Изобретение относится к машиностроению, в частности к металообработке, и может быть использовано при токарной обработке деталей.
Известен резец, содержащий режущую пластину, узел ее крепления и металлическую державку (см. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. "Оснастка для станков с ЧПУ". Справочник, 2-е изд. М., Машиностроение, 1990, стр. 165-194. ).
Основным недостатком этого резца является низкая виброустойчивость и, следовательно, невысокое качество обрабатываемой поверхности из-за вибраций, возникающих в процессе резания. Для обеспечения требуемого качества поверхности необходимо занижать режимы резания, что приводит к уменьшению производительности процесса обработки и, соответственно, к увеличению себестоимости детали. Кроме того, известный резец обладает значительной металлоемкостью, а также высокой стоимостью, так как при его изготовлении используются дорогостоящие материалы, и процесс изготовления является энерготрудоемким.
Наиболее близким по технической сущности к заявляемому изобретению (прототипом) является резец для чистовой обработки, содержащий режущую пластину, узел ее крепления, и металлическую державку со вставкой, размещенной в фигурной выборке державки. Вставка выполнена из высоконаполненного композиционного материала на полимерной основе (см. авторское свидетельство СССР N 1355352, МКИ B 23 B 27/00, 1987).
Недостатками описанного резца являются значительная металлоемкость вследствие выполнения державки в основном из металла, и низкая виброустойчивость, так как при установке резца в резцедержатель верхняя его часть, выполненная из металла, контактирует с резцедержателем и из-за низкой виброустойчивости металла, вибрация в процессе обработки передается в зону резания и функции виброгашения реализуются недостаточно полно, что снижает качество обрабатываемой поверхности. Кроме этого, энерго- и трудоемкость изготовления резца являются достаточно высокими из-за фрезерования фигурной выборки державки, при которой примерно 2/3 объема резца уходит в отходы. Это также приводит к увеличению себестоимости резца.
Сущность изобретения заключается в том, что резец, содержащий режущую пластину, узел ее крепления и державку, снабжен металлической головкой, закрепленной на виброгасящей державке, выполненной из высоконаполненного композиционного материала, при этом длина головки выполнена меньше длины вылета резца.
Техническим результатом является снижение металлоемкости и повышение виброгасящих свойств резца, а также уменьшение трудоемкости его изготовления.
Снижение металлоемкости резца обеспечивается вследствие изготовления его державки из виброгасящего неметаллического материала, например из высоконаполненного композиционного материала, содержащего эпоксидиановую смолу с аминным отвердителем и корунд (отходы образивного инструмента либо песок подобранных фракций).
Повышение выброгасящих свойств резца и, соответственно, качество обрабатываемой поверхности достигается за счет того, что при его установке в резцедержатель непосредственно контактирует с резцедержателем только державка, исходя из заранее установленного соотношения длин головки и вылета резца, при полном использовании виброгасящих свойств материала, из которого изготовлена державка. Таким образом, вибрации, возникающие в процессе резания, гасятся предлагаемым резцом и с виброгасящей державкой.
Уменьшение трудоемкости изготовления обеспечивается путем использования державки из высоконаполненного композиционного материала, исключающего его механическую обработку.
Изобретение поясняется чертежом, на котором изображен общий вид предлагаемого резца.
Резец содержит режущую пластину 1, расположенную на металлической головке 2, закрепленной на державке 3, и узел крепления 4 режущей пластины к металлической головке 2. Державка 3 выполнена из виброгасящего высоконаполненного композиционного материала.
Длина головки 2 выбрана таким образом, что контакт с резцедержателем 5 имеет только державка 3, то есть длина головки lгол меньше вылета резца Lрез.
Резец работает следующим образом. Вибрации, возникающие в процессе резания, гасятся непосредственно державкой 3, так как головка 2 резца не имеет непосредственного контакта с резцедержателем 5. Следовательно, функции виброгашения высоконаполненного композиционного материала используются наиболее полно.
Пример. Державка выполнена из композиционного материала, исходными компонентами которого являются, мас.%:
Эпоксидная смола - 15 - 20
Аминный отвердитель - 1,5 - 2,0
Корунд - 75 - 80
Применяемый композиционный материал обладает следующими физико-механическими характеристиками (мПа):
Предел прочности при сжатии - 580 - 640
Предел прочности при изгибе - 380 - 420
Относительная деформация при растяжении, % - 0,04
Использование предлагаемого резца с державкой, выполненной из виброгасящего высоконаполненного композиционного материала, позволяет существенно снизить его металлоемкость, энерго- и трудоемкость изготовления, исключить механическую обработку державки и уменьшить себестоимость резца в 6 - 8 раз. Предлагаемая конструкция резца позволяет максимально использовать виброгасящие свойства композиционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКАРНОГО РЕЗЦА | 2005 |
|
RU2281196C1 |
| РЕЗЕЦ | 2005 |
|
RU2280542C1 |
| РЕЗЕЦ | 1996 |
|
RU2107588C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОГАШЕНИЯ ПРИ ТОКАРНОЙ ОБРАБОТКЕ | 1995 |
|
RU2074788C1 |
| РЕЗЕЦ | 2002 |
|
RU2217267C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| Резец для чистовой обработки | 1991 |
|
SU1779468A1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
Использование: машиностроение, металлообработка, токарная обработка деталей. Режущая пластина резца связана с металлической головкой, закрепленной на державке. Узел крепления связывает режущую пластину и металлическую головку. Державка выполнена из виброгасящего высоконаполненного композиционного материала на полимерной основе. Длина головки выбрана таким образом, что контакт с резцедержателем имеет только державка, т.е. длина головки меньше вылета резца. Технический результат: снижение металлоемкости и повышение виброустойчивости резца, а также уменьшение трудоемкости его изготовления. 1 з.п. ф-лы, 1 ил.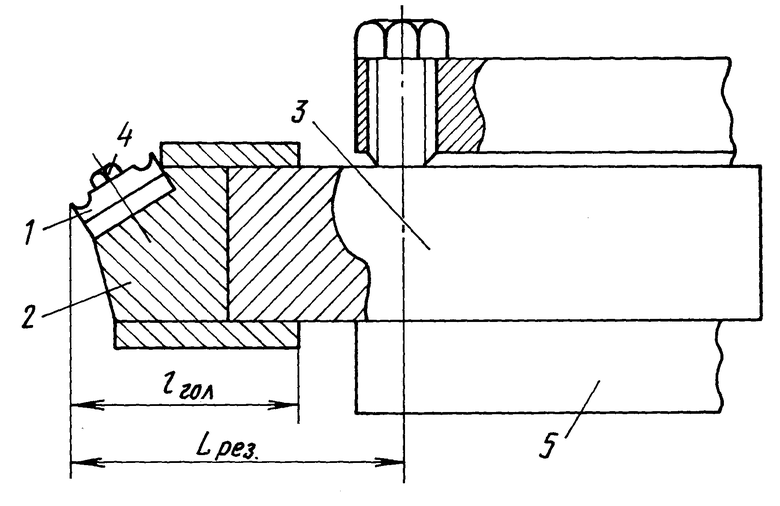
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКАРНОГО РЕЗЦА | 1988 |
|
RU1557815C |
| Способ изготовления фильтроэлементов и устройство для его осуществления | 1979 |
|
SU900923A1 |
| SU 914185 A, 23.03.82 | |||
| Резец для чистовой обработки | 1986 |
|
SU1355362A1 |
| ДИФФУЗОР, ИМЕЮЩИЙ ВОЗМОЖНОСТЬ СТРУЙНОГО ИСПОЛНИТЕЛЬНОГО РЕГУЛИРОВАНИЯ | 2003 |
|
RU2357088C2 |
| US 5033340 A, 23.07.91 | |||
| Вульф А.М | |||
| Резание металлов | |||
| - Л.: Машиностроение, 1973, с.54. | |||
