Изобретение относится к термообработке металлов или сплавов и может быть использовано преимущественно при отжиге рулонов жести в трехстопных колпаковых печах с газовым обогревом.
Известен [1] способ отжига рулонов, согласно которому по окончании отжига снимают нагревательный колпак и садку, находящуюся под муфелем, в среде защитного газа, накрывают охлаждающим колпаком. В пространство между муфелем и охлаждающим колпаком подают охлаждающий воздух в смеси с водяным паром.
Недостаток известного способа состоит в том, что нагревательный колпак снимают сразу по окончании нагрева и, более того, ускоряют охлаждение осадки с помощью охлаждающего колпака. Это увеличивает перепад температуры по высоте стопы рулонов, что приводит к неоднородности механических свойств отжигаемого металла, слипанию и свариванию витков рулонов при повышенных энергозатратах.
Наиболее близким аналогом является способ отжига [2], согласно которому формируют стопы рулонов, устанавливают муфели на стопы и нагревательный колпак с горелками в районе нижних рулонов, нагревают до температуры отжига, выдерживают, отключают и снимают колпак, охлаждение стоп осуществляют под муфелями до заданной температуры.
Недостаток ближайшего аналога состоит в том, что при отжиге по этому способу имеет место большой перепад температуры по высоте стопы рулонов. Это приводит к большой неоднородности механических свойств, а также к свариванию витков рулонов, что уменьшает выход годного. Кроме того, отжиг по ближайшему аналогу сопряжен к повышенным расходам энергоносителей, низкой производительностью.
Технической задачей предлагаемого изобретения является уменьшение перепада температуры рулонов по высоте стопы, повышение однородности механических свойств, улучшение качества поверхности отожженного металла за счет исключения слипания и сваривания витков рулонов при одновременном снижении энергозатрат и повышение производительности.
Это достигается тем, что отжиг рулонов в колпаковой печи, преимущественно трехстопной, включающей формирование стоп рулонов, установку муфелей на стопы и нагревательного колпака с горелками в районе нижних рулонов на стенд печи, нагрев до температуры отжига, выдержку, отключение горелок и снятие колпака, охлаждение стоп под муфелями, отключение горелок осуществляют по достижении нижним торцом нижнего рулона одной из стоп температуры 580-600oC и выдерживают колпак с потушенными горелками на стенде печи в течение 5-6 ч до снижения температуры верхнего торца верхнего рулона до 560-580oC.
Предлагаемый способ отжига рулонов в колпаковой печи осуществляют следующим образом.
На стенде формируют 3 стопы рулонов по 3-4 рулона в каждой стопе, в одной из стоп устанавливают термоэлектрические преобразователи для контроля температуры и регулирования нагрева. Нижний термоэлектрический преобразователь является стационарным и устанавливают его в стенде печи на расстоянии 550 мм от оси стендового вентилятора. Горячий спай нижнего термоэлектрического преобразователя в виде "пятачка" диаметром 15-20 мм плотно прижимают к торцу нижнего рулона. Верхний гибкий термоэлектрический преобразователь укладывают за 5-6 виток верхнего рулона на глубине 80-100 мм.
Сформированные стопы накрывают муфелями и устанавливают нагревательный колпак. Садку из 3-х стоп нагревают до температуры отжига, при этом нагревательный колпак тушат при достижении температуры 580-600oC нижним торцом нижнего рулона одной из стоп и выдерживают колпак с потушенными горелками на стенде печи до температуры верхнего торца верхнего рулона до 560-580oC. Затем нагревательный колпак снимают и металл охлаждают под муфелями до температуры 180oC по нижнему термоэлектрическому преобразователю, снимают муфеля и расформировывают стопы. Повышение производительности процесса отжига и соответственно снижение энергетических затрат при одновременном повышении однородности механических свойств отожженного металла и улучшении качества поверхности достигают в результате отключения горелок нагревательного колпака при достижении нижним торцом нижнего рулона температуры 580-600oC, выдержки колпака в течение 5-6 часов на стенде печи с потушенными горелками до снижения температуры верхнего торца верхнего рулона до 560-580oC. При этом длительность нагрева сокращается не менее чем на 6 часов и длительность охлаждения на 3 часа. Это обуславливает повышение производительности процесса отжига.
С другой стороны, уменьшение времени выдержки ведет к сокращению длительности пребывания верхнего рулона стопы при температуре выдержки без уменьшения длительности выдержки нижнего рулона.
Сохранение одинакового времени пребывания рулонов стопы при температурнах рекристаллизации обеспечивает увеличение однородности механических свойств, снижается, кроме того, "слипание" и сваривание витков рулонов и отсортировка металла в брак по этим дефектам.
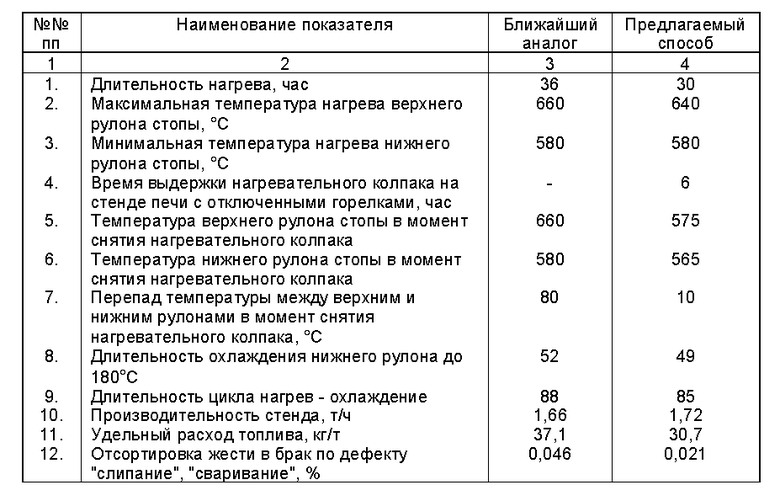
В таблице приведен пример осуществления способа заявляемого и ближайшего аналога и данные, которые характеризуют технико-экономические преимущества заявляемого способа, а именно существенное снижение энергоемкости, увеличение производительности, улучшение качества металла.
Источники информации:
1. Дедек В. Полосовая сталь для глубокой вытяжки. - М.: Металлургия, 1970, с. 117.
2. Аптерман В. Н. и др. Колпаковые печи. - М.: Металлургия, 1965, с. 17-19.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ОТЖИГА СТАЛЬНОЙ ПОЛОСЫ В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 2000 |
|
RU2182933C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2082777C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2096710C1 |
| СПОСОБ ОТЖИГА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ, ПРОКАТАННОЙ НА ТЕКСТУРИРОВАННЫХ ВАЛКАХ | 2011 |
|
RU2458154C1 |
| СПОСОБ ОТЖИГА ХОЛОДНОКАТАНЫХ ПОЛОС | 2003 |
|
RU2230803C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458153C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1997 |
|
RU2128234C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2078836C1 |
Изобретение относится к термообработке металлов или сплавов и может быть использовано преимущественно при отжиге рулонов жести в трехстопных колпаковых печах с газовым обогревом. Способ обеспечивает производство металла с однородными механическими свойствами, с высококачественной поверхностью. Способ заключается в формировании стоп рулонов, установке муфелей и колпака с горелками, непосредственно отжиге, снятии колпака и охлаждении стоп под муфелями. После отключения горелок колпак выдерживают на стенде печи в течении 5 - 6 ч. 1 табл.
Способ отжига рулонов в колпаковой печи, преимущественно трехстопной, включающий формирование стоп рулонов, установку муфелей на стопы и нагревательного колпака с горелками в районе нижних рулонов, нагрев до температуры отжига, выдержку, отключение горелок и снятие колпака, охлаждение стоп рулонов под муфелями, отличающийся тем, что горелки отключают по достижении температуры 580 - 600oC нижним торцом нижнего рулона одной из стоп и выдерживают колпак с потушенными горелками на стенде печи в течение 5 - 6 ч до снижения температуры верхнего торца верхнего рулона до 560 - 580oC.
| Аптерман В.Н | |||
| и др | |||
| Колпаковые печи | |||
| - М.: Металлургия, 1965, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Дедек В | |||
| Полосовая сталь для глубокой вытяжки | |||
| - М | |||
| - М.: Металлургия, 1970, с.117 | |||
| SU 17652515 А1, 30.09.92 | |||
| Колпаковая печь | 1973 |
|
SU515808A1 |
| Колпаковая печь | 1974 |
|
SU523947A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ отжига рулонов в колпаковой печи | 1985 |
|
SU1330193A1 |
| DE 3444038 А1, 05.06.86 | |||
| УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ ВЫСОКОГО УРОВНЯ АКТИВНОСТИ | 1991 |
|
RU2008731C1 |
