Изобретение относится к арматуростроению и может найти применение в шиберных затворах с круглыми запорными пластинами для регулирования и перекрытия рабочей среды, проходящей по трубопроводам технических систем.
Из описания изобретения к а. с. N 1348594, МКИ F 16 K 3/08 известен способ сборки запорного узла шиберного затвора, заключающийся в установке трех дисков, имеющих по одному эксцентрично расположенному отверстию, причем средний диск установлен с возможностью поворота относительно других, установленных неподвижно.
В одном из неподвижных дисков имеются две канавки переменной глубины, концентрично расположенные относительно центра среднего диска. На торце диска устанавливают два упорных штыря, располагают их в канавках неподвижного диска с возможностью контакта штырей с дном канавки на участке ее наименьшей глубины и прижатия среднего диска к прокладке в закрытом положении затвора.
Недостатками способа, известного из описания изобретения к а.с. N 1348594, МКИ F 16 K 3/08б являются следующие.
1. При использовании данного затвора возможно оседание на поверхности канавок накипи, отложений и т.д., которые могут вызвать затруднения в управлении затвором.
2. Получение диска с канавками переменной глубины в пресс-форме, например из керамики, усложняет разборку пресс-формы, при этом возможны выкрашивания боковых поверхностей канавок при извлечении дисков из пресс-формы. Более того, наличие точечного контакта штырей с дном канавок (при закрытом положении затвора) возможны разрушения дна канавок.
Упомянутые недостатки ограничивают возможность широкого применения данного изобретения.
Из описания изобретения к патенту США N 4674537, МКИ F 16 K на "Устройство. . ." проглядывается способ сборки запорного узла. Запорный узел собирается из трех одинаковых дисков из керамического материала с проходными окнами и с чередующимися периферийными выступами и впадинами, расположенными на внешней цилиндрической поверхности дисков по кругу через 120o. Вначале устанавливают в одну из частей корпуса неподвижный диск, затем с надетой на диск обоймой с приводным элементом устанавливают в корпус средний поворотный диск, а затем неподвижный диск с выходной стороны. После установки дисков в одну но корпусных частей к ней присоединяют и вторую часть корпуса (фланцевую крышку). Фиксация среднего диска относительно обоймы, а боковых дисков - относительно корпуса осуществляется с помощью упомянутых выступов, расположенных на периферийных цилиндрических поверхностях дисков.
Надевание обоймы на поворотный диск и соединение корпуса из двух частей являются общими существенными признаками как для известного, так и для заявляемого способов. Поэтому можно сделать вывод о том, что способ сборки запорного узла шиберного затвора, известный как устройство по патенту США N 4674537, МКИ F 16 K, является наиболее близким к заявляемому и может быть принятым в качестве прототипа заявляемого способа для сравнения.
К недостаткам известного способа можно отнести сложность изготовления керамических дисков: керамические элементы, имея периферийные выступы, препятствуют движению режущего инструмента при обточке и шлифовке. Кроме того, периферийные выступы при передаче крутящего момента от обоймы к поворотному диску вызывают неблагоприятное для керамического материала напряженное состояние (изгиб и сдвиг), что приводит к их скалыванию.
Задачей данного изобретения является упрощение технологии изготовления керамических дисков и повышение надежности работы шиберного затвора.
Эта задача решается тем, что в известном способе сборки шиберного затвора, включающего установку в корпусе трех одинаковых керамических дисков с проходными окнами, расположенными по кругу через 120o и с чередующимися по их периферийной поверхности выступами и впадинами и в котором боковые керамические диски запорного узла фиксируют от проворота относительно корпуса и фланцевой крышки, а средний диск - относительно поворотной обоймы, соединенной с приводным элементом, при этом до установки керамических дисков, предварительно выполненных со смещением впадин относительно оси симметрии проходных окон в одну сторону по ходу вращения среднего диска, например, на 15o, в корпусе располагают фиксирующие элементы и устанавливают первый боковой керамический диск, совмещая впадины последнего с фиксирующими элементами, а средний диск перед установкой его в обойму поворачивают на 180o относительно оси, проходящей через его торцевую поверхность, при установке среднего диска в обойму впадины периферийной поверхности среднего диска совмещают с впадинами отверстия обоймы, а в совмещенные впадины диска и обоймы размещают дополнительные фиксирующие элементы, после чего во фланцевую крышку устанавливают дополнительные фиксирующие элементы и третий боковой керамический диск, совмещая впадины последнего с указанными дополнительными фиксирующими элементами.
Использование дополнительных фиксирующих элементов, размещенных в совмещенных впадинах боковых керамических дисков с впадинами корпуса и фланцевой крышки, а также в совмещенных впадинах среднего керамического диска с впадинами отверстия обоймы, позволяет обеспечить надежное фиксирование боковых керамических дисков относительно корпуса и фланцевой крышки, а среднего керамического диска - относительно обоймы. При этом упрощается способ механической обработки периферийных цилиндрических поверхностей керамических дисков.
Размещение периферийных впадин керамических дисков в запорном узле со смещением относительно оси симметрии проходных окон в одну сторону по ходу вращения среднего диска, например, на 15o и поворот среднего диска перед установкой в обойму на 180o относительно оси, проходящей через его торцевую поверхность, позволяет устранить (в большем секторе, чем сектор поворота среднего диска при открытии-закрытии затвора), возможность осевого перемещения фиксирующих элементов из периферийных впадин среднего диска, создавая упоры торцами боковых неподвижных дисков.
Фиксирующие элементы боковых дисков также оказываются замкнутыми в осевых направлениях с одной стороны торцевыми поверхностями среднего диска), а с другой - поверхностями корпуса (или уплотнений), на которые опираются боковые диски.
Таким образом, фиксирующие элементы на всех стадиях работы затвора (поворота среднего диска) находятся в своих гнездах, никогда не встречаются с другими гнездами, чем исключается возможность случайного осевого перемещения фиксирующих элементов, попадания их в "чужие" гнезда и, в конечном итоге, исключается заклинивание дисков.
Совокупное использование существенных отличительных признаков заявляемого способа позволяет решить поставленную задачу.
Ниже, со ссылкой на представленные чертежи поясняется сущность заявляемого способа сборки запорного узла шиберного затвора.
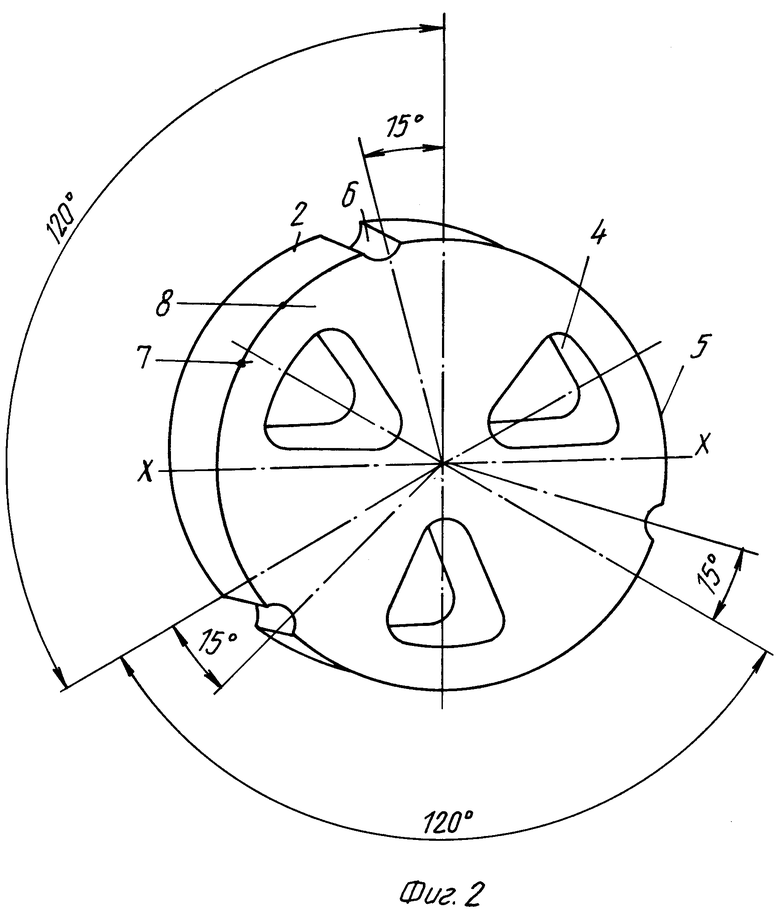
На фиг. 1 показаны сложенные вместе диски запорного узла шиберного затвора;
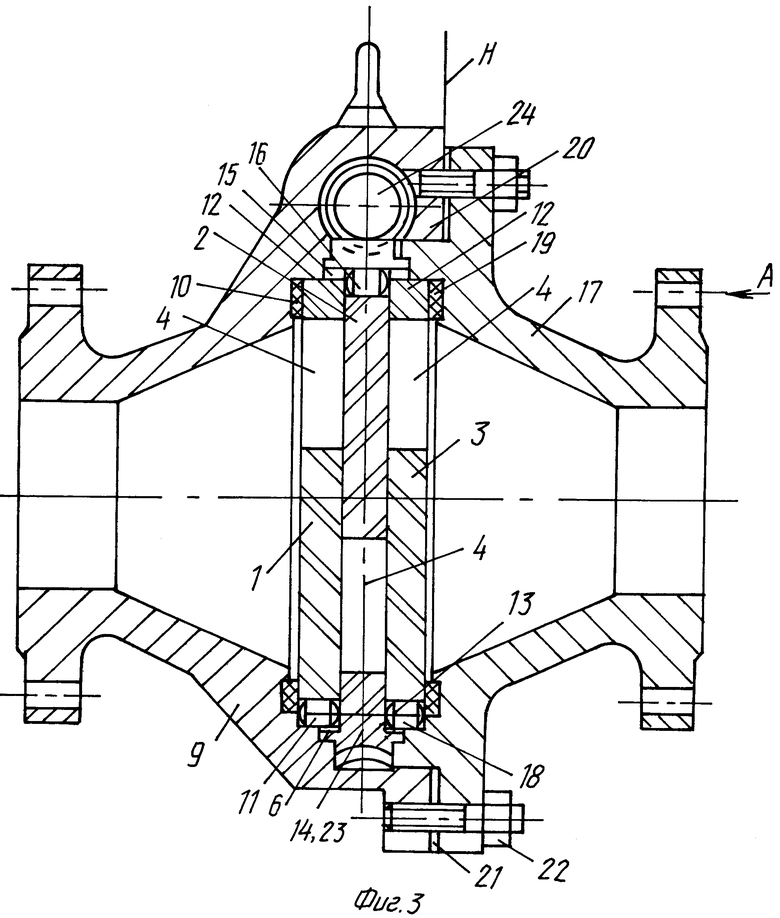
на фиг.2 - средний диск с осью X - X, вокруг которой он должен быть повернут на 180o перед установкой в корпус;
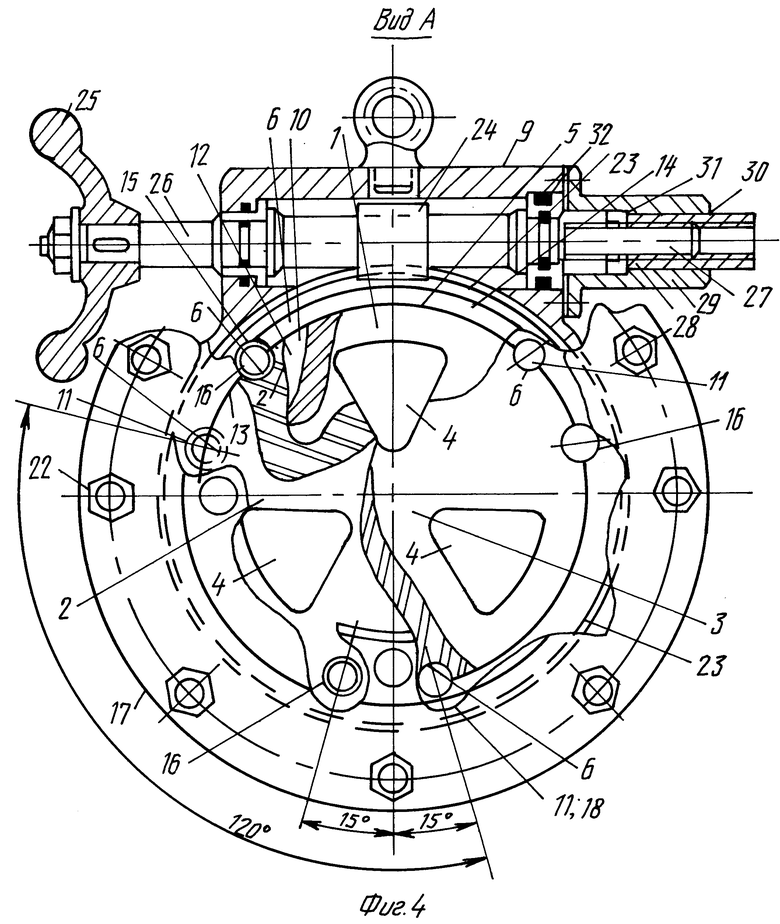
на фиг. 3 - порядок сборки шиберного затвора (затвор в положении "Закрыто").
на фиг.4 - проекция фиг.3 (вид по стрелке А).
Согласно изобретению способ сборки запорного узла шиберного затвора включает установку в корпусе трех одинаковых керамических дисков 1, 2, 3, показанных на фиг.1.
Каждый из дисков имеет проходные окна 4, расположенные по кругу чрез 120o, и чередующиеся на периферийной поверхности выступы 5 и впадины 6.
Торцевые рабочие поверхности 7 и 8 (см. фиг.2) каждого из дисков прецизионно обработаны и являются взаимозаменяемыми.
Впадины 6 керамических дисков 1, 2, 3 располагают со смещением относительно оси симметрии проходных окон 4 в одну сторону по ходу вращения среднего диска 2, например, на 15o (см. фиг.1).
Сборка запорного узла начинается при установленных в корпусе 9 червяке 24 и червячном венце 14. Вначале в корпусе 9 устанавливают уплотнение 10 и фиксирующие элементы 11, затем боковой неподвижный диск 1, совмещая впадины 6 с фиксирующими элементами 11, заводят в полость 12 корпуса 9. Средний диск 2 перед установкой в узел поворачивают на 180o относительно оси X - X, проходящей через его торцевую поверхность 7 или 8 (см. фиг.2). В таком положении средний диск 2 заводят в отверстие 13 червячного венца 14 (обоймы), совмещая при этом впадины 6 диска 2 с впадинами 15 червячного венца 14 (обоймы) и в совмещенные впадины 6 и 15 устанавливают фиксирующие элементы 16, обеспечивая взаимозацепление червячного венца 14 (обоймы) со средним диском 2.
Во фланцевую крышку 17 устанавливают уплотнение 19 и фиксирующие элементы 18, затем боковой неподвижный диск 3, совмещая впадины 6 его периферийной поверхности с фиксирующими элементами 18, заводят в полость 12 фланцевой крышки 17. Затем фланцевую крышку 17 с уплотнением 19, фиксирующими элементами 18 и диском 3 заводят направлением 20 в корпус 9. Крепежными элементами 22 фланцевую крышку 17 прикрепляют к корпусу 9.
Уплотнения 10 и 19 изготовляют из бензомаслостойкой резины, полиуретана или другого упругого уплотнительного материала в зависимости от характера рабочей среды. Фиксирующие элементы 11, 16 и 18 рекомендуется изготавливать из материала, не приводящего к сколам краев керамических дисков, например из капролона, меди, алюминия.
Обойма 14 имеет зубья 23, зацепленные с червяком 24, приводящим ее во вращательное движение маховиком 25, установленным на выходном валу 26 червяка 24 (см. фиг.4).
Для обеспечения герметизации сопрягаемые поверхности корпуса 9 и фланцевой крышки 17 должны быть выполнены с одной установки с их полостями. Плоскость разъема "H" корпуса 9 параллельна плоскости рабочих поверхностей дисков 1, 2, 3 и отнесена асимметрично оси вращения червяка 24 от плоскости оси червячной пары на величину, превышающую полтора радиуса червяка 24. Это позволило создать довольно прочную стенку для размещения элементов крепления 22 и обеспечения надежного закрытия стыка при сборке по замкнутому контуру.
На противоположном конце выходного вала (от маховика 25) затвор снабжен указателем степени закрытия - открытия. Он же выполняет функцию ограничителя поворота среднего диска 2. Этот механизм выполнен в виде соединенного с выходным валом 26 винтового стержня 27 с гайкой 28, грани которой установлены с возможностью скольжения в прикрепленном к основному корпусу 9 коробчатом корпусе 29, имеющем окно 30, в которое гайка 28 выходит частично при открытии затвора. В исходном положении гайка 28 утопает в корпусе 29. Гайка 28 имеет упор 31, которым она упирается при выходе из корпуса 29.
Ограничение угла поворота среднего диска 2 в пределах 60o является достаточным для выполнения полного открытия и закрытия шиберного затвора.
С другой стороны, это ограничение угла поворота среднего диска позволило так расположить впадины 6, сместив их на 15o, как показано на фиг.1, и повернув перед сборкой средний диск на 180o вокруг оси X - X, показанной на фиг. 2, чтобы избежать во время работы затвора встречи фиксирующих элементов 16 среднего диска 2 с фиксирующими элементами 11 и 18 боковых дисков 1 и 3.
В результате исключается возможность осевых перемещений фиксирующих элементов и заклинивания дисков 1, 2, 3 между собой.
Как видно ив фиг.1, выступы, разделенные впадинами 6, образуют боковые цилиндрические поверхности, не затрудняющие их механическую обработку, что способствует упрощению технологии изготовления керамических дисков.
Надежная фиксация положения дисков позволяет обеспечить безотказность работы шиберного затвора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИБЕРНЫЙ ЗАТВОР | 1996 |
|
RU2106558C1 |
| ЗАДВИЖКА С РАЗГРУЖЕННЫМ ЗАПОРНЫМ УЗЛОМ | 1997 |
|
RU2135867C1 |
| ЗАПОРНЫЙ УЗЕЛ ШИБЕРНОГО ЗАТВОРА | 1996 |
|
RU2116539C1 |
| ЗАПОРНЫЙ УЗЕЛ ЗАДВИЖКИ | 1999 |
|
RU2158387C1 |
| ЗАДВИЖКА С ПОВОРОТНЫМ ЗАПОРНЫМ УЗЛОМ | 2000 |
|
RU2189513C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИЛЬНОЙ ШИНЫ ЦЕПНОЙ ПИЛЫ | 2001 |
|
RU2211758C2 |
| ШИБЕРНАЯ ЗАДВИЖКА ПОВОРОТНОГО ТИПА | 2004 |
|
RU2279006C2 |
| КОМПЛЕКТ УНИВЕРСАЛЬНОГО ПОЧВООБРАБАТЫВАЮЩЕГО СМЕННОГО ОРУДИЯ, СТОЕЧНО-КОРПУСНОГО МИКРОВИБРАЦИОННОГО ПРИВОДА С РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2011 |
|
RU2462851C1 |
| Запорно-регулирующий прямоточный кран | 2003 |
|
RU2223433C1 |
| Шиберная задвижка | 1984 |
|
SU1265431A1 |
Изобретение относится к арматуростроению и предназначено для упрощения изготовления шиберных затворов с круглыми запорными пластинами. Способ включает установку в корпус с фланцевой крышкой трех одинаковых керамических дисков. Последние выполнены с расположенными по кругу через 120o проходными окнами и с чередующимися по периферийной поверхности выступами и впадинами. Боковые керамические диски запорного узла фиксируют от проворота относительно корпуса и фланцевой крышки соответственно. Средний керамический диск-относительно поворотной обоймы. Обойма соединена с приводным элементом. Предварительно до сборки керамические диски выполняют со смещением впадин относительно оси симметрии проходных окон в одну сторону по ходу вращения среднего диска, например на 15°С. До установки керамических дисков в корпусе располагают фиксирующие элементы и устанавливают первый боковой керамический диск. Совмещают впадины последнего с фиксирующими элементами. Средний диск перед установкой в обойму поворачивают на 180o относительно оси, проходящей через его торцевую поверхность. При установке среднего диска в обойму впадины периферийной поверхности совмещают с впадинами отверстия обоймы. В совмещенные впадины диска и обоймы размещают дополнительные фиксирующие элементы. После чего во фланцевую крышку также устанавливают дополнительные фиксирующие элементы и третий боковой керамический диск. При этом совпадают впадины последнего с указанными дополнительными фиксирующими элементами. Изобретение упрощает технологию и повышает надежность шиберного затвора. 4 ил.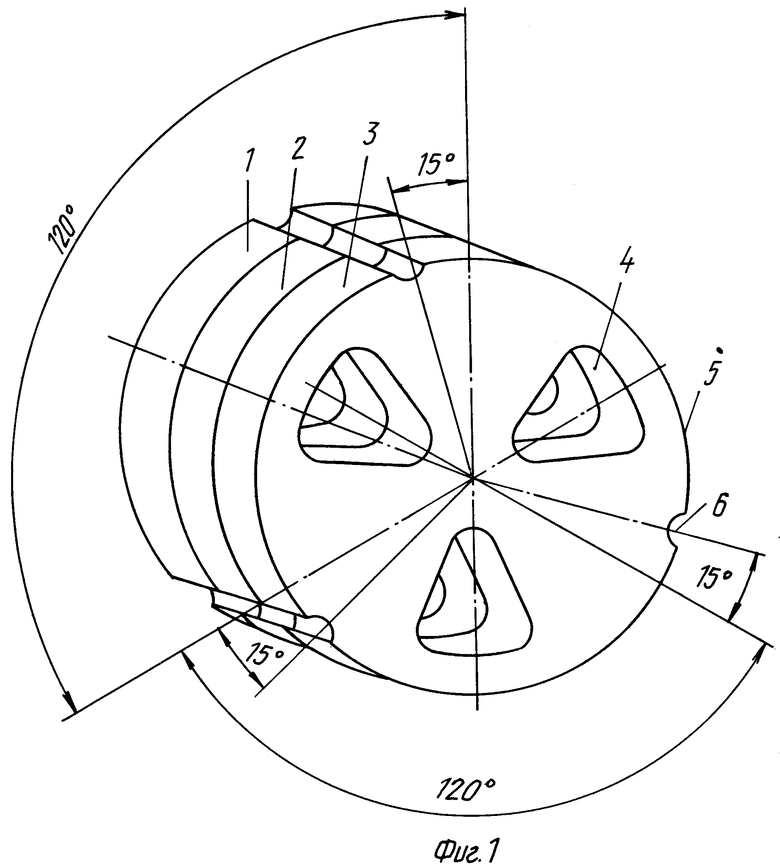
Способ сборки запорного узла шиберного затвора, включающий установку в корпус с фланцевой крышкой трех одинаковых керамических дисков с проходными окнами, расположенными по кругу через 120o, и с чередующимися по периферийной поверхности выступами и впадинами, при этом боковые керамические диски запорного узла фиксируют от поворота относительно корпуса и фланцевой крышки соответственно, а средний - относительно поворотной обоймы, соединенной с приводным элементом, отличающийся тем, что до установки керамических дисков, предварительно выполненных со смещением впадин относительно оси симметрии проходных окон в одну сторону по ходу вращения среднего диска, например, на 15o, в корпусе располагают фиксирующие элементы и устанавливают первый боковой керамический диск, при этом совмещают впадины последнего с фиксирующими элементами, а средний диск перед установкой в обойму поворачивают на 180o относительно оси, проходящей через его торцевую поверхность, при установке среднего диска в обойму впадины периферийной поверхности совмещают с впадинами отверстия обоймы, а в совмещенные впадины диска и обоймы размещают дополнительные фиксирующие элементы, после чего во фланцевую крышку также устанавливают дополнительные фиксирующие элементы и третий боковой керамический диск, при этом совмещают впадины последнего с указанными дополнительными фиксирующими элементами.
| US 4674537 A, 23.06.87 | |||
| RU 2073152 C1, 10.02.97 | |||
| Запорный кран | 1987 |
|
SU1788370A1 |
| US 5127438 A, 07.07.92 | |||
| DE 3309546 A1, 20.09.84 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
