Изобретение относится к термической обработке плотносмотанных рулонов тонкой холоднокатаной полосы, например жести, автолиста и т.п., и может быть использовано в черной и цветной металлургии.
Для термической обработки плотносмотанных рулонов широко применяются одностопные колпаковые печи. На стенде печи располагают садку металла в виде одной стопы, состоящей из одного или нескольких рулонов (3 - 8), поставленных один на другой. Сверху стопу накрывают муфелем из жароупорной стали, который предназначен для образования рабочего пространства, изолированного от факелов горелок и обеспечивающего циркуляцию защитного газа. Для ускорения процессов нагрева и охлаждения металла в печи с помощью специального вентилятора, расположенного под стендом, создают принудительную циркуляцию защитного газа, который проходит через специальные конвекторые кольца (прокладки), разделяющие рулоны в стопе, и тем самым обеспечивая интенсивный конвективный теплообмен. Во время нагрева на стенд устанавливают нагревательный колпак, на котором имеются газовые горелки или электронагреватели. После окончания процессов нагрева и выдержки нагревательный колпак снимается со стенда и переносится на другой, где начинается новый цикл нагрева, а на данной печи происходит процесс охлаждения садки, которая заканчивается, когда наиболее медленно остывающая часть садки достигнет температуры 150 - 160oC, при которой снимают муфель. Рулоны со стенда транспортируются на склад или дрессировочный стан, а на данной печи начинают формировать новую садку.
Охлаждение является самой длительной стадией во всем цикле отжига: нагрев с выдержкой длится 30 - 50 ч, а охлаждение - 60-90 ч (В зависимости от массы садки и конструкции печи). В первых конструкциях колпаковых печей, которые и в настоящее время эксплуатируются на металлургических заводах РФ, охлаждение садки происходило естественным путем в окружающее пространство цеха.
Известна конструкция колпаковой печи, принятая на аналог, в которой для охлаждения используется специальная конструкция - колпак ускоренного охлаждения [1], который включает металлический кожух, устанавливаемый поверх муфеля, причем в верхней или нижней части кожуха расположены вентиляторы, засасывающие холодный воздух из цеха. Холодный воздух проходит в зазор между муфелем и кожухом колпака охлаждения и отбирает тепло от стенки муфеля. Затем воздух выбрасывается вверх или вниз через специальные отверстия в кожухе. Кроме того, в верхней части кожуха расположена кольцевая трубка, через отверстия которой муфель можно поливать водой.
Данная конструкция позволяет ускорить процесс охлаждения, однако имеет ряд существенных недостатков. Вентилятор, установленный наверху, сильно перегревается; вода приводит к сокращению срока службы дорогостоящего муфеля. Следует также отметить то, что сплошной цилиндр кожуха колпака охлаждения является дополнительным экраном для теплоотдачи излучением от муфеля и поэтому замедляется охлаждение садки за счет экранирования теплообмена излучением. Особенно это сильно сказывается в конце периода охлаждения, когда охлаждающий воздух в верхней части колпака ускоренного охлаждения, нагреваясь по ходу движения, делает практически равными температуры муфеля и корпуса колпака, что практически прекращает теплообмен излучением и, следовательно, замедляет процесс охлаждения садки.
Наиболее близким техническим решением, принятым за прототип, является конструкция колпака ускоренного охлаждения [2], в которой используются не переносные, а стационарные вентиляторы, обеспечивающие централизованное питание всего отделения колпаковых печей эжекторным воздухом, которые подают по гибким шлангам воздух в общий коллектор охлаждающего устройства, устанавливаемого в начале периода охлаждения сверху муфеля и стенда, причем на коллекторе, охватывающем в виде тора со всех сторон низ муфеля, установлены параллельно образующей муфеля вертикальные стояки, имеющие ряд обращенных к поверхности муфеля и обеспечивающих подачу струй эжекторного воздуха перпендикулярно к ней круглых или щелевых отверстий, причем верхние отверстия в стояках выполнены на уровне, превышающем верхний срез конвекторного кольца, установленного между вторым и третьим рулонами, на высоту данного кольца.
Как показали результаты опытно-промышленного опробования данной конструкции в ЛПЦ-5 АО ММК период охлаждения уменьшается на 15 - 18%. Однако и данная конструкция имеет ряд недостатков, которые снижают эффективность ее использования.
Струи, бьющие перпендикулярно о поверхность муфеля, плохо используют охлаждающий эффект всей массы подаваемого воздуха, т.к. в этом случае после удара значительная масса воздуха уходит от муфеля. Особенно значителен этот эффект при использовании круглых струй. Основной эффект от струйного охлаждения за счет подачи эжекторного воздуха происходит из-за создания активного движения большой массы окружающего цехового воздуха относительно поверхности муфеля. Однако это воздействие не очень велико, во-первых, в силу того, что значительная часть охлаждающего воздуха не движется по муфелю, отбрасывается назад; во-вторых, давление эжекторного воздуха не превышает 8 кПа, что не позволяет получить высокую скорость истечения струй из отверстий. Не охлаждается также верхняя торцевая поверхность муфеля, хотя в этой области стопы происходит интенсивное охлаждение верхнего торца рулона излучением. Следует также отметить, что при непрерывном натекании струи на нагретую поверхность интенсивность теплообмена между ними в зоне контакта уменьшается, так как поверхность охлаждается и новые порции холодного воздуха приходят на менее нагретый металл, что замедляет процесс охлаждения.
Целью изобретения является ускорение процесса охлаждения металла в одностопной колпаковой печи.
Поставленная цель достигается тем, что стояки имеют высоту от 1/3 до 2/3 высоты муфеля, а вертикальные направляющие и несущие соединены с кольцевым коллектором и выполнены из труб, которые сверху соединены с горизонтальными трубами, расположенными над муфелем и в свою очередь приварены к площадке с проушиной для мостового крана, причем кольцевой коллектор имеет внутри две диаметрально расположенные заглушки и соединен с подводом эжекторного воздуха двумя патрубками через клапан с приводом и реле времени, которые обеспечивают попеременную подачу воздуха в течение 2 - 15 мин через один из патрубков в одну из половин коллектора; стояки имеют щелевые отверстия с соотношением высоты к ширине 5:1-10:1, которые обращены к поверхности муфеля так, чтобы истекающие из них струи воздуха набегали на боковую поверхность муфеля под углом 8 - 25o, причем отверстия рядом стоящих стояков разнесены по высоте в шахматном порядке и направлены в одну сторону относительно оси: на одной половине коллектора по часовой стрелке, а на другой - против; несущие вертикальные трубы имеют щелевые отверстия, которые расположены выше среза стояков в шахматном порядке по обе стороны от оси труб обеспечивают угол встречи струй с поверхностью муфеля 8 - 25o; горизонтальные патрубки имеют заглушки на месте прикрепления их с площадкой с проушиной и снабжены щелевыми отверстиями с обеих сторон по оси трубы, обращенными к крышке муфеля и подающими воздушные струи так, чтобы обеспечить их встречу с поверхностью муфеля под углом 8 - 25o.
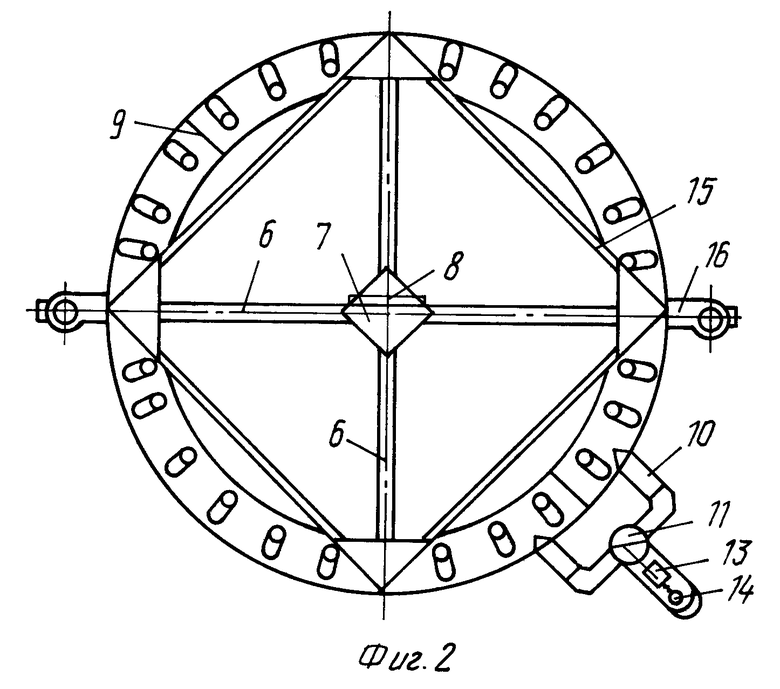
На фиг. 1 представлен общий вид предлагаемого устройства для охлаждения садки одностопной колпаковой печи; на фиг. 2 представлен вид сверху устройства. Оно включает кольцевой коллектор 1, фланец 2, опоры 3, вертикальные направляющие и несущие трубы 4, вертикальные стояки 5, которые соединены с горизонтальными трубами 6. Последние приварены к площадке 7, на которой закреплена проушина 8 для крюка мостового крана. В кольцевом коллекторе 1 диаметрально противоположно расположены две заглушки 9, которые делят на две части. Стояки 5, несущие трубы 4 и горизонтальные трубы 5 имеют щелевые отверстия, которые расположены так, чтобы струя, выходящая из отверстий, встречалась с поверхностью охлаждения под уголом 8 - 25o. Каждая из половин кольцевого коллектора 1 соединена патрубком 10 с клапаном 11, который соединен гибким шлангом 12 с фланцем 2. Клапан 11 снабжен приводом 13 и реле времени 14. Для придания жесткости конструкция имеет ригели и стяжки 15. Кольцевой коллектор снабжен двумя направляющими 16.
Данное устройство работает следующим образом. Мостовым краном за проушину 8 устройство переносится по цеху и устанавливается на стенде 17 колпаковой печи, на которой закончился период нагрева. Центрирующие направляющие обеспечивают строго вертикальное перемещение устройства вниз симметрично относительно муфеля 18. С помощью направляющих 16 и вертикальных карандашей 19 на стенде осуществляется фиксация кольцевого коллектора 1 относительно подвода эжекторного воздуха 20. С помощью фланца 2 кольцевой коллектор 1 через гибкий шланг 12 соединяется с общецеховой системой питания воздухом от эжекторного вентилятора. Воздух выходит из щелевых отверстий в стояках 5, направляющих и несущих трубах 4 и горизонтальных трубах 6, имеющих заглушки на месте крепления к площадке с проушиной и снабженных щелевыми отверстиями так, чтобы натекающая на поверхность муфеля струя встречалась с ней под углом 8 - 25o, что обеспечивает прилипание струи к муфелю, увеличение времени контакта ее с поверхностью муфеля и, что весьма важно, вовлечение значительно большей массы охладителя в процессе охлаждения муфеля и как следствие интенсификацию последнего. Высота вертикальных стояков выбирается равной от 1/3 до 2/3 высоты муфеля, т.к. в этой области внутри муфеля имеет место значительный расход циркулирующей по садке защитной атмосферы. Как показали исследования, через верхние конвекторные кольца проходит не более 20 - 30% всей циркулирующей атмосферы.
Щелевые отверстия на вертикальных стояках 5 расположены следующим образом. Стояки 5, находящиеся на одной половине кольцевого коллектора, имеют отверстия, направленные в одну сторону, причем на соседних стояках они разнесены по высоте, т. е. расположены в шахматном порядке. На стояках одной половины кольцевого коллектора все отверстия направлены в одну сторону, например, по часовой стрелке; отверстия на стояках другой половины коллектора направлены против часовой стрелки. Такое расположение отверстий создает достаточно мощный поток вытекающего охлаждающего воздуха по поверхности муфеля 18, что в свою очередь обеспечивает размывание пограничного слоя и интенсифицирует вовлечение окружающего холодного воздуха цеха в движение относительно муфеля.
Щелевые отверстия на вертикальных направляющих и несущих трубах 4 начинаются выше среза стояков 5 и выполнены так, чтобы обеспечить оптимальный угол атаки струей муфеля 18, причем на каждом уровне расположено по два щелевых отверстия симметрично оси трубы, которые также позволяют интенсифицировать движение воздуха относительно муфеля. Причем использование для подачи охлаждающего воздуха направляющих и несущих труб 4 позволит уменьшить экранирование и не сократить составляющую теплообмена излучением.
Истечение струй из горизонтальных труб 6 интенсифицирует теплообмен от торца верхнего рулона, что также позволит сократить период охлаждения садки. Каждый горизонтальный отрезок трубы имеет 8 - 15 пар щелевых отверстий, расположенных симметрично оси труб и обращенных к крышке муфеля так, чтобы струи натекали на поверхность под углом 8 - 25o. Все отверстия выполнены в виде щелей, что позволяет эффективнее использовать воздух на охлаждение вследствие улучшения аэродинамики обтекания поверхности муфеля. Соотношение ширины отверстия к его длине должно изменяться в пределах 1:5-1:10.
Для увеличения скорости истечения струй кольцевой коллектор 1 разделен на две части с помощью двух заглушек 9 и клапана 11, привод которого 13 приводится в действие по команде реле времени 14. В течение одного периода, который колеблется от 2 до 15 мин, весь воздух подается клапаном через один из патрубков 10 в одну половину кольцевого коллектора. Затем реле времени 14 дает команду и привод 13 перемещает клапан 11 в другое крайнее положение, при котором весь воздух подается в другую половину коллектора. Таким образом, реализуется принцип импульсного охлаждения, эффективность которого выше, чем при непрерывной подаче охладителя на охлаждаемую поверхность. Это происходит вследствие того, что при непрерывном охлаждении новые и новые порции охладителя поступают в одну и ту же зону, поверхности которой уже охладились за счет первых порций охладителя, что приводит к снижению интенсивности теплоотдачи вследствие снижения градиента температур между муфелем и охладителем. Для нового повышения температуры муфеля необходимо время, в течение которого осуществляется нагрев муфеля изнутри как за счет теплоотдачи от защитного газа, так и за счет внутренних перетоков тепла теплопроводностью в стенке муфеля. Интервал, в течение которого осуществляется подача охладителя в одну из половин коллектора, определяется экспериментально (он зависит от массы садки, величины и развеса рулонов, толщины металла и т.п.), причем его длительность изменяется по ходу охлаждения - она увеличивается.
Данная конструкция устройства ускоренного охлаждения позволит сократить длительность периода охлаждения на 22 - 28%.
Список литературы
1. Аптерман В.Н., Тымчак В.М. Производительность трехстопных колпаковых печей для отжига рулонов холоднокатаной стальной ленты //Сб. трудов Стальпроекта. Вып. N 2. - М.:Металлургиздат, 1962. - С. 62 - 69.
2. Устройство для охлаждения металла // Алиев Э.В., Беленький А.М., Бердышев В.Ф. и др. Положительное решение на выдачу патента РФ от 31.08.95. Заявка N 94-028158/02 (028284) от 27.07.94, кл. C 21 D 9/663.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2082777C1 |
| СПОСОБ ОХЛАЖДЕНИЯ САДКИ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2061766C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1998 |
|
RU2138749C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2096710C1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| КОЛПАКОВАЯ ПЕЧЬ | 1997 |
|
RU2128234C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086672C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1996 |
|
RU2114186C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2078836C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2125104C1 |
Изобретение относится к термообработке рулонов тонкой холоднокатаной полосы, например жести. Устройство позволит ускорить охлаждение металла в печи. Устройство включает переносную конструкцию, вентилятор эжекторного воздуха общий на отделение, трубопровод с клапанами для подачи воздуха к стенду, охватывающий муфель снизу кольцевой коллектор с опорами и гибким шлангом и фланцем для соединения со стояком-подводом вентилятора эжекторного воздуха, с установленными параллельно образующей муфеля вертикальными стояками с отверстиями, обращенными к муфелю, вертикальные направляющие и несущие соединены с кольцевым коллектором, кольцевой коллектор имеет внутри две диаметрально расположенные заглушки и соединен с подводом эжекторного воздуха двумя патрубками через клапан с приводом и реле времени, стояки имеют щелевые отверстия, которые обращены к поверхности муфеля, несущие вертикальные трубы тоже имеют отверстия, которые расположены выше среза стояков в шахматном порядке, горизонтальные трубы имеют заглушки на месте прикрепления их с площадкой с проушиной и снабжены щелевыми отверстиями с обеих сторон по оси трубы. 2 ил.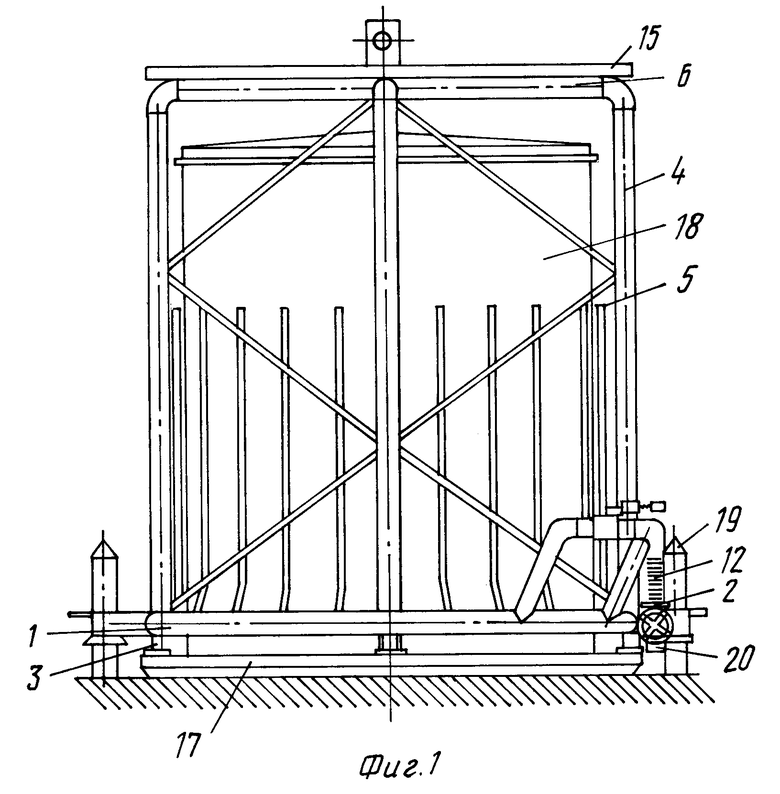
Устройство для охлаждения металла в одностопной колпаковой печи, выполненное переносным и содержащее вертикальные и несущие направляющие, охватывающий муфель снизу кольцевой коллектор с опорами, гибким шлангом и фланцем для соединения со стояком-подводом вентилятора эжекторного воздуха, с установленными параллельно образующей муфеля вертикальными стояками с отверстиями, обращенными к муфелю, отличающееся тем, что стояки имеют высоту от 1/3 до 2/3 высоты муфеля, а вертикальные направляющие и несущие соединены с кольцевым коллектором и выполнены в виде труб, соединенных сверху с горизонтальными трубами, расположенными над муфелем, которые приварены к площадке с проушиной для мостового крана, причем кольцевой коллектор имеет внутри две диаметрально расположенные заглушки и соединен с подводом эжекторного воздуха двумя патрубками через клапан с приводом и реле времени, для обеспечения попеременной подачи воздуха в течение 2 - 15 мин, через один из патрубков в одну из половин коллектора, стояки имеют щелевые отверстия с соотношением высоты к ширине 5 : 1 - 10 : 1 и обращены к поверхности муфеля так, чтобы истекающие из них струи воздуха набегали на боковую поверхность муфеля под углом 8 - 25o, причем отверстия рядом стоящих стояков разнесены по высоте в шахматном порядке и направлены в одну сторону относительно оси, на одной половине коллектора по часовой стрелке, а на другой - против, несущие вертикальные трубы также имеют щелевые отверстия, которые расположены выше среза стояков в шахматном порядке по обе стороны от оси труб и обеспечивают угол встречи струй с поверхностью муфеля 8 - 25o, горизонтальные трубы выполнены с заглушками на месте прикрепления их с площадкой с проушиной и имеют щелевые отверстия с обеих сторон по оси трубы, обращенные к крышке муфеля и подающие воздушные струи так, чтобы обеспечить их встречу с поверхностью муфеля под углом 8 - 25o.
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2082777C1 |
| Аптерман В.Н., Тымчак В.М | |||
| Производительность трехстопных колпаковых печей для отжига рулонов холоднокатаной стальной ленты /Сборник трудов Стальпроекта | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086672C1 |
| Система ускоренного охлаждения муфельных колпаковых печей | 1980 |
|
SU900096A1 |
| DE 3519994 C1, 18.09.86 | |||
| EP 0298186 A1, 11.01.89 | |||
| Шланговое соединение | 0 |
|
SU88A1 |

