Изобретение относится к устройству для подготовки предварительно отформованных коробок, заполняемых жидким пищевым продуктом. Устройство по изобретению позволяет уменьшить до минимума объем пространства, необходимого для операции стерилизации коробок и образования на них линии сгиба, осуществляемых перед заполнением коробок продуктом.
Для упаковки различных жидких пищевых продуктов, например молока и сока, обычно используют картонные коробки. Такие коробки для жидких пищевых продуктов обычно имеют двускатное верхнее перекрытие и их предварительно отформовывают с закрытым дном и вертикальными стенками. Устройство для подготовки коробок содержит конвейер для прерывистого перемещения коробок. Устройство для распыления стерилизующего раствора (обычно перекиси водорода) внутрь коробки через ее открытый верх, устройство для инициирования сгибания верхнего перекрытия коробки, имеющее гибочное приспособление, способное входить в соприкосновение со стенками коробки у ее верхнего перекрытия, устройство для заполнения коробки жидким пищевым продуктом и устройство для закрывания и запечатывания коробки. Такие устройства, включенные в разливочные машины, в общем известны (см. например патент США 4566251, кл. B 65 B 55/10, 1986).
После заполнения коробок жидким продуктом их закрывают и герметизируют верхнюю часть каждой коробки запечатыванием, получая заполненную коробку с двускатным верхом. Коробка обычно имеет несколько линий сгиба, по которым загибают верхнюю часть стенок коробки с получением коробки с двускатным верхом. Чтобы способствовать правильному складыванию стенок коробки, часто желательно образовать линии сгиба на коробке заранее, то есть до загибания и запечатывания стенок коробок на позиции закрывания и запечатывания. В этом случае, если коробка достигает стадии процесса, где загибают и запечатывают вертикальные стенки коробки, то она оказывается значительно менее подверженной неправильному загибанию и запечатыванию.
Однако легко понять, что если упомянутые операции стерилизации и образования линий сгиба осуществлять в разливочной машине на последовательно расположенных позициях с необходимостью перемещения коробки с позиции образования линий сгиба к позиции ее стерилизации, то в этой машине потребуется дополнительное пространство. В существующих машинах ограниченность пространства может не позволить осуществлять эти операции на последовательно расположенных позициях. Таким образом, если существуют ограничения в отношении размещения двух операций на последовательно расположенных позициях, то может оказаться невозможным выполнение обеих операций в разливочной машине.
Ввиду вышеизложенного, задачей изобретения является создание такого устройства для подготовки предварительно отформованных коробок, которое требует минимального пространства для стерилизации коробок и образования линий сгиба на вертикальных стенках.
Еще одной задачей изобретения является создание устройства указанного типа, которое позволяет одновременно и на одной позиции проводить стерилизацию коробок и образование на них линий сгиба.
Вышеуказанные и другие задачи и преимущества достигаются устройством упомянутого (в связи с патентом США) типа, которое, согласно изобретению, имеет ту особенность, что устройство для распыления стерилизующего раствора выполнено в виде распылительной головки с распылительным соплом, установленной в центре гибочного приспособления с возможностью вертикального перемещения относительно гибочного приспособления, при этом устройство снабжено приводным механизмом, обеспечивающим совместное опускание распылительной головки и гибочного приспособления, а также опускание гибочного приспособления при неподвижной распылительной головке. Гибочное приспособление желательно размещать вокруг распылительной головки и соединять с ней таким образом, чтобы движение гибочного приспособления к коробке приводило бы к размещению распылительной головки внутри коробки. Благодаря этому можно одновременно осуществлять стерилизацию полости коробки и образование линий сгиба на коробке.
При работе устройства по изобретению верхнюю часть стенок коробки вдавливают внутрь, опуская гибочное приспособление из одного положения, в котором оно отдалено от стенок коробки, в другое положение, в котором гибочное приспособление соприкасается с верхней частью стенок коробки. Затем распыляют стерилизующий раствор внутрь коробки с опусканием распылительной головки с распылительным соплом из первого положения, в котором распылительная головка находится вне полости коробки, во второе положение, в котором распылительная головка находится внутри коробки. Стерилизацию и операцию по образованию линий сгиба проводят одновременно.
Особенности предпочтительного варианта выполнения изобретения станут более понятны из следующего описания, приведенного со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 - аксонометрический вид верхней части коробки с двускатным верхом.
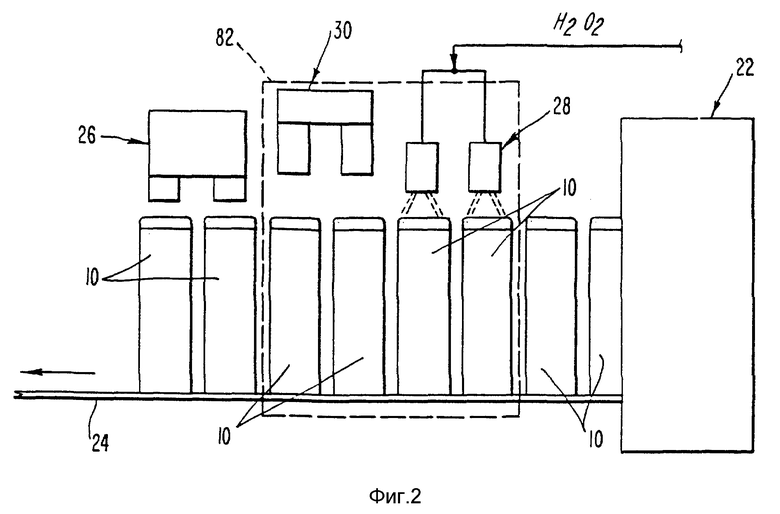
фиг. 2 - схематический вид разливочной машины для коробок, в которой может применяться устройство по изобретению для стерилизации и образования линий сгиба,
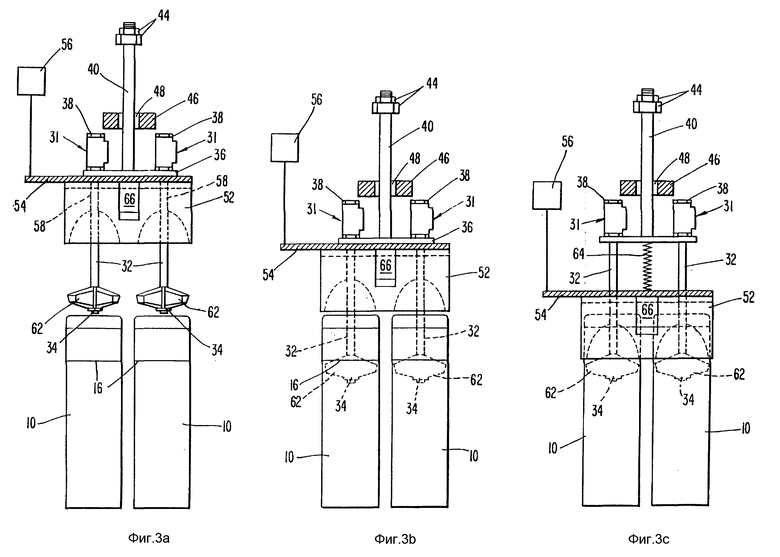
фиг. 3(a) - вид сбоку устройства по изобретению, находящегося в первом положении,
фиг. 3(b) - вид сбоку устройства по изобретению, находящегося во втором положении,
фиг. 3 (c) - вид сбоку устройства по изобретению, находящегося в третьем положении,
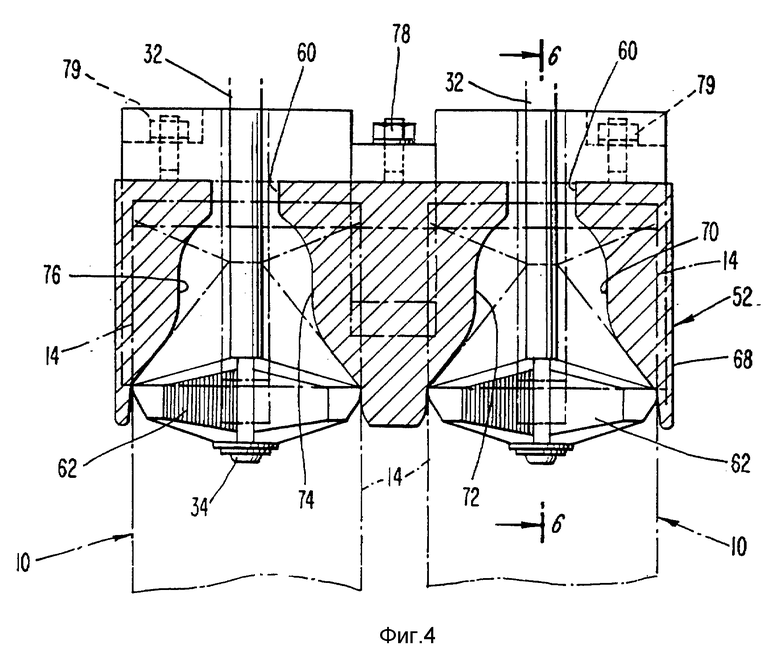
фиг. 4 - разрез гибочного приспособления и опоры при виде спереди, которые применены в устройстве по изобретению в узле образования линий сгиба,
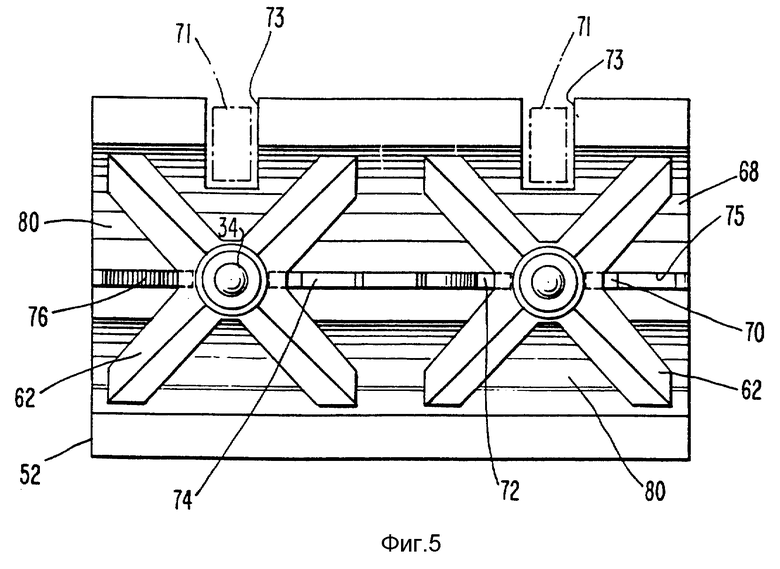
фиг. 5 - вид снизу гибочного приспособления и опоры, показанных на фиг. 4,
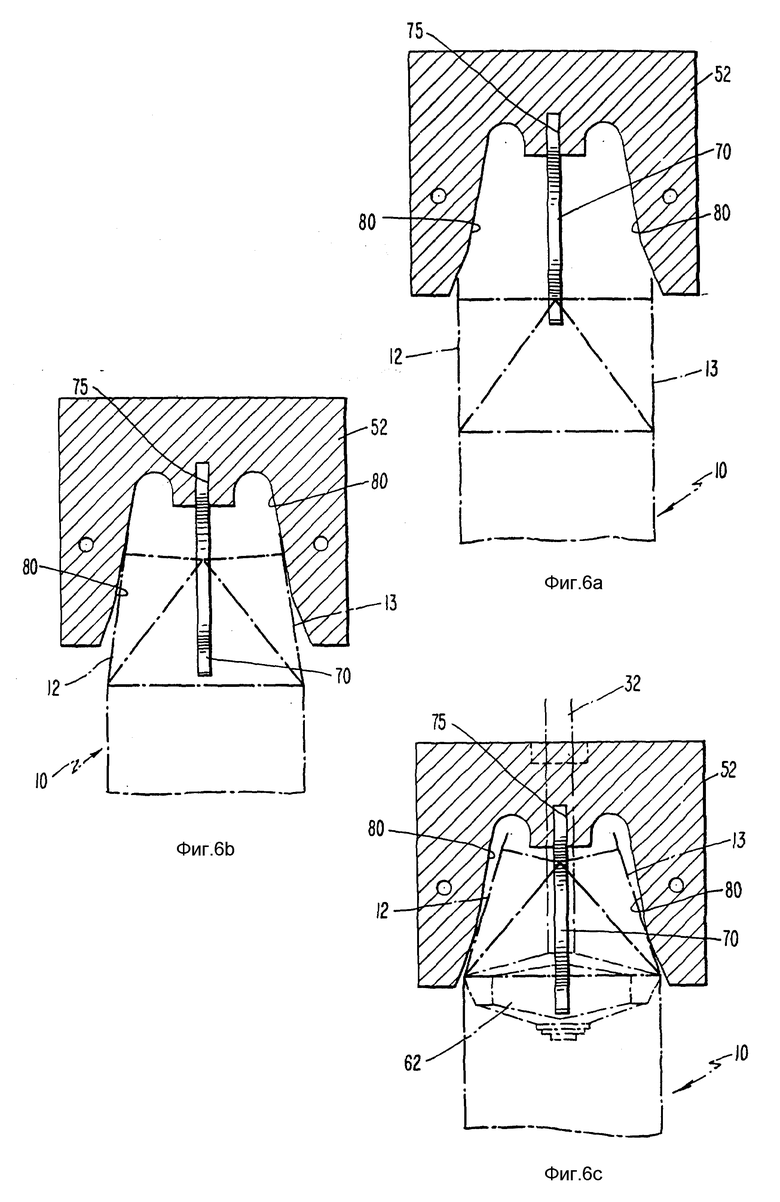
фиг. 6(a) - разрез гибочного приспособления при виде сбоку по 6-6 на фиг. 4, причем гибочное приспособление расположено непосредственно перед соприкосновением с верхней частью стенок коробки,
фиг. 6(b) - разрез гибочного приспособления при виде сбоку по 6-6 на фиг. 4, причем гибочное приспособление соприкасается с верхней частью стенок коробки,
фиг. 6(c) - разрез гибочного приспособления при виде сбоку по 6-6 на фиг. 4, причем верхняя часть стенок коробки окружена гибочным приспособлением, и
фиг. 7 - схематический вид самотечной системы подачи стерилизующего раствора, используемой вместе со стерилизующим устройством по изобретению.
Устройство по изобретению может использоваться в обычной автоматической разливочной машине, например, типа, описанного в патенте США 4448008, которая предназначена для заполнения предварительно отформованных коробок жидкими пищевыми продуктами, например молоком или соком. При работе эти обычные автоматические разливочные машины обеспечивают предварительно отформованными заготовками. Машина раскрывает эти заготовки с образованием трубки, герметически заделывает дно трубки с образованием коробки с открытым верхом и вертикальными стенками и укладывает коробку на конвейер для прерывистого поступательного перемещения коробки через множество последовательных позиций. При перемещении коробки через машину в коробку заливают пищевой продукт, после чего закрывают и герметизируют верх коробки. Затем заполненную и закрытую коробку транспортируют из машины. Типом коробки, к которому особенно подходит устройство по изобретению, является коробка с двускатным верхом, показанная на фиг. 1. Коробка с двускатным верхом 10 имеет предварительно отформованное дно (не показано) и несколько вертикальных стенок, включая переднюю стенку 12, противоположную ей заднюю стенку 13 и две противолежащие боковые стенки 14. Коробка с двускатным верхом 10 имеет также линию сгиба 16, которая продолжается по периметру вертикальных стенок 12, 13, 14 и несколько дополнительных линий сгиба 18, 18' на верхней части боковых стенок. Линии сгиба 16, 18 позволяет соответствующим образом складывать верхнюю часть 20 коробки, в результате чего получают коробку с двускатным верхом. Точнее, линия сгиба 16 позволяет сгибать внутрь верхнюю часть боковых стенок 14, передней стенки 12 и задней стенки 13, тогда как линии сгиба 18, 18' позволяют также вдавливать внутрь верхнюю часть боковых стенок 14 с образованием нескольких, обычно треугольных, граней.
На фиг. 2 дана общая схема обычной автоматической разливочной машины. Устройство 22 для формования коробок 10 получает предварительно отформованные заготовки, раскрывает заготовки с образованием трубок, герметически заделывает каждую трубку с нижнего конца с образованием коробок 10 с открытым верхом и вертикальными стенками и затем по очереди ставит коробки 10 на конвейер 24. В соответствии с обычной практикой конвейер 24 прерывисто перемещается сразу на две позиции, позволяя тем самым одновременно обрабатывать две коробки на различных позициях. Конечно, устройство по изобретению может применяться и на машинах, в которых коробки одновременно перемещаются на одну позицию или на более чем две позиции. Следует учитывать, что коробки 10, выходящие из устройства 22 для формования коробок, несколько отличаются от коробки 10, показанной на фиг. 1. На фиг. 1 верхние части стенок 12, 13, 14 коробки в иллюстративных целях изображены несколько загнутыми внутрь, но в действительности коробки 10, выходящие из устройства 22 для формования коробок, обладают прямыми незагнутыми стенками 12, 13, 14.
На фиг. 2 также изображено разливочное устройство 26. На каждой разливочной позиции этого устройства в открытый верх коробок 10 заливают пищевой продукт с использованием обычного разливочного оборудования. Одновременно заполняют две коробки 10, которые затем перемещают к устройству для закрывания и герметизация коробок (не показано), где закрывают и герметизируют верхнюю часть каждой коробки с образованием заполненной коробки с двускатным верхом.
Перед поступлением в разливочное устройство 26, каждая из открытых сверху коробок может быть также пропущен через стерилизующее устройство 28, чтобы путем стерилизации коробки увеличить срок хранения пищевого продукта. В стерилизующем устройстве 28 каждую коробку 10 стерилизуют стерилизующим раствором. После этого коробки 10 могут быть перемещены к сушильному устройству 30, чтобы удалить избыточный стерилизующий раствор на внутренних поверхностях коробок 10 перед заполнением коробок пищевым продуктом. Такая стадия сушки может потребоваться, если количество раствора перекиси водорода, выраженное в частях на миллион, превышает уровень, установленный Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (США).
Устройство по изобретению располагается после устройства 22 для формования коробок.
Как показано на фиг. 3(a), устройство по изобретению снабжено стерилизующим узлом и узлом образования линий сгиба. Стерилизующий узел содержит в себе два расположенных рядом распылителя 31. Каждый из распылителей 31 содержит распылительную головку 32 с распылительным соплом 34 на одном своем конце. Как будет подробнее изложено ниже, распылители 31 способны перемещаться в вертикальном направлении к коробкам 10 и от них. Каждый из распылителей 31 соответствующим образом закреплен на крепежной плите 36, так чтобы распылители 31 и крепежная плита 36 перемещались вместе как единое целое. Как подробнее описано ниже, стерилизующий раствор, например, раствор перекиси водорода, подают к верхнему концу 38 каждой из распылительных головок 32. Стерилизующий раствор течет через распылительные головки 32 и затем выпускается через распылительное сопло 34 внутрь ниже расположенной коробки 10.
Шток 40 жестко соединен с крепежной плитой 36 и выступает вверх от нее. Конец 42 штока, отдаленный от крепежной плиты 36, имеет резьбу и снабжен двумя регулировочными гайками 44. Шток 40 окружен стопором 46, жестко соединенным с рамой машины (не показана). Шток 40 свободно проходит через сквозное отверстие 48 в неподвижном стопоре 46. Как станет яснее из нижеизложенного описания, положение гаек 44 на снабженном резьбой конце штока 44 можно соответствующим образом регулировать с тем, чтобы в сочетании с неподвижным стопором можно было изменять положение останова распылителей 31.
Как далее показано на фиг. 3(a), узел образования линий сгиба 50 предназначен для образования линий сгиба 16, 18, 18' (см. фиг. 1) на коробках 10. Этот узел образования линий сгиба включает в себя гибочное приспособление 52, соединенное с приводным рычагом 54 любым подходящим образом с тем, чтобы приводной рычаг 54 и гибочное приспособление 52 двигались вместе, как единое целое. Приводной рычаг 54 соединен с приводным механизмом 56, который схематически изображен на фиг. 3(a). Приводной механизм 56 может быть любым подходящим источником энергии для передвижения приводного рычага 54 в вертикальном направлении к коробкам 10 и от них. Например, приводной механизм 56 может быть электродвигателем, который соответствующим образом соединен с приводным рычагом 54 подходящим рычажным и/или шестеренчатым механизмом. Приводной механизм 56 может быть также пневмоцилиндром, соответствующим образом соединенным с приводным рычагом 54 для необходимого вертикального перемещения этого рычага к коробкам 10 и от них.
Как можно видеть на фиг. 3 (a), гибочное приспособление 52 располагается по периферии распылительных головок 32. Распылительные головки 32 свободно проходят через соответствующие отверстия 58, имеющиеся в гибочном приспособлении 52. Как подробнее описано ниже, гибочное приспособление 52 способно перемещаться относительно распылителей 31 по длине распылительных головок 32. При желании между распылительными головками 32 и гибочным приспособлением 52 могут быть установлены соответствующие подшипники 60 (см. фиг. 4).
Узел образования линий сгиба 50 также содержит опору 62, которую несет каждая из распылительных головок 32 вблизи распылительных сопел 34. Опоры 62 предпочтительно закреплены относительно распылительных головок 32. Опорам 62 может быть придана такая форма, что одни верхние и нижние поверхности сужаются в направлении от распылительной головки 32, а другие - в направлении к ней. Предпочтительно, опоры 62 имеют X-образную форму при виде сверху или снизу (см. фиг. 5), а поперечный размер каждой опоры (т.е. ширина) соответствует расстоянию между противоположными стенками коробки. Например, ширина опоры 62 может быть приблизительно 70 мм. Как подробнее описано ниже, при работе устройства опоры 62 перемещаются в положение, при котором они располагаются внутри соответствующих коробок 10.
Имеется также приспособление для принудительного сближения приводного рычага 54 и крепежной плиты 36 между опорой для целей, объясняемых ниже. Это приспособление может быть в виде пружины 64, работающей на растяжение (см. фиг. 3(c)), которая соединена с крепежной плитой 36 и приводным рычагом 54. Конечно, для выполнения аналогичной функции могут также применяться приспособления других типов. Например, между крепежной плитой 36 и приводным рычагом 54 можно поместить пневмоцилиндр. Такой пневмоцилиндр может располагаться в углублении 66 (см. фиг. 3(a)), имеющемся на наружной передней стороне гибочного приспособления 52.
На фиг. 4 можно несколько подробнее видеть гибочное приспособление 52. Оно содержит в себе гибочную плиту 68, на которой установлено несколько вдавливающих пластин 70, 72, 74, 76. Как хорошо показано на фиг. 6(a) и 6(b), вдавливающие пластины 70, 72, 74, 76 - сравнительно тонкие. Две вдавливающие пластины 70, 72 противоположно установлены и обращены передними сторонами одна к другой. Точно также две другие вдавливающие пластины 74, 76 противоположно установлены и обращены передними сторонами одна к другой.
Вдавливающие пластины 70, 72, образующие одну пару, предназначены для контакта с верхней частью противоположных боковых стенок 14 одной коробки с двускатным верхом 10, в то время как две вдавливающие пластины 74, 76, образующие другую пару, контактируют с верхней частью противоположных стенок 14 другой коробки с двускатным верхом 10. Две внутренние вдавливающие пластины 72, 74 могут составлять одну общую деталь, которая устанавливается в гибочной плите 68 с помощью соответствующих крепежных средств, например, винта 78. Две наружные вдавливающие пластины 70, 76 отделены одна от другой и прикреплены к гибочной плите 68 с помощью соответствующих средств, например, винтов 79. Вдавливающие пластины 70, 72, 74, 76 могут быть установлены в пазу 75 (см. фиг. 5, 6(a) и 6(b)), имеющемся в гибочной плите 68.
Как можно видеть на фиг. 4, внутренние поверхности каждой из вдавливающих пластин 70, 72, 74, 76 имеют такой профиль, при котором поверхность вдавливающей пластины изогнута внутрь в низу пластины, но затем постепенно переходит в общем вертикальную поверхность. Вблизи верхней части вдавливающей пластины эта в общем вертикальная поверхность затем вновь изгибается внутрь. Характер профиля обращенных внутрь поверхностей вдавливающих пластин 70, 72, 74, 76 весьма полезен для обеспечения правильного сгибания боковых стенок 14 коробки с образованием на ней линии сгиба 16, 18, 18'. Сравнительно малая толщина вдавливающих пластин 70, 72, 74, 76 способствует тому, чтобы обеспечить контакт вдавливающих пластин с верхними частями боковых стенок 14 коробки по вертикальным линиям сгиба 18'. Это также способствует правильному прогибу внутрь верхних частей боковых стенок 14.
Как можно видеть на фиг. 6(a), (b) и (c), гибочная плита 68 имеет углубление на внутренней поверхности. Внутри гибочной плиты 68 имеются две противоположные контактные поверхности 80, которые расположены примерно под углом 90o к профилированным поверхностям вдавливающих пластин 70, 72, 74, 76. Контактные поверхности 80 гибочной плиты 68 предназначены для сопротивления с передней стенкой 12 и задней стенкой 13 соответствующих коробок.
Как можно видеть из сравнения фиг. 4 с фиг. 6(a), (b) и (c), профиль контактных поверхностей 80 несколько отличается от профиля вдавливающих пластин 70, 72, 74, 76. На нижнем открытом конце гибочной плиты 68 контактные поверхности 80 наклонены внутрь в меньшей степени, чем первоначально наклонены внутрь вдавливающие пластины 70, 72, 74, 76. После первоначального наклона контактные поверхности все еще остаются несколько наклоненными внутрь, но в меньшей степени, чем они первоначально наклонены внутрь.
Фиг. 5 представляет вид снизу гибочной плиты 68 по фиг. 4 и показывает расположение опор 62 относительно гибочной плиты 68. В целях упрощения на фиг. 5 не показаны вдавливающие пластины 70, 72, 74, 76. Следует отметить, что во время их использования опоры 62 находятся внутри соответствующих коробок 10, при этом стержни Х-образных опор 62 направлены в углы соответствующих коробок 10.
После того, как в общем описаны особенности устройства по изобретению, далее описывается работа этого устройства со ссылкой на фиг. 3(a), (b) и (c). Первоначально распылители 31 и узел образования линий сгиба 50 расположены так, как показано на фиг. 3(a). Конвейер 24 (см. фиг. 1) перемещает две коробки 10 в позицию, находящуюся непосредственно под распылительными соплами 34. В это время начинает работать приводной механизм 56, который перемещает приводной рычаг 54 вниз к коробкам 10. Ввиду того, что приводной рычаг 54 и крепежная плита 36 связана между собой пружиной 64, работающей на растяжение, или другим сходным приспособлением, нисходящее движение приводного рычага 54 вызывает также движение вниз распылителей 31 и штока 40. Нисходящее движение распылителей 31 и узла образования линий сгиба 50 будет продолжаться до тех пор, пока самая нижняя регулировочная гайка 44 не соприкоснется с неподвижным стопором 46, как это показано на фиг. 3(b).
Понятно, что, регулируя положение регулировочных гаек 44 на штоке 40, можно изменять степень опускания распылителей 31. Например, перемещая регулировочные гайки 44 вверх по штоку 40, можно передвигать распылители 31 вертикально вниз в большей степени, чем это показано на фиг. 3(b).
При соприкосновении самой нижней регулировочной гайки 44 с неподвижным стопором 46 прекращается дальнейшее нисходящее движение распылителей 31. Регулировочные гайки 44 предпочтительно устанавливают по длине штока 40 таким образом, чтобы при соприкосновении самой нижней гайки 44 с неподвижным стопором 46 опоры 62 на распылительных головках 32 находились внутри соответствующих коробок 10 вблизи линии сгиба 16, проходящей по периферии вокруг передней стенки 12, задней стенки 13 и боковых стенок 14 коробок 10, как это показано на фиг. 3(b).
Устройство по изобретению предназначено для использования в разливочных машинах, которые заполняют коробки различной высоты. Эти машины обычно содержат в себе регулировочный механизм, связанный с конвейером, который позволяет вертикально регулировать конвейер в зависимости от высоты заполняемых коробок. Регулирование с помощью регулировочных гаек не предназначено заменить регулирование конвейера. Регулировочные гайки 44 предпочтительно использовать скорее для первоначального установления положения распылителей 31, с тем чтобы при нахождении распылителей 31 в положении, показанном на фиг. 3(b), опоры 62 находились вблизи проходящей по периметру линии сгиба 16. Следовательно, при использовании машины для заполнения коробок различной высоты можно регулировать по вертикали положение конвейера 24.
После достижения распылителями 31 положения останова, показанного на фиг. 3 (b), дальнейшая работа приводного механизма 56 вызывает продолжение опускания приводного рычага 54, преодолевающего усилие пружины 64, работающей на растяжение, или другого подобного приспособления. При опускании приводного рычага 54 гибочное приспособление 52 вступает в контакт с верхней частью вертикальных стенок коробок 10. В частности, контактные поверхности 80 контактируют с передней и задней стенками 12, 13 коробки 10, тогда как вдавливающие пластины 70, 72, 74, 76 контактируют с противоположными боковыми стенками 14 коробки 10. Вдавливающие пластины 70, 72, 74, 76 и контактные поверхности 80 предпочтительно выполнены таким образом, чтобы вдавливающие пластины 70, 72, 74, 76 соприкасались с верхней частью боковых стенок 14 коробки прежде, чем контактные поверхности 80 соприкоснутся с передней и задней стенками 12, 13 коробки 10. В этом случае линии сгиба 18, 18' (см. фиг. 1) на верхней части боковых стенок 14 коробки образуются таким образом, что верхняя часть боковых стенок 14 коробки будет вдавлена внутрь, а не наружу.
Дальнейшее опускание приводного рычага 54 и гибочного приспособления 52 приводит к сгибанию внутрь верхней части вертикальных стенок 12, 13, 14 коробки, в результате чего происходит образование или дальнейшее образование линий сгиба 16, 18, 18'. Это обеспечит правильное закрывание и герметизацию коробки 10 на позиции закрывания и герметизации коробок.
Правильному образованию линии сгиба 16, которая проходит по периметру вертикальных стенок 12, 13, 14, далее способствует опора 62, которая расположена у линии сгиба 16. Опора 62 стремится поддерживать вертикальные стенки 12, 13, 14, способствуя тому, что при вдавливании вертикальных стенок 12, 13, 14 коробки вдавливающими пластинами 70, 72, 74, 76 и контактными поверхностями 80 верхняя часть стенок коробки сгибается скорее по линии сгиба 16, чем в других местах. Скошенная верхняя поверхность опоры 62 сама способствует тому, что опора 62 не препятствует сгибанию внутрь верхней части стенок 12, 13, 14 коробки.
На фиг. 6(a), (b) и (c) показано, каким образом контактные поверхности 80 входят в контакт с вертикальными стенками 12, 13 коробки при нисходящем перемещении гибочного приспособления 52. На фиг. 6(a) показано положение гибочного приспособления 52 непосредственно перед соприкосновением контактных поверхностей 80 с верхними частями передней и задней стенок 12, 13 коробки. На фиг. 6(b) гибочное приспособление 52 еще более перемещено вниз таким образом, что начинает вдавливать верхние части передней и задней стенок коробки внутрь, одну к другой. Наконец, на фиг. 6(c) гибочное приспособление 52 достигает своего самого нижнего положения, в котором верхние части передней и задней стенок 12, 13 коробки 10 оказываются полностью помещенными в гибочном приспособлении 52.
На фиг. 4 также показано гибочное приспособление 52 в его самом нижнем положении, в котором верхние части боковых стенок 14 коробки в наибольшей степени вдавлены внутрь. Профилированные поверхности вдавливающих пластин 70, 72, 74, 76 могут быть выполнены таким образом, что при нахождении гибочного приспособления 52 в самом нижнем положении, вдавленные внутрь верхние части боковых стенок 14 коробки находятся в непосредственной близости к наружной поверхности распылительной головки 32 и, возможно, даже в соприкосновении с ней. Чтобы проиллюстрировать степень прогиба внутрь стенок 12, 13, 14 коробки, предположим, что распылительная головка 32 имеет наружный диаметр около 9 мм. Это означает, что при нахождении гибочного приспособления 52 в его самом нижнем положении (т.е. в положении, показанном на фиг. 3(c)) боковые стенки 14 могут быть загнуты в такой степени, что вдавленные внутрь края противоположных стенок 14 будут находиться один от другого на расстоянии около 9 мм.
К тому времени, как гибочное приспособление 52 достигнет своего самого нижнего положения, показанного на фиг. 3(c), уже хорошо образуются линии сгиба 16, 18, 18' на стенках 12, 13, 14 коробки. Следовательно, когда коробка 10 будет затем заполнена и перемещена к позиции закрывания и герметизации коробок, можно будет должным образом закрыть и герметизировать верхнюю часть коробки 10, получая в результате заполненную коробку с двускатным верхом.
В данное устройство может быть введено контрольное устройство или другое подобное приспособление с целью управления работой приводного механизма 56 с тем, чтобы при достижении гибочным приспособлением 52 положения, показанного на фиг. 4 и 6(c), прекращалась работа приводного механизма. После этого приводной механизм 56 работает в обратном направлении и гибочное приспособление 52 движется вверх в положение, показанное на фиг. 3(b). При движении гибочного приспособления 52 вверх в положение, показанное на фиг. 3 (b), распылители 31 остаются неподвижными, способствуя тому, что коробка 10 не поднимается с конвейера 24. С подъемом гибочного приспособления 52 и высвобождения им стенок 12, 13, 14 коробки эти стенки свободно разгибаются наружу в вообще вертикальное положение, так что опора 62 может быть выдвинута вверх из коробки 10 без подъема коробки 10 с конвейера 24. Если бы гибочное приспособление 52 и распылители 31 двигались вверх одновременно, то тогда гибочное приспособление 52 препятствовало бы разгибанию наружу стенок 12, 13, 14 коробки во время извлечения опоры 62 из полости коробки.
Возможно, что в некоторых случаях нельзя будет полностью предотвратить подъем коробок с конвейера. Таким образом, может оказаться желательным применение устройства, которое предотвращает значительный подъем коробок 10 с конвейера 24. Такое устройство может быть выполнено в виде соприкасающейся с коробкой детали 72 (см. фиг. 4), закрепленной на раме машины (не показана) и продолжающейся вниз к положению, которое занимает коробка 10 при операции стерилизации и образования линий сгиба. В гибочном приспособлении 52 предпочтительно выполнен вырез 73 (см. фиг. 4), чтобы соприкасающаяся с коробкой деталь 71 могла свободно проходить через гибочное приспособление 52 и контактировать с верхним краем коробки 10, когда она поднимается с конвейера во время восходящего движения узла стерилизации и узла образования линий сгиба.
При достижении гибочным устройством 52 положения, показанного на фиг. 3(b), приводной рычаг 54 контактирует с крепежной плитой 36, а продолжающаяся работа приводного механизма 56 вызывает одновременно перемещение вверх гибочного приспособления 52 и распылителей 31, пока они не достигнут положения, показанного на фиг. 3(a). В этот момент прекращается работа приводного механизма 56, и коробки 10 перемещаются конвейером к разливочному устройству 26. В результате на позицию под распылительными соплами 34 подаются две новые нестерилизованные коробки 10 без линий сгиба и снова начинается вышеупомянутая операция.
Предпочтительно, чтобы стерилизующий раствор, например раствор перекиси водорода, непрерывно выпускался через распылительные сопла 34. Поэтому распылители 31 и узел образования линий сгиба предпочтительно заключены в кожух 82 (см. фиг. 2). С помощью вышеописанного устройства стерилизация коробок с внутренней стороны и образование линий сгиба на коробках осуществляются одновременно на одной и той же позиции. В результате может быть сэкономлено значительное пространство в машине, поскольку не требуется образовывать линии сгиба на одной позиции и затем перемещать коробки к другой позиции для их стерилизации. Кроме того, существующие машины, в которых имеется лишь позиция для стерилизации, могут быть легко переделаны для введения операции образования линий сгиба. Эта переделка может быть выполнена без затрат значительного дополнительного пространства в машине.
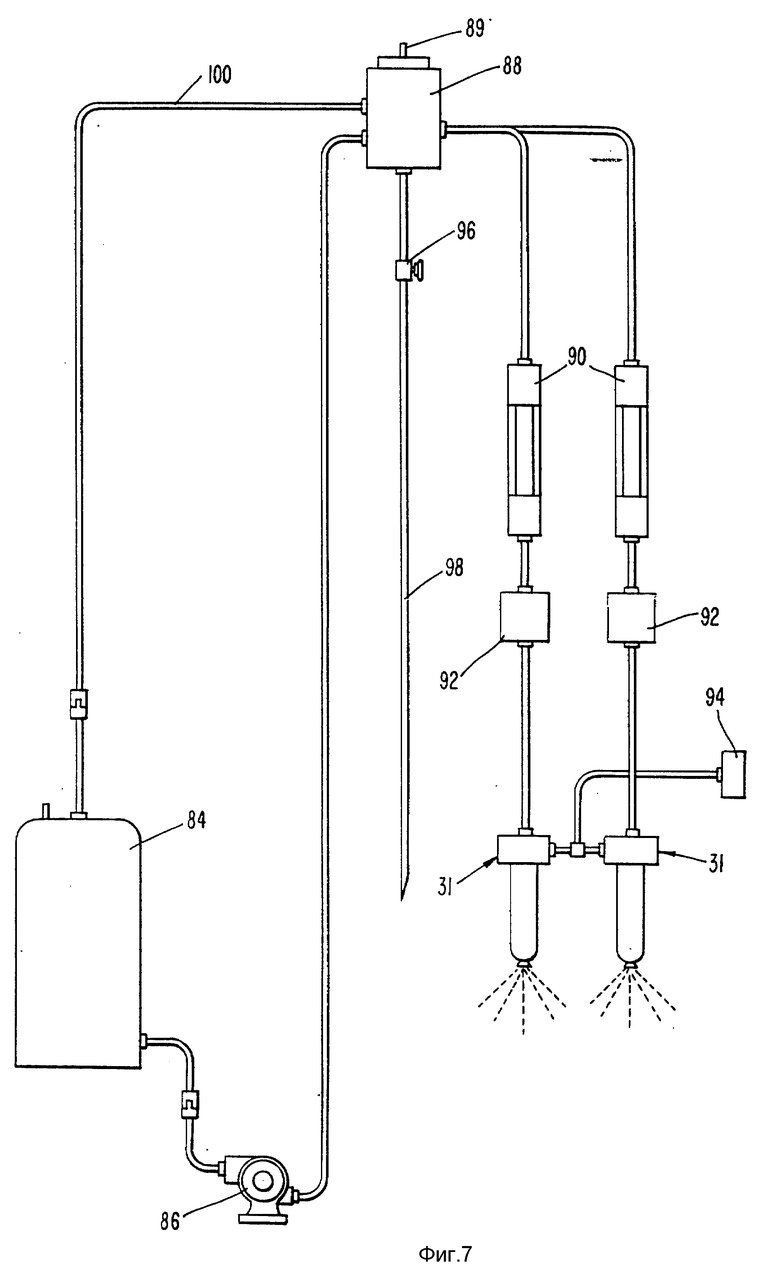
Для подачи стерилизующего раствора, например раствора перекиси водорода, к распылителям 31 могут быть использованы известные системы различных типов. Например, определенные преимущества могут быть достигнуты при использовании самотечной системы подачи такой, как показано на фиг. 7. В целях упрощения на фиг. 7 не показан узел образования линий сгиба 50.
Самотечная система подачи включает в себя резервуар 84, который содержит запас стерилизующего раствора, например, раствора перекиси водорода. Резервуар 84 может иметь соответствующие размеры, чтобы вмещать требуемое количество стерилизующего раствора. Для производственных целей подходит резервуар 84 емкостью пятнадцать литров. С резервуаром 84 соединен насос 86 для перекачивания стерилизующего раствора в сборник 88, снабженный вентиляционным отверстием 80. Сборник также может быть любых желаемых размеров, хотя, как установлено, подходит сборник с размерами, позволяющими поместить в него 250 л. Из сборника 88 стерилизующий раствор через расходомеры/регуляторы расхода 90 и прибор контроля расхода 92 самотеком подается в каждый из распылителей 31. Расходомеры/регуляторы расхода 90 позволяют регулировать поток стерилизующего раствора к распылителям 31, в то время как приборы контроля потока 92 дают возможность контролировать поток в случае возникновения проблем с ним (например, закупорка распылительных сопел). С распылителями 31 соединен также регулятор подачи воздуха 94 для регулирования потока воздуха в распылители 31 с тем, чтобы образовывать струю распыленного стерилизующего раствора. На сливном трубопроводе 96 установлен перепускной клапан 96, который при необходимости позволяет опорожнять сборник 88. Кроме того, между сборником 88 и резервуаром 84 находится перепускной трубопровод 100. Стерилизующий раствор предпочтительно непрерывно перекачивают из резервуара 84 в сборник 88, чтобы сборник 88 был всегда заполнен. В этом случае можно поддерживать сравнительно постоянный напор, чтобы обеспечить по существу постоянный расход через распылители 31.
Предпочтительно, используют 0,1%-ный раствор перекиси водорода. Расход может составлять около 0,3 л/час для коробок емкостью полпинты (менее четверти литра) или около 1,0 л/час для однолитровых коробок. При использовании раствора перекиси водорода вышеуказанной концентрации и его расходе, подобном упомянутому выше, количество перекиси водорода, выраженное в частях на миллион, находится в допустимых пределах, установленных Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (США). Следовательно, нет необходимости в сушильном устройстве 30 (см. фиг. 2) после устройства для стерилизации и образования линий сгиба 28. Однако, как установлено, вместо сушки полезно подвергать коробки облучению ультрафиолетовым светом. Ультрафиолетовый свет взаимодействует с раствором перекиси водорода, обеспечивая синергетическую стерилизацию. В качестве альтернативы ультрафиолетовому свету, может использоваться горячий воздух. Хотя данное изобретение показано и описано в соответствии с предпочтительным вариантом выполнения, следует признать, что возможны его варианты, изменения и эквиваленты без отхода от объема изобретения, определяемого формулой изобретения.
Устройство для подготовки предварительно отформованных коробок, которые предназначены для заполнения жидким пищевым продуктом, включает контейнер для прерывистого перемещения коробок и устройство для распыления стерилизующего раствора внутрь коробки через открытый верх. Имеется устройство для инициирования сгибания верхнего перекрытия коробки с гибочным приспособлением, способным входить в соприкосновение со стенками коробки у ее верхнего перекрытия, устройство для заполнения коробки жидким пищевым пpoдуктом и устройство для закрывания и запечатывания коробки. Устройство для распыления стерилизующего раствора выполнено в виде распылительной головки, установленной в центре гибочного приспособления с возможностью ее вертикального перемещения относительно гибочного приспособления. При этом устройство снабжено приводным механизмом, обеспечивающим совместное опускание распылительной головки и гибочного приспособления, а также опускание гибочного приспособления при неподвижной распылительной головке, что позволяет использовать минимальное пространство для формирования коробок и их стерилизации. 7 з.п. ф-лы, 11 ил.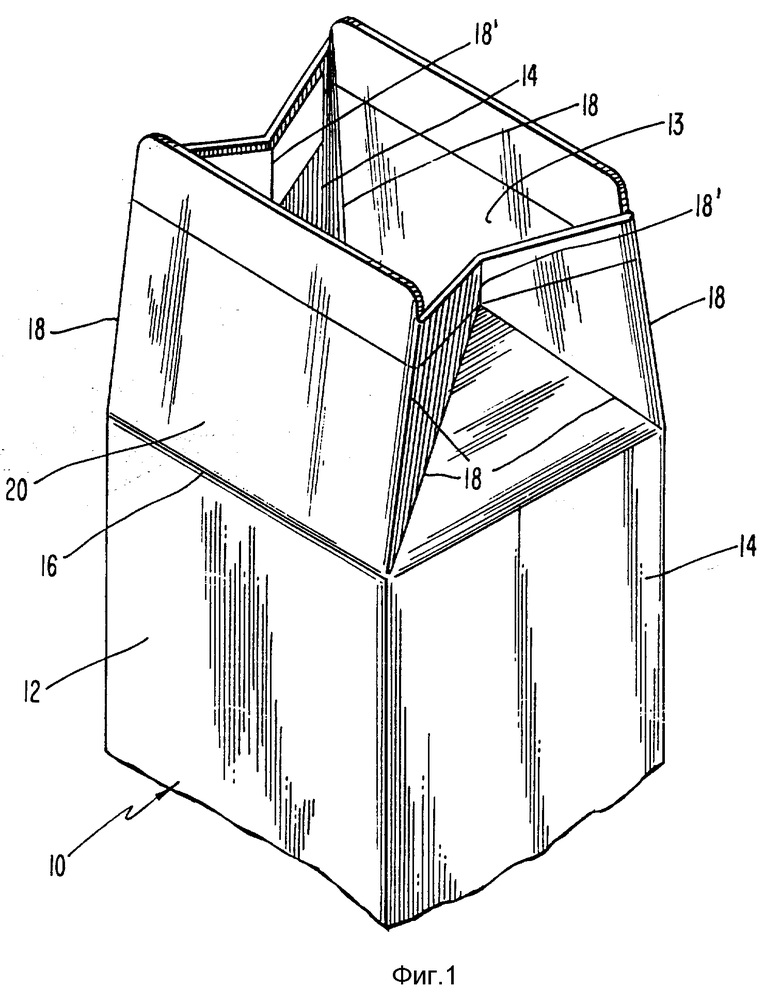
| US 4566251 A, 28.01.86 | |||
| Способ стерилизации изделий | 1977 |
|
SU743565A3 |

