15
Ai4
ОО ОО 00 4 Х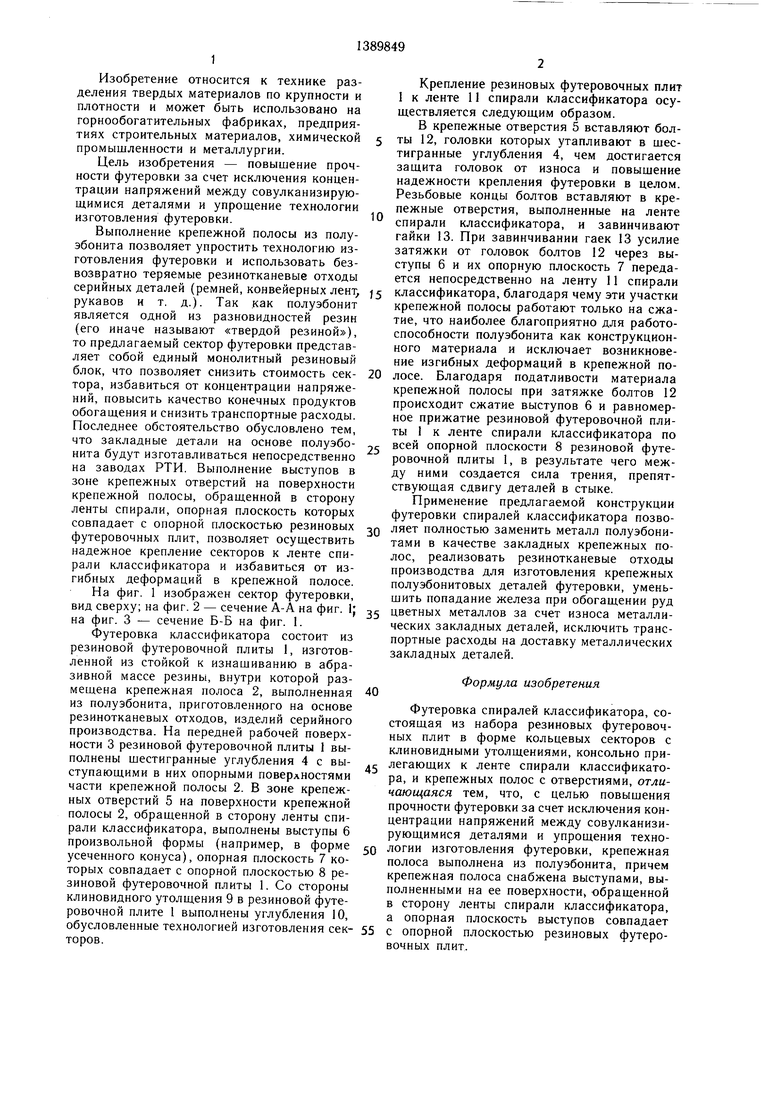
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ФУТЕРОВКИ СПИРАЛЬНЫХ КЛАССИФИКАТОРОВ | 1998 |
|
RU2132740C1 |
| Резиновая футеровка спиралей классификатора | 1978 |
|
SU784915A1 |
| Резиновая футеровка спирали классификатора | 1989 |
|
SU1641427A1 |
| Резиновая футеровка спирали классификатора | 1984 |
|
SU1180071A1 |
| Резиновая футеровка спиралей классификатора | 1985 |
|
SU1296223A1 |
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ФУТЕРОВКИ СПИРАЛЬНЫХ КЛАССИФИКАТОРОВ | 1993 |
|
RU2069589C1 |
| РЕЗИНОВАЯ ФУТЕРОВКА СПИРАЛЕЙ КЛАССИФИКАТОРА | 2004 |
|
RU2285566C2 |
| Резиновая футеровка спиралей классификатора | 1983 |
|
SU1166822A1 |
| Резиновая футеровка спиралей классификатора | 1987 |
|
SU1468593A2 |
| Резиновая футеровка спиральных классификаторов | 1989 |
|
SU1793970A3 |
Изобретение относится к разделению твердых материалов по крупности и плотности и м. б. использовано на горнообогатительных фабриках, предприятиях стройматериалов, химической пром-ти и .металлургии. Цель - повышение прочности футеровки за счет исключения концентрации напряжений между совулканизирующимися деталями и упрощение технологии ее изготовления. Футеровка состоит из набора резиновых футеровочных плит (ФП) в форме кольцевых секторов с клиновидными утолщениями, консольно прилегающих к ленте спирали классификатора (ЛСК). Внутри ФП размещены крепежные полосы 2 из полуэбонита. На обращенной в сторону ЛСК поверхности полосы 2 в зоне крепежных отверстий 5 выполнены выступы (В) 6. Опорная плоскость 7 В 6 совпадает с опорной плоскостью ФП, для крепления которых к ЛСК в отверстия 5 вставляют болты 12 и завинчивают их гайками 13. Усилия от затяжки головок болтов 12 приводит к сжатию В 6 и равномерному прижатию ФП по всей опорной плоскости ЛСК. 3 ил. 2 SS (Л
Фиг.г
Изобретение относится к технике разделения твердых материалов по крупности и плотности и может быть использовано на горнообогатительных фабриках, предприятиях строительных материалов, химической промышленности и металлургии.
Цель изобретения - повышение прочности футеровки за счет исключения концентрации напряжений между совулканизирую- щимися деталями и упрощение технологии изготовления футеровки.
Выполнение крепежной полосы из полуэбонита позволяет упростить технологию изготовления футеровки и использовать безвозвратно теряемые резинотканевые отходы серийных деталей (ремней, конвейерных лент, рукавов и т. д.). Так как полуэбонит является одной из разновидностей резин (его иначе называют «твердой резиной), то предлагаемый сектор футеровки представляет собой единый монолитный резиновый блок, что позволяет снизить стоимость сек- тора, избавиться от концентрации напряжений, повысить качество конечных продуктов обогащения и снизить транспортные расходы. Последнее обстоятельство обусловлено тем, что закладные детали на основе полуэбо- нита будут изготавливаться непосредственно на заводах РТИ. Выполнение выступов в зоне крепежных отверстий на поверхности крепежной полосы, обращенной в сторону ленты спирали, опорная плоскость которых совпадает с опорной плоскостью резиновых футеровочных плит, позволяет осуществить надежное крепление секторов к ленте спирали классификатора и избавиться от из- гибных деформаций в крепежной полосе.
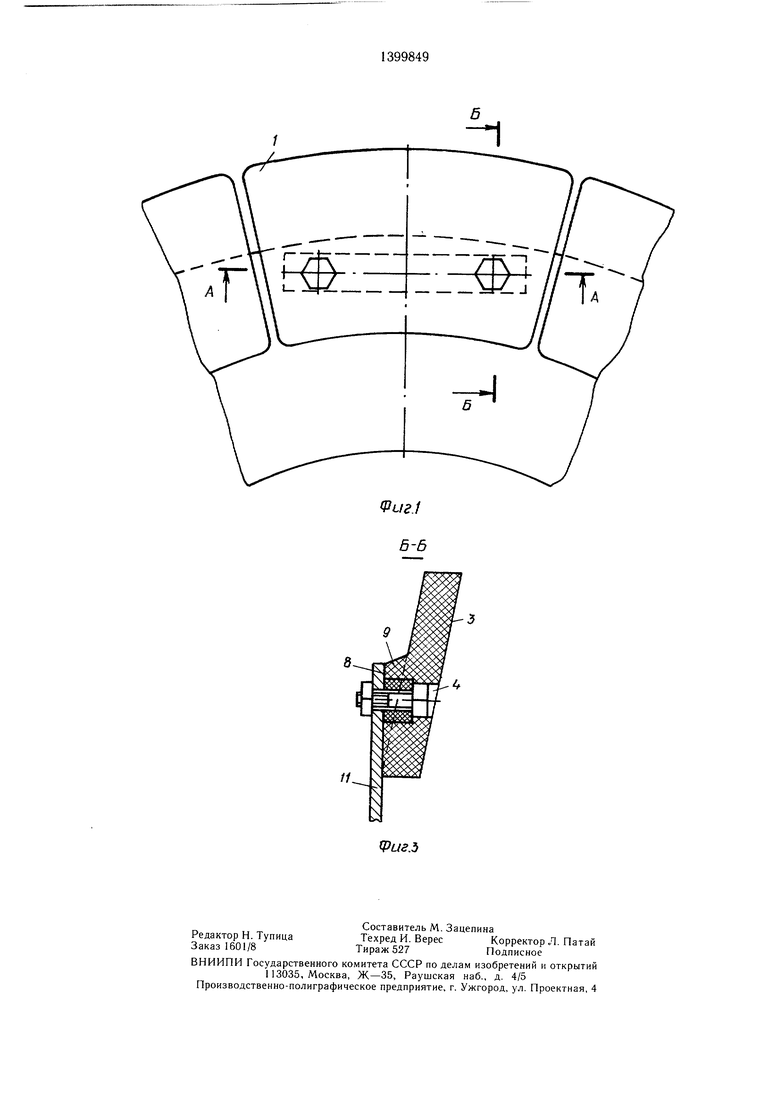
На фиг. 1 изображен сектор футеровки, вид сверху; на фиг. 2 - сечение А-А на фиг. 1| на фиг. 3 - сечение Б-Б на фиг. 1.
Футеровка классификатора состоит из резиновой футеровочной плиты 1, изготовленной из стойкой к изнашиванию в абразивной массе резины, внутри которой размещена крепежная полоса 2, выполненная из полуэбонита, приготовленного на основе резинотканевых отходов, изделий серийного производства. На передней рабочей поверхности 3 резиновой футеровочной плиты 1 выполнены шестигранные углубления 4 с вы
ступающими в них опорными поверхностями части крепежной полосы 2. В зоне крепежных отверстий 5 на поверхности крепежной полосы 2, обращенной в сторону ленты спирали классификатора, выполнены выступы 6 произвольной формы (например, в форме усеченного конуса), опорная плоскость 7 которых совпадает с опорной плоскостью 8 резиновой футеровочной плиты 1. Со стороны клиновидного утолщения 9 в резиновой футеровочной плите 1 выполнены углубления 10, обусловленные технологией изготовления сек- торов.
Q
0
5
Q 5
Крепление резиновых футеровочных плит 1 к ленте 11 спирали классификатора осуществляется следующим образом.
В крепежные отверстия 5 вставляют болты 12, головки которых утапливают в щес- тигранные углубления 4, чем достигается защита головок от износа и повышение надежности крепления футеровки в целом. Резьбовые концы болтов вставляют в крепежные отверстия, выполненные на ленте спирали классификатора, и завинчивают гайки 13. При завинчивании гаек 13 усилие затяжки от головок болтов 12 через выступы 6 и их опорную плоскость 7 передается непосредственно на ленту 11 спирали классификатора, благодаря чему эти участки крепежной полосы работают только на сжатие, что наиболее благоприятно для работоспособности полуэбонита как конструкционного материала и исключает возникновение изгибных деформаций в крепежной полосе. Благодаря податливости материала крепежной полосы при затяжке болтов 12 происходит сжатие выступов 6 и равномерное прижатие резиновой футеровочной плиты 1 к ленте спирали классификатора по всей опорной плоскости 8 резиновой футеровочной плиты 1, в результате чего между ними создается сила трения, препятствующая сдвигу деталей в стыке.
Применение предлагаемой конструкции футеровки спиралей классификатора позволяет полностью заменить металл полуэбони- тами в качестве закладных крепежных полос, реализовать резинотканевые отходы производства для изготовления крепежных полуэбонитовых деталей футеровки, уменьшить попадание железа при обогащении руд цветных металлов за счет износа металлических закладных деталей, исключить транспортные расходы на доставку металлических закладных деталей.
Формула изобретения
Футеровка спиралей классификатора, состоящая из набора резиновых футеровочных плит в форме кольцевых секторов с клиновидными утолщениями, консольно прилегающих к ленте спирали классификатора, и крепежных полос с отверстиями, отли- чающаяся тем, что, с целью повыщения прочности футеровки за счет исключения концентрации напряжений между совулканизи- рующимися деталями и упрощения технологии изготовления футеровки, крепежная полоса выполнена из полуэбонита, причем крепежная полоса снабжена выступами, выполненными на ее поверхности, обращенной в сторону ленты спирали классификатора, а опорная плоскость выступов совпадает с опорной плоскостью резиновых футеровочных плит.
| Резиновая футеровка спирального классификатора | 1977 |
|
SU704671A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Резиновая футеровка спиралей классификатора | 1978 |
|
SU784915A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
