Изобретение относится к сосудам и к предварительно отформованным заготовкам для изготовления сосудов, а более точно - к многослойным сосудам и к предварительно отформованным заготовкам для изготовления сосудов.
Обычно многослойные сосуды изготавливают с использованием различных материалов для слоев, при этом каждый материал имеет особое свойство, что делает его пригодным для выполнения конкретной функции слоя. Многослойные сосуды изготавливают различными путями, например, с помощью представленных ниже приспособлений и способов.
Например, в патенте США N 4741936 раскрыта ламинированная, предварительно отформованная заготовка для изготовления многослойной полиэфирной бутылки. Способ изготовления предварительно отформованной заготовки включает формование совместным выдавливанием трубки, имеющей внутренний и внешний слои из сложного полиэфира, образованного, главным образом, из звеньев элилентерефталата, и промежуточного слоя из задерживающей кислород смолы, расположенного между внутренним и внешним слоями. Также желательно между двумя смежными слоями располагать связующую смолу. Толщина слоев многослойной трубки задается постоянной. Способ изготовления предварительно отформованной заготовки включает охлаждение внешней части прессованной многослойной трубки путем контакта с водой и одновременно введение инертного газа внутрь трубки, чтобы охладить внутреннюю часть. Затем трубку формуют вытягиванием в многослойную удлиненную бутылку. В патенте США N 4741936 раскрыта многослойная бутылка из множества слоев, имеющих разные свойства для выполнения различных функций, но не раскрыт способ или приспособление для изменения толщины выбранных частей бутылки и отдельных слоев. В соответствии с этим толщина каждой части бутылки ограничивается возможностью достижения той же толщины в других частях, вследствие чего сужается применимость сосуда.
В патенте США N 4646925 раскрыта изготавливаемая литьем под давлением многослойная предварительно отформованная заготовка для изготовления бутылки вытягиванием. Предварительно отформованная заготовка содержит горловинную часть с открытым концом и часть для сцепления с крышкой. Она также содержит толстую стаканную часть, предназначенную для вытягивания, и закрытую донную часть. Горловинная часть и внутренние стенки донной и стаканной частей выполнены как одно целое из термопластичного полиэфира. Тонкий промежуточный слой из задерживающей газ термопластичной смолы образуют на внутренних стенках стаканной и донной частей таким образом, что верхний конец промежуточного слоя доходит до точки, которая находится несколько ниже горловинной части. Внешний слой термопластичного полиэфира образуют в такой пространственной связи, что он покрывает промежуточный слой. Соединение осуществляют непосредственно на промежуточном слое между внешним слоем и горловинной частью несколько ниже горловинной части. При изготовлении предварительно отформованной заготовки литьем под давлением изменение толщины непосредственно зависит от конфигурации формы. Следовательно, конструкция особой толщины не может быть изготовлена до тех пор, пока не изготовлена новая форма, вследствие чего уменьшается степень свободы при изменении толщины, которая необходима для уменьшения ограничений, связанных с выполнением различных функций. Поскольку разные части сосудов выполняют различные функции, часто желательно изменить толщину стенок сосуда в конкретной части исходя из ее функции. Например, когда часть сосуда используется как опора всего сосуда, для получения дополнительной прочности желательно сделать более толстую стенку. Однако такая дополнительная толщина может быть нежелательной для других частей сосуда, к примеру для боковых стенок, из-за таких заданных факторов, как гибкость, прозрачность и эффективность использования материала. Поэтому для однослойных и многослойных сосудов часто желательно изменять толщину слоев в разных частях сосуда.
В патенте США N 3869056 раскрыт многослойный полый пластмассовый сосуд. Сосуд имеет внутренний термопластичный слой и внешний слой, полученный прессованием. Сосуд также имеет как одно целое открытую горловинную или ободковую часть, при этом толщина слоев в горловинной и ободковой частях больше, чем толщина слоев в остальных частях сосуда. В верхнем конце сосуда внутренний слой сосуда перекрывает внешний слой сосуда в горловинной или ободковой части. Хотя этот патент раскрывает сосуд с горловинной частью, имеющей иную толщину по сравнению с толщиной остальных частей сосуда, другие части не могут изготавливаться с изменяющейся толщиной.
Таким образом, в области производства сосудов существует необходимость создания предварительно отформованной заготовки и сосуда, имеющих ряд слоев материала, при этом толщина слоев должна варьироваться с высокой точностью для обеспечения функций конкретных частей сосуда, а также создания способа для изготовления их.
Основная задача настоящего изобретения заключается в создании образованных из ряда слоев предварительно отформованной заготовки и сосуда и способа для изготовления их, в которых по меньшей мере один слой имеет изменяющуюся толщину в разных частях сосуда.
Другая задача изобретения заключается в создании предварительно отформованной заготовки и способа изготовления ее для последующего изготовления сосуда, очень удобного для повторного использования.
Еще одна задача изобретения заключается в создании предварительно отформованной заготовки и сосуда, а также способа для изготовления их, имеющих ряд слоев, в которых внутренний слой имеет минимальную толщину для экономии материала, но изменяется по толщине в разных частях для осуществления различных функций.
Еще одна задача изобретения заключается в создании многослойной предварительно отформованной заготовки и сосуда, а также способа изготовления их, в которых каждый слой имеет особую функцию, к примеру как барьерный слой, соприкасающийся с содержимым слой и внешний слой.
Вышеупомянутые задачи решаются посредством обладающей признаками изобретения многослойной предварительно отформованной заготовки, предназначенной для изготовления многослойного сосуда, а также способа ее изготовления, причем предварительно отформованная заготовка содержит выдавленный внутренний слой, включающий верхнюю часть, имеющую первую толщину и приспособленную для формования верхней части сосуда. Внутренний слой также включает выдавленную промежуточную часть, имеющую вторую толщину, большую, чем первая толщина. Промежуточная часть примыкает к верхней части и приспособлена для формования промежуточной части сосуда. Внутренний слой также включает выдавленную донную часть, имеющую третью толщину, большую, чем вторая толщина. Донная часть примыкает к промежуточной части и приспособлена для формования донной части сосуда. Предварительно отформованная заготовка также содержит полученный под давлением внешний слой. В одном воплощении предварительно отформованная заготовка имеет барьерный слой материала, при этом барьерный и внутренний слои выдавлены совместно. В одном воплощении внутренний слой снабжен выступом, который перекрывает верхние концы барьерного слоя и внешнего слоя.
Способ для изготовления многослойной предварительно отформованной заготовки включает подготовку средства для экструзии, снабженного средством для установки толщины материала, выдавливание по меньшей мере первого слоя материала посредством средства для экструзии и формование предварительно отформованного вкладыша, который образует полость, и изменение толщины вкладыша по длине предварительно отформованной заготовки, преимущественно во время стадии выдавливания, с помощью средства для установки толщины. Этот способ может дополнительно включать введение предварительно отформованного вкладыша в форму для литья под давлением и литье под давлением другого слоя материала, охватывающего первый слой и образующего внешнюю оболочку предварительно отформованной заготовки. Способ может также включать стадии настройки средства для установки толщины материала, чтобы получить первый размер верхней части, настройки средства для установки толщины материала, чтобы получить второй размер промежуточной части, причем второй размер больше по толщине, чем первый размер, и настройки средства для установки толщины материала, чтобы получить третий размер донной части, при этом третий размер больше по толщине, чем второй размер.
Сосуд, изготовленный из предварительно отформованной заготовки, описанной выше, содержит верхнюю часть оболочки, образованную по меньшей мере из внутреннего слоя и внешнего слоя материала, при этом внутренний слой материала имеет первую толщину в верхней части оболочки. Сосуд также содержит промежуточную часть оболочки, образованную по меньшей мере из внутреннего и внешнего слоев материала. Внутренний слой материала имеет вторую толщину в промежуточной части оболочки, которая меньше, чем первая толщина в верхней части оболочки, а промежуточная часть оболочки расположена так, что примыкает к верхней части оболочки. Сосуд также содержит донную часть оболочки с ножками, образованную по меньшей мере из внутреннего слоя и внешнего слоя материала. Внутренний слой материала имеет третью толщину в донной части оболочки, большую, чем вторая толщина в промежуточной части оболочки, а донная часть оболочки расположена так, что примыкает к промежуточной части оболочки, и приспособлена к тому, чтобы служить опорой сосуду.
Способ изготовления сосуда содержит в дополнение к описанным выше стадиям образования предварительно отформованной заготовки стадию раздувного формования предварительно отформованной заготовки, проводимую во время или сразу же после выдавливания предварительно отформованной заготовки. Соответственно, предварительно отформованная заготовка приобретает конфигурацию формы для раздувания, которая создает конфигурацию сосуда. В результате этого образуется многослойный сосуд, имеющий изменяющуюся толщину внутренней оболочки.
Детали настоящего изобретения изложены в последующих описании и чертежах, на которых одинаковые ссылочные обозначения относятся к аналогичным элементам.
Фиг. 1 - вертикальная проекция предварительно отформованной заготовки по изобретению.
Фиг. 1A, 1B и 1C - увеличенные поперечные сечения разных областей предварительно отформованной заготовки на фиг. 1, отражающие относительные изменения толщины между разными областями предварительно отформованной заготовки.
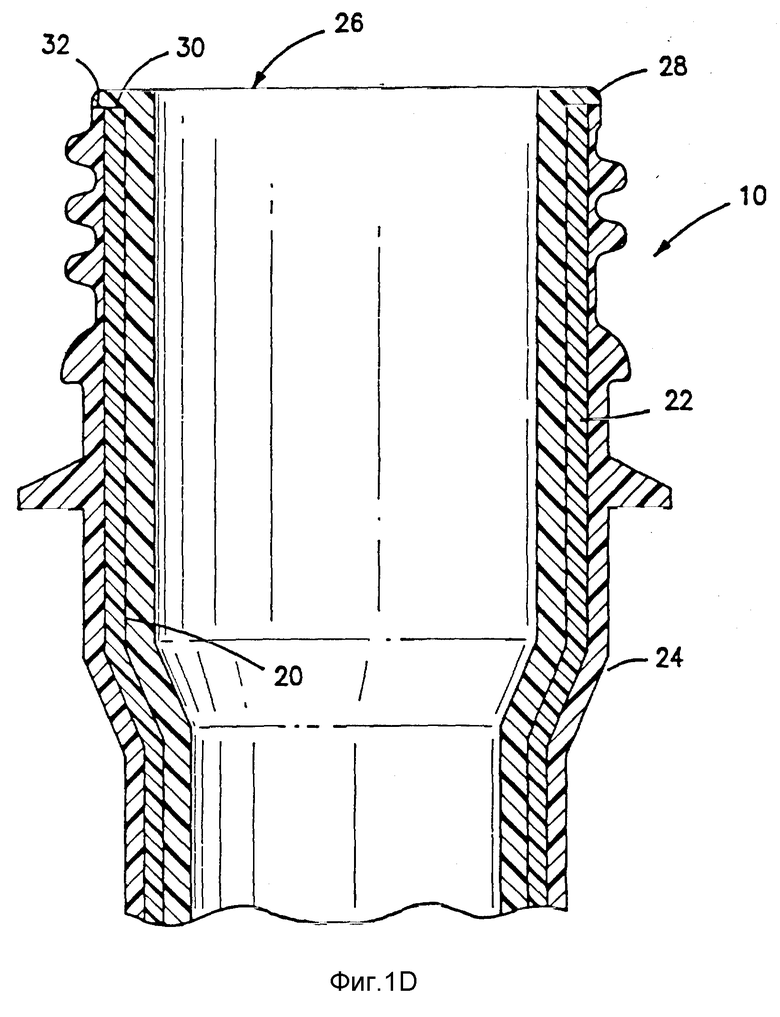
Фиг. 1D - увеличенное поперечное сечение верхнего конца предварительно отформованной заготовки по изобретению на фиг. 1.
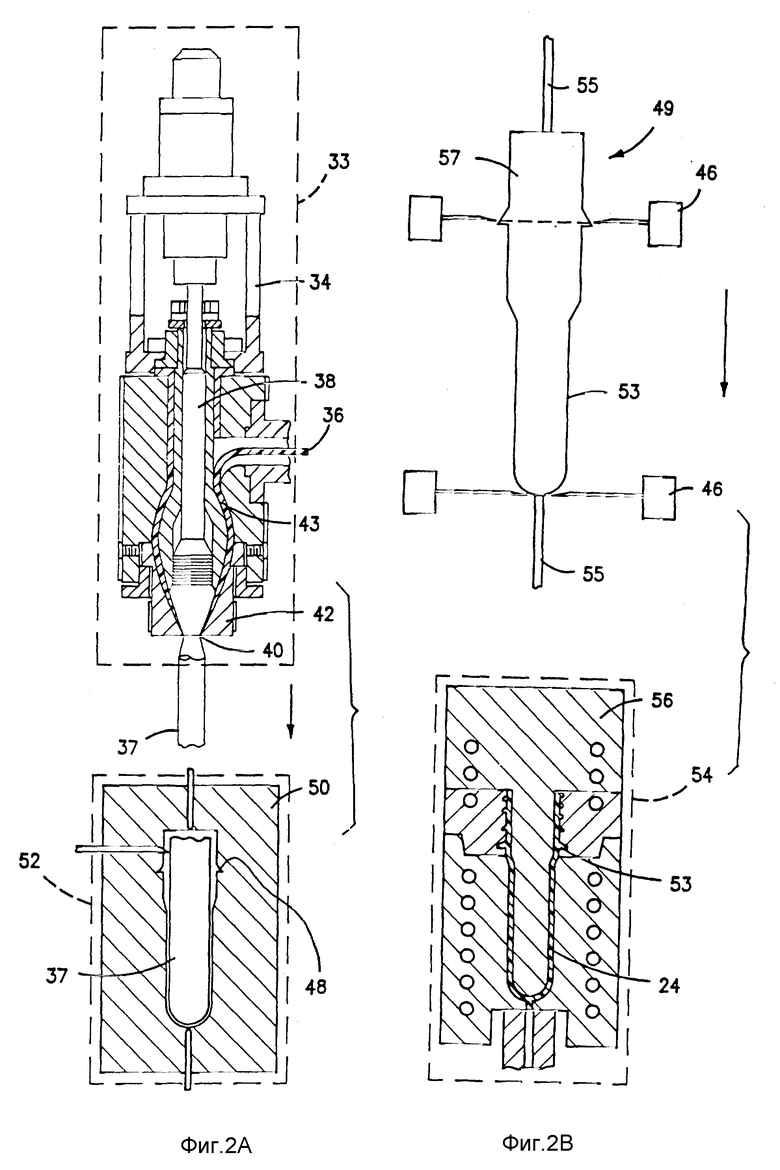
фиг. 2A и 2B - упрощенные представления способа для изготовления предварительно отформованной заготовки, показывающие стадию выдавливания, стадию разрезания и стадию литья под давлением по изобретению.
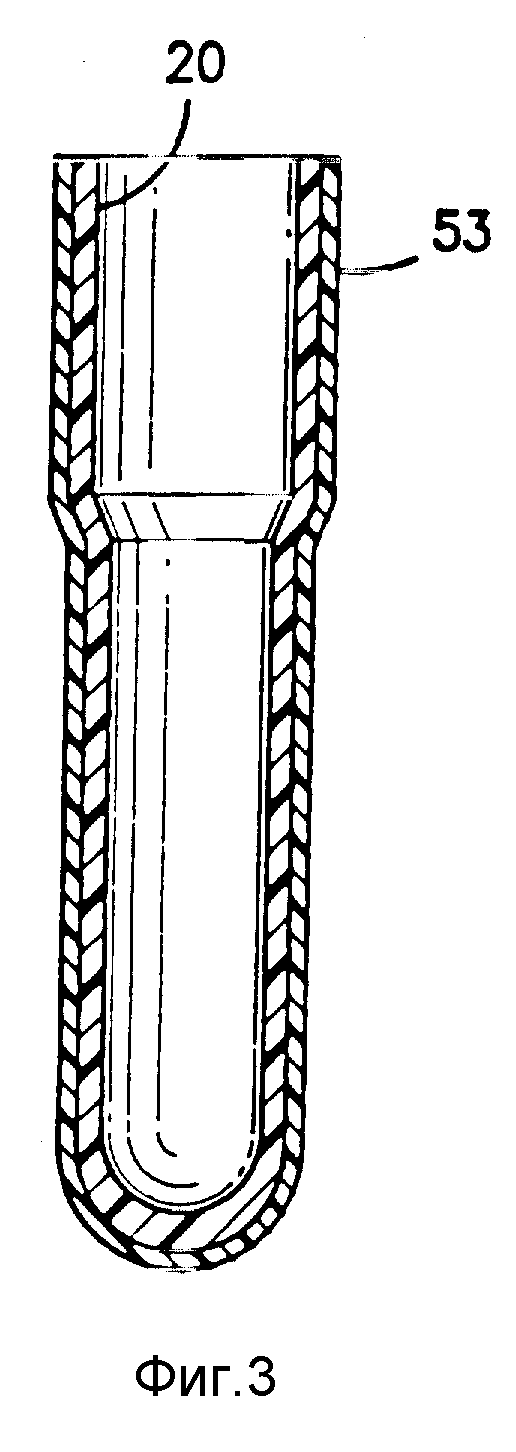
Фиг. 3 - вертикальная проекция и увеличенное поперечное сечение предварительно отформованного вкладыша после стадий выдавливания, раздувного формования и разрезания, выполняемых так, как показано на фиг. 2A и 2B.
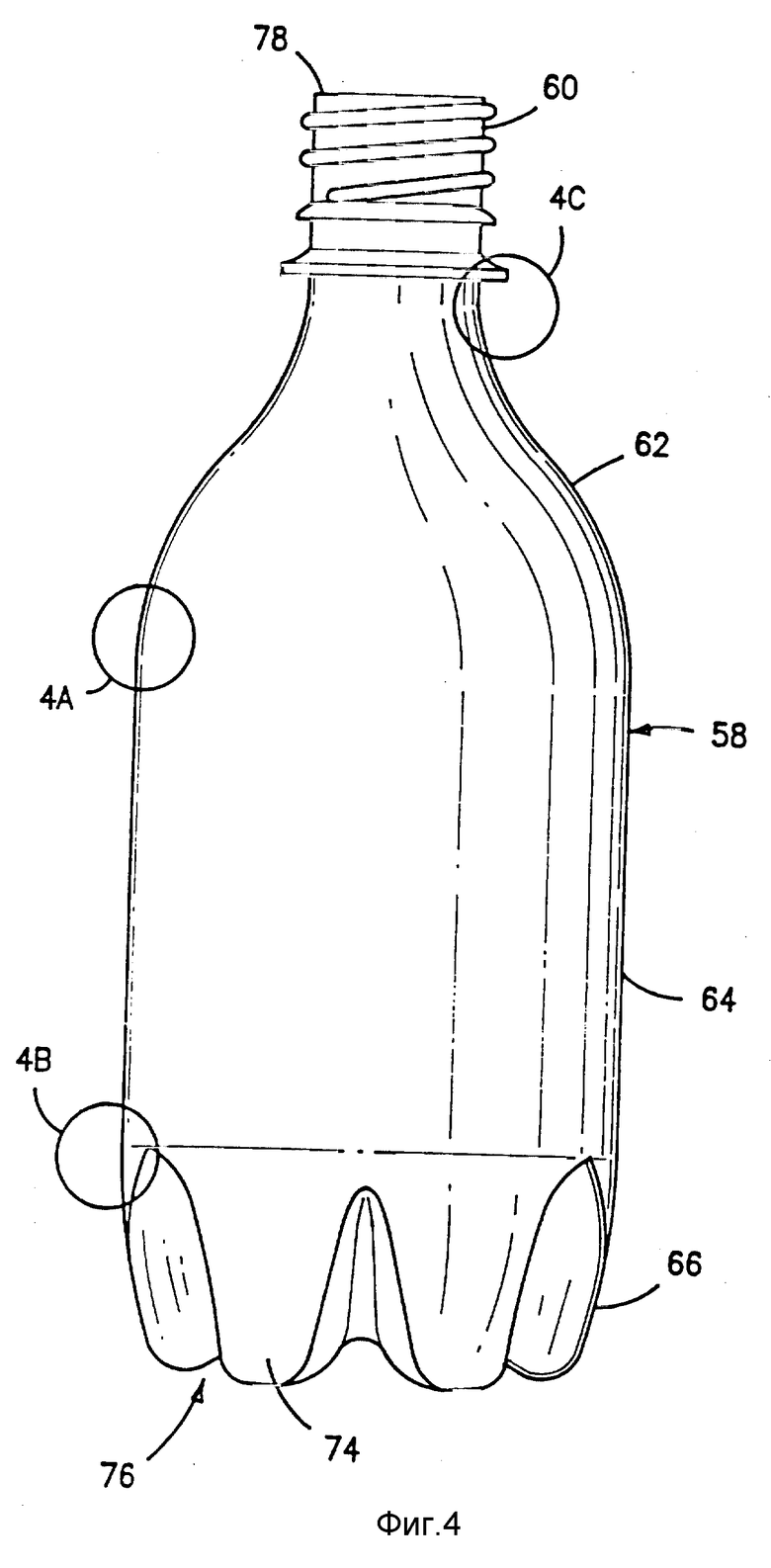
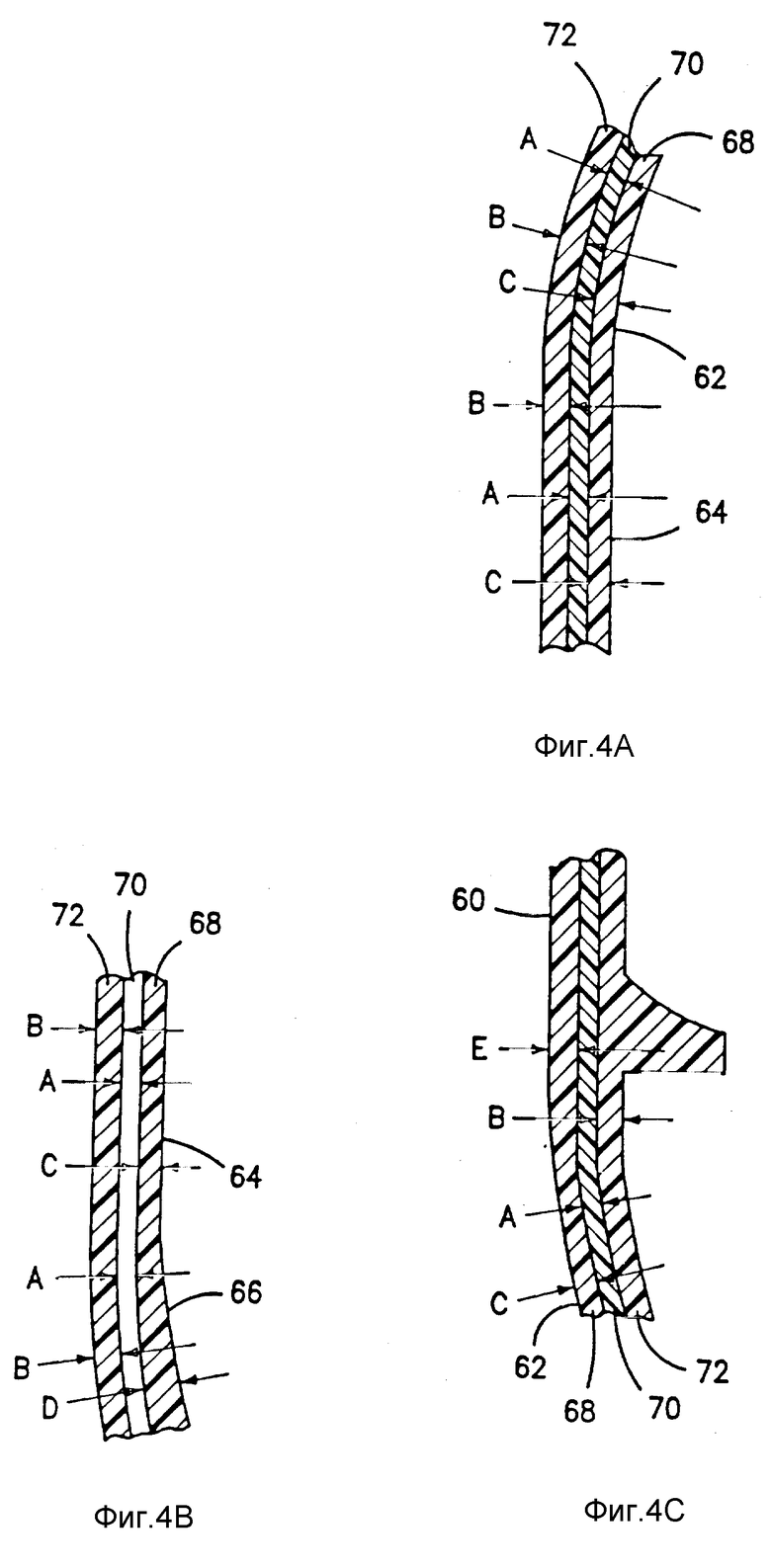
Фиг. 4 - вертикальная проекция сосуда, изготовленного в соответствии со стадиями способа, показанными на фиг. 2A и 2B.
Фиг. 4A, 4B и 4C - увеличенные поперечные сечения разных областей сосуда, на которых показана относительная толщина слоев, образующих сосуд.
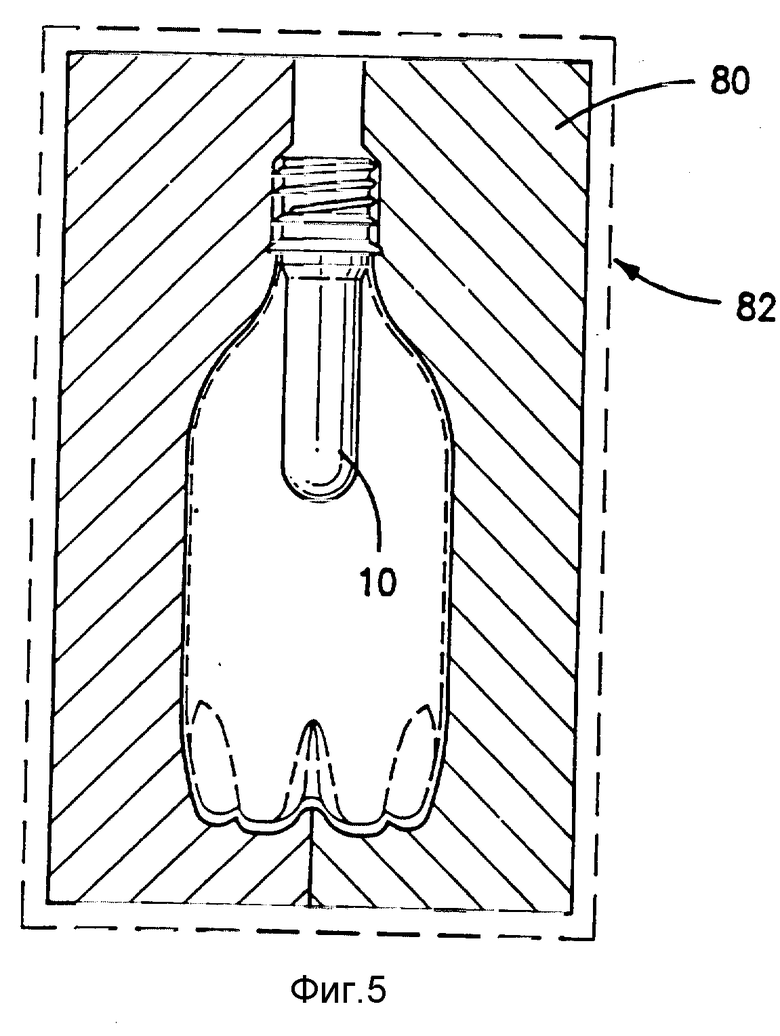
Фиг. 5 - вертикальная проекция, показывающая способ раздувного формования предварительно отформованной заготовки в сосуд.
Далее подробно рассмотрены чертежи, на которых одинаковые ссылочные номера и буквы означают одни и те же элементы. На фиг. 1 показана вертикальная проекция предварительно отформованной заготовки в соответствии с принципами настоящего изобретения, обозначенной в целом номером 10. В типичном случае предварительно отформованная заготовка 10 включает имеющую резьбу и фланец верхнюю часть 12, наклонную промежуточную часть 14, вертикальную промежуточную часть 16 и донную часть 18. В конфигурации, показанной на фиг. 1, предварительно отформованная заготовка 10 приспособлена для формования раздувом в сосуд (показанный на фиг. 4) согласно принципам настоящего изобретения.
Теперь обратимся к фиг. 1A, на которой показана предварительно отформованная заготовка 10, предпочтительно изготовленная из трех слоев материала, из охватывающего внутреннего слоя 20, охватывающего барьерного слоя 22 и охватывающего внешнего слоя 24. Как можно видеть из фиг. 1A-1C, толщина внутреннего слоя изменяется в соответствии с конкретными частями предварительно отформованной заготовки 10. В трехслойном воплощении барьерный слой 22 и внешний слой 24 сохраняют постоянную толщину AA и BB соответственно, по существу, на всем протяжении корпуса предварительно отформованной заготовки 10. Внешний слой изменяет толщину в имеющей резьбу и фланец верхней части 12. Внутренний слой 20 изменяется по толщине в зависимости от части бутылки, т. е. от имеющей резьбу и фланец верхней части 12, наклонной и вертикальной промежуточных частей 14 и 16 и донной части 18.
Предпочтительно, если внутренний слой 20 и барьерный слой 22 выдавлены посредством экструзионного способа, рассмотренного ниже, а внешний слой 24 образован на выдавленных слоях с помощью способа литья под давлением, который позволяет создать имеющую резьбу верхнюю часть 12. В результате использования экструзионного способа толщину внутреннего слоя 20 можно регулировать в зависимости от функций, которые должны выполняться разными частями, составляющими предварительно отформованную заготовку 10 и сосуд.
Изменения толщины внутреннего слоя 20 желательны по нескольким причинам, которые включают эстетику, эффективное использование материала и снижение стоимости, а также требование переменной прочности. Эффективность использования материала показывается на примере внутреннего слоя 20 в верхней части 12, в которой внутренний слой 20 самый тонкий. Соображения прочности подтверждаются донной частью 18, в которой требуется подкрепление и, как следствие этого, внутренний слой 20 самый толстый.
Теперь обстоятельно рассмотрим фиг. 1A-1C, которые представляют собой увеличенные детализированные виды областей 1A, 1B и 1C соответственно, выделенные на фиг. 1, где внутренний слой 20 выполнен предпочтительно из полиэтилентерефталата или из полиэтилен-нафталата. Полиэтилен-нафталат, если его использование в качестве внутреннего слоя, соприкасающегося с содержимым, санкционирует Управление по контролю за качеством пищевых и фармацевтических продуктов (FDA), является предпочтительным материалом. Барьерный слой 22 выполняют, что предпочтительно, из полиэтилен-нафталата, сарана и сополимеров этилена и винилового спирта или сополимеров с акрилонитрилом, таких как Barex 210. Термин саран используется в его обычном, торговом понимании, когда предполагаются полимеры, полученные, например, полимеризацией винилиденхлорида и винилхлорида или метилакрилата. Дополнительные мономеры также могут быть включены, что хорошо известно. Наиболее часто используют полимеры винилиденхлорида, но другие материалы, представляющие собой барьер для кислорода, также хорошо известны.
Как показано на фиг. 1A, толщина внутреннего слоя 20 в промежуточных частях обозначается как CC. Толщина CC - это средняя толщина по сравнению с толщиной в верхней и донной частях. В промежуточных частях 14 и 16 слой средней толщины используют потому, что этот участок оболочки предварительно отформованной заготовки используется для целей удержания, но не для опоры. Теперь обратимся к фиг. 1B, на которой толщина внутреннего слоя 20 показана для донной части 18 как DD. Толщина DD больше, чем толщина CC, причем толщина DD превышает толщину CC примерно на 25-30%. Большая толщина DD предпочтительна для донной части 18 по той причине, что донная часть 18 используется для опоры сосуда (показанного на фиг. 4), изготовленного из предварительно отформованной заготовки 10. Донную часть формуют в снабженную ножками опорную часть (показанную на фиг. 4) и поэтому она вынужденно более толстая, поскольку должна выдерживать массы сосуда и его содержимого. Что касается фиг. 1C, то как на ней показано, внутренний слой 20 имеет толщину CC до тех пор, пока он не достигнет имеющей резьбу верхней части 12 предварительно отформованной заготовки 10. В имеющей резьбу верхней части 12 толщина внутреннего слоя 20 равна EE, что меньше толщины CC, причем это уменьшение толщины относительно толщины CC составляет примерно 25-50%. Поскольку в имеющей резьбу верхней части 12 нет необходимости иметь средства для удержания или для опоры, то предпочтительно, чтобы используемая толщина EE обеспечивала экономию материала.
На фиг. 1A-1C барьерный слой 22 и внешний слой 24 показаны имеющими постоянную толщину AA и BB соответственно. Поскольку барьерный слой 22 выдавливают совместно с внутренним слоем 20, его толщина также может изменяться. Однако в общем случае в этом нет необходимости, так как барьерный слой 22 функционирует только как барьер для вещества, но не как средство для опоры, и постоянная толщина барьера вполне достаточная для его действия безотносительно толщины других слоев. Толщина BB внешнего слоя 24 задается литьем под давлением (показанным схематично на фиг. 2B) и в типичном случае она одинаковая по всей предварительно отформованной заготовке 10. В типичном случае внешний слой 24 используют для конструктивного изменения предварительно отформованной заготовки, к примеру для образования резьбы с целью укупорки колпачками, а впоследствии - сосуда (показанного на фиг. 4), а также для решения эстетических задач, к примеру для придания сосуду нужного цвета или создания маркировки.
Увеличенный в поперечном сечении вид имеющей резьбу верхней части 12 предварительно отформованной заготовки 10 показан на фиг. 1D. Как можно видеть, обращая внимание на верхний открытый конец 26 предварительно отформованной заготовки 10, внутренний слой 20 имеет выступ 28, вытянутый, по существу, поперек внутреннего слоя 20 и проходящий по верхним кромкам 30 и 32 барьерного слоя 22 и внешнего слоя 24 соответственно. Конфигурация выступа и его связи с барьерным слоем 22 и с внешним слоем 24 образуются во время выполнения способа, рассмотренного ниже, т.е. сочетанием стадий выдавливания и литья под давлением. Выступ 28 создают для сохранения внутреннего слоя 20 в качестве единственного слоя, который соприкасается с удерживаемым в сосуде (показанном на фиг. 4) содержимым даже при удалении содержимого из сосуда, к примеру путем разлива.
Способ изготовления предварительно отформованной заготовки 10 будет описываться со ссылками на фиг. 2A и 2B. При изготовлении предварительно отформованной заготовки 10 внутренний слой 20 и барьерный слой 22 (см. фиг. 1), если он используется, выдавливают с помощью экструдера 33 и экструзионной головки 34. В соответствии с этим расплав 36 формуют в имеющий преимущественно цилиндрическую конфигурацию элемент 37, используемый для изготовления цилиндрической оболочки предварительно отформованной заготовки 10. Для изменения толщины верхней, промежуточной и донной частей предварительно отформованной заготовки 10 в экструдере 33 используют приспособление 38 для установки толщины расплава. Установочное приспособление 38 выполнено, что предпочтительно, в виде штока, снабженного головкой с пальцем, рассчитанного на возвратно-поступательное перемещение и примыкающего к зоне 40 выхода расплава 38 через втулку 42 головки. Путем возвратно-поступательного перемещения пальца 38 головки можно выбирать толщину оболочки формуемого, имеющего цилиндрическую форму элемента 37, по существу, его внутреннего слоя 20 (см. фиг. 1). Однако, что зависит от конструкции экструдера 33, барьерный слой 22 (см. фиг. 1) может быть выдавлен совместно с внутренним слоем 20 и может иметь переменную толщину вдоль частей, из которых состоит предварительно отформованная заготовка 10, чтобы таким образом эффективно использовать материал, образующий барьерный слой. В дополнение к этому втулка 42 головки может быть регулируемой в направлении, главным образом, поперечном потоку расплава, для получения неравномерной толщины внутреннего слоя 20 в направлении вдоль окружности. То есть части внутреннего слоя 20, расположенные на одной и той же линии окружности, будут иметь различную толщину.
Экструдиат выходит из экструзионной головки 34 в виде имеющего цилиндрическую форму элемента 37 непрерывной длины. Поэтому элемент 37 может быть разрезан на отрезки, которые удобны для образования сосуда конкретного размера. Такое разрезание совершается устройством для резки (не показанным), установленным по ходу формования раздувом после экструзионной головки 34.
Как обсуждалось выше при описании фиг. 1D, внутренний слой 20 предварительно отформованной заготовки 10 имеет выступ 28, который проходит над внешним слоем 24 и барьерным слоем 22, если он используется. Выступ 28 образуют посредством комбинированных воздействий экструдера 33 (показанного пунктирными линиями) и экструзионной головки 34, а также путем последующей отделки выдавленного элемента 37 после извлечения его из формы для раздувания. Отделку осуществляют с помощью устройства для резки, показанного на фиг. 2B.
Путем управления возвратно-поступательно передвигающимся пальцем 38 головки и перемещением его относительно втулки 42 головки, а также относительно выходной зоны 40 толщину элемента 37 можно изменять по его длине, чтобы получать нужные отношения толщины к диаметру, как это описывалось ранее. Как показано на фиг. 2A, элемент 37 выходит из экструзионной головки 34 и направляется в пневмоформовочную машину 52, в которой на нем образуют круговое ребро 48 посредством профиля формы 50 для раздувания. Во время нахождения в форме 50 для раздувания выдавленный элемент 37 преобразуют посредством раздувного формования в отформованный элемент 49, показанный на фиг. 2B. Отформованный элемент 49 может быть также изготовлен раздувным формованием в таком виде, что элемент образуется из двух вкладышей, соединенных концами, снабженных ребром 48 посередине. Отформованный элемент 49, имеющий нужные значения толщины, затем охлаждают до надлежащей температуры и извлекают из формы 50 для раздувания пневмоформовочной машины 52. В течение процесса раздувного формования концы отформованного элемента 49 свариваются, в результате чего появляется избыточный пластик 55. В дополнение к этому часть 57 выходит за пределы длины предварительно отформованной заготовки 53 и используется для содействия разрезанию отформованного элемента 49 и образованию ребра 48. Устройство 46 для резки используют для удаления избыточного материала 55 и части 57 отформованного элемента 49 при последующей операции разрезания с целью образования предварительно отформованного вкладыша 53. Путем отрезания верхней части 57 отформованного элемента 49 образуют выступ 28, чтобы он проходил над внешним слоем, образуемым при последующем процессе литья под давлением.
После того как вкладыш 53 с помощью пневмоформовочной машины 52 приобретает форму, показанную на фиг. 3, вкладыш 53 переносят в инжекционную формовочную машину 54, показанную пунктирными линиями на фиг. 2B, снабженную формой 56 для литья под давлением, чтобы образовать внешний слой 24 (см. фиг. 1) по всему вкладышу 53. В соответствии с этим форма 56 для литья под давлением имеет конфигурацию предварительно отформованной заготовки 10, показанной на фиг. 1. Инжекционная машина 54 впрыскивает внешний слой 24 на протяжении всего вкладыша 53 для завершения образования предварительно отформованной заготовки. Как обсуждалось выше, предпочтительным расплавом, используемым для образования внешнего слоя 24, является повторно используемый полиэтилентерефталат, пригодный для придания эстетических особенностей, к примеру цвета и внешнего вида, и функциональных признаков, к примеру резьбы и фланцев. Однако, как обсуждалось выше, за исключением верхней, имеющей резьбу части 12, толщина внешнего слоя 24 в виде, образованном инжекционной машиной 54, сохраняется как постоянная толщина BB (см. фигуры 1). При поддержании этой толщины одинаковой предварительно отформованная заготовка может быть более легко изъята из формы 56 для литья под давлением.
Теперь обратимся к фиг. 4, на которой показан сосуд 58, изготовленный из предварительно отформованной заготовки 10 (см. фиг. 1) посредством способа раздувного формования, который будет рассмотрен ниже. Подобно предварительно отформованной заготовке, сосуд 58 включает имеющую резьбу верхнюю часть 60, наклонную промежуточную часть 62, преимущественно вертикальную промежуточную часть 64 и снабженную ножками донную часть 66. Как показано на фиг. 4A, сосуд 58 также имеет три слоя материалов, обладающих свойствами и относительной толщиной, которые, однако, отличаются от тех, которыми обладают слои из материалов, описанные применительно к предварительно отформованной заготовке 10 на фиг. 1.
Обратимся к фигурам 4A-4C, на которых представлены увеличенные детализированные виды областей 4A, 4B и 4C соответственно, выделенные на фиг. 4; сосуд 58 состоит из внутреннего слоя 68, барьерного слоя 70 и внешнего слоя 72. Поскольку внутренний слой 68 не подвергается раздуванию, как обсуждается ниже, при формировании конфигурации сосуда, отношения толщин между разными частями сосуда отличаются от тех, которые приводились выше для внутреннего слоя 20 предварительно отформованной заготовки 10 (см. фиг. 1). Фиг. 4A, 4B и 4C соответствуют фигурам 1A, 1B и 1C для предварительно отформованной заготовки 10, а толщины A-E соответствуют толщинам AA-EE. Как показано на фиг. 4A, внутренний слой 68 имеет толщину C в наклонной и вертикальной промежуточных частях 62 и 64 соответственно. Толщина C - наименьшая по сравнению с толщиной слоя в других частях. Как показано на фиг. 4B, внутренний слой 68 имеет толщину D, которая больше, чем толщина C в снабженной ножками донной части 66, чтобы усилить опорную область сосуда 58. В типичном случае толщина D внутренней оболочки в донной части 66, по существу, равна толщине E в верхней, снабженной резьбой части 60. Однако эта взаимосвязь может изменяться в зависимости, по крайней мере частично, от размера сосуда, который может быть причиной того, что толщина D будет больше или меньше, чем толщина E. В снабженной ножками донной части 66 внутренний слой 68 преобразуют во множество расположенных по окружности ножек 74, функция которых заключается в придании сосуду 58 устойчивой опоры на плоской поверхности. Ножки 74 расположены по окружности нижнего конца 76 сосуда 58. Каждая ножка 74 ограничена выемкой на каждой своей вертикальной стороне; каждая из выемок проходит от центральной области дна сосуда 58 кверху на обвод сосуда 58 по направлению к верхнему концу 78 сосуда 58. Вследствие увеличенной толщины внутреннего слоя 68, который образует снабженное ножками дно 66, ножки 74, по существу, более твердые и менее гибкие, чем промежуточные части 62 и 64.
Теперь согласно фиг. 4C в имеющей резьбу верхней части 60, непосредственно соответствующей имеющей резьбу верхней части 12 предварительно отформованной заготовки 10 (см. фиг. 1), внутренний слой 68 имеет толщину E, которая больше, чем толщина C промежуточных частей, поскольку она не подвергалась раздувному формованию. Как обсуждалось выше применительно к предварительно отформованной заготовке 10, и как показано на фиг. 1D, на верхнем конце 78 внутренний слой 68 имеет выступ 28, который проходит над повторно используемым слоем 72 для исключения соприкосновения внешнего повторно используемого слоя 72 с содержимым, выходящим из сосуда 58. Выше это было описано более подробно применительно к предварительно отформованной заготовке 10 и к способу для изготовления ее.
Многослойная конструкция сосуда 58 выгодна для реализации существующих в настоящее время программ повторного использования. По существу, слои, образующие сосуд 58, легко разделяются путем разрыва их на части и поэтому могут быть соответствующим образом распределены для возвращения в оборот. Вследствие этого, если какой-либо особый материал не может быть повторно использован, то это не будет влиять на возвращение в оборот другого слоя. Когда используют более чем один материал, а слои не разделяются, возвращение в оборот сосудов может быть затруднительным, поскольку материалы не могут быть разделены и соответствующим образом распределены по категориям. С помощью многослойной конструкции, раскрытой в описании, такое разделение и распределение по категориям становится достижимым, и в то же время допускается управление толщиной материала.
Теперь со ссылкой на фиг. 5 будет описан способ изготовления сосуда 58 (см. фиг. 4). Способ изготовления сосуда 58 охватывает способ изготовления предварительно отформованной заготовки 10, описанный выше. В дополнение к этому и согласно фиг. 1 и 2, после того как внешний слой 24 добавляют к вкладышу 53 с помощью инжекционной машины 54, образуется предварительно отформованная заготовка 10, которая затем извлекается из формы 56 для литья под давлением. После извлечения предварительно отформованную заготовку 10 помещают в форму 80 для раздувания, показанную на фиг. 5. До помещения предварительно отформованной заготовки 10 в форму 80 для раздувания ее необходимо нагреть. Если предварительно отформованную заготовку 10 быстро извлекают из инжекционной машины 54 и помещают в формовочную машину 82 для раздувания, показанную пунктирными линиями на фиг. 5, то предварительно отформованная заготовка 10 может оказаться достаточно нагретой. В противном случае предварительно отформованная заготовка 10 должна быть установлена в нагреватель (не показан) до помещения ее в форму 80 для раздувания. Согласно фиг. 5 предварительно отформованная заготовка 10 помещается в форму 80 для раздувания и надежно удерживается в ней посредством сцепления формы с имеющей резьбу верхней частью 12. После того как предварительно отформованная заготовка установлена соответствующим образом, формовочную машину 82 для раздувания используют для раздувания предварительно отформованной заготовки 10 до конфигурации сосуда 58 (см. фиг. 4), показанного пунктирными линиями на фиг. 5. Во время раздувания предварительно отформованная заготовка надежно удерживается в форме для раздувания посредством верхней части 12, которая поддерживается защищенной от раздувного формования, воздействующего на остальные части предварительно отформованной заготовки при образовании сосуда. После того как предварительно отформованная заготовка 10 преобразуется в сосуд, форму 80 для раздувания раскрывают, и законченный сосуд 58 в виде, показанном на фиг. 4, извлекают.
Что касается фигур 1-5, то для предварительно отформованной заготовки 10 и сосуда 58, изготовленных способами формования, которые рассмотрены для каждого из них выше, можно использовать два слоя вместо трех. В этом случае типовые барьерные слои 22 и 70 не используют, а вкладыш 53 формуют из одного слоя, внутреннего слоя 20. В этом случае тот же способ, как описанный выше, применяют для литья под давлением внешнего слоя 24 поверх внутреннего слоя 20. Стадии окончательного преобразования предварительно отформованной заготовки 10 в сосуд посредством раздувного формования те же, что и описанные выше. В дополнение к этому, что касается толщины внутреннего слоя 20 и внутреннего слоя 70, то предпочтительно использовать такие же соотношения между толщинами отдельных частей, как рассмотренные выше.
Что касается способов, описанных выше для изготовления предварительно отформованной заготовки 10 и сосуда 58, то эти способы могут быть объединены в один способ, который может быть автоматизирован посредством установки множества взаимосвязанных установок, приспособленных для выполнения описанных выше стадий. В патентах США N 5244610 и N 5240718 раскрыта карусельная машина для формования пластиков раздувом, в которой сочетаются стадии экструзии предварительно отформованной заготовки и раздувного формования предварительно отформованной заготовки. Каждый из этих патентов принадлежит патентообладателю настоящего изобретения, и устройства для формования, описанные в них, этим включаются в описание для использования с рассматриваемым изобретением путем ссылки.
Главное преимущество настоящего изобретения заключается в том, что обеспечиваются предварительно отформованная заготовка и сосуд (а также способ для формования их), имеющие ряд слоев, в которых по меньшей мере один слой имеет изменяющуюся толщину в разных частях предварительно отформованной заготовки и сосуда, выполняющих различные функции. Другое преимущество этого изобретения заключается в том, что предварительно отформованная заготовка и способ формования ее дают возможность изготовления сосуда, который очень удобен для возвращения в оборот. Еще одно преимущество этого изобретения заключается в том, что предварительно отформованная заготовка и сосуд предусматриваются с рядом слоев, среди которых внутренний слой изменяется по толщине в разных частях сосуда для выполнения различных функций. Еще одно преимущество этого изобретения заключается в том, что предусматриваются многослойные предварительно отформованные заготовки и сосуд, в которых каждый слой выполняет особую функцию, как например, барьерный слой, соприкасающийся с содержимым слой и внешний эстетический/функциональный слой.
Очевидно, что в соответствии с этим изобретением предложены многослойные сосуды и предварительно отформованные заготовки, которые полностью удовлетворяют целям, средствам и преимуществам, установленным выше. Хотя изобретение было описано применительно к конкретным воплощениям, очевидно, что в свете предшествующего описания для специалистов в данной области техники будут видимыми многие альтернативы, модификации и варианты. В соответствии с этим подразумевается, что все такие альтернативы, модификации и варианты находятся в пределах сущности и широкого объема приложенной формулы изобретения.
Изобретение относится к сосудам, многослойным предварительно отформованным заготовкам для изготовления сосудов и способам их изгоговления. Заготовка и сосуд имеют по меньшей мере два слоя: внешний и внутренний с толщиной, дифференцированной по высоте. Внутренний слой заготовки является выдавленным слоем, а внешний слой получен литьем под давлением. При изготовлении многослойной предварительно отформованной заготовки и сосуда используют средство для экструзии, снабженное средством для установки толщины материала. Выполнение внутреннего слоя сосуда с изменяющейся толщиной обеспечивает экономию материала при его изготовлении. 4 с. и 25 з.п. ф-лы, 13 ил.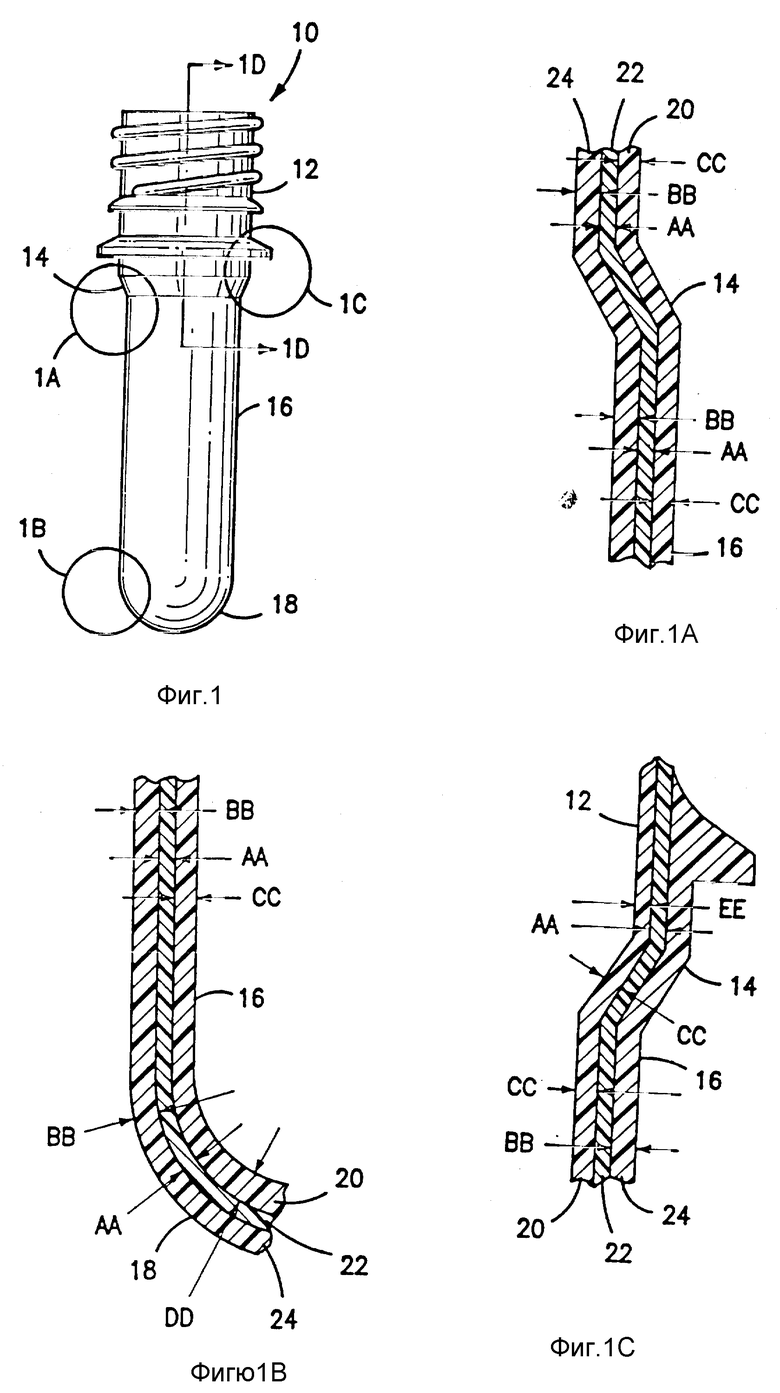
| US 4741936 A, 03.05.88 | |||
| US 3869056 A, 04.03.75 | |||
| US 4646925 A, 03.03.87 | |||
| US 4149645 A, 17.04.79 | |||
| US 4755404 A, 05.07.88 | |||
| US 5064080 A, 12.11.91 | |||
| US 5198248 A, 30.03.93 | |||
| Контейнер | 1975 |
|
SU648074A3 |

