1
(21)4688071/03
(22) 27.03.89
(46) 15.04.91. Бюл. №14
(71)Ставропольский политехнический институт
(72)Н.С.Пенкин, В.М.Сербин и А.ГТкачев
(53)622.752.3 (088.8)
(56)Авторское свидетельство СССР № 1217477, кл. В 03 В 5/52,1983.
Авторское свидетельство СССР № 118071, кл. ВОЗ В 5/52, 1984.
(54)РЕЗИНОВАЯ ФУТЕРОВКА СПИРАЛИ КЛАССИФИКАТОРА
(57)Изобретение относится к технике разделения твердых материалов по крупности и плотности в водной среде. Цель - снижение металлоемкости и трудоемкости изготовления резиновой футеровки спирали классификатора малых типоразмеров. Футеровка состоит из набора резиновых футеровочных плит (ФП) 1 в форме кольцевых секторов, прикрепленных с помощью болтов к кронштейнам (К) классификатора. Внутри ФП 1
размещены крепежные закладочные детали в виде плоских шайб (ПШ) 2 диаметром Ош - (0,4 - 0,5) Н, где h - расстояние от центра крепежного отверстия 3 до ближайшей боковой поверхности ФП 1, Н - расстояние от опорной плоскости ФП 1 до поверхности ЛШ 2, обращенной к К классификатора. Для крепления ФП 1 в отверстие 3 вставляют крепежные болты, резьбовые концы которых вставляют в отверстие К классификаторов и завинчивают гайки. По мере завинчивания гаек ПШ 2 занимают положение, параллельное поверхности К. Благодаря упругим свойствам материала, из которого изготовлены ФП 1 - резине, ФП 1 принимают форму прямого винтового геликоида. При дальнейшей затяжке болта под ПШ 2 образуется так называемый конус давления, за счет упругой деформации которого достигается надежное крепление ФП 1 к К классификатора, 4 ил.
с
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка спиралей классификатора | 1986 |
|
SU1389849A1 |
| Резиновая футеровка спиралей классификатора | 1978 |
|
SU784915A1 |
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ФУТЕРОВКИ СПИРАЛЬНЫХ КЛАССИФИКАТОРОВ | 1993 |
|
RU2069589C1 |
| Резиновая футеровка спирали классификатора | 1984 |
|
SU1180071A1 |
| РЕЗИНОВАЯ ФУТЕРОВКА СПИРАЛЕЙ КЛАССИФИКАТОРА | 2004 |
|
RU2285566C2 |
| РЕЗИНОВЫЙ ЭЛЕМЕНТ ФУТЕРОВКИ СПИРАЛЬНЫХ КЛАССИФИКАТОРОВ | 1998 |
|
RU2132740C1 |
| Резиновая футеровка спиралей классификатора | 1983 |
|
SU1166822A1 |
| Резиновая футеровка спиралей классификатора | 1985 |
|
SU1296223A1 |
| Резиновая футеровка спиральных классификаторов | 1989 |
|
SU1793970A3 |
| Резиновая футеровка спирального классификатора | 1977 |
|
SU704671A1 |
Изобретение относится ктехнике, предназначенной для разделения твердых материалов по крупности и плотности в водной среде, и может быть использовано на горно- обогатительных фабриках, предприятиях строительных материалов, химической промышленности и металлургии, применяющих спиральные классификаторы малых типоразмеров (с диаметром спирали 300, 480 и 750 мм).
Целью изобретения является снижение металлоемкости и трудоемкости изготовления резиновой футеровки спирали классификатора малых типоразмеров.
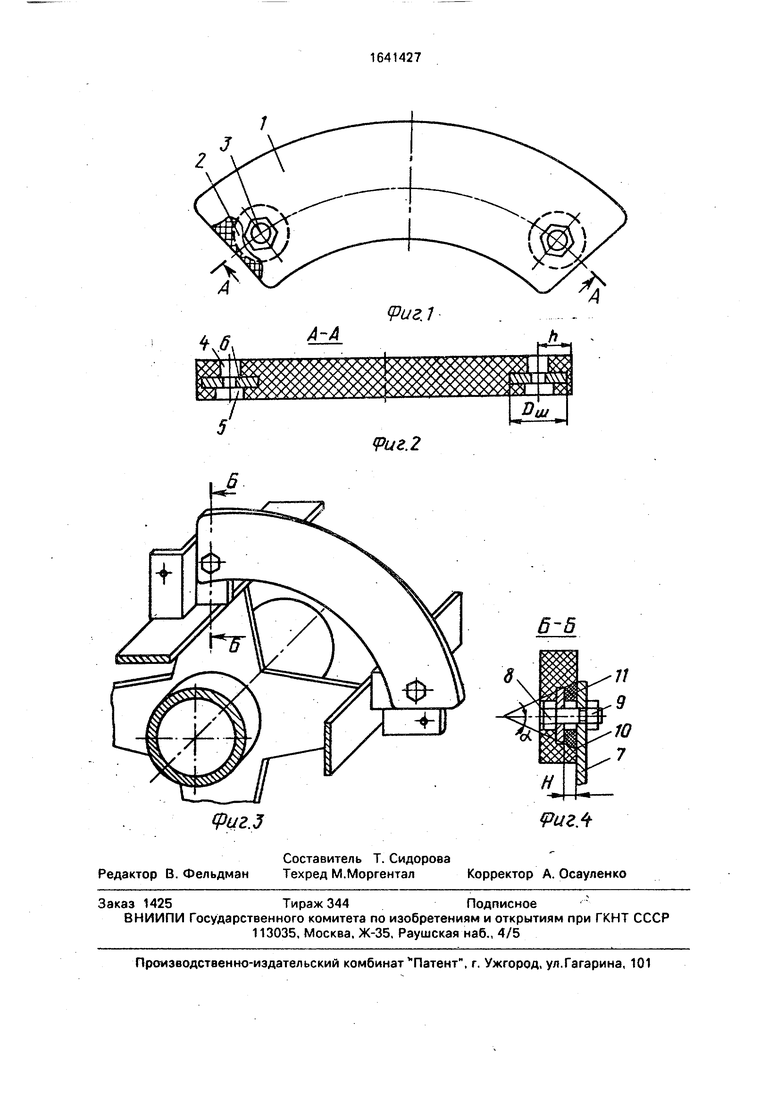
На фиг. 1 представлен сектор Футеровки, общий вид; на фиг. 2 - сечение А - А на фиг. 1; на фиг. 3 - сектор футеровки, прикрепленный к кронштейнам классификатора; на фиг. 4 - сечение Б - Б на фиг. 3.
Резиновая футеровка спирали классификатора малых типоразмеров включает набор прилегающих консольно к кронштейнам классификатора футеровочных плит, выполненных в форме кольцевых секторов с установленными внутри каждой плиты закладными деталями с крепежными отверстиями, эти детали выполнены в виде плоских шайб диаметром
Ош (0,4-0,5)-Н},
О
ь
Ј ю
VI
где h - расстояние от центра крепежного отверстия до ближайшей боковой поверхности футеровочной плиты;
И - расстояние от опорной плоскости футеровочной плиты до поверхности плоской шайбы, обращенной к кронштейнам классификатора.
Выполнение закладных крепежных деталей в виде плоских шайб диаметром Ош - (0.4 - 0,5)-Н позволяет оптимизировать геометрические параметры крепежных элементов и упростить оснастку, при помощи которых они изготавливаются.
Сектор футеровки 1 (футеровочной плиты) изготовлен из стойкой к изнашиванию в абразивной массе резины. Внутри сектора расположены закладные крепежные детали, выполненные в виде плоских шайб 2, расположенных в зоне крепежных отверстий 3. Крепежные отверстия выполнены в форме шестигранника (шестигранного углубления) 4 с рабочей стороны футеровочной плиты и цилиндра (цилиндрического углубления) 5 - с тыльной. Шестигранное углубление 4 соответствует головке крепежного болта, при помощи которого сектор футеровки крепится к кронштейнам классификатора. Цилиндрическое углубление 5 является технологическим и образуется упором, на который укладывается шайба 2 при формовании и вулканизации сектора футеровки в пресс-форме. Внутри крепежного отверстия выступает опорная поверхность 6 в виде части плоской шайбы 2.
Крепление секторов футеровки 1 к кронштейнам 7 осуществляется следующим образом. В крепежные отверстия 3 вставляют болты 8, головки которых утапливают в шестигранные углубления 4. Резьбовые концы болтов вставляют в крепежные отверстия, выполненные в кронштейнах 7, и завинчивают гайки 9. По мере завинчивания гаек плоские шайбы 2 прижимаются к поверхности кронштейнов 7 и занимают положение, параллельное этой поверхности. Вместе с шайбами такое же положение занимает опорная плоскость 10 сектора футеровки 1. Благодаря упругим свойствам материала футеровки - резине, футеровочная плита принимает форму прямого винтового геликоида.
При дальнейшей затяжке болта между опорной плоскостью 10 сектора футеровки 1 и поверхностью плоской шайбы 2, обращенной к кронштейнам 7, образуется так называемый конус давления 11, тангенс угла наклона образующей которого к оси составляет
tg a -0,4 -0,5
Минимально необходимый диаметр плоской шайбы 2, при котором основание конуса давления 11 вписывается в контур футеровочной плиты, определяется из выражения
Ош - - (0,4 - 0,5)НЗ,
где h - расстояние от центра крепежного отверстия 3 до ближайшей боковой поверхности футеровочной плиты 1;
Н -расстояние от опорной плоскости 10 футеровочной плиты 1 до поверхности плоской шайбы 2, обращенной к кронштейнам 7.
При выполнении этого условия плоская шайба 2 имеет минимальную металлоемкость, а основание конуса давления 11 максимальную площадь контакта с поверхностью кронштейна 7, за счет чего достигается надежное крепление секторов. Кроме того, при выполнении этого условия плоская шайба 2 по всей поверхности, вклю-1
чая боковую, заключена в массив резины, что позволяет защитить ее от износа и коррозии.
Применение предлагаемой футеровки позволяет снизить металлоемкость и трудоемкость ее изготовления. Кроме того, установка в зоне крепежных отверстий независимых дискретных элементов - плоских шайб позволяет полностью устранить брак, связанный с отклонением межцентрового
расстояния этих отверстий.
Формула изобретения Резиновая футеровка спирали классификатора, включающая набор прилегающих
консольно к кронштейнам классификатора футеровочных плит, выполненных в форме кольцевых секторов с установленными внутри каждой плиты закладными деталями с крепежными отверстиями, отличающая с я тем, что, с целью снижения металлоемкости и трудоемкости изготовления резиновой футеровки спирали классификатора малых типоразмеров, закладные детали выполнены в виде плоских шайб диаметром
Ош (0,4-0,5)-Н. . где h - расстояние от центра крепежного отверстия до ближайшей боковой поверхности футеровочной плиты;
Н - расстояние от опорной плоскости футеровочной плиты до поверхности плоской шайбы.
А-А
Фиг.1
Фиг.2
6-5
