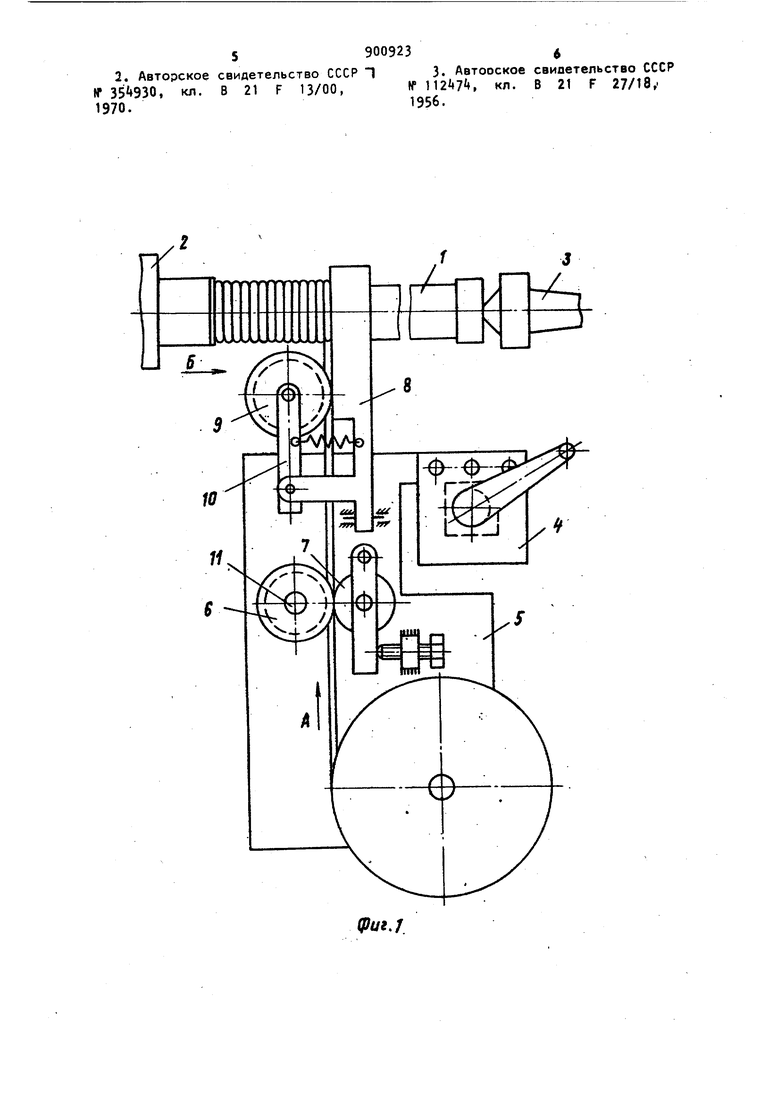
Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления патронных фильтров, например для очистки -бассейновых вод реакторов атомных э ектростанций. Известен способ изготовления филь роэлементов путем навивки на каркас профилирования и последующей резки П1. Недостаток способа в том, что его производительность невелика. Кроме того, известен способ изготовления профилировалной проволоки путем деформирования, последующей резки и взвешивания С23. Недостатком известного способа является его небольшая производительность . Наиболее близким к предлагаемому является способ изготовления фильтроэлементов и устройство для его осуществления путем навивки на полый каркас предварительно деформированной проволоки Недостаток известного способа в том, что его производительность невелика. Цель изобретения - повышение производительности . Указанная цель достигается тем, что в известном способе изготовления фильтроэлементов путем навивки на полый каркас предварительно деформированной пров.олоки, деформирование проволоки осуществляют путем одновременного ее плющения и калибрования, а навивку производят плотными многоугольными витками на перфорированный каркас. Кроме того, в известном устройстве для осуществления способа, содержащем смонтированный на станине с направляющими механизм формообразования фильтра, состоящий из шпиндельного патрона, задней бабки, направляющего, плющильного и калибрующего роликов и укладчика, шарнирно размещенного в направляющих станины с возможностью перемещения вдоль полого каркаса по средством ходового винта, укладчик состоит из подпружиненного прижимно го кронштейна, направляющегоролика и подпружиненного рычага, на которо смонтирован направляющий ролик, а плющильный и калибрующий ролики зак реплены на укладчике посредством осей и размещены перед направляющим роликом. На фиг. 1 приведено устройство дли осуществления способа; на фиг. ёид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. А - разрез В-В на фиг. 2; на фиг. 5 разрез Г-Г на фиг, 3; на фиг. 6 - разрез Д-Д нафиг. 4; на фиг. 7 - разрез Е-Е на фиг. k. Перфорированный каркас 1 установлен в шпиндельном патроне 2 токарного станка и поддерживается центром 3 задней бабки. На yклaдчvfкe 1 установлен корпус 5 на котором смонтиро ван узел.деформирования проволоки, состоящий из калибрующего ролика 6 и плющильного ролика 7. Укладчик 4 проволоки состоит из подпружиненного прижимного кронштейна. 8, направляющего ролика 9 и подпружиненного рыча га 10, а ролики закреплены на осях 11, и есть ходовой винт 12. При вращении каркаса проволока навивается на каркас, проходя предва рительно деформирующий узел, изменяю щий ее попере 4ное сечение до получения нужного профиля. Поскольку ролики 6 и 7 выпЬянены холостыми, то уси лие пластического деформирования, возникающее в узле деформирования, обеспечивает натяжение проволоки на участке от роликов 6 и 7 до каркаса и плотное прилегание навиваемой проволоки к выступам каркаса. Укладчик поддерживает Проволоку до момента перегиба через выступ кар каса, так как изгиб проволоки идет вокруг оси Х-Х максимального момента инерции поперечного сечения. Для обеспечения укладки витков без зазора толщину деформированной проволоки делают равной ближайшему шагу навивки, имеющемуся на серийном токарном станке. По предлагаемому способу изготавливаются патронные проволочные фильт рующие элемента из стали 12Х18Н10Т 34 диаметром 2 мм и длиной навиваемой части каркаса 1020 мм с шириной филь трующей щели 0,07 + 0,02 мм. Для навивки применяется стандартная проволока круглого сечения диаметром 0,8 мм из стали 12Х18Н10Т, которая в процессе навивки деформируется до толщины 0,69 dbO,01 мм с получением углублений размером 0,08x,2 мМ и периодичностью мм. Такое деформирование происходит при усилии натяжения проволоки в 9 и кгс, что обеспечивает плотное прилегание проволоки к каркасу. Предлагаемое изобретение значительно упрощает технологию изготовления narpoHHbtx проволочных фильтрующих элементов и обеспечивает сокращение трудозатрат в производственных условиях более, чем в 3 раза. Формула изобретения 1.Способ изготовления фильтроэлементов путем навивки на полый каркас предварительно деформированной проволоки, отличающийся тем, что, с цепью повышения производительности, деформирование проволоки осуществляют путем одновремен| ого ее плющения и калибрования, а навивку производят |:1лотными многоугольными витками на перфорированный каркас. 2.Устройство для осуществления способа по п. I, содержащее смонтиро ванный на станине с направляющими механизм формообразования фильтра, состоящий из шпиндельного патрона, задней бабки, направляющего, плющильного и калибрующего роликов-и укладчика, шарнирно размещенного в направляющих станины с возможностью перемещения вдоль полого каркаса посредством ходового винта, отличаю щ 6 е с я тем, что, с целью расширения технологических возможностей, укладчик состоит из подпружиненного прижимного кронштейна, направляющего рёлика и подпружиненного рычага, на котором смонтирован направляющий ролик, а плющильный и калибрующий ролики закреплены на укладчике посредством осей и размещены перед направляющим роликом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 665973, кл. 8 21 F 13/00,, 1976. 2. Авторское № ЗЙЭЗО, кл. 1970. 59009236 свидетельство СССР 1 3. Автооскоесвипетельство СССР В 21 F 13/00, № , кл.В 21 F 27/18, 1956.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Способ образования покрытия на деталях | 1987 |
|
SU1491601A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |
| Станок для изготовления щелевых масляных фильтров из проволоки | 1956 |
|
SU112474A1 |
| Способ изготовления фильтров | 1986 |
|
SU1337117A1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Устройство для изготовления цилиндрических спиральных пружин | 1986 |
|
SU1319987A1 |

фиг.Г,
Вид А
