Изобретение относится к технике, предназначенной для разделения твердых материалов по крупности и плотности в водной среде и может быть использовано на горно-обогатительных фабриках, предприятиях строительных материалов, химической промышленности и металлургии.
Известен резиновый элемент футеровки спиральных классификаторов, выполненный в виде плиты в форме кольцевого сектора с клиновидными утолщениями на тыльной (нерабочей) поверхности и крепежными продольными полосами с отверстиями, установленными в пазах на передней (рабочей) поверхности футеровки /авт.св. N 704671 (СССР), кл. B 07 B 1/46, 1979.
Недостатком известной конструкции является низкий срок службы, обусловленный интенсивным износом рабочей поверхности футеровочных элементов и крепежных продольных полос, находящихся в процессе эксплуатации классификатора под постоянным воздействием абразивной массы транспортируемого материала. Кроме того, клиновидное утолщение значительно повышает материалоемкость изделия.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является резиновый элемент футеровки спиральных классификаторов, выполненный в виде плиты в форме кольцевого сектора, состоящего из консольной части и хвостовика, снабженной на тыльной (нерабочей) стороне клиновидным утолщением, предназначенным для размещения передней (рабочей) поверхности плиты под острым углом к плоскости ленты спирали классификатора, а также крепежных элементов, выполненных в виде металлической продольной полосы с отверстиями, размешенной во внутренней части футеровочной плиты, и болтов, головки которых полностью утапливаются в массив резины /авт. св. N 784915 (СССР), кл. B 03 B 5/52,1980.
Недостатком известной конструкции резинового элемента футеровки является низкая экономическая эффективность, обусловленная значительной материалоемкостью изделия. Помимо клиновидного утолщения к дальнейшему повышению материалоемкости футеровки приводит необходимость чрезмерного увеличения толщины футеровочной плиты с целью размещения в массиве резины крепежных продольных полос и утапливания головок болтов крепления для защиты их от износа. Все эти обстоятельства на 25-30% повышают массу элемента футеровки, что приводит к значительным экономическим потерям.
Целью настоящего изобретения является повышение долговечности и снижение материалоемкости резиновых элементов футеровки спиральных классификаторов.
Для достижения поставленной цели в известной конструкции резинового элемента футеровки спиральных классификаторов, выполненного в виде плиты в форме кольцевого сектора, состоящей из консольной части, хвостовика, передней (рабочей) поверхности, расположенной под острым углом δф к плоскости ленты спирали классификатора, а также закладной металлической полосы с крепежными отверстиями, и болтов крепления, тыльная (нерабочая) поверхность элемента футеровки выполнена в виде двух, пересекающихся под тупым углом
δ ≤ 180o-δф
плоскостей, вершина которого обращена к ленте спирали классификатора и совпадает с внешним ее контуром, а в зоне крепежных отверстий выполнены выступы диаметром Dв > D и hв ≥ H, где D и H - диаметр и высота головок болтов крепления.
Анализ существенных признаков, отличающих заявляемое решение от существенных признаков известных технических решений, сходства не обнаружил, что позволяет сделать вывод о том, что заявляемое техническое решение обладает существенными отличиями.
Выполнение резиновых элементов футеровки спиральных классификаторов в виде плит в форме кольцевого сектора, тыльная (нерабочая) поверхность которого образована двумя плоскостями, пересекающимися под тупым углом, позволит избавиться от клиновидного утолщения и тем самым снизить материалоемкость футеровки. Этому также способствует выполнение выступов в зоне крепежных отверстий, которые позволяют при минимальных затратах резины эффективно защитить головки болтов от износа. В свою очередь это способствует повышению долговечности футеровки в целом. Следовательно, в совокупности с известными, новые признаки придают заявляемому объекту новый, не суммарный положительный эффект, т.к. позволяют значительно снизить материалоемкость футеровки и повысить ее долговечность. Таким образом, отличительные признаки заявляемого объекта являются существенными и полезными.
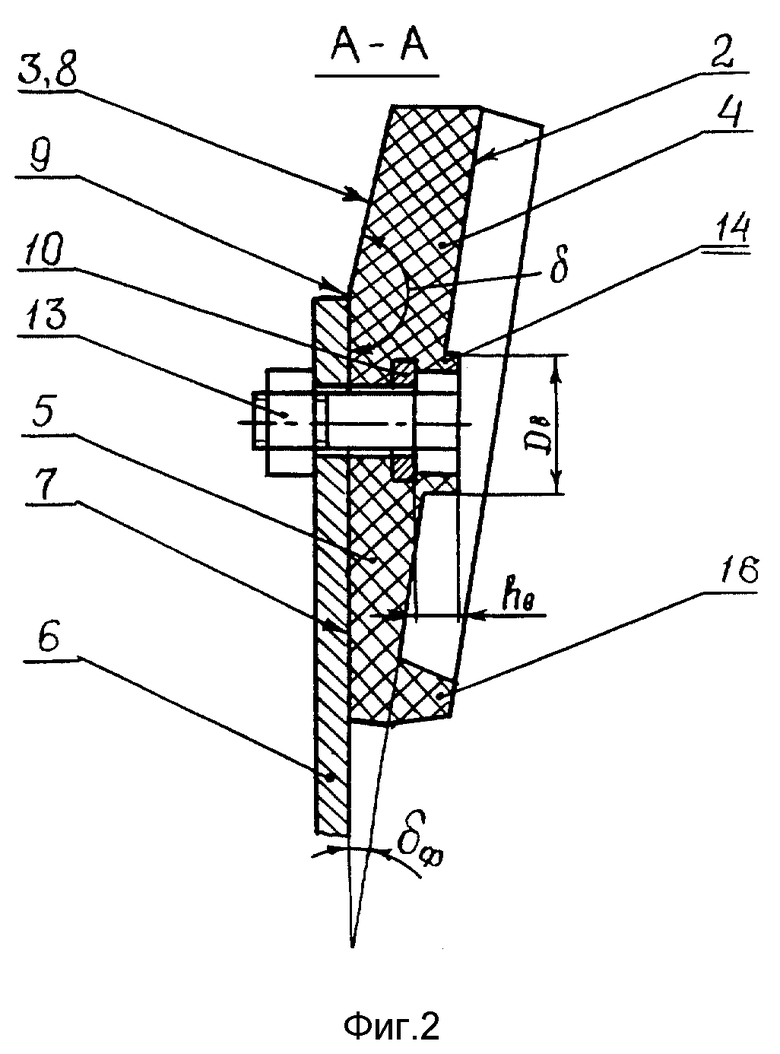
На фиг. 1 изображен элемент резиновой футеровки; на фиг. 2 - сечение А-А на фиг. 1 и схема крепления к ленте спирали.
Элемент футеровки 1 изготовлен из стойкой к изнашиванию в абразивной массе резины и состоит из передней (рабочей) 2 и тыльной (нерабочей) 3 поверхности, а также консольной части 4 и хвостовика 5. Передняя поверхность расположена под острым углом δф к плоскости ленты спирали 6. Тыльная поверхность состоит из двух плоскостей 7 и 8, которые в пересечении образуют тупой угол
δ ≤ 180o-δф,
вершина которого обращена к ленте спирали и совпадает с внешним ее контуром 9. При этом плоскость 7 является тыльной поверхностью хвостовика и совпадает с лентой спирали, а 8 - консольной части футеровки.
Внутри футеровочной плиты расположена закладная деталь - продольная металлическая полоса 10 с отверстиями 11. Эта полоса образует опорные поверхности внутри шестигранных отверстий 12, выполненных в футеровочной плите. В этих отверстиях размещены головки болтов крепления 13, которые полностью утапливаются в цилиндрических выступах 14, выполненных в зоне крепежных отверстий на рабочей поверхности футеровки. Диаметр этих выступов Dв > D, а высота Hв ≥ H, где D и H - диаметр и высота головок болтов крепления.
На рабочей поверхности футеровки выполнены радиальные ребра 15, имеющие в поперечном сечении форму равнобочной трапеции, а вдоль внутреннего контура - продольный выступ 16. Эти элементы повышают износостойкость рабочей поверхности футеровки, и их особенности подробно рассмотрены в работе /патент N 1793970 (СССР), кл. B 03 B 5/52, 1996.
В процессе работы классификатора абразивная масса скользит по рабочей поверхности футеровки в направлении, обратном вращению спирали. Благодаря наличию дискретных выступов 14, головки болтов надежно защищены от износа, что способствует повышению долговечности футеровки. С другой стороны, благодаря наличию этих выступов, нет необходимости утапливать головки этих болтов в массив резины, а продольная металлическая полоса 10 может быть размещена сколь угодно близко к поверхности футеровочной плиты. Все это способствует значительному уменьшению ее толщины и снижению массы.
К дополнительному снижению материалоемкости футеровки приводит выполнение тыльной (нерабочей) поверхности элемента в виде двух, пересекающихся под тупым углом δ ≤ 180o-δф плоскостей. Одна из этих плоскостей совпадает с поверхностью ленты спирали и, следовательно, нет необходимости выполнять клиновидное утолщение с целью наклонного расположения консольной части футеровки относительно ленты.
Указанные мероприятия позволяют на 25-30% снизить массу элемента футеровки и значительно повысить ее эффективность.
Как показала практика, футеровка предлагаемой конструкции более технологична и экономична. За счет экономии материала создается предпосылка для удлинения хвостовика сектора футеровки, что позволяет более эффективно зашивать ленту спирали от износа при установке элементов футеровки всего в один ряд.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резиновая футеровка спирали классификатора | 1984 |
|
SU1180071A1 |
| Футеровка спиралей классификатора | 1986 |
|
SU1389849A1 |
| Резиновая футеровка спирали классификатора | 1989 |
|
SU1641427A1 |
| Резиновая футеровка спиралей классификатора | 1983 |
|
SU1166822A1 |
| Резиновая футеровка спиралей классификатора | 1978 |
|
SU784915A1 |
| Резиновая футеровка спиральных классификаторов | 1989 |
|
SU1793970A3 |
| Резиновая футеровка спиралей классификатора | 1987 |
|
SU1468593A2 |
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ФУТЕРОВКИ СПИРАЛЬНЫХ КЛАССИФИКАТОРОВ | 1993 |
|
RU2069589C1 |
| Резиновая футеровка спиралей классификатора | 1985 |
|
SU1296223A1 |
| Резиновая футеровка спиралей классификатора | 1985 |
|
SU1304882A1 |
Изобретение относится к технике разделения твердых материалов по крупности и плотности. Элемент футеровки выполнен в виде плиты в форме кольцевого сектора, состоящего из консольной части хвостовика и передней (рабочей) поверхности, расположенной под острым углом δф к плоскости ленты спирали классификатора, закладной металлической полосы с крепежными отверстиями и болтов крепления. Тыльная (нерабочая) поверхность элементов футеровки выполнена в виде пересекающихся под тупым углом δ ≤ 180°-δф плоскостей, вершина которого обращена к ленте спирали и совпадает с внешним ее контуром. В зоне крепежных отверстий выполнены выступы диаметром Dв>D и высотой hв≥Н, где D и Н - диаметр и высота головок болтов крепления. Изобретение повышает долговечность и снижает материалоемкость элементов футеровки. 2 ил.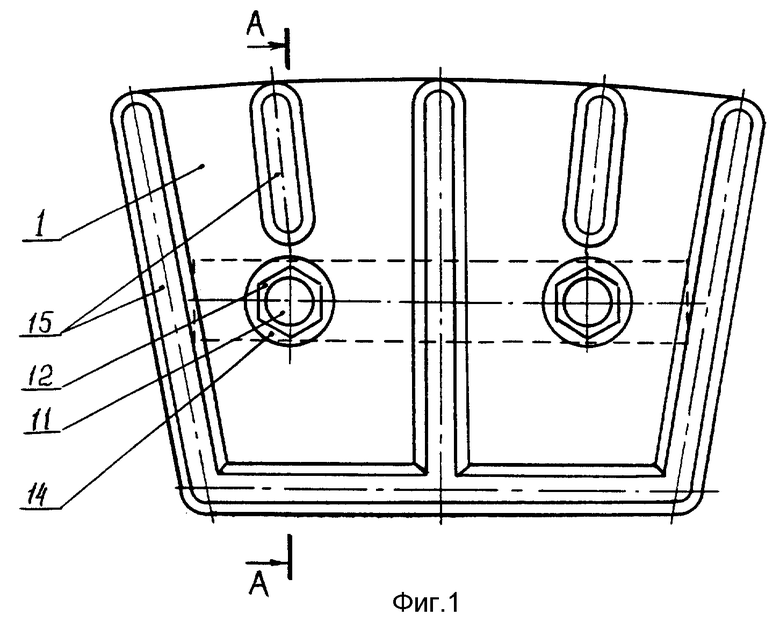
Резиновый элемент футеровки спиральных классификаторов, выполненный в виде плиты в форме кольцевого сектора, состоящего из консольной части, хвостовика, передней (рабочей) поверхности, расположенной под острым углом δф к плоскости ленты спирали классификатора, а также закладной металлической полосы с крепежными отверстиями, и болтов крепления, отличающийся тем, что тыльная (нерабочая) поверхность элемента футеровки выполнена в виде двух пересекающихся под тупым углом
δ ≤ 180°-δф
плоскостей, вершина которого обращена к ленте спирали классификатора и совпадает с внешним ее контуром, а в зоне крепежных отверстий выполнены выступы диаметром Dв > D и высотой hв ≥ H, где D и H - диаметр и высота головок болтов крепления.
| Резиновая футеровка спиралей классификатора | 1978 |
|
SU784915A1 |
| Резиновая футеровка спирального классификатора | 1977 |
|
SU704671A1 |
| Резиновая футеровка спиралей классификатора | 1985 |
|
SU1296223A1 |
| Резиновая футеровка спиральных классификаторов | 1989 |
|
SU1793970A3 |
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ФУТЕРОВКИ СПИРАЛЬНЫХ КЛАССИФИКАТОРОВ | 1993 |
|
RU2069589C1 |
| ФУТЕРОВКА ШАРОВОЙ МЕЛЬНИЦЫ | 1992 |
|
RU2038149C1 |
| GB 1158568 A, 16.07.69 | |||
| Линия приготовления кормовых смесей | 1987 |
|
SU1463214A1 |

