Настоящее изобретение относится к пластмассовым сосудам, в частности, для хранения таких жидкостей, как газированные напитки или тому подобное.
Эти сосуды могут быть изготовлены из предварительно отформованной заготовки, которая может быть отформована литьевым методом или методом выдавливания с последующим формованием раздувом заготовки с получением сосуда нужной формы при использовании формы для раздува, имеющей желаемый контур. Типовыми термопластичными материалами являются полиэтилентерефталат или ПЭТФ, полиолефины и т.д., хотя могут быть использованы и другие материалы.
Конфигурация сосуда обычно включает горловинную часть со средством удержания крышки, отходящую от нее плечевую часть, боковую стенку или основную корпусную часть, отходящую от плечевой части, и донную часть, присоединенную к боковой стенке и отходящую от нее. Во многих таких сосудах желательно, чтобы донная часть имела конфигурацию днища как у бутылки из-под шампанского с направленной вдоль оси внутрь, обычно - конической, частью [1].
Донная часть таких сосудов представляет собой слабую часть, и желательно усилить конструкцию донной части.
Кроме того, потребители предпочитают сосуды большого размера, особенно из-за их удобства и экономичности, например двух- литровые сосуды, широко используемые для газированных напитков.
На самом деле желательны сосуды еще большего размера. Однако такие сосуды неудобно брать в руки, особенно маленьким детям, кроме того, стенки таких сосудов имеют склонность выпучиваться, делая их еще более неудобными в обращении.
Поэтому главной целью настоящего изобретения является создание пластмассового сосуда, формуемого раздувом, имеющего улучшенную конфигурацию.
Дополнительной частью настоящего изобретения является создание вышеупомянутого сосуда с усиленной конфигурацией днища, в частности с усиленной направленной вдоль оси внутрь донной частью.
Еще одной целью настоящего изобретения является создание усовершенствованного вышеупомянутого пластмассового сосуда, формуемого раздувом, который даже при больших размерах удобен в обращении и который включает по крайней мере одну легко отформованную и упрочненную часть с ручкой.
И еще одной целью настоящего изобретения является создание усовершенствованного пластмассового сосуда, формуемого раздувом, с упрочненными стенкой или корпусными частями.
Другие цели и преимущества настоящего изобретения будут очевидны из нижеследующего описания.
В соответствии с настоящим изобретением вышеизложенные цели и преимущества могут быть легко достигнуты.
Настоящее изобретение обеспечивает усовершенствованный пластмассовый сосуд, формуемый раздувом. Отформованный раздувом пластмассовый сосуд состоит из горловинной части, образующей отверстие, донной части и корпусной части, соединяющей горловинную и донную части, при этом горловинная, корпусная и донная части образуют полое пространство, закрытое в донной части и открытое в горловинной части, и имеют внутреннюю поверхность стенки и внешнюю поверхность стенки, причем по меньшей мере один опорный элемент в полом пространстве проходит полностью через полое пространство и представляет собой единое целое с внутренней поверхностью стенки корпусной части в двух ее отстоящих друг от друга местах, чтобы поддерживать внутреннюю поверхность стенки.
Предпочтительный вариант настоящего изобретения обеспечивает то, что внешняя поверхность стенки корпусной части определяет области, которые заключают в себе по меньшей мере два примыкающих друг к другу выступа, соединенных между собой углублениями, в которых опорный элемент представляет собой единое целое с внутренней поверхностью стенки корпусной части соседних впадин и поддерживает последние. Желательно, чтобы выступы и впадины образовывали ручку. В одном варианте опорный элемент является смежным с двумя углублениями и поддерживает их, а в другом варианте предусмотрены четыре соседних выступа и четыре углубления с двумя опорными элементами, причем опорные элементы заключают в себе опорные стенки, проходящие полностью через полое пространство, а каждая опорная стенка соединяет два углубления. В одном варианте выступы имеют приблизительно одинаковые размеры, а опорная стенка проходит приблизительно через центр полого пространства. В другом варианте выступы имеют разные размеры, а опорная стенка проходит через полое пространство со смещением от его центра. Внутренняя опорная стенка проходит от донной части до корпусной части, составляет с ними единое целое и оканчивается в корпусной части, причем выступы и углубления могут находиться только в корпусной части.
В еще одном варианте настоящего изобретения донная часть включает направленную внутрь по оси часть, имеющую свою внутреннюю поверхность стенки, причем опорный элемент составляет одно целое с по меньшей мере частью внутренней поверхности стенки корпусной части, а также составляет одно целое с внутренней поверхностью стенки, направленной внутрь части, чтобы поддерживать представляющие собой единое целое внутренние поверхности стен. Может быть создано множество опорных стенок и опорные стенки могут оканчиваться в корпусной части.
Кроме того, настоящее изобретение обеспечивает пластмассовую заготовку для изготовления отформованных раздувом сосудов.
Заготовка состоит из: горловинной части, образующей отверстие, отходящей от нее корпусной части, и объединенной донную часть, отходящую от корпусной части; причем корпусная часть определяет полое пространство, закрытое в донной части и открытое в горловинной части, и по меньшей мере одной внутренней стенки, проходящей полностью через полое пространство от донной части до корпусной части и заканчивающейся в корпусной части.
Сосуд согласно настоящему изобретению дает множество преимуществ. Во-первых, отформованный пластмассовый сосуд снабжен опорным элементом внутри сосуда, обеспечивающим ему опору. Легко получить опорные ручки, а донную часть можно снабдить внутренними опорными элементами, обеспечивающими опору для направленной внутрь вдоль оси донной части. Далее, эти сосуды просто и легко изготавливать.
Другие преимущества настоящего изобретения будут ясны из изложенного ниже.
На фиг. 1 представлено боковое сечение заготовки для получения сосуда согласно настоящему изобретению; фиг. 2 - поперечное сечение вдоль линии 1А-1А на фиг. 1; фиг. 3 - изображение в перспективе части стержня для формования заготовки, показанной на фиг. 1; фиг. 4 - поперечное сечение узла стержневой литейной формы для формования заготовки, показанной на фиг. 1; фиг. 5 - вертикальный вид сосуда согласно настоящему изобретению; фиг. 6 - изображение части поперечного сечения, проведенного через форму для формования выдувания сосуда согласно настоящему изобретению из заготовки, подобной той, что показана на фиг. 1; фиг. 7 - поперечное сечение вдоль линии 5A - 5A на фиг. 5; фиг. 8 - разновидность варианта выполнения, изображенного на фиг. 7; фиг. 9 - поперечное сечение, вдоль линии 5C - 5C на фиг. 5; фиг. 10 - альтернативный вариант выполнения, подобный варианту, изображенному на фиг. 5; фиг. 11 - боковое сечение донной части сосуда согласно настоящему изобретению, включающее донную часть, направленную внутрь вдоль оси, с опорным элементом для нее; фиг. 12 - изображения в перспективе варианта поддержанной донной части сосуда по настоящему изобретению; фиг. 13 - сечение донной части, изображенной на фиг. 12; фиг 14 - изображение в перспективе части стержня заготовки для формования заготовки, пригодной для получения сосуда, конструкция которого показана на фиг. 12.
В соответствии с настоящим изобретением внешняя конфигурация сосуда может быть такой, что углубления и выступы между углублениями, которые могут служить для облегчения зажигания бутылки, окажутся снаружи. Это, в частности, желательно для бутылки или сосуда большого диаметра и делает контейнер удобным в обращении, когда он полностью или частично наполнен. Внутренние опорные элементы выполнены по соседству с углублениями, чтобы служить им опорами при воздействии внутреннего давления и для создания жесткой части с ручкой.
Кроме того, дополнительной особенностью настоящего изобретения является обеспечение основания или донной части с направленной внутрь вдоль оси деталью, в основном конической, и по меньшей мере одного опорного элемента внутри сосуда, предохраняющего донную деталь от деформаций из-за внутреннего давления. Это полезно, в частности, потому, что весьма желательно усилить такую направленную внутрь деталь или конструкцию типа основания бутылки от шампанского.
Далее, внутренняя опорная стенка или стенка согласно настоящему изобретению являются, в частности, желательными в формованных раздувом пластмассовых сосудах, чтобы обеспечить конструкцию с опорными стенками.
Заготовку для формования этих сосудов можно изготовить методами литьевого формования или выдавливания; она включает внутреннюю стенку, проходящую полностью через внутреннее пространство заготовки, которая должна соответствовать, в основном, внутреннему опорному элементу в готовом отформованном раздувом сосуде.
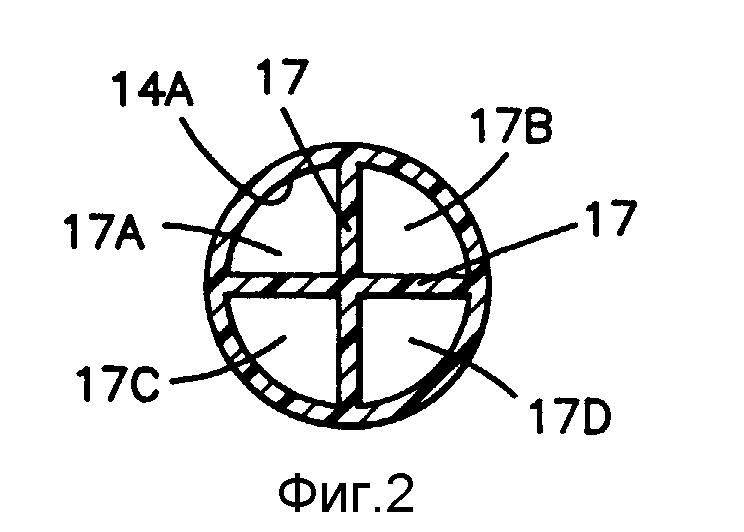
Обратимся к фиг. 1, на которой изображена пластмассовая черновая форма или заготовка 10, изготовленная методом литьевого формования или выдавливания из синтетического полимера, который, желательно, может быть биаксиально ориентированным, как, например, полиэтилентерефталат. Заготовка 10 имеет горловинную часть 11, образующую отверстие 12, и может быть снабжена наружной резьбой 13, служащей местом для крепления крыши или укупорочного средства на готовом отформованном выдуванием пластмассовом сосуде. У заготовки 10 есть корпусная часть 14, отходящая от горловинной части 11 и составляющая одно целое донная часть 15, отходящая от корпусной части. Корпусная часть, показанная на фиг. 1, обычно трубчатая, хотя она может, конечно, иметь и не трубчатую конструкцию. Горловинная часть 11 имеет внутреннюю поверхность 11А стенки и внешнюю поверхность 11В стенки, трубчатая корпусная часть - внутреннюю поверхность 14А стенки и внешнюю поверхность 14В стенки, и донная часть 15 - внутреннюю поверхность 15А стенки и внешнюю поверхность 15В стенки. Корпусная часть 14 образует полое пространство 16 внутри заготовки 10, причем полое пространство 16 закрыто в донной части 15 и открыто в отверстии 12 горловинной части. Донная часть 15 может иметь любую желаемую или подходящую форму, зависящую от желаемого процесса изготовления и характеристик готового сосуда, например, такую, как закругленная полукруглая форма, показанная на фиг. 1, или, например, плоская форма, или даже форма днища, направленного во внутрь.
Заготовка 10 включает по крайней мере одну и, предпочтительно, две внутренние стенки 17, такие, как две стенки, показанные на фиг. 2. Внутренние стенки 17 проходят полностью через полое пространство 16 и от донной части 15 в трубчатую корпусную часть 14, заканчиваясь в корпусной части 14. Как показано на фиг. 2, четыре отдельные камеры 17A, 17B, 17C и 17D образованы внутренними стенками 17, хотя, конечно, камеры сообщаются между собой над стенкой 17. Как ясно видно на фиг. 2, внутренние стенки 17 составляют одно целое с внутренней поверхностью 14А стенки. Они также объединены внутренней поверхностью 15А стенки, как можно увидеть на фиг. 1. Таким образом, внутренняя стенка или стенки образуют единую поддерживающую конструкцию для стенок заготовки. Заготовку также можно изготовить из прозрачного полиэтилентерефталата, чтобы внутренние стенки были легко различимы.
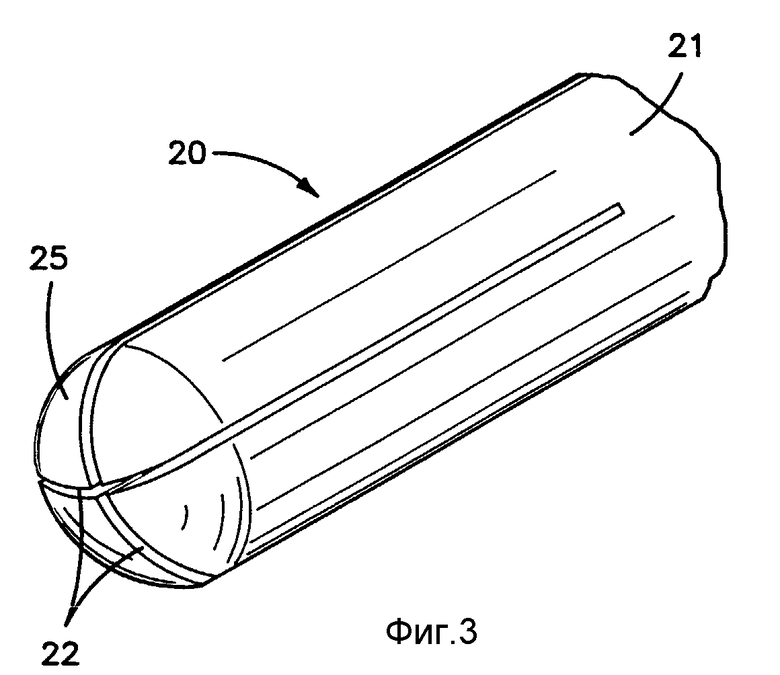
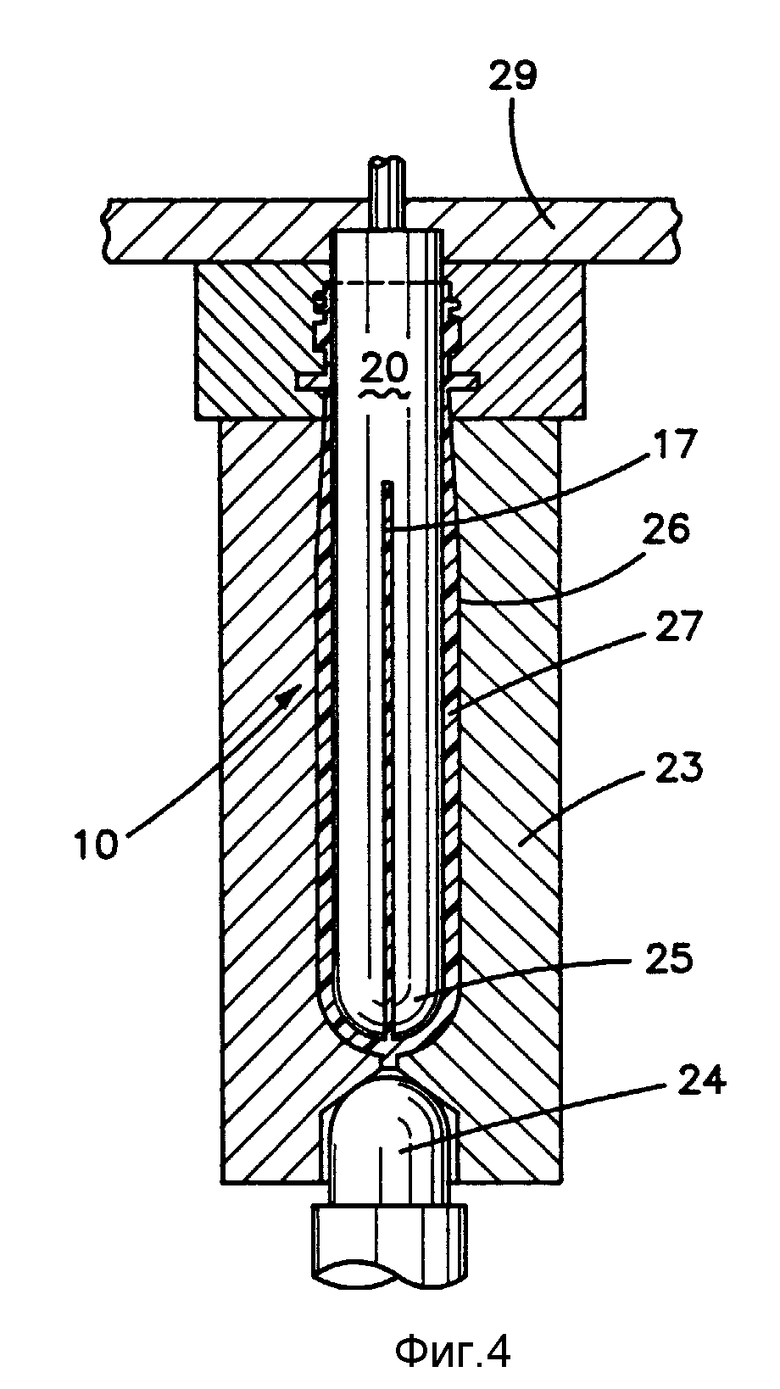
На фиг. 3 и 4 показан обычный способ изготовления заготовки 10 литьевым формованием. Это предпочтительный способ формования заготовки 10; однако должно быть понятно, что заготовку 10 можно при желании отформовать выдавливанием с использованием обычной технологии выдавливания, обуславливающей применение выдавливающей головки, включающей крестообразное отверстие, чтобы сформировать желаемые внутренние стенки, с последующей отсечкой днища, чтобы сформировать донную часть.
Обратимся к фиг. 3, где представлен стержень 20 для литьевого формования, имеющий внешнюю стенку 21 обычно цилиндрической формы, соответствующей желаемой внутренней форме заготовки 10. Кроме того, литьевой стержень 20 включает сообщающиеся полые крестообразные каналы или пазы 22, соответствующие желаемым внутренним разделительным стенкам в заготовке. Таким образом, стержень 20 помещен в литьевую форму 23 обычным способом литьевой заготовки 24, посаженной в литьевую форму 23 рядом с днищем 25 литьевого стержня 20. Стержень 20 посажен в литьевую форму 23 так, что появляется пространство 26 между стержнем 20 и литьевой формой 23, и расплавленную пластмассу 27 впрыскивают в пространство 26 через литьевую головку 24. Расплавленная пластмасса 27 должна также пройти в пазы 22 в стержне 20, чтобы образовать внутренние стенки 17. Затем узел литьевой формы и стержня открывают и извлекают литьевой стержень с заготовкой 10 на нем с помощью пластины 29. Литьевой стержень 20 затем удаляют из заготовки 10 путем удержания заготовки неподвижной во время перемещения стержня в осевом направлении.
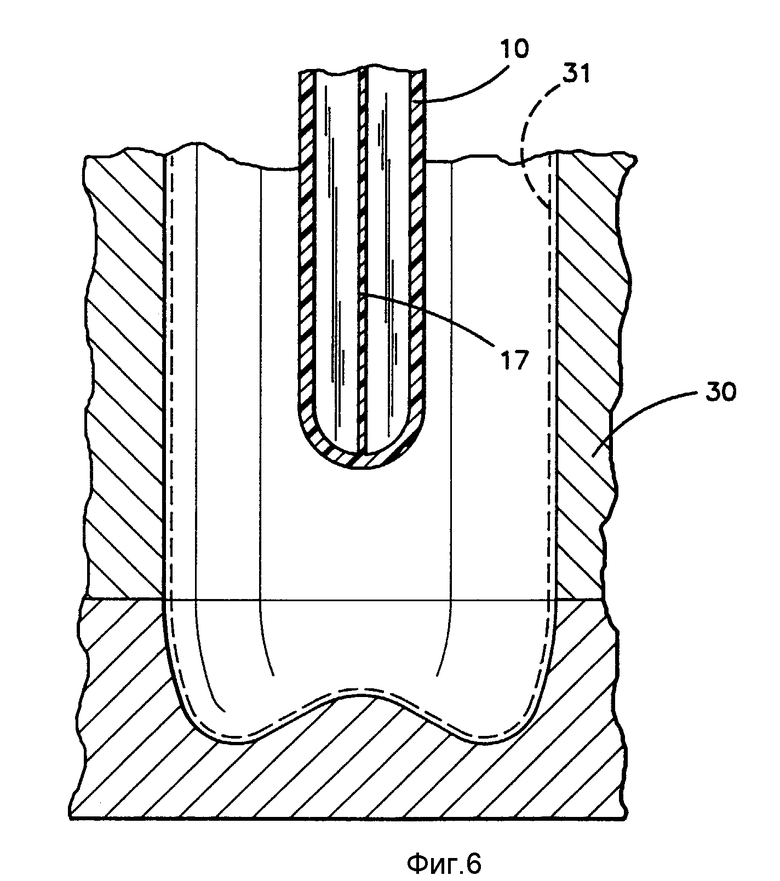
Теплую заготовку 10 затем помещают в форму 30 для раздува, как показано на фиг. 6, и формуют из заготовки сосуд по настоящему изобретению, как будет описано ниже. Температуру отформованной таким образом заготовки доводят до величины, при которой может быть выполнено формование раздувом и которая может быть достигнута путем нагрева предварительно отформованной заготовки или путем образования горячей заготовки одновременно с операцией литьевого формования и подходящего регулирования ее температуры, если необходимо. Нагревание внутренних стенок, если необходимо, можно будет выполнить путем циркуляции теплового воздуха внутри полого пространства 16 или путем введения нагревателей внутрь по крайней мере одной из деталей, образующих стенки 17.
Теплую заготовку помещают в форму для раздува, имеющую конфигурацию желаемого сосуда, как форма 30 для раздува 30 на фиг. 6, во время дутья сжатого воздуха в нее так, чтобы заготовка расширялась до формы 31, показанной пунктирными линиями на фиг. 6, и чтобы обеспечить ориентацию по двум осям и продольное удлинение. Эту операцию можно провести с использованием или без использования вытяжного стержня или дорна, чтобы выполнить осевое растяжение. Если такой стержень используется, у него должно быть столько зубцов, сколько там имеется отсеков, причем каждый зубец должен служить опорой днища заготовки внутри каждого отсека. Стенки 17 тоже будут расширяться до той степени, которую позволяет форма 30 для раздува. Конкретная форма для раздува, показанная на фиг. 6, имеет внутреннюю конфигурацию, которая позволяет сформировать пластмассовый сосуд 40, показанный на фиг. 5, хотя, естественно, можно выбрать и другие очертания. Конечно, если желаемая окончательная конфигурация включает по меньшей мере два примыкающих друг к другу выступа, соединенных углублением, форма для раздува будет иметь такую конфигурацию. Аналогично, если желательна направленная внутрь вдоль оси донная часть (как показано на фиг. 5 и 6), форма для раздува будет иметь это очертание. Заготовка будет расширяться до такой степени, которую позволяет форма для раздува, и внутренние стенки также будут соответственно расширяться.
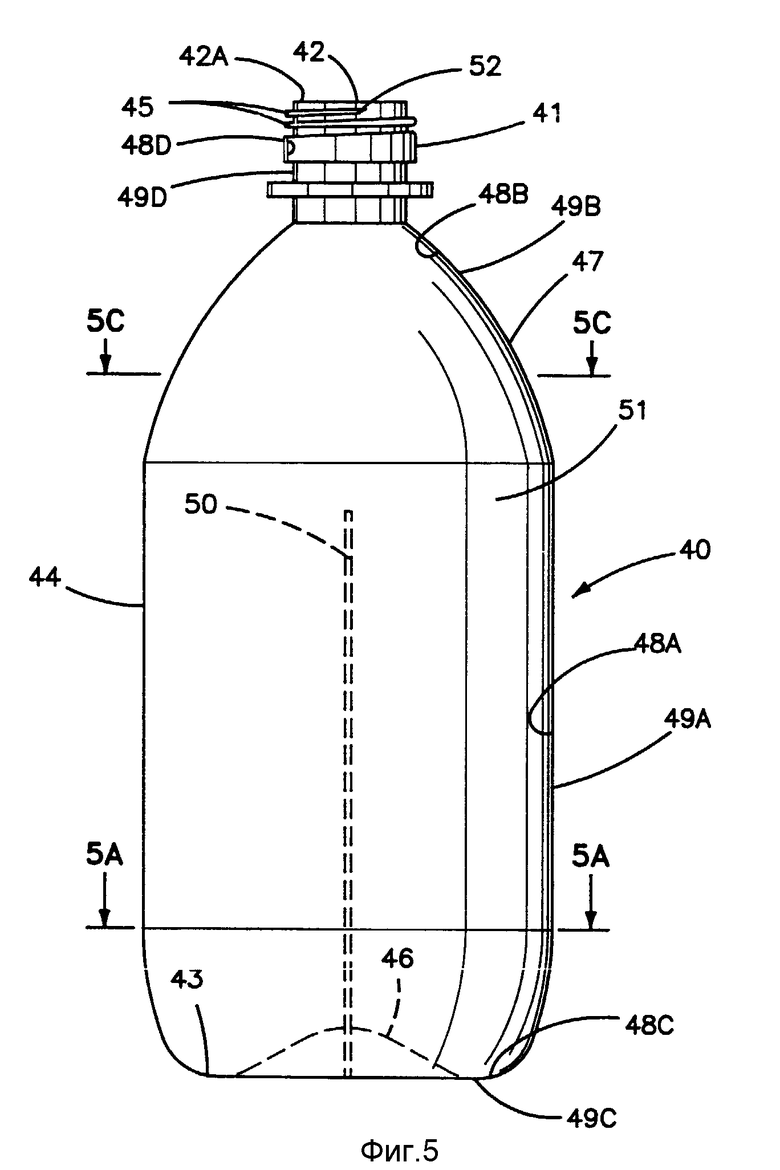
Таким образом, получен отформованный раздувом пластмассовый сосуд 40, имеющий горловинную часть 41, образующую отверстие 42, донную часть 43, корпусную часть 44, обычно - трубчатую корпусную часть, взаимосвязанную горловинную часть 41 и донную часть 43. Горловинная часть 41 снабжена внешней резьбой 45, соответствующей резьбе 13 на заготовке 10 и предназначенной для того, чтобы служить местом крепления крышки на сосуде. Донная часть 43 имеет направленное внутрь вдоль оси, обычно коническое, основание 46. Сосуд 40 также включает плечевую часть 47, соединяющую горловинную часть 41 и трубчатую корпусную часть 44, и имеет еще внутреннюю поверхность 48А стенки корпусной части и внешнюю поверхность 49А стенки, внутреннюю поверхность 48В стенки плечевой части и внешнюю поверхность 49В стенки, внутреннюю поверхность 48С стенки донной части и внешнюю поверхность 49С стенки и внутреннюю поверхность 48D стенки горловинной части и внешнюю поверхность 49D стенки.
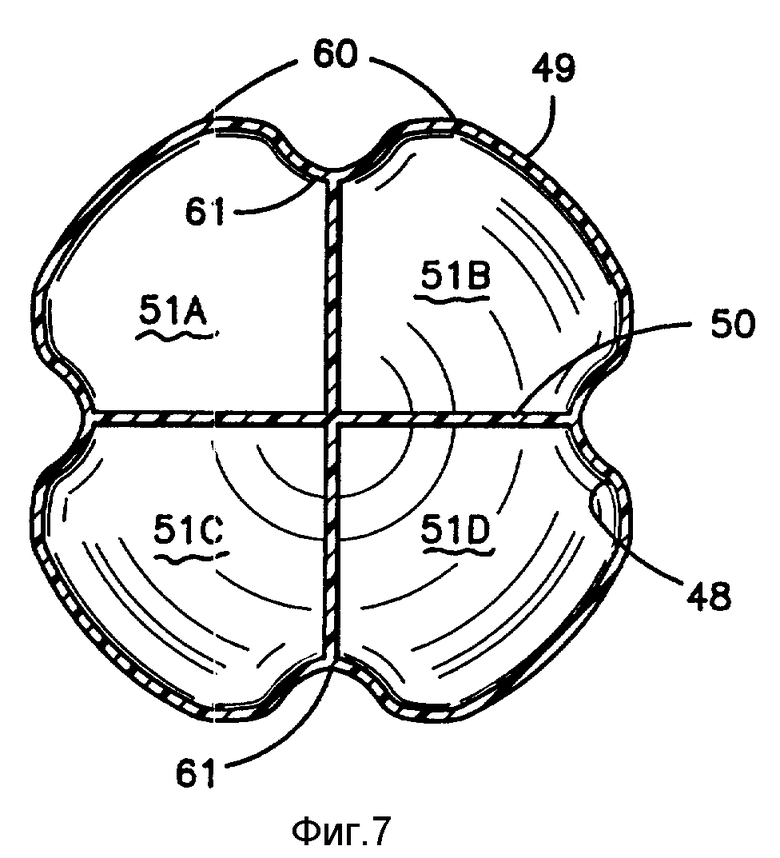
Сосуд 40 снабжен по меньшей мере одной внутренней стенкой 50, которая соответствует внутренней стенке 17 заготовки 10 и которая полностью проходит через полое пространство 51 внутри сосуда 40 и из донной части 43 в корпусную часть 44, заканчиваясь в корпусной части, чтобы образовать по меньшей мере две отдельные камеры, см. камеры, 51А, 51В, 51С и 51D на фиг. 7, сообщающиеся между собой в корпусной части и конце внутренней стенки 50.
Как можно легко увидеть на фиг. 5 и 7, внутренние стенки составляют единое целое с сосудом, причем на фиг. 7 ясно показана внутренняя стенка 50, составляющая одно целое с внутренней поверхностью 48 стенки и обеспечивающая прочную опору для стенок контейнера. Естественно также, что опорная стенка или стенки составляют единое целое с внутренней поверхностью 48С стенки донной части и обеспечивают ее прочную опору.
На фиг. 7 внешняя поверхность 49 стенки образует примыкающие друг к другу дуговые выступы 60, соединенные углубленными областями или углублениями 61, в частности, удобные в обращении в случае сосудов большого размера. Естественно, можно получить и другие формы. Опорные элементы 50 в полом пространстве 51 расположены смежно с углублениями и обеспечивают их опору. Полученные таким образом опертые ручки не будут выворачиваться, когда бутылка находится под давлением.
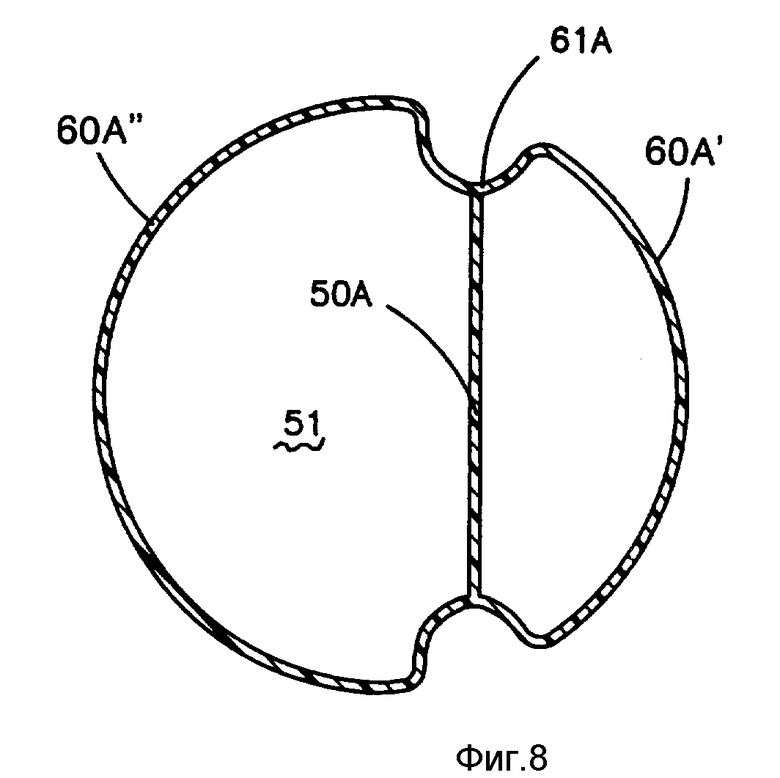
Вариант, изображенный на фиг. 8, показывает естественную опорную стенку 50А с выступом 60А', который меньше, чем выступ 60А'', причем эти выступы соединены друг с другом углублениями 61А, и с опорной стенкой, пересекающей полое пространство 51 и смещенной из его центра. Эта конструкция обеспечивает относительно маленький удобный в употреблении выступ.
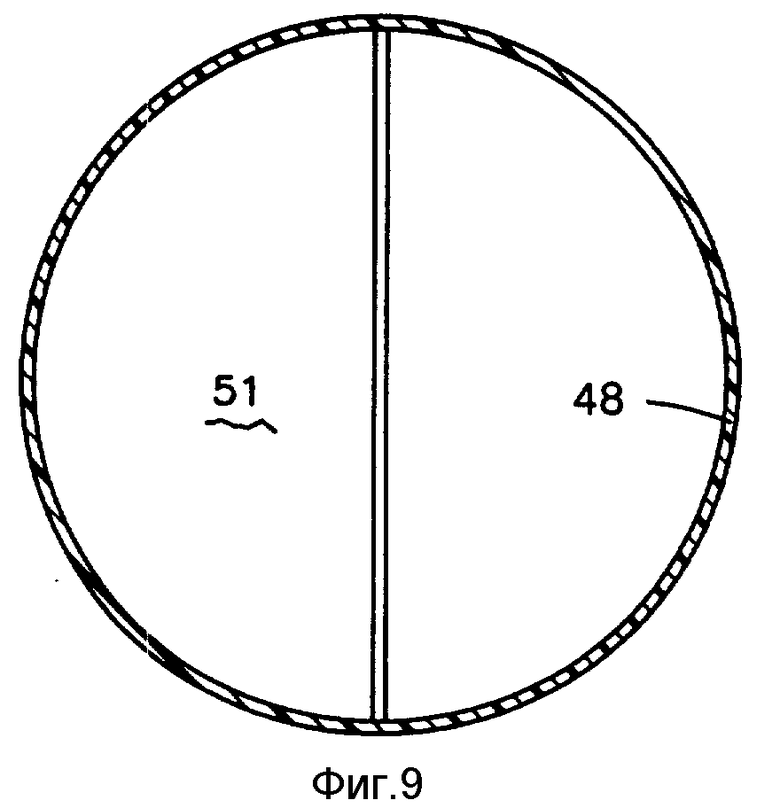
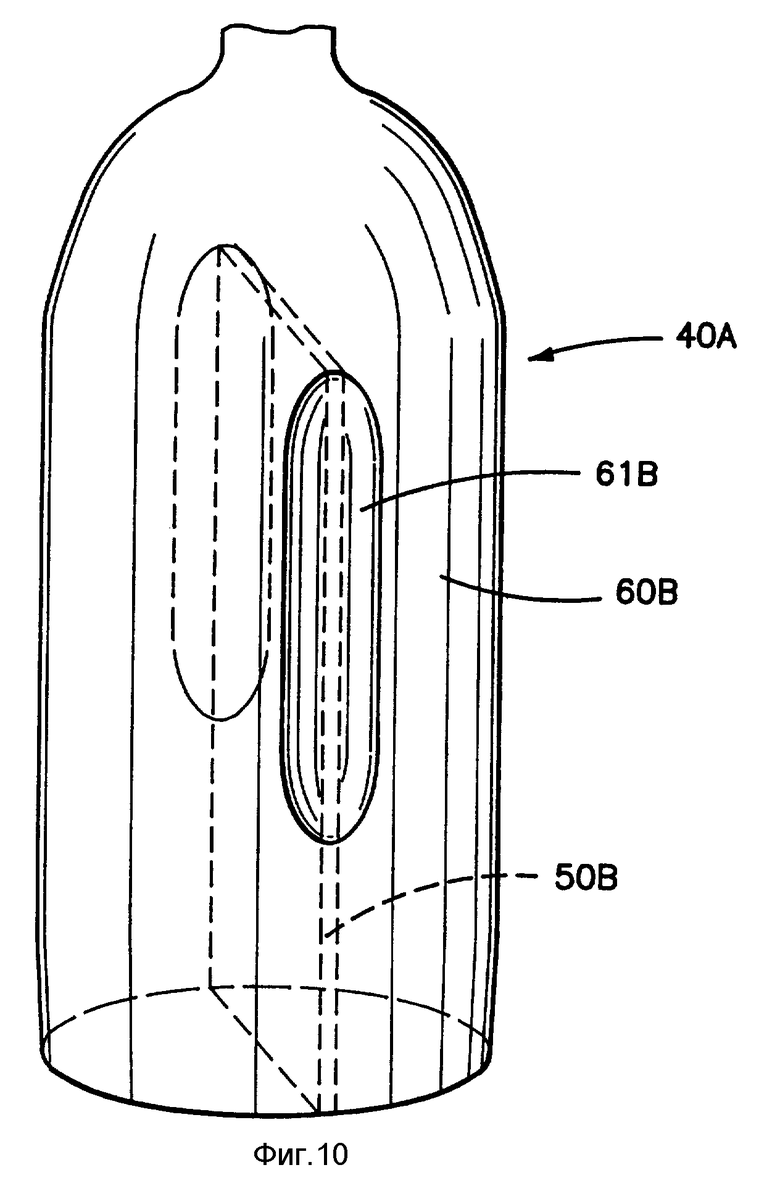
Вариант согласно фиг. 7 отображает выступы 60 приблизительно равного размера с опорной стенкой 50, пересекающей полое пространство 51 в его центре. Следует оценить по достоинству, что можно использовать единственную опорную стенку, как показано на фиг. 8, или две опорные стенки, как показано на фиг. 7, или более чем две опорные стенки, если желательно. Предпочтительно, опорные стенки составляют единое целое с внутренними поверхностями стенок донной части и по крайней мере с частью корпусной части, в зависимости от протяженности вверх опорной стенки. Они расположены смежно с углублениями и обеспечивают прочную опору для них, которая будет, например, предотвращать выворачивание стенок. Поэтому ручка останется жесткой и устойчивой, независимо от того, полностью или частично заполнен сосуд. Как можно увидеть из фиг. 5 и 9, внутренняя стенка, желательно, оканчивается внутри корпусной части. Аналогично, выступы и углубления, предназначенные для образования ручки, могут оканчиваться в корпусной части, и, естественно, могут, если желательно, начинаться и оканчиваться в корпусной части, образуя отдельную ручку. Это показано в типовом варианте на фиг. 7, в котором у сосуда 40А есть отдельная ручка, образованная углублениями 61В и выступами 60В. Опорный элемент 50В расположен смежно с углублениями и как в других вариантах. Конечно, при желании можно продлить ручку на всю длину пространства до донной части или даже в плечевую часть. Это обеспечивает значительную универсальность сосуда по настоящему изобретению.
При желании, выступы и углубления могут просто образовать волнообразную поверхность или другие декоративные узоры на внешней поверхности стенки, как показано на фиг. 7 и 10, чтобы можно было отличить сосуд. Поэтому в соответствии с настоящим изобретением можно легко выполнить множество узких выступов в декоративных целях.
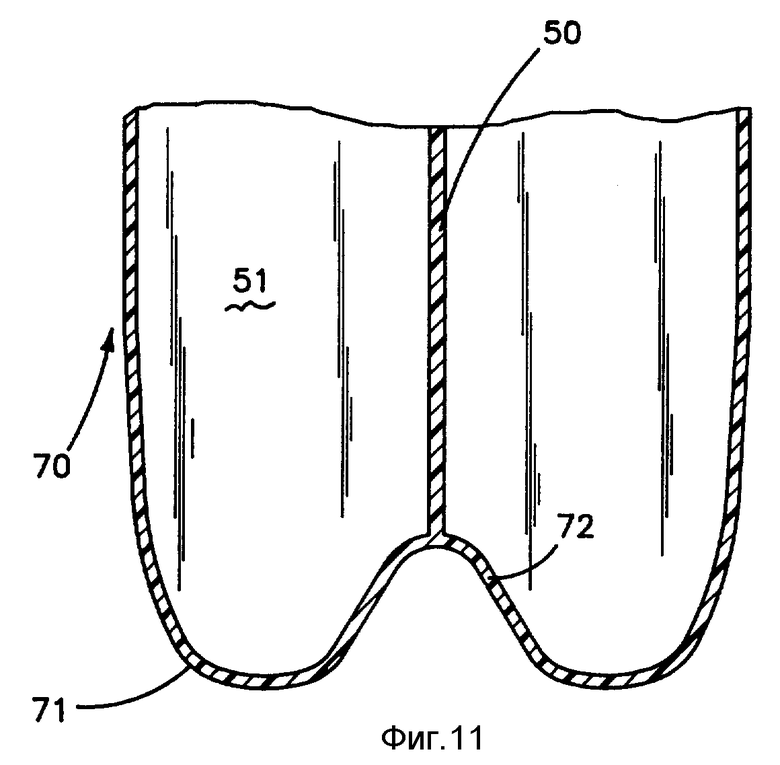
На фиг. 11 показан сосуд 70 с видоизмененным основанием 71 типа основания бутылки от шампанского, включающим направленную внутрь вдоль оси, обычно коническую, деталь 72. Опорный элемент 50 в полом пространстве 51 расположен смежно с конической деталью 72 и поддерживает коническую деталь, а также может кроме этого служить опорным элементом, как в других вариантах. Согласно фиг. 11 опорный элемент 50 составляет единое целое и соединен с конической деталью 72, проходя в корпусную часть контейнера, как показано на фиг. 5.
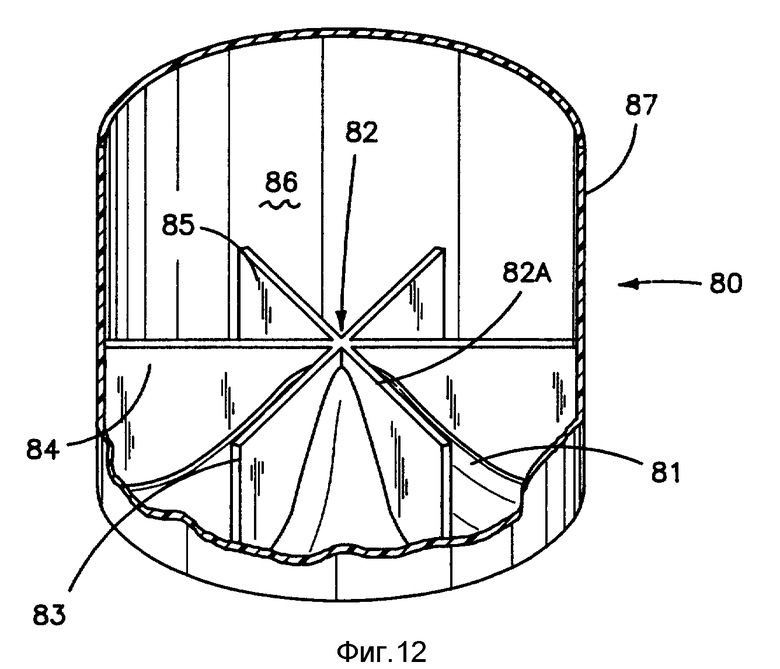
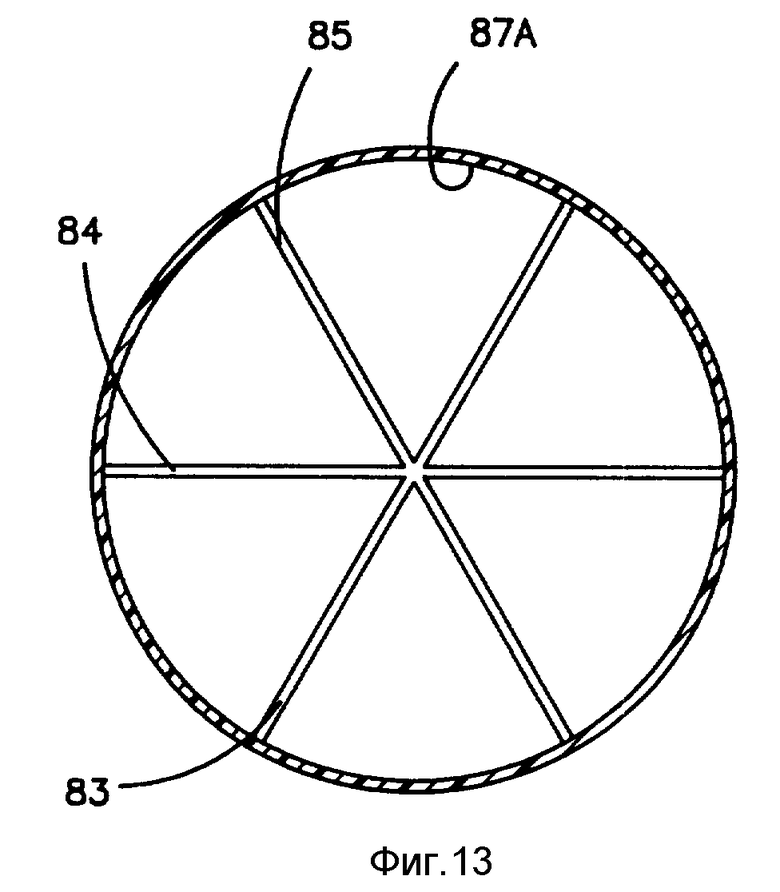
На фиг. 12 показан вариант сосуда 80 с измененным основанием 81 типа основания бутылки от шампанского, включающим направленную внутрь вдоль оси коническую деталь 82. Множество внутренних стенок или опорных элементов 83, 84 и 85 расположены в полом пространстве 86, поддерживая конический элемент 82 и боковые стенки 87 так же, как основание 81. Как можно легко увидеть из фиг. 12 и 13, опорные элементы составляют единое целое с частью внутренней поверхности 87А стенки корпусной части и с внутренней поверхностью 82А стенки, направленной внутрь детали, чтобы обеспечить прочную и жесткую опору для направленной внутрь детали, а также смежных и составляющих единое целое стенок. Опорные стенки могут оканчиваться в корпусной части, как в других вариантах. Точное число опорных стенок будет зависеть от конкретного сосуда.
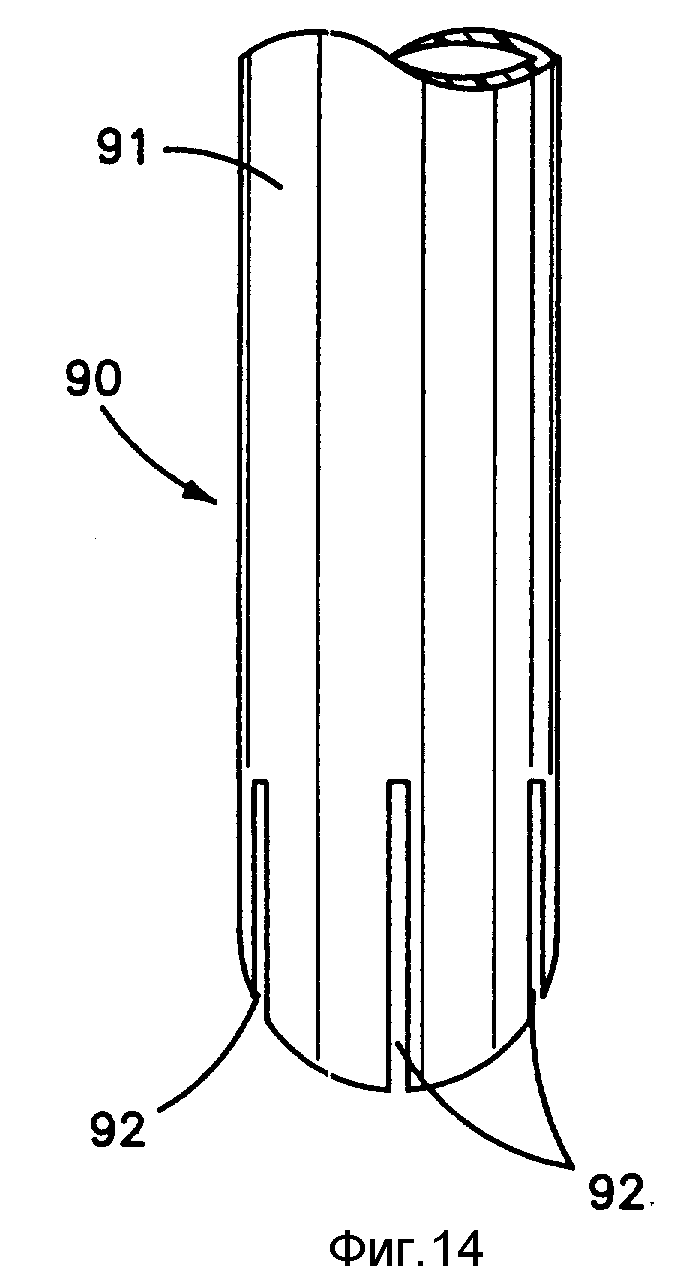
На фиг. 14 показано изображение в перспективе части стержня 90, пригодного для формования заготовки, подходящей для изготовления сосуда согласно фиг. 12 и 13. Стержень 90 имеет внешнюю стенку 91, обычно, цилиндрической формы, подобно стержню, показанному на фиг. 3. Сообщающиеся полые крестообразные каналы или пазы 92 соответствуют числу и высоте опорных стенок, желательных в готовом контейнере. Способом, изложенным при описании фиг. 3 и 4, расплавленную пластмассу будут подавать в пазы 92, чтобы сформовать внутренние стенки.
Следует понять, что изобретение не ограничено чертежами, описанными и показанными выше, которые следует рассматривать только как иллюстрацию лучших вариантов осуществления изобретения и которые могут изменяться при изменении формы, размеров, компоновки частей и сочетания особенностей режима обработки. Изобретение скорее направлено на охват всех таких изменений, которые находятся в пределах существа и объема изобретения, как определенных в нижеследующей формуле изобретения.
Изобретение относится к емкостям, а именно к пластмассовым сосудам, в частности, для хранения таких жидкостей, как газированные напитки. Пластмассовый сосуд, формуемый раздувом, включает по меньшей мере один внутренний опорный элемент, составляющий единое целое с внутренней поверхностью стенки корпусной части, чтобы поддерживать ее. Корпусная часть сосуда образует выступы, соединенные между собой углублениями, которые определяют ручку, причем внутренний опорный элемент соединяет и поддерживает углубления. 8 з. п.ф-лы, 14 ил.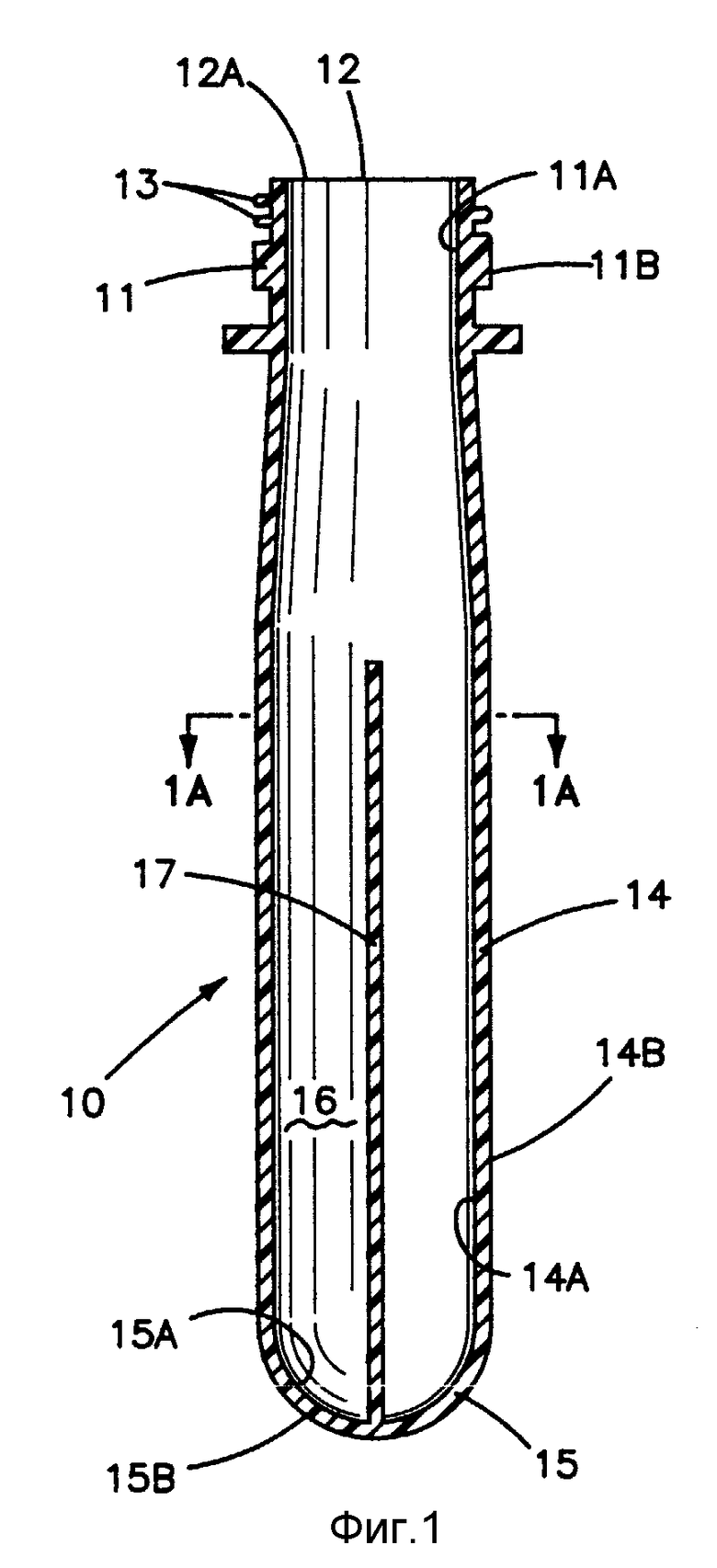
| US, патент, 4993565, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
