Изобретение относится к обработке материалов резанием и может быть использовано в качестве резца для чистовой обработки как способ изготовления резца.
Известен способ получения державки с режущей пластиной и вставкой из высоконаполненного композиционного материала, снабженного дополнительными накладками из того же материала. - Авторское свидетельство СССР № 1779466, МПК3, В 23 В 27/00, Бюл. № 45, 1992 г.
Поперечное сечение державки резца выполнено в виде равнобедренной трапеции, на боковых гранях которой выполнены в шахматном порядке сквозные отверстия. В державке вдоль ее продольной оси установлен распорный стержень с силовым болтом. Резец снабжен дополнительными полимерными накладками, которые размещены на боковых сторонах трапеции.
Готовят заготовку державки трапециевидной формы, просверливают отверстия на заготовке и нарезают резьбу в торцевой части державки, устанавливают распорный стержень внутри державки и силовым болтом делают предварительное натяжение металлического трапециевидного каркаса. Данная конструкция помещается в форму и заливается высоконаполненным композиционным материалом. После твердения композиционного материала болт выворачивается, а стержень вынимается, и державка таким образом остается в предварительно напряженном состоянии.
Данный способ изготовления державки резца имеет существенные недостатки:
- технически трудно реализуется с технологической точки зрения изготовление трапециевидного профиля державки резца, такой профиль можно получить в основном из трубных заготовок, для которых требуется дальнейшее упрочнение материала (закалка и отпуск), что увеличивает трудоемкость изготовления сборных резцов.
- сложность изготовления торцевой части державки, так как для предварительного натяжения трапециевидного профиля державки резца силовым болтом необходимо высокое усилие натяжения, высокая прочность резьбового соединения в торцевой части, а это достигается крайне сложно.
Наиболее близким техническим решением к предлагаемому изобретению является способ изготовления резца - Пат. РФ № 1557815, МПК6 В 23 В 27/00, 1995 г.
Изготовление токарного резца заключается в получении полых корпусов головки и тела державки, совпадающей с геометрией, например труба круглого или прямоугольного сечения. На головки выполняют (деформируют) гнездо под режущую пластину, затем осуществляют соединение головки и тела державки, например сваркой. Полученный каркас резца подвергают термообработке, закалке, а после этого полости державки заливают виброгасящим элементом - расплавом чугуна, железобетоном и т.п. После этого резец подвергается дальнейшей термообработке и отпуску при температуре 150-200°С для обеспечения прочности профиля каркаса резца.
Данный способ для изготовления токарного резца имеет существенные недостатки:
- технологически сложный процесс изготовления гнезда под режущую пластину из трубы круглого или прямоугольного сечения, это выбор толщины стенок заготовки при штамповке гнезда, с одной стороны, и, с другой, обеспечение прочности крепления режущей пластины к головке державки;
- достаточно трудоемкий и длительный процесс всего изготовления, высокая себестоимость резца с комбинированными державками.
Задача изобретения - уменьшение себестоимости и металлоемкости при изготовлении с сохранением прочности державки и демпфирующих свойств резца.
Способ изготовления токарного резца, включающий получение заготовок с полым корпусом, формирование гнезда под режущий элемент, термообработку и заполнение полости виброгасящим материалом, причем получают полую заготовку путем сваривания двух металлических пластин, причем конец нижней пластины загибают к верху и вставляют в опорный паз, выполненный на конце нижней поверхности верхней пластины, а конец верхней пластины загибают к низу.
Предложенный способ для изготовления токарного резца поясняется чертежами.
На фиг.1 изображен общий вид токарного резца, содержащего режущий элемент 1, закрепляемый на верхней металлической пластине державки 2, соединенной с нижней металлической пластиной 3 таким образом, чтобы она опиралась под опорный паз головки резца. Верхняя и нижняя пластины соединены свариванием между собой и виброгасящим элементом 4.
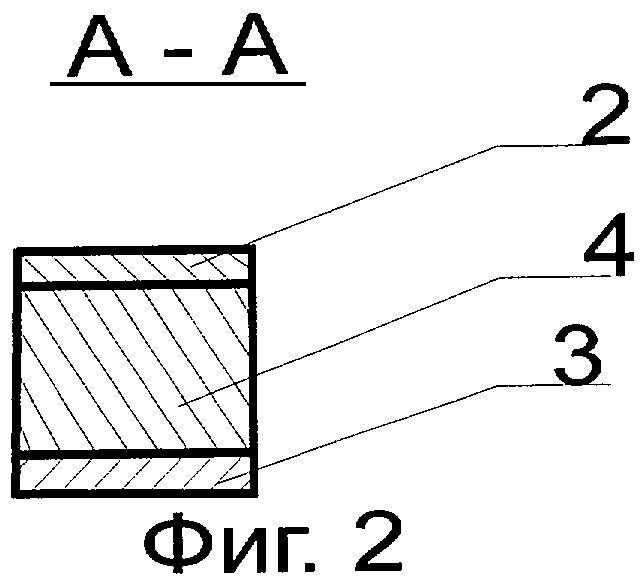
На фиг.2 изображен разрез А-А данного резца.
Применение стандартных пластин с высокой чистотой поверхности и совпадающей с шириной тела державки или листовой материал с различно расположенными отверстиями, которые являются, например, отходами штамповочного производства, позволяет снизить объем механической обработки на 50-70%. При этом из листа отрезаются две заготовки с различно расположенными отверстиями по сечению. Из одной пластины формируют, деформируют, например штамповкой, верхнюю часть державки резца и на конце гнездо под режущий элемент 1. С внутренней стороны верхней пластины 2 под гнездом выполняют опорный паз для упора нижней пластины. Из второй пластины изготовляют нижнюю часть державки резца, для чего изгибают нижнюю пластину 3 таким образом, чтобы она опиралась под опорный паз головки резца. Ширина верхней и нижней пластин совпадает с шириной державки резца. Затем эти две пластины соединяются между собой, например сваркой. Полученную заготовку помещают в форму державки и заливают виброгасящим элементом 4, например расплавом чугуна, железобетоном или композиционным материалом.
Соединение верхней 2 и нижней 3 пластин осуществляется свариванием или в форме при заполнении демпфирующим композиционным материалом. Если толщина верхней и нижней пластин относительно невелика (отходы листовой штамповки могут использоваться разные), то полученный каркас резца подвергают термообработке, закалке, а после этого или одновременно с термообработкой помещают в форму и заливают виброгасящим элементом.
Демпфирующий композиционный материал обеспечивает конструкционную прочность и жесткость резца, ее малую деформацию при работе и одновременно с высокой эффективностью может гасить колебания. Предложенный способ обеспечивает снижение затрат на изготовление сборных резцов.
При точении таким резцом режущий элемент подвергается воздействию сил резания. Вибрации, возникающие в системе СПИД, передаются на державку резца и эффективно гасятся за счет каркаса из пластин, соединенных в виде клина, что обеспечивает жесткую конструкцию, тем самым обеспечивается высокая прочность профиля каркаса резца.
Пример. При токарной обработки резцами в системе СПИД всегда возникают различные по природе колебания, которые передаются на державку. Применение при обработке виброгасящих державок повышает точность токарной обработки и стойкость самих резцов.
Применение предложенного способа обеспечивает получение демпферной сердцевины державки и жесткой наружной конструкции в виде клина, состоящей из металлической верхней и нижней пластин, прочно соединенных между собой сваркой. Жесткость и прочность каркаса державки обеспечивается клинообразным соединением верхней и опорной нижней пластиной в паз. Ось нижней пластины совпадает с направлением равнодействующей силы сопротивления резанию.
Для изготовления пластин берется стальная полоса по ширине размером, совпадающим с размером поперечного сечения резцов, обычно широко используемых в инструментальных цехах. Наиболее ходовые размеры ширины резцов: 12, 16, 20, 25 и 32 мм. Толщина пластин выбирается в зависимости от марки стали и твердости.
При работе берется стандартная полоса толщиной в пределе 4-10 мм из стали 40 Х или 45 с размерами длиной и шириной державки резца, желательно вырубка из цехов штамповки. Сначала из полосы отрезается верхняя часть державки и из нее штампуют, деформируют гнездо под режущую пластину, формируют геометрию резца, снизу под режущей пластиной выполняют опорный паз. Причем механические свойства материала пластины можно выбирать в зависимости от толщины заготовки и мощности штампа. Процесс штамповки из полосы высокопроизводителен, имеет малую трудоемкость (в 5-10 раз ниже, чем при штамповке, например, трубных заготовок).
Из второй пластины изготовляют нижнюю часть державки резца, для этого изгибают пластину по форме поперечного профиля державки таким образом, чтобы она вставлялась в опорный паз под головкой резца. Ширина верхней и нижней пластин совпадает с шириной державки резца.
После изготовления пластин они соединяются, например, сваркой или помещаются в форму, состыковываются между собой с помощью паза и заливается виброгасящим материалом в форме.
Закалку каркаса державки (если она необходима) производят в любое время сразу после сварки или после заполнения виброгасящего элемента, а наиболее оптимально совмещение закалки и заливки.
В качестве виброгасящего элемента используются чугун, железобетон, полимербетон.
Таким образом, виброгасящий резец выполнен из металлических верхнего и нижнего слоев, а виброгасящий элемент расположен между металлическим каркасом. Каркас из пластин и укосин обеспечивает жесткую конструкцию, тем самым обеспечивается высокая прочность профиля каркаса резца, а виброгасящий элемент позволяет эффективно гасить вибрации при точении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКАРНОГО РЕЗЦА | 1988 |
|
RU1557815C |
| РЕЗЕЦ | 2005 |
|
RU2280542C1 |
| Резец для обработки железнодорожных колесных пар | 2022 |
|
RU2787612C1 |
| РЕЗЕЦ | 1996 |
|
RU2131793C1 |
| РЕЗЕЦ | 2002 |
|
RU2217267C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЖАВКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2690875C1 |
| Резец | 1990 |
|
SU1750850A1 |
| КОМПЛЕКТ ОПОРНО-БАЗИРУЮЩИХ ГНЕЗД ПОД МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМЫЕ ПЕРЕТОЧЕННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2217268C2 |
| ОТРЕЗНОЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2181644C2 |
Изобретение относится к области обработки материалов резанием, изготовлению режущего инструмента. Способ включает получение заготовок с полым корпусом, формирование гнезда под режущий элемент и заполнение полости виброгасящим материалом. Для уменьшения трудоемкости изготовления и металлоемкости заготовку с полым корпусом получают путем соединения двух металлических пластин, причем конец нижней пластины загибают кверху и вставляют в опорный паз, выполненный на конце нижней поверхности верхней пластины, а конец верхней пластины загибают книзу. Соединение верхней и нижней пластин может быть выполнено сваркой. Корпус может быть термообработан. 2 з.п. ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКАРНОГО РЕЗЦА | 1988 |
|
RU1557815C |
| Способ изготовления державок режущих инструментов | 1987 |
|
SU1510984A1 |
| Резец | 1991 |
|
SU1779466A1 |
| ДИФФУЗОР, ИМЕЮЩИЙ ВОЗМОЖНОСТЬ СТРУЙНОГО ИСПОЛНИТЕЛЬНОГО РЕГУЛИРОВАНИЯ | 2003 |
|
RU2357088C2 |

