Изобретение относится к элементам электрического оборудования, в частности к трансформаторам источников питания установок электросварки, наплавки, резки металлов и другой электродуговой обработки. Заявляемое изобретение может также найти применение как источник питания электронагревательных печей, установок для электролиза и т.д.
Известен трансформатор для дуговой электросварки [1] , состоящий из стержневого магнитопровода, первичной обмотки, вторичной обмотки и расположенного между ними с возможностью перемещения магнитного шунта. Шунт выполнен в виде единого пакета листов из трансформаторной стали. Общеизвестно, что в такой конструкции перемещение шунта с целью регулирования тока сварки, а также его фиксацию, препятствующую втягиванию шунта магнитным полем трансформатора, осуществляют винтовым механизмом. С шунтом жестко связана ходовая гайка, а с магнитопроводом - ходовой винт, вращением которого перемещают магнитный шунт.
Недостатком трансформатора такого типа является сильная вибрация, вызванная переменным магнитным полем рассеяния трансформатора. Следствием вибрации является шум и быстрый износ резьбового соединения механизма перемещения и фиксации шунта.
Для снижения вибрации могут быть применены различные меры: шунт может быть установлен в направляющие из немагнитной стали, могут быть применены пружины сложной формы, уменьшен шаг резьбы ходового винта. Все эти меры требуют высокой точности изготовления шунта и механизма его перемещения, что отражается на стоимости трансформатора, а малый шаг резьбы ходового винта увеличивает время, необходимое для перехода от одного режима сварки к другому. По мере неизбежного износа механизма перемещения шунта вибрация усиливается, тем самым многократно ускоряя износ.
Известен трансформатор [2], в котором магнитный шунт фиксируется между стержнями магнитопровода не винтовым механизмом, а зажимается встречно ориентированными поверхностями первичной и вторичной обмоток, выполненных в виде монолитных блоков, один из которых может перемещаться вдоль стержней магнитопровода. Для подготовки трансформатора к рабочему режиму его обмотки с помощью специального механизма направляются навстречу друг другу и зажимая шунт фиксируют его в заданном положении. Масса обмоток принимает на себя вибрацию шунта и существенно ее снижает. При необходимости изменить значение сварочного тока сварщик отпускает ручку механизма, освобождает шунт и с помощью тяги перемещает его в положение, соответствующее требуемому току сварки, и снова зажимает шунт между обмотками. Перемещение шунта посредством тяги, а не с помощью ходового винта, как в описанном выше аналоге, существенно снижает время установки режима сварки. Основным недостатком трансформатора, по мнению авторов, является сложность выполнения обмоток в виде монолитных блоков. При этом в конструкции трансформатора заложено техническое противоречие: в трансформаторах малой мощности подвижная обмотка имеет небольшую массу и, следовательно, не может полностью погасить вибрацию шунта, а при эксплуатации трансформаторов большой мощности возникают трудности с перемещением массивных обмоток.
В трансформаторах с магнитным шунтом на шунт действуют две основные электромагнитные силы: осевая и вращательная. Первая действует в направлении движения шунта, втягивая его в окно между стержнями и уменьшая тем самым сопротивление на пути магнитного потока, создаваемого первичной обмоткой трансформатора. Вторая сила является результирующей двух сил притяжения шунта к стержням и при малейшем его перекосе стремится развернуть шунт таким образом, что один его конец прижимается к левому стержню, а другой - к правому.
Негативное воздействие вращательной силы, которая также вызывает вибрацию, может быть компенсировано различными конструктивными приемами. Так в трансформаторах серии СТШ [3] для компенсации вращающей силы применены специальные пружинные компенсаторы, вмонтированные в отверстия, высверленные в теле шунта.
Существенно большее негативное воздействие оказывает на трансформатор вибрация, вызванная осевой электромагнитной силой. Такую вибрацию снижают за счет установки в зазоре между шунтом и стержнями магнитопровода специальных прокладок из изоляционного материала или немагнитной стали.
Другое направление борьбы с осевой вибрацией шунта реализуется в трансформаторе, описанном в [4] и принятом за прототип. Как все перечисленные выше трансформаторы он содержит магнитопровод стержневого типа, первичную и вторичную обмотки. Однако в отличие от перечисленных конструкций в прототипе между обмотками расположена пара магнитных шунтов, закрепленных на общем ходовом винте. При этом один шунт имеет ходовую гайку с правой резьбой, другой - с левой. Установка сварочного тока осуществляется следующим образом. При вращении ходового винта в одном направлении шунты раздвигаются, выходя из магнитной системы трансформатора, что приводит к увеличению сварочного тока. Для уменьшения сварочного тока осуществляет вращение ходового винта в противоположном направлении, сближая шунты. В такой конструкции действующие на оба шунта осевые усилия, вызывающие вибрацию, направлены навстречу друг другу и в значительной мере компенсируются. Однако вращающая сила, вызывающая перекос шунтов и привносящая дополнительную вибрацию, в прототипе не компенсирована.
Таким образом, мы видим, что в известных конструкциях регулируемых трансформаторов используются средства, снижающие вибрацию, тем самым повышающие надежность работы. Однако заложенные в конструкциях решения уменьшают либо только осевую вибрацию, как в прототипе, либо уменьшают лишь действие вращательной силы. Кроме того, использование в качестве средства перемещения шунта ходового винта снижает удобство эксплуатации, т.к. требуется значительное время для установки шунта в рабочее положение.
В основу изобретения поставлена задача максимального снижения вибрации магнитного шунта конструктивно простыми средствами с одновременным повышением удобства эксплуатации, т.е. снижение времени, необходимого для установки шунта в положение, соответствующее выбранному значению рабочего тока.
Поставленная задача решается тем, что в регулируемом трансформаторе, включающем магнитопровод стержневого типа, первичную и вторичную обмотки и расположенный между ними магнитный шунт, снабженный средством его перемещения, согласно изобретению шунт выполнен в виде блока из двух клиновидных призм, основания которых обращены к обмоткам, угол пересечения плоскостей, в которых лежат рабочие поверхности одной призмы, равен углу пересечения плоскостей, в которых лежат рабочие поверхности другой призмы, указанные углы противоположно направлены, а средство перемещения шунта выполнено в виде общей тяги, обеспечивающей перемещение шунта в направлении, перпендикулярном плоскости магнитопровода, при этом призмы закреплены на тяге с обеспечением возможности их взаимного перемещения в плоскости движения шунта.
Наилучший результат достигается при выполнении основания призм в форме прямоугольного треугольника или прямоугольной трапеции.
Такая конструкция шунта при правильно выбранном угле сложения плоскостей рабочих поверхностей позволяет сравнительно небольшим усилием сместить призмы относительно друг друга и тем самым заклинить блок между стержнями магнитопровода в заданном положении (в соответствии с выбранным значением тока) так, что зазоры, а следовательно, и вибрация будут практически отсутствовать.
Изобретение иллюстрируется чертежами, на которых представлено:
фиг. 1 - общий вид однофазного трансформатора с шунтом (общая компоновка),
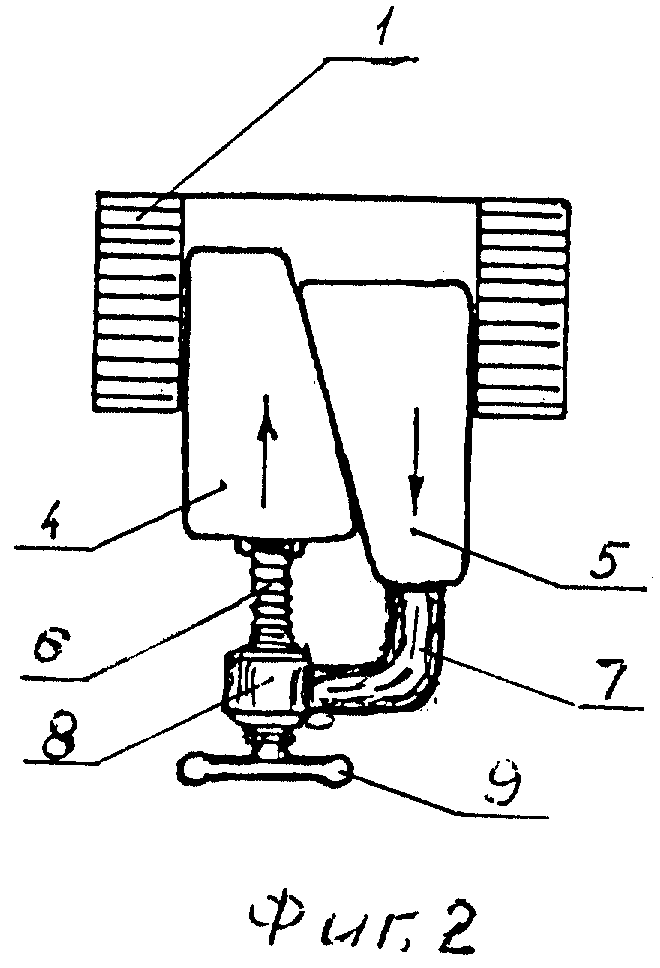
фиг. 2 - поперечное сечение однофазного трансформатора с шунтом,
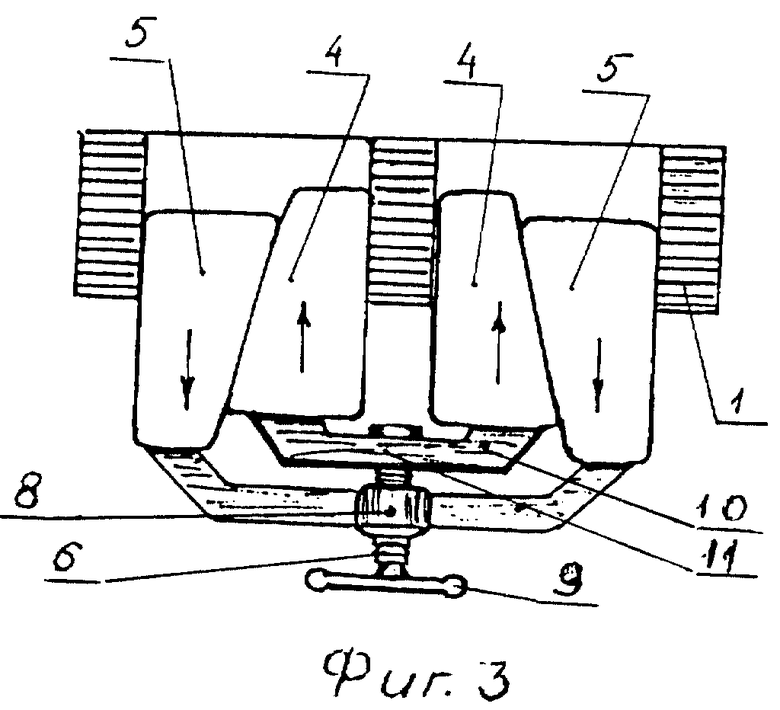
фиг. 3 - поперечное сечение трехфазного трансформатора с шунтом.
Регулируемый трансформатор содержит установленные на стержневом магнитопроводе 1 катушку 2 первичной обмотки и катушку 3 вторичной обмотки, между обмотками в окне магнитопровода расположен магнитный шунт, выполненный в виде блока, составленного из клиновидных призм 4 и 5. Основания призм имеют форму прямоугольной трапеции и обращены к катушкам. Форма основания призм может быть другой, чем представленная на фигурах, например прямоугольный треугольник. При этом в одном шунте могут использоваться идентичные призмы, встречно ориентированные острыми углами, а также призмы с разными основаниями, например в одной призме основание - прямоугольный треугольник, а в другой - прямоугольная трапеция. В последнем случае обязательным условием является равенство острых углов схождения плоскостей рабочих поверхностей обоих клиньев. При этом призмы в сборке будут "дополнять" друг друга, т.е. при их сложении наклонными рабочими плоскостями противоположные рабочие плоскости, обращенные к стержням магнитопровода, будут параллельны внутренним поверхностям стержней, что обеспечит надежное заклинивание блока в целом в окне магнитопровода.
Оба элемента шунта закреплены на общей тяге 6, имеющей резьбовой участок. При этом призма 4 закреплена на тяге 6 непосредственно и таким образом, что тяга может свободно поворачиваться вокруг своей оси. Призма 5 установлена на тяге 6 с помощью кронштейна 7, второй конец которого снабжен гайкой 8, установленной на резьбовом участке тяги. Свободный конец тяги 6 снабжен маховиком 9.
В случае трехфазного трансформатора (см. фиг. 3) магнитные шунты располагаются в обоих окнах магнитопровода. Призмы 4, обращенные к среднему стержню магнитопровода 1, связаны траверсой 10, а призмы 5, обращенные к крайним стержням магнитопровода 1, связаны траверсой 11. Обе траверсы снабжены гайками 8, установленными на резьбовом участке тяги 6.
Трансформатор работает следующим образом. Сварщик с помощью тяги 6 перемещает шунт в окне магнитопровода 1, устанавливает его в положение, соответствующее выбранному значению сварочного тока, и фиксирует шунт, заклинивая его призмы между стержнями магнитопровода. Это осуществляется следующим образом: при повороте маховика 9 связанная с ним тяга приходит во вращение и вследствие того, что обе призмы находятся между стержнями и не могут поворачиваться, гайка начинает перемещаться по тяге, обеспечивая поступательное перемещение призмы 5. Наклонная поверхность призмы 4 служит направляющей перемещения призмы 5, движение которой продолжается до тек пор, пока общая "ширина" шунта (блока) не сравняется с шириной окна магнитопровода и не произойдет заклинивание блока между стержнями магнитопровода. Ввиду того что для освобождения или заклинивания шунта требуется сравнительно небольшое смещение призм друг относительно друга в поперечном движению направлении, то небольшой люфт, заложенный при установке кронштейна или траверсы на тяге, достаточен, чтобы осуществить это смещение.
После установки шунта в заданное положение на первичную обмотку трансформатора подается напряжение и осуществляется сварка.
При необходимости изменить значение рабочего тока сварщик поворотом маховика 9 в обратную сторону освобождает шунт, устанавливает его в новое положение и снова его заклинивает, как это описано выше.
В отличие от приведенных выше аналогов, в которых используется винт, закрепленный на корпусе трансформатора, и при вращении которого происходит медленное перемещение шунта, в представленном на фигурах примере реализации изобретения винтовая пара работает лишь при фиксации шунта, а перемещение блока в целом осуществляется простым толкательным движением при осевом перемещении тяги.
Заклинивание шунта может осуществляться как представленным механизмом с винтовой парой, так и механизмом другого типа, например эксцентриковым или байонетным.
Изготовление шунта легко поддается автоматизации: пластины трансформаторной стали закладываются в литьевую форму и заливаются термостойкой пластмассой. Пластмасса придает частям шунта необходимую монолитность и обеспечивает электромагнитную развязку частей шунта друг от друга и от элементов конструкции средства фиксации. Обе призмы одного шунта могут отливаться в одной форме, что гарантирует параллельность его наружных рабочих поверхностей соответствующим поверхностям магнитопровода.
Опытные образцы регулируемых трансформаторов успешно прошли испытания в составе сварочных выпрямителей на номинальный ток 300 А. Испытания подтвердили удобство эксплуатации, минимизацию времени, необходимого для установки рабочего значения сварочного тока. Заклинивание блока шунта настолько сильное, что вибрация, вызываемая действием электромагнитных сил, полностью отсутствует, что способствует повышению надежности и повышению срока службы трансформатора.
Использованные источники информации
1 Патон Б. Е., Лебедев В.К. Электрооборудование для дуговой и шлаковой сварки. - М.: Машиностроение, 1966, с. 165, рис. 8.10.
2. Авт.св. СССР 1738519, В 23 К 9/00.
3. Патон Б. Е. , Лебедев В.К. Электрооборудование для электродуговой и шлаковой сварки. - М.: Машиностроение, 1966, с. 240.
4. Закс М.И., Каганский Б.А., Печенин А.А. Трансформаторы для электродуговой сварки. - Л.: Энергоатомиздат, 1988, с. 37 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМЫЙ СВАРОЧНЫЙ ТРАНСФОРМАТОР | 2002 |
|
RU2262763C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |
| РЕГУЛИРУЕМЫЙ ТРАНСФОРМАТОР | 2002 |
|
RU2208858C1 |
| РЕГУЛИРУЕМЫЙ ТРАНСФОРМАТОР (ВАРИАНТЫ) | 2003 |
|
RU2248058C1 |
| Сварочный трансформатор | 1990 |
|
SU1738519A1 |
| Трансформатор | 1977 |
|
SU786939A3 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Источник питания для дуговой сварки | 1977 |
|
SU925571A1 |
| Выпрямитель для дуговой сварки | 1991 |
|
SU1815053A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
Изобретение относится к элементам электрического оборудования, в частности к трансформаторам источников питания и может быть использовано в установках электросварки, наплавки, резки металлов и другой электродуговой обработки, например для электронагревательных печей, установок для электролиза. На стержневом магнитопроводе установлены катушки первичной и вторичной обмотки. Между обмотками в окне магнитопровода расположен магнитный шунт. Шунт выполнен в виде блока, составленного из клиновидных призм. Основания призм имеют форму прямоугольной трапеции или прямоугольного треугольника и обращены к катушкам. Оба элемента шунта закреплены на общей тяге, имеющей резьбовой участок. При этом одна призма закреплена на тяге непосредственно и таким образом, что тяга может свободно поворачиваться вокруг своей оси. Вторая призма установлена на тяге с помощью кронштейна, второй конец которого снабжен гайкой, установленной на резьбовом участке тяги. Свободный конец тяги снабжен маховиком. Преимущества такой конструкции в том, что требуется минимальное время и усилие для установки шунта, вибрация при его работе практически отсутствует. 1 з.п.ф-лы, 3 ил.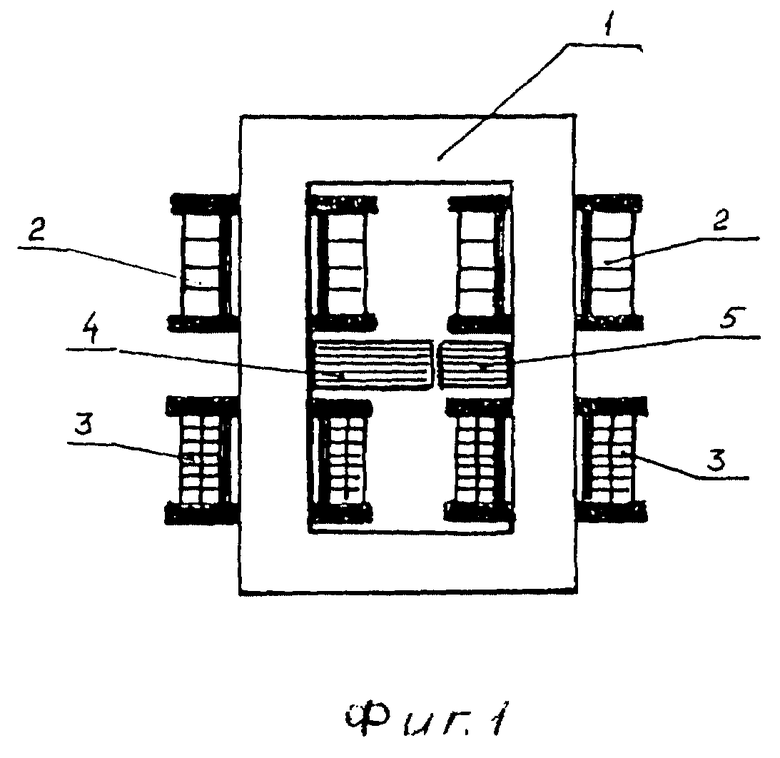
| Закс М.И | |||
| и др | |||
| Трансформаторы для электродуговой сварки | |||
| - Л.: Энергоатомиздат, 1988, с.37 | |||
| Сварочный трансформатор | 1979 |
|
SU860154A1 |
| ТРАНСФОРМАТОР ДЛЯ СВАРКИ | 1992 |
|
RU2035276C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2036756C1 |
| Сварочный трансформатор | 1988 |
|
SU1563910A1 |
| Трансформатор для электродуговой сварки | 1989 |
|
SU1682071A1 |
| Сварочный трансформатор | 1990 |
|
SU1738519A1 |

