Изобретение касается устройства для формирования картонных коробок, имеющих боковые стенки, соединенные вместе для образования рукава по существу прямоугольного сечения и имеющие первую и третью донные сторонки, выступающие из двух противоположных боковых стенок, и вторую и четвертую донные сторонки, изгибающиеся вовнутрь первой и третьей сторонок, перехлестывающих вторую и четвертую сторонки, причем третья донная сторонка имеет клапан, который сгибается между первой и третьей донными сторонками.
Сторонки дна для производства указанных картонных коробок сгибаются и скрепляются, чтобы получить торцевую донную стенку собранной коробки. Сторонки боковых стенок образуют верх картонной коробки, детали которой здесь подробно не описываются, поскольку не имеют отношения к собственно изобретению.
Прежде чем заполнить картонные коробки содержимым, необходимо сформировать герметично запечатанное дно посредством сгибания и герметичного скрепления сторонок дна. Известны несколько типов оборудования для формирования и запечатывания торцевой донной стенки заготовок для вышеописанных картонных коробок. Оборудование для цели, а также средства заполнения коробки и средства запечатывания верха заполненной коробки можно найти, например, в [1] и [2].
Обычно картонные заготовки коробок изготавливают в виде рукава по существу с квадратным поперечным сечением и помещают на подающее устройство - бесконечный подающий конвейер. Подающий конвейер транспортирует рукавные заготовки в поворотный оправочный узел, содержащий несколько радиально выступающих оправок [3].
После того, как заготовка картонной коробки подана по конвейеру в оправочный узел, последний поворачивается, заставляя заготовку проходить через ряд позиций поворота. Как подробно раскрыто в упомянутых патентах, сначала заготовка картонной коробки поступает на оправку от конвейера с позиции подачи. После этого оправка с помещенной на нее коробкой поворачивается на определенный угол от позиции подачи к позиции нагрева, где сторонки дна заготовки картонной коробки прогреваются соответствующим нагревательным устройством. Нагревательное устройство может быть оборудованием, направляющим горячий воздух на сторонки дна. Потом оправка поворачивается к следующей позиции, где сторонки дна укупориваются соответствующим запечатывающим устройством, чтобы получить запечатанную торцевую стенку дна заготовки картонной коробки. Во время поворота от позиции нагревания к позиции запечатывания, сторонки дна могут быть изогнуты при выполнении операции фальцовка так, что, когда заготовка картонной коробки достигает позиции запечатывания, сторонки дна уже могут быть соединены соответствующим образом. При дальнейшем повороте оправки от запечатывающей позиции перемещают заготовку картонной коробки к позиции охлаждения, где запечатанная торцевая стенка дна охлаждается соответствующим устройством охлаждения. Последний поворот оправки помещает картонную коробку с запечатанной торцевой стенкой дна на подающий конвейер, где она толчками продвигается к различным позициям технологического процесса, например к позиции заполнения картонной коробки содержимым и к позиции закупоривания верхнего торца, где верхний торец картонной коробки закрывается и запечатывается.
Известная технология, описанная выше, приводит, однако, к тому, что часть кромки третьей сторонки дна, расположенной между второй и четвертой сторонками дна, выступает вовнутрь картонной коробки. Обнаружено, что выступающая часть кромки третьей сторонки дна при заполнении коробки жидким содержимым позволяет содержимому в коробке протекать к выступающей части кромки третьей сторонки дна, что может вызвать расслаивание упаковочного материала. В результате возможно загрязнение содержимого картонной коробки.
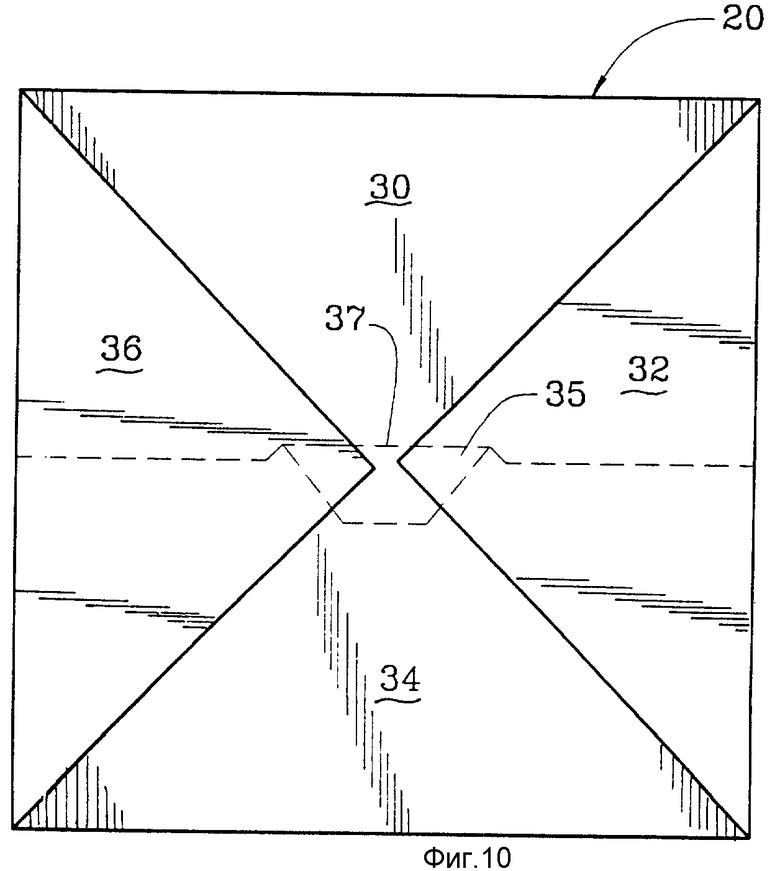
Для устранения указанного недостатка было предложено модифицировать заготовку картонной коробки, описанной выше. В частности, как показано на фиг. 1, заготовка картонной коробки 20 имеет подгибаемый клапан сторонки дна 35, который выступает от третьей сторонки дна 34. Ослабленная линия 37 нужна для облегчения сгиба клапана 35. Во время исполнения операции фальцовки подгибаемый клапан сторонки дна 35 сгибают наружу в сторону от первой сторонки дна 30 и назад над третьей сторонкой дна 34 по линии 37. Во время закупоривания сторонок дна 30, 32, 34 и 36 подгибаемый клапан 35 располагается между первой сторонкой дна 30 и третьей сторонкой дна 34, как показано на фиг. 10. Таким образом, торцевая часть третьей сторонки дна 34 не выступает вовнутрь коробки между второй и четвертый сторонками дна 32, 36.
В попытке гарантировать правильную фальцовку подгибаемого клапана сторонки дна 35 ранее была создана конструкция предварительной фальцовки для предварительного сгибания подгибаемого клапана 35. Подобная конструкция предварительной фальцовки показана на фиг. 2, изображающей передний конец подающего конвейера 40 относительно оправки 42, принимающей заготовку картонной коробки. Конструкция предварительной фальцовки включает в себя подвесной кронштейн 52, который смонтирован на подающем конвейере 40. Заготовка 20 размещается на подающем конвейере 40 перед подвесным кронштейном 52, а подвесной кронштейн 52 следует за заготовкой 20, которая перемещается по подающему конвейеру 40. Также предусмотрен неподвижно установленный блок предварительного сгибания 54, который расположен у переднего конца подающего конвейера 40 и непосредственно перед позицией, которую оправка 42 занимает перед позицией для приема заготовки 20.
Как только заготовка 20 принимается оправкой 42, подвесной кронштейн 52 начинает перемещаться вниз в результате перемещения подающего конвейера 40. Блок предварительного сгибания 54 позиционируется относительно подвесного кронштейна 52 так, чтобы, когда подвесной кронштейн 52 проходит мимо блока предварительного сгибания 54, был обеспечен небольшой зазор между кончиком подвесного кронштейна 52 и кончиком блока предварительного сгибания 54. Когда подвесной кронштейн 52 перемещается вниз, он захватывает клапан 35 дна и сгибает клапан 35 вокруг кончика блока предварительного сгибания 54, тем самым осуществляя предварительное сгибание клапана 35. Дальнейшее перемещение подающего конвейера 40 отводит подвесной кронштейн 52 в сторону, после чего оправка 42 поворачивается вверх от позиции, показанной на фиг. 2, к позиции нагрева.
После того, как сторонки дна подогреты в позиции нагрева, оправка 42 поворачивается, чтобы переместить заготовку с подогретыми сторонками дна к позиции запечатывания. Для того, чтобы гарантировать, что сторонки дна были должным образом сложены перед их запечатыванием, сторонки дна предпочтительно вводят в зацепление со средством сгиба сторонок дна аналогично тому, как показано на фиг. 3, когда заготовка 20 перемещается от позиции нагрева к позиции запечатывания.
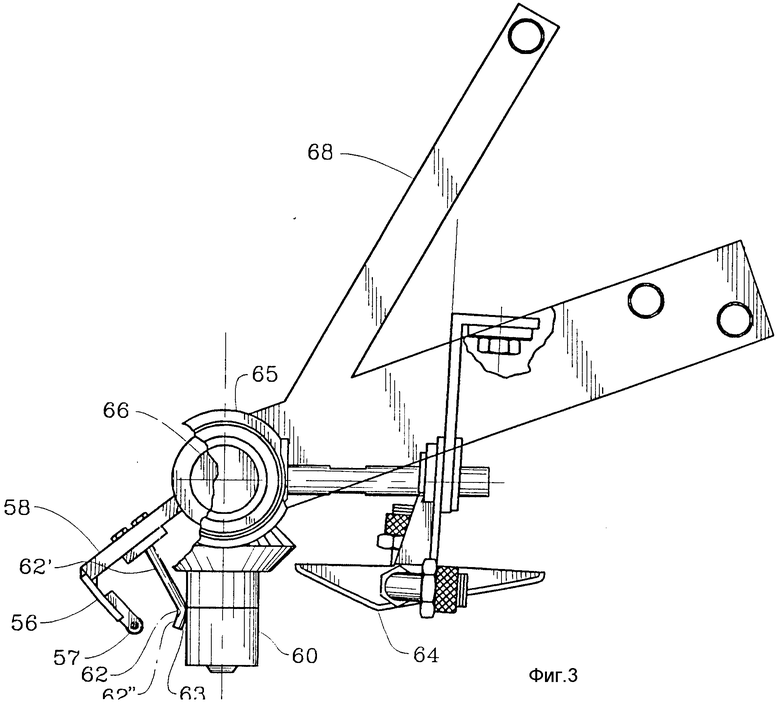
Средство сгиба сторонок дна включает в себя фальцеватель клапана 56, закрепленный на монтажном кронштейне 58, и узел сгибания 62, также закрепленный на монтажном кронштейне 58. Монтажный кронштейн 58 соединен с поворотным ведомым валом 66, а вал 66 охватывает корпус вала 65, в котором помещены подшипники вала 66. Корпус вала 65 установлен на рамной конструкции 68. Следовательно, вращение вала 66 приводит к повороту монтажного кронштейна 58 и, следовательно, вращению фальцевателя клапана 56 узла сгибания 62.
Как показано на фиг. 3, узел сгибания 62 имеет прямой участок 62', расположенный под прямым углом к монтажному кронштейну 52, и изогнутый участок 62'', который изогнут в сторону фальцевателя клапана 56. Кроме того, на удаленном свободном конце фальцевателя 56 установлен ролик 57.
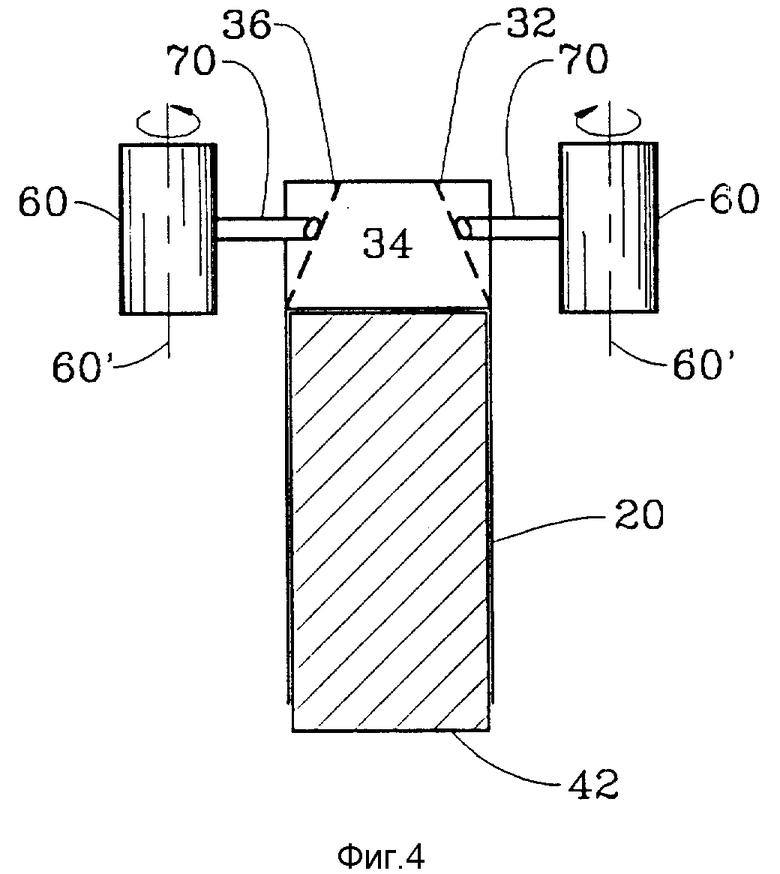
Средство сгиба сторонок дна также снабжено двумя сгибающими штифтами 60 (только один из них показан на фиг. 3) и направляющей 64. Как лучше видно на фиг. 4 и 6, каждый из сгибающих штифтов 60 имеет выступающий наружу контактный штырь 70. Сгибающие штифты 60 и направляющая 64 стационарно установлены на рамной конструкции 68 так, что они не поворачиваются вместе с монтажным кронштейном 58. Однако каждый из сгибающих штифтов 60 может быть повернут вокруг своей продольной оси 60'.
При работе устройства изгибающие штифты 60 постоянно вращаются вокруг своих продольных осей 60'. Система сконструирована так, чтобы вращение сгибающих штифтов 60, вращение вала 66 и вращение оправки 42 все были синхронизированы друг с другом. Поскольку детали оборудования, обеспечивающего синхронизацию, известны специалистам в данной области механики и не относятся к существу изобретения, то они здесь и не описываются.
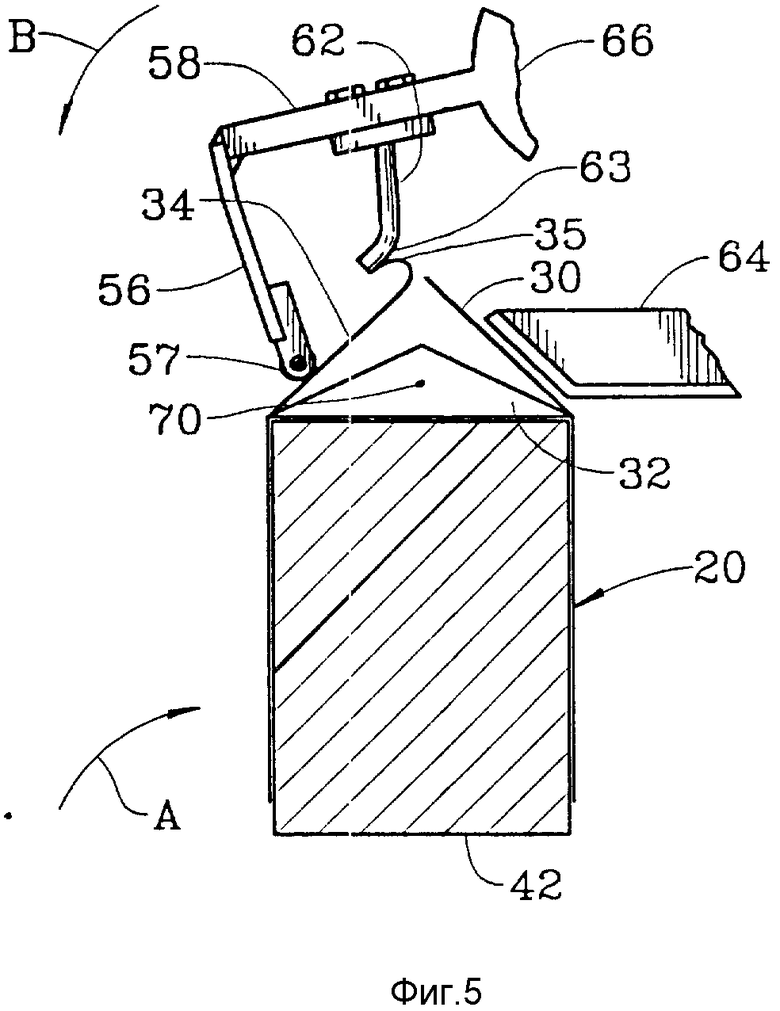
По мере того, как оправка 42 поворачивается в направлении стрелки A, показанной на фиг. 5, от позиции нагрева к позиции запечатывания, вал 66 поворачивается в направлении против часовой стрелки, показанном стрелкой B на фиг. 5. Синхронизированное вращение оправки 42, вала 66 и сгибающих штифтов 60 является таким, что контактные штыри 70 на вращающихся сгибающих штифтах 60 вступают в контакт со второй и четвертой сторонками 32, 36 дна заготовки 20, в то время как оправка вращается таким образом, как показано на фиг. 4 и 6. В результате вторая и четвертая сторонка 32, 36 начинают изгибаться вовнутрь.
Почти в то же самое время вращающийся монтажный кронштейн 58 поворачивается настолько, чтобы ролик 57 на фальцевателе 56 вступил в контакт с третьей сторонкой 34 дна, тем самым заставляя третью сторонку 34 начать сгибаться вовнутрь к первой стороне 30 дна, как показано на фиг. 5. Вследствие вращения оправки 42 первая сторонка 30 дна заготовки 20 вступает в контакт с неподвижной направляющей 64, как показано на фиг. 5. Это заставляет первую сторонку 30 начать сгибаться вовнутрь к третьей сторонке 34. Далее задняя поверхность 63 узла сгибания 62 и клапан 35 дна вступают в контакт друг с другом, что заставляет клапан 35 сгибаться наружу в сторону от первой сторонки 30 дна, что также показано на фиг. 9. Сгибание наружу клапана сторонки 35 также облегчается в некоторых отношениях более ранним предварительным фальцеванием, сообщенным клапану 35 в позиции подачи.
Непрерывное вращение оправки 42 по стрелке A, как показано на фиг. 5, в сочетании с непрерывным вращением монтажного кронштейна 58 по стрелке B на фиг. 5 и непрерывное вращение сгибающих штифтов 60 вокруг своих осей 60' приводят, по существу, к полному завершению складывания сторонок дна. Таким образом, сгибание вовнутрь второй и четвертой сторонок 32, 36 дна, по существу, завершается посредством непрерывного вращения сгибающих штифтов 60. Синхронизированное вращение сгибающих штифтов 60 и оправки 42 помогает гарантировать, что, когда оправка 42 и, следовательно, заготовка картонной коробки достигают определенной точки, сгибающие штифты 60 поворачиваются в сторону так, что контактный штырь 70 фактически не препятствует дальнейшему вращению оправки и заготовки 20.
Таким же образом непрерывное вращение монтажного кронштейна 58 и оправки 42, по существу, завершается сгибанием вовнутрь третьей сторонки 34 дна и сгибанием наружу клапана сторонки дна 35.
Как только фальцеватель 56 и узел сгибания 62 повернулись в сторону, непрерывное вращение оправки 42 завершает сгиб первой сторонки 30 дна в результате контакта между неподвижной направляющей 64 и первой сторонкой 30. При этом первая сторонка 30 фактически прижимается вниз на нижележащие сторонки 32, 34, 36 дна и клапан 35 с помощью направляющей 64. Таким образом, последнее сгибание первой сторонки 30 завершается сгибанием оставшихся сторонок дна 32, 34, 36 и клапана 35.
После того, как сторонки дна согнуты, дальнейшее вращение оправки 42 перемещает заготовку картонной коробки 20 к позиции запечатывания, где сторонки дна запечатываются, чтобы получить торцевую стенку дна коробки, сложенную и запечатанную так, что вторая и четвертая сторонки 32, 36 дна располагаются внутри первой и третьей сторонок 30, 34 дна относительно внутренности коробки. Кроме того, первая сторона 30 перекрывает часть обращенной наружу поверхности третьей сторонки 34 дна, а клапан 35 сторонки дна располагается между третьей сторонкой 34 и первой сторонкой 30 дна.
И хотя все это может использоваться для складывания заготовки картонной коробки по фиг. 1, объединение вышеописанного узла предварительной фальцовки по фиг. 2 и вышеописанного средства сгиба сторонок дна, показанного на фиг. 3- 6, требует определенных усовершенствований. Например, ссылаясь на фиг. 2, было обнаружено, что довольно сложно поддерживать точные допуски в отношении положения клапана 35 сторонки дна относительно подвесного кронштейна 52 и блока предварительного сгибания 54. В результате не всегда можно гарантировать, что линия сгиба 37, по которой клапан 35 должен быть согнут, точно совпадает с кончиком блока предварительного сгибания 54. Следовательно, иногда случается, что клапан 35 предварительно фальцуется по линии, не совпадающей с линией сгиба 37. Как можно ожидать, подобная неправильная предварительная фальцовка клапана 35 может привести к появлению проблем позднее, при выполнении операции складывания дна. Например, когда подгибаемый клапан 35 и узел сгибания 62 вступают в контакт друг с другом, то подгибаемый клапан 35 может стремиться к складыванию в двух местах, т.е. по линии сгиба 37 и по сгибу, образованному неправильным предварительным подгибом клапана 35.
Обращаясь к фиг. 3, другая проблема касается узла сгибания 62, который используется для сгибания клапана 35 наружу на сторонке дна 34. Как видно на фиг. 5, когда монтажный кронштейн 58 поворачивается по стрелке B, задняя изогнутая поверхность 63 на удаленном свободном конце узла сгибания 62, которая контактирует с клапаном 35, фактически удаляется от клапана 35. Это означает, что усилие, приложенное к клапану 35 узлом сгибания 62, может быть не настолько эффективным, чтобы гарантировать, что клапан 35 правильно сгибается, когда первая сторонка 30 дна прижимает клапан 35 вниз. Более конкретно, было обнаружено, что узел сгибания 62 освобождает клапан 35 слишком быстро, и в результате чрезмерно удлиняется период времени, в течение которого клапан 35 продвигается вперед перед контактированием со складывающейся внутрь и вниз сторонкой дна 30. Если клапан 35 сгибается слишком далеко назад к первой сторонке 30, то клапан 35 нельзя правильно согнуть при контакте с первой сторонкой 30.
В свете вышеизложенного для решения описанных проблем настоящее изобретение предлагает устройство для формирования описанных во введении коробок, имеющее поворотную оправку для поддержки рукава заготовки со сторонками, выступающими наружу от оправки, средство эффективного сгибания сторонок вместе с клапаном, помещенным между третьей и первой сторонками, для получения дна картонной коробки и приспособление для сгибания клапана, закрепленное на устройстве в положении для зацепления клапана на третьей донной сторонке рукава, расположенного на оправке, модифицированное таким образом, что приспособление для сгибания клапана установлено с возможностью вращения в направлении, противоположном вращению оправки, и в положении, в котором зацепляет клапан, причем сгибающее приспособление имеет выпуклую поверхность, расположенную на его удаленном конце, и вогнутую поверхность, расположенную внутри от удаленного конца, причем вогнутая поверхность начинает сгибать клапан, а выпуклая поверхность увеличивает сгибание клапана, когда вращаются приспособление для сгибания клапана и оправка.
Приспособление для сгибания имеет монтажное основание и удлиненный стержень, причем стержень имеет выпуклую и вогнутую поверхности, образованные вдоль одной стороны стержня.
Приспособление для сгибания имеет также прямолинейную часть между монтажным основанием и вогнутой поверхностью, причем прямолинейная часть наклонена под углом менее 90o относительно монтажного основания.
Кроме того, указанное приспособление для сгибания клапана включает фальцеватель клапана, который выступает вперед к оправке и который зацепляет третью сторону рукава, расположенного на оправке, когда клапан соприкасается с вогнутой поверхностью приспособления для изгибания клапана.
Также приспособление для сгибания клапана включает удлиненный стержень, расположенный рядом с фальцевателем клапана, причем удаленная поверхность приспособления сформирована на стержне и выступает ближе к оправке, чем фальцеватель клапана, когда оправка и приспособление для сгибания клапана вращаются относительно друг друга.
При этом устройство для формирования картонных коробок имеет пару вращающихся штифтов, закрепленных на противоположных соседних сторонах оправки, причем штифты располагаются так, чтобы начать сгибание второй и четвертой сторонок вовнутрь под первой и третьей донными сторонками.
Таким образом, приспособление для сгибания закреплено на монтажном кронштейне и имеет три изогнутые части. Первая и третья изогнутые части имеют выпуклые поверхности, обращенные к фальцевателю клапана, в то время как вторая изогнутая часть, расположенная между первой и третьей частями, имеет вогнутую поверхность, обращенную к фальцевателю клапана. Приспособление для сгибания также включает, по существу, прямолинейную часть, расположенную смежно монтажному кронштейну и наклонно относительно него.
В предпочтительном варианте выполнения оправка вращается при сгибании клапана и первой, второй, третьей и четвертой сторонок дна. К тому же сгибание первой и второй сторонок и сгибание второй и четвертой сторонок дна выполняются одновременно.
Дополнительные детали устройства по изобретению будут более понятны из нижеследующего, со ссылкой на прилагаемые фигуры, на которых одинаковые детали имеют те же позиции.
Фиг. 1 - вид сверху заготовки картонной коробки;
фиг. 2 - увеличенный вид части известного устройства для складывания дна;
фиг. 3 - вид сбоку части устройства для складывания дна;
фиг. 4 - вид спереди части устройства для складывания дна, иллюстрирующий вращающиеся штифты фальцевания;
фиг. 5 - вид сбоку части устройства для складывания дна, иллюстрирующий фальцеватель клапана, узел сгибания и направляющую;
фиг. 6 - вид сверху части устройства для складывания дна, иллюстрирующий два сгибающих штифта;
фиг. 7 - вид сбоку устройства для складывания дна по изобретению, включая сгибающее приспособление;
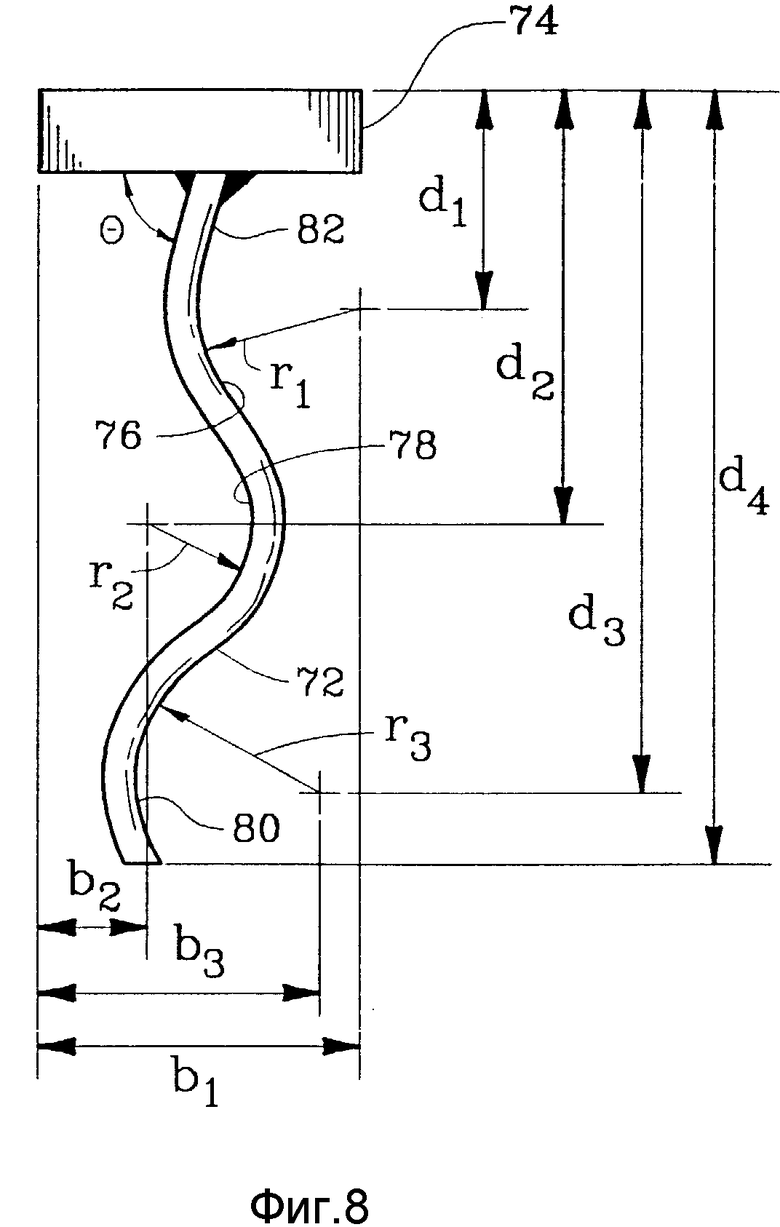
фиг. 8 - увеличенный боковой вид сгибающего приспособления по изобретению, используемого в устройстве для складывания дна;
фиг. 9 - боковой вид части устройства для складывания дна, выполненного по изобретению, иллюстрирующий фальцеватель клапана, сгибающее приспособление и направляющую; и
фиг. 10 - вид сверху внутренней части пустой картонной коробки, показанной на фиг. 1, показывающий ее донную стенку.
Обращаясь вначале в фиг. 7, устройство для складывания дна, выполненное в соответствии с настоящим изобретением, во многих отношениях аналогично устройству, показанному на фиг. 3. Устройство по изобретению, показанное на фиг. 7, включает в себя монтажный кронштейн 58, который закреплен на поворотном ведомом валу 66 так, что вращение вала 66 приводит к вращению монтажного кронштейна 58. Фальцеватель клапана 56 прикреплен к удаленному концу монтажного кронштейна 58 для сгибания вовнутрь третьей сторонки дна 34 (см. фиг. 1). На установленном на удаленном конце фальцевателя клапана 56 имеется ролик 57, который приспособлен для контактирования с третьей сторонкой дна 34 во многом таким же образом, который был описан выше.
Вращающиеся сгибающие штифты 60 (на фиг. 7 показан лишь один из них) также предусмотрены и смонтированы на рамной конструкции 68. Каждый из сгибающих штифтов 60 включает контактный штырь для сгибания вовнутрь второй и четвертой донных сторонок 32, 36 способом, описанным выше. Направляющая 64 также неподвижно закреплена на рамной конструкции 68 так, чтобы во время поворота оправки 42 и заготовки картонной коробки 20 первая донная сторонка 30 выступала в контакт с направляющей и тем самым сгибалась вовнутрь, как было описано выше.
Устройство для складывания дна по изобретению, показанное на фиг. 7, отличается от известного устройства по фиг. 3 в части сгибающего приспособления 72, которое закреплено на монтажном кронштейне 58 для сгибания наружу клапана 35 дна. Другими словами, сгибающее приспособление 72 включает в себя относительно жесткую деталь из такого материала, как, например, нержавеющая сталь, прикрепленную к монтажному основанию 74 любым удобным способом, например сваркой. Монтажное основание закреплено на монтажном кронштейне 58 любым удобным способом, например с помощью винтов.
Обращаясь к фиг. 8, можно лучше видеть особенности выполнения сгибающего приспособления 72. Сгибающее приспособление 72 имеет первую изогнутую часть 76, вторую изогнутую часть 78 и третью изогнутую часть 80. Первая изогнутая часть 76 имеет выпуклую поверхность, обращенную к фальцевателю клапана 56, вторая изогнутая часть 78 имеет вогнутую поверхность, обращенную к фальцевателю клапана 56, а третья изогнутая часть 80 имеет выпуклую поверхность, обращенную к фальцевателю клапана 56. Сгибающее приспособление 72, кроме того, имеет, по существу, прямую часть 82, прикрепленную к монтажному основанию 74 и расположенную между монтажным основанием 74 и первой изогнутой частью 76. Прямая часть 82 устанавливается наклонно (т.е. не перпендикулярно) к монтажному основанию 74 так, что в целом сгибающее приспособление 72 находилось под углом к фальцевателю клапана 56. В этом случая прямая часть 82 образует угол θ по отношению к монтажному основанию 74 и монтажному кронштейну 58.
Для более точного представления ниже приводятся примеры габаритов сгибающего приспособления 72, которые были признаны удобными. Угол θ может составлять примерно 76 - 77o.
Радиус закругления r1 первой изогнутой части 76 и радиус закругления r2 второй изогнутой части 78 может составлять около 6,0 мм, радиус закругления r3 третьей изогнутой части 80 обычно составляет около 7,0 мм, расстояние d1 между верхней частью монтажного основания 74 и центром радиуса закругления r1 первой изогнутой части 76 может составлять около 10,0 мм, а соответствующие расстояния d2, d3 для центров радиусов закругления r2, r3 могут быть около 23,0 - 24,0 мм и 37,0-38,0 мм соответственно. К тому же общая длина сгибающего приспособления 72 может быть около 43,0 мм, в то время как расстояния b1, b2, b3 от центра каждого радиуса закругления r1, r2, r3 до левого края монтажного основания 74 могут составлять 15,0 - 16,0 мм, 7,0 - 8,0 мм и 12,0 - 13,0 мм соответственно. Обычно сгибающее приспособление 72 необходимо использовать в сочетании с фальцевателем клапана 56 и роликом 57, которые слегка длиннее, чем сгибающее приспособление 72.
Сгибающее приспособление 72 в соответствии с настоящим изобретением обеспечивает большое преимущество, поскольку обеспечивает более эффективное сгибание наружу клапана 35 дна.
Кроме того, сгибающее приспособление 72 исключает потребность в предварительном сгибании клапана 35 блоком предварительного сгибания 54 вместе с подвесным кронштейном 52, показанным на фиг. 2. Таким образом, применение сгибающего приспособления 72 по изобретению не требует предварительного сгибания клапана 35, потому что сгибающее приспособление 72 гарантирует, что клапан 35 будет согнут правильно. К тому же узел сгибания 62, показанный на фиг. 3, можно легко снять и заменить сгибающим приспособлением 72, показанным на фиг. 8, тем самым совершенствуя известное устройство нужным образом.
Обращаясь к фиг. 9, синхронизированное вращение оправки 42, монтажного кронштейна 58 и сгибающих штифтов 60 аналогично тому, которое было описано выше. Таким образом, после прогрева нижних торцевых сторонок на позиции нагревания, оправка 42 начинает поворачиваться к позиции запечатывания сторонок дна по стрелке A, показанной на фиг. 1. В то же самое время монтажный кронштейн 58 поворачивается по стрелке B, приведенной на фиг. 9. Повторное перемещение оправки 42, монтажного кронштейна 58 и сгибающих штифтов (см. фиг. 4) синхронизируется так, что контактные штыри, расположенные на сгибающих штифтах, поворачиваются в положение контакта со второй и четвертой сторонками дна 32, 36. Вращательное движение сгибающих штифтов заставляет вторую и четвертую донные сторонки 32, 36 сгибаться вовнутрь друг к другу.
Приблизительно в это же время ролик 57, расположенный на фальцевателе клапана 56, вступает в контакт с третьей сторонкой дна 34 и начинает сгибать третью донную сторонку 34 вовнутрь к первой сторонке дна 30. К тому же клапан 35 контактирует или соприкасается с вогнутой поверхностью, образованной второй изогнутой частью 78, заставляющей клапан 35 следовать контуру вогнутой поверхности и сгибаться наружу от первой сторонки дна 30 по линии сгиба 37. Приблизительно одновременно с этим первая сторонка дна 30 контактирует со стационарной направляющей 64 в результате вращательного движения оправки 42, тем самым заставляя первую сторонку дна 30 начать сгибание внутрь к третьей сторонке дна 34. Оправка 42 продолжает вращаться по стрелке A, в то время как монтажный кронштейн 58 продолжает вращаться по стрелке B. В результате этого ролик 57 продолжает прижимать третью сторону дна 34 вовнутрь. Поскольку сгибающее приспособление 72 к тому же вращается вместе с монтажным кронштейном 58, то согнутый наружу клапан 35 начинает скользить по сгибающему приспособлению 72, при этом он продолжает прижиматься наружу вогнутой поверхностью, образованной третьей изогнутой частью 80.
К моменту, когда операция сгибания близка к завершению, контактные штыри, расположенные на сгибающих штифтах, будут поворачиваться в сторону от картонной коробки 20. Удаленный свободный конец сгибающего приспособления 72, однако, продолжает принимать клапан 35 наружу и вниз, что гарантирует, что, когда первая донная сторонка 30 сгибается поверх третьей сторонки дна 34, клапан 35 помещается между третьей сторонкой 34 и первой сторонкой 30 дна. Непрерывное вращение оправки 42 передает картонную коробку с согнутыми вовнутрь сторонками 30, 32, 34, 36 дна и согнутым наружу клапаном 35 на позицию запечатывания, где сторонки дна запечатываются, чтобы получить герметично закрытую донную торцевую стенку картонной коробки.
Форма и конфигурация сгибающегося приспособления 72 обеспечивают значительные преимущества потому, что, как было отмечено выше, они исключают потребность в использовании предварительной операции сгибания. Вогнутая поверхность второй изогнутой части 78 и переход этой вогнутой поверхности в выпуклую поверхность первой изогнутой части 76 обеспечивают начальное сгибание наружу клапана 35. Кроме того, поскольку прямолинейная часть сгибающего приспособления 72 расположена наклонно относительно монтажного кронштейна 58, то в целом сгибающее приспособление 72 наклонено под углом назад к фальцевателю клапана 56. В результате этого во время вращательного движения монтажного кронштейна 58 сгибающее приспособление 72 остается в контакте с клапаном 35 в течение более продолжительного времени по сравнению с узлом сгибания 62, показанным на фиг. 3. Действительно, во время вращательного движения монтажного кронштейна сгибающее приспособление 72 постоянно с усилием прижимает клапан 35 наружу, а затем вниз, что гарантирует, что, когда первая донная сторонка 30 прижимается вниз на сторонки дна 32, 34, 36 и клапан 35, клапан 35 будет помешаться между третьей сторонкой 34 и первой сторонкой 30 дна, как показано на фиг. 10. Проще говоря, поскольку сгибающее приспособление 72 находится в контакте с подгибаемым клапаном 35 в течение более продолжительного времени, то клапан 35 принудительно остается в нужном положении в течение более продолжительного времени. Следовательно, можно гарантировать, что клапан 35 будет расположен относительно первой сторонки дна 30 таким образом, чтобы клапан 35 сгибался принудительно наружу и вниз при контакте с первой сторонкой 30 дна. Следовательно, кроме исключения необходимости предварительного сгибания клапана 35, сгибающее приспособление 72 к тому же обеспечивает наилучшую гарантию, что подгибаемый клапан 35 будет правильно согнут.
Хотя данное изобретение было проиллюстрировано на примере его выполнения, понятно, что возможны варианты его выполнения без выхода из объема изобретения, определяемого прилагаемой формулой.




Изобретение касается устройства для формирования картонных коробок. Устройство имеет раму 68, поворотный опорный узел 65, два поворотных сгибающих штифта 60, закрепленных на раме 68 для сгибания вовнутрь второй и четвертой сторонок дна. Фальцеватель клапана 56 закреплен на поворотном монтажном узле для сгибания вовнутрь третьей сторонки дна. Направляющая 64 смонтирована на раме 68 для сгибания вовнутрь первой сторонки дна, а сгибающее приспособление 72 закреплено на поворотном опорном узле 65 для сгибания наружу подгибаемого клапана сторонки дна. Одна часть приспособления 72 изогнута, чтобы получить вогнутую поверхность, обращенную к фальцевателю клапана. Приспособление 72 может иметь выпуклые поверхности с каждой стороны вогнутой поверхности. Сгибание клапана происходит без операции его предварительного сгибания с обеспечением правильного сгиба по заданной линии. 5 з.п. ф-лы, 10 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3785113, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 4790123, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| EP, заявка, 0095153, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |

