают вокруг своей основной ветви, затем производят оклетьевание (или сплошную обвязку) пеньковой пряжей, опрессовывают место соединения для того, чтобы соединительный узел прошел через канавки шкивов. Пропускают новый канат в талевый механизм, отрезают соединительное звено и закрепляют конец ходовой ветви талевого каната в зажимах барабана лебедки.
Способ по четвертому варианту осуществляют следующим образом.
На канатном заводе (или непосредственно на буровой) снимают с нового талевого каната последнюю крайнюю к концу заводскую перевязку, зажимают конец каната в медном кондукторе, абразивным кругом выравнивают торец каната и оплавляют его ручной сваркой, диаметр электрода 2 мм. К оплавленному торцу каната приваривают петлю длиной 10 см из стальной проволоки диаметром 8 мм.
Соединение канатов посредством образования узла осуществляют следующим образом. Надевают медный кондуктор на изношенный канат на расстоянии 0,8 м от его конца, снимают заводские повязки у торца, вырезают все пряди кроме одной. Оплавляют торцы отрезанных прядей, обваривая их с оставшейся одной прядью. Оставшуюся прядь изношенного каната пропускают через петлю из проволоки на новом канате с образованием прямого узла и ее конец приваривают к оплавленным торцам вырезанных прядей. Опрессовывают соединительный узел. Пропускают новый канат в талевый механизм, отрезают соединительное звено и закрепляют конец нового каната в зажимах барабана лебедки.
Соединение канатов по четвертому варианту может быть также осуществлено следующим образом.
На конце изношенного каната на удалении 2 м от торца делают плотную перевязку шириной 50 мм мягкой проволокой, снимают заводские перевязки непосредственно у торца каната, расплетают конец каната, вырубают все пряди (включая сердечник) кроме одной, пропускают оставшуюся прядь через петлю из проволоки на новом канате с образованием прямого узла и ее конец обвивают вокруг своей основной ветви и затем производят оклетьевание (или сплошную обвязку) пеньковой пряжей. Опрессовывают место соединения для того, чтобы соединительный узел прошел через канавки шкивов. Пропускают новый канат в талевый механизм, отрезают соединительное звено и закрепляют конец ходовой ветви талевого каната в зажимах барабана лебедки.
Предложенные способы замены изношенного каната в талевой системе буровой установки во всех четырех вариантах позволяют предотвратить продольное смещение прядей относительно друг друга при заведении нового каната в талевую систему и повышают тем самым его долговечность.
Изобретение может быть использовано в нефтяной и газовой промышленности для замены изношенного каната в талевой системе буровой установки. В первом варианте осуществления способа предусматривается соединение нового каната с концом изношенного каната, опрессовывание образованного соединительного звена, пропускание нового каната в талевую систему, последующее удаление соединительного звена и закрепление конца нового каната. При этом соединение предварительно подготовленных торцов нового и изношенного канатов осуществляют сваркой, а подготовку торцов канатов осуществляют путем их выравнивания до обеспечения перпендикулярности относительно продольной оси с последующей их наплавкой. Во втором варианте осуществления способа предусматриваются вырубание части прядей нового и изношенного канатов, образование петель из невырубленной пряди и сердечника каната или из двух невырубленных прядей, соединение канатов посредством образования прямого узла, опрессовывание образованного соединительного звена, пропускание нового каната в талевую систему, удаление соединительного звена, закрепление конца нового каната. До вырубания части прядей нового каната на участке перед вырубаемыми прядями во впадины между прядями наносят сварной шов. Третий вариант осуществления способа отличается тем, что вырубают все пряди нового каната кроме одной и образование петли на новом канате осуществляют привариванием конца одной невырубленной пряди к оплавленному торцу вырубленных прядей. В четвертом варианте осуществления способа в отличие от описанных выше перед соединением канатов осуществляют приваривание петли из стальной проволоки к подготовленному торцу нового каната, а подготовку торца нового каната осуществляют путем выравнивания до обеспечения перпендикулярности относительно продольной оси с последующей его наплавкой. Изобретение позволяет предотвратить продольное смещение прядей относительно друг друга при заведении нового каната в талевую систему. 4 с. и 5 з.п. ф-лы, 5 ил.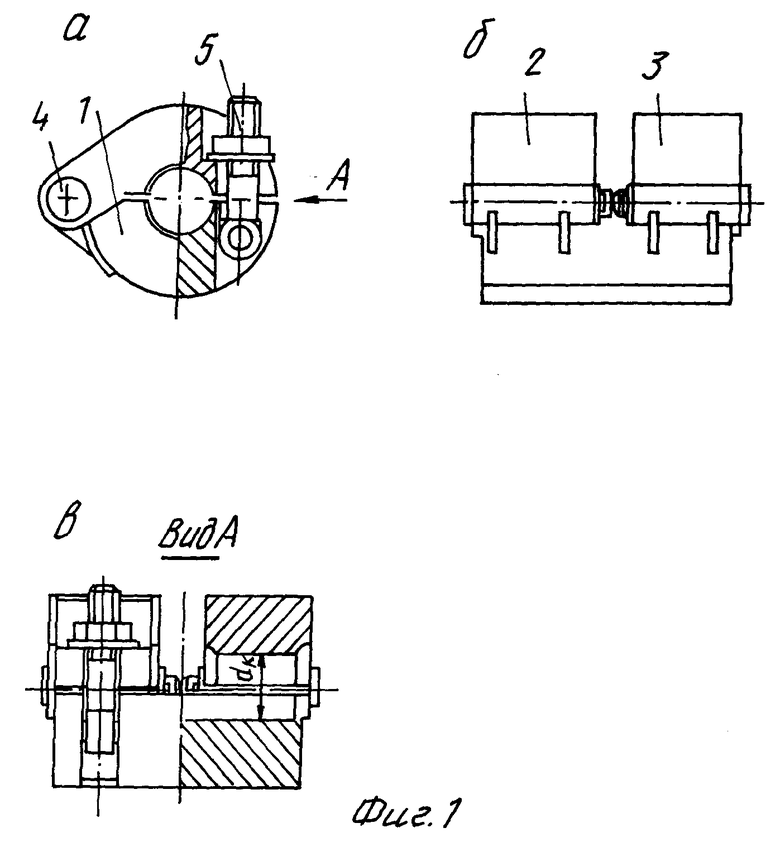
| Букштейн М.А | |||
| Стальные канаты нефтегазодобывающей промышленности | |||
| - М.: Недра, 1969, с.136 и 137 | |||
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ В ЯДЕРНОМ РЕАКТОРЕ | 2013 |
|
RU2524683C1 |
| DE 3323323 A1, 24.01.85 | |||
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВНЕШНЕГО ОБЪЕМА ЦИЛИНДРИЧЕСКОГО ПОЛОГО ИЗДЕЛИЯ | 2014 |
|
RU2556329C1 |
| Способ замены головных канатов шахтных подъемников | 1987 |
|
SU1493580A1 |

