Изобретение относится к обувному производству, а точнее к легкой преобразуемой обуви типа босоножек и шлепанцев, а также к способам их производства.
Известны многочисленные виды и модели легкой домашней обуви типа босоножек и шлепанцев, по существу содержащие только подошву и простейшие поперечные элементы крепления для размещения стопы, которые достаточно полно и хорошо представлены в каталожных материалах (см. , например, каталог "QUELLE", 1991/92, Германия, выпуск январь 1992 г., с. 685 - 689).
Известные виды босоножек и шлепанцев отличаются от других видов обуви простотой выполнения, легкостью, удобствами эксплуатации, низкой ценой.
К определенным недостаткам такой обуви можно отнести ее открытость, слабую защиту ноги, трудности быстрой ходьбы, бега, относительно малый срок службы, что обычно ограничивает ее применение домашним использованием, зонами отдыха, пляжами и другими подобными местами.
Исходя из конструктивных особенностей предложенной модели обуви, в качестве ближайшего аналога могут быть рассмотрены босоножки-шлепанцы, содержащие упругую подошву, выполненную из листового эластичного материала, и два, закрепленных на ней в области размещения стопы с образованием отверстий, поперечных дугообразных элемента крепления (см., там же, с.686, рис.6).
Известны многочисленные способы изготовления такой обуви, например, включающий вырезание правой и левой подошв из цельной листовой заготовки упругого, гибкого или эластичного материала, подготовку парных дугообразных элементов типа полос и соединение их противоположных концов с боковыми противоположными сторонами подошвы с образованием отверстий для размещения стопы (см., например, патент США N 3461575, 19.08.69, А 43 В 3/13).
Простота технологии изготовления способствует распространению такой легкой дешевой обуви, разнообразию моделей и форм.
Данные изобретения направлены на дальнейшее упрощение конструкции обуви и повышение технологичности, снижение стоимости производства и повышение удобств использования, с учетом возможностей преобразования в плоскую модель и изменения конструктивных размеров в процессе преобразований.
Указанное достигается тем, что предлагаемые босоножки-шлепанцы содержат одно- или многослойную упругую подошву, например, выполненную из гибкого эластичного листового материала, и два гибкие поперечные дугообразные элементы крепления, закрепленные на подошве в области размещения стопы с образованием сквозных отверстий. Особенностями конструкции является то, что в ней элементы крепления и подошва начально, до сборки, контактируют друг с другом по криволинейной дугообразной поверхности соответственно, в передней и задней боковых частях подошвы, выполнены из исходного листового материала как единое целое с образованием двух соединительных участков, расположенных с разных боковых сторон подошвы, и образуют по две зоны перегиба для каждого элемента крепления, которые установлены с возможностью поворота в этих зонах навстречу друг другу до соприкосновения и образования соединения в верхней средней части каждого из дугообразных элементов.
Один из соединяемых дугообразных элементов крепления может быть выполнен с Т-образным внешним выступом, размещенным в его средней части, а другой - со сквозным разрезом, образующим замкнутое отверстие для вхождения в него выступа и фиксации, причем выступ и разрез размещены в соприкасающихся частях дугообразных элементов. Босоножки-шлепанцы в сложенном состоянии могут быть выполнены плоской формы без образования перегиба между элементами крепления и подошвой, а в развернутом состоянии угол перегиба может составлять от 60o до 160o, с учетом размера подошвы и стопы. Предусмотрено, что длина заднего элемента крепления может превышать длину переднего более чем в полтора раза.
Способ изготовления (производства) босоножек-шлепанцев указанной конструкции включает вырезание правой и левой подошвы заданного размера из цельной листовой заготовки упругого, гибкого или эластичного материала, подготовку парных дугообразных элементов типа полос и соединение их противоположных концов с боковыми противоположными сторонами подошвы с образованием отверстий размещения стопы. Особенность данного способа является то, что первоначально заготовку вырезают в виде полосы с дугообразными торцами, ширина и длина которой превышает аналогичные размеры подошвы на двойную суммарную толщину элементов крепления, производят два дугообразных надреза в торцевых носочной и пяточной частях по заданной форме подошвы, соответствующей начальной дугообразной формы элементов крепления с сохранением двух противолежащих цельных соединительных участков в средней части заготовки, ширина которых равна нижней заданной ширине между элементами крепления, отгибают образованные дугообразные кромки по линии надреза, сближая их верхние участки навстречу друг другу с образованием парных дугообразных элементов крепления и соединяют верхние участки между собой.
На одном из торцев заготовки выполняют Т-образный выступ, а на противоположном торце заготовки выполняют сквозное отверстие и после соединения верхних участков дугообразных элементов крепления пропускают Т-образный выступ в сквозное отверстие, фиксируя элементы. Также предусмотрена возможность увеличения размера - полноты обуви путем увеличения длины надреза и, соответственно, длины отгибаемых кромок элементов крепления и размеров отверстий для размещения стопы.
Таким образом отличительной особенностью предложенной конструкции обуви является ее абсолютно плоская форма до сборки, сохраняющая форму исходной листовой заготовки, и предельно близкая к ней форма при возможных повторных преобразованиях в процессе эксплуатации или транспортировки. Другой особенностью является возможность ее выполнения как единого целого из цельной листовой заготовки без дополнительных элементов и соединений. Это резко повышает технологичность и позволяет изготовлять товарную продукцию даже за одну операцию - штамповку из листовой заготовки с одновременным вырезом всей заготовки и подошвы, с учетом необходимых элементов крепления, отделенных технологическими надрезами. Окончательную операцию сборки и получение объемной модели обычно осуществляет сам пользователь в процессе эксплуатации. При этом имеется возможность регулировки полноты за счет увеличения длины технологических разрезов. Исходя из технологичности и низкой стоимости имеется возможность применения данной обуви как одноразовой, а также простота ее чистки и мойки. Исходя из указанного, можно сделать вывод о достижении нового результата и поставленной цели, соответствия критерию новизны и уровню техники при сравнении с известными подобными моделями обуви и способами производства. Изготовление опытной партии поясняет промышленную применимость объекта.
Изобретение поясняется чертежами.
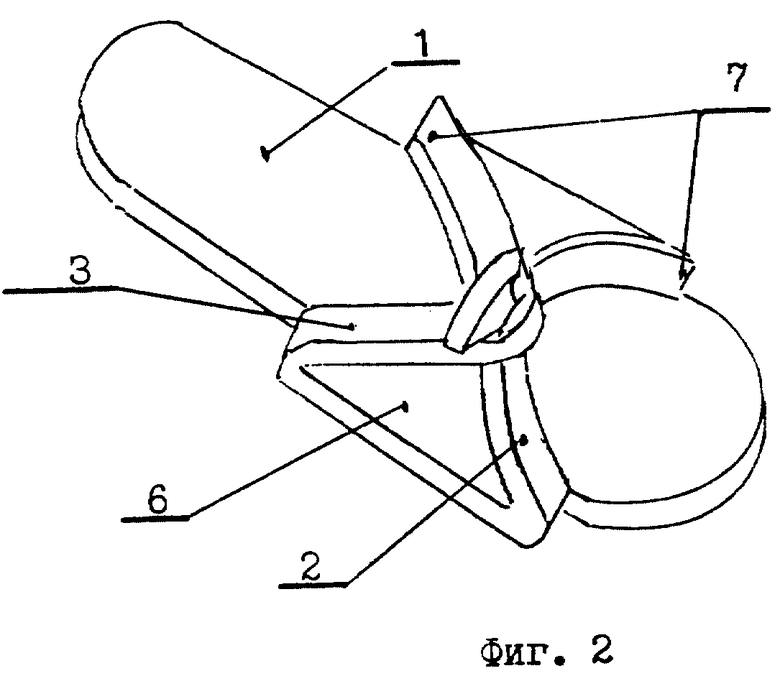
На фиг.1 изображен вариант обуви в начальном сложенном состоянии - общий вид; на фиг. 2 - то же, в собранном состоянии.
В рассматриваемом варианте босоножки-шлепанцы выполнены как единое целое из листового одно - или многослойной заготовки материала за одну операцию вырезки (штамповки) и в начальном собранном виде включают: подошву 1 (правую или левую) заданного размера; соединенные с ней передний и задний дугообразные элементы 2 и 3 крепления; передний и задний (носочный и пяточный) технологические криволинейные надрезы 4 и 5, отделяющие элементы 2 и 3 крепления от подошвы 1, с которой они контактируют; соединительные участки 6, расположенные с разных боковых сторон подошвы 1, с зонами перегиба 7 для элементов крепления; Т-образный внешний выступ 8, расположенный на одном из элементов 2 крепления, и сквозной разрез 9, расположенный на противоположном элементе 3 крепления. В качестве исходного материала может быть использован, например, пенополиэтилен или полиуретан, обладающий достаточными упругими или эластичными свойствами, что обеспечивает гибкость подошвы, сохранение формы, удобства носки, легкость. Конкретные форма и размер подошвы и элементов крепления задаются, одинаково, с учетом конструкции, формы контактирующих элементов крепления и подошвы должны соответствовать друг другу.
Обувь изготавливают, например, однооперационно, путем вырезания (штамповки) из исходного листа полос с дугообразными торцами, соответствующими внешним обводам контура элементов 2 и 3 крепления, ширина и длина которых (полос) превышает аналогичные размеры подошвы 1 на двойную суммарную толщину элементов 2 и 3 крепления. Одновременно производят два дугообразных надреза 4 и 5 в торцевых частях полос, соответствующих носочной и пяточной частям подошвы, а также вырезают Т-образный выступ 8 на одном из торцев полосы и выполняют сквозной разрез 9 на противоположном торце. После упаковки обувь готова к реализации, представляя набор правой и левой модели, образующих пару, причем возможно абсолютное сходство (идентичность) правой и левой модели.
Дальнейшая сборка и разборка обуви проводится непосредственно потребителем. Первичная сборка предполагает разделение элементов 2 и 3 крепления при отделении их от торцев подошвы по разрезам 4 и 5. Далее элементы 2 и 3 крепления отгибают по линиям надреза, сближая их верхние участки навстречу друг другу с образованием парных дугообразных элементов крепления (фиг. 2). При этом в зонах 7 перегиба элементы 2 и 3 изгибаются на угол от 60o до 160o, в зависимости от размеров, и образуют как бы арочную объемную форму обуви с полостями (отверстиями) для размещения стопы. Крепление элементов 2 и 3 обеспечивают, например, вдеванием Т-образного выступа 8 в сквозной разрез 9, что обеспечивает надежную фиксацию. Разборку обуви, например, для перевозки производят в обратном порядке, осуществляя отсоединением элементов 2 и 3 крепления и возвращение в плоское состояние. Если полнота ноги превышает размеры отверстия элементов крепления, то разрезы 4 и 5 могут быть увеличены, что соответственно увеличит полноту обуви.
Представленная дорожная складная обувь, с учетом ее технологичности и удобства пользования в дорожных условиях, может быть рекомендована для массового производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ, ОРТЕЗА, СТЕЛЬКИ И ОБУВЬ, ОРТЕЗ, СТЕЛЬКА | 2008 |
|
RU2404693C2 |
| Обувь для укрепления и расслабления мышц ступни и голени (варианты) и комплект для повышения общей физической подготовленности организма | 2020 |
|
RU2759112C1 |
| КОМПАКТНО СКЛАДЫВАЮЩАЯСЯ ОТКРЫТАЯ ОБУВЬ (ВАРИАНТЫ) | 2005 |
|
RU2286702C1 |
| УНИВЕРСАЛЬНЫЕ ТАПОЧКИ | 2005 |
|
RU2292827C2 |
| ГРАВИТАЦИОННАЯ ОБУВЬ (ВАРИАНТЫ) И ПРУЖИННЫЙ БЛОК | 2010 |
|
RU2417720C1 |
| Разборная обувь | 1990 |
|
SU1818060A1 |
| Противоскользящее устройство для обуви | 2021 |
|
RU2788932C1 |
| СПОРТИВНАЯ ОБУВЬ НА ШИПАХ | 1991 |
|
RU2050804C1 |
| ОРТОПЕДИЧЕСКИЙ ВКЛАДЫШ ДЛЯ КОМПЕНСАЦИИ УКОРОЧЕНИЯ НИЖНЕЙ КОНЕЧНОСТИ | 2022 |
|
RU2789383C1 |
| ОБУВЬ С АККУМУЛИРОВАНИЕМ ЭНЕРГИИ | 2008 |
|
RU2380011C1 |
Изобретение относится к обувному производству и к конструкциям легкой складной дорожной обуви типа босоножек и шлепанцев. Изобретение направлено на создание легкой дешевой технологичной разборной модели дорожной обуви. Каждая босоножка содержит упругую подошву, выполненную из гибкого листового материала, и два закрепленных на ней в области размещения стопы гибких поперечных дугообразных элементов крепления. Элементы крепления и подошва начально контактируют друг с другом по криволинейной дугообразной поверхности соответственно передней или задней боковой части подошвы. Они выполнены из исходного материала как единое целое с образованием двух соединительных участков, расположенных с разных сторон подошвы. Соединительные участки образуют две зоны перегиба для каждого элемента крепления. Элементы крепления установлены с возможностью поворота в этих зонах навстречу друг другу до соприкосновения и образования соединения в верхней средней части каждого из дугообразных элементов. 2 с. и 4 з.п. ф-лы, 2 ил.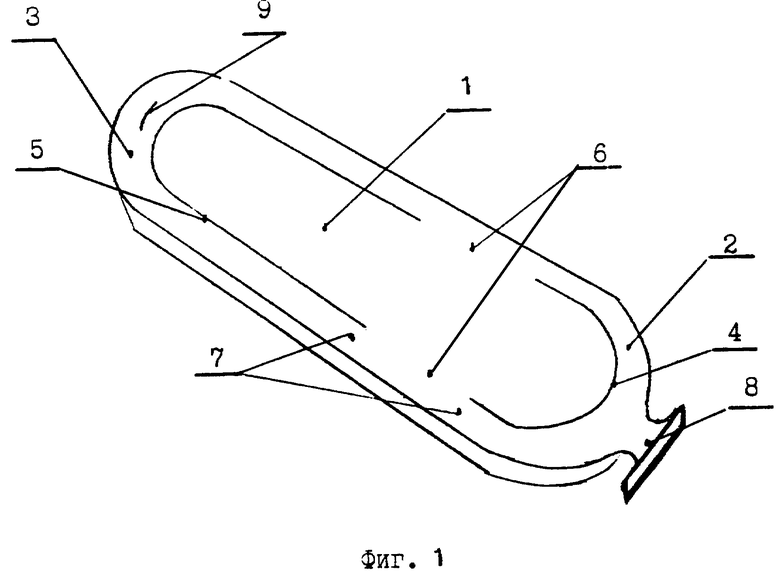
| US, патент 4030212, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| DЕ, патент 2624355, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| FR, патент 2651971, кл | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
