Изобретение относится к обработке металлов давлением путем уплотнения поверхности и может быть использовано для упрочнения наружных поверхностей с концентраторами напряжений.
Известен способ поверхностно-пластического деформирования, при котором осуществляют формирование канавки на обрабатываемой поверхности деформирующим инструментом и последующее деформирование ее краев раздельно инструментами с прямолинейной образующей (а.с. СССР 1243934, кл. B 24 B 39/00).
При формировании канавки происходит упрочнение поверхности. Однако величина усилия при обкатывании, а следовательно, и распространение пластической деформации на значительную глубину, характеризующую упрочненный слой, ограничена. Это объясняется тем, что образующаяся при обкатывании волна деформированного металла по краям канавки тем больше, чем больше усилие обкатывания. При высоких усилиях, например в случае необходимости получения большой глубины упрочненного слоя (миллиметры), высота волны может достигать таких величин, при которых дальнейшее формирование канавки может стать невозможным. Кроме того, возникающие при перемещении волны непрерывно изменяющиеся по знаку (растягивающие и сжимающие) напряжения в поверхностных слоях металла могут привести к их перенаклепу.
Последующее деформирование краев канавки в этом случае будет сопровождаться увеличением интенсивности наклепа, ростом осевых усилий при каждом последующем перемещении инструмента, формирующего канавку, и повысит вероятность перенаклепа поверхностных слоев металла, оставляя незначительной глубину упрочненного слоя.
Известны также способы упрочняющей обработки металлических изделий, заключающиеся в приложении к обрабатываемой поверхности сжимающего усилия в два перехода, на каждом из которых усилие превышает нагрузку при пределе текучести, а суммарная величина остаточных сжимающих напряжений не превышает предела прочности.
В способе по патенту США 4034585, C 21 D 7/06 на каждом переходе производят, например, дробеструйную обработку поверхности, что позволяет на втором переходе увеличить остаточные сжимающие напряжения. Однако повышение энергии соударения дроби с упрочняемой поверхностью, необходимое для увеличения глубины упрочненного слоя, приведет к разрушению (растрескиванию) тонких поверхностных слоев без достижения, как и в первом случае, значительной глубины упрочненного слоя. Это объясняется многократностью ударного воздействия на каждый участок обрабатываемой поверхности при дробеструйной обработке.
В способе, принятом за прототип (Шнейдер Ю.Г. Инструмент для чистовой обработки металлов давлением, Л.: Машиностроение, 1971, с. 219), на каждом переходе усилие прикладывают ударным воздействием инструмента-бойка с криволинейной рабочей поверхностью. При этом частота вращения детали, подача бойка по дуге обрабатываемой поверхности (галтели) и скорость возвратно- поступательного движения бойка такие, что при каждом последующем ударе боек частично ударяет по полученному отпечатку. Увеличение энергии удара, необходимое для создания упрочненного слоя большей глубины, также ограничено, т. к. это приведет к увеличению глубины контактного отпечатка, увеличит высоту волны деформированного металла и возможность его перенаклепа, а также увеличит тангенциальную составляющую нагрузки на инструмент. На втором переходе боек также неоднократно воздействует на каждый участок поверхности, обработанный на первом переходе, что ограничивает величину усилия каждого удара и глубину упрочненного слоя.
Задачей изобретения является повышение степени упрочнения за счет создания в материале изделия остаточных сжимающих напряжений большей величины и на большей глубине.
Для решения поставленной задачи в способе упрочняющей обработки металлического изделия, заключающемся в приложении сжимающего усилия в два перехода, на каждом из которых усилие прикладывают ударным воздействием деформирующего элемента с выпуклой рабочей поверхностью, создавая в материале изделия остаточные сжимающие напряжения, превышающие предел текучести и не превышающие предел прочности, на первом переходе образуют на обрабатываемой поверхности смежные отпечатки, разделенные выступами, а на втором переходе производят осадку выступов, прикладывая усилие деформирующим элементом с цилиндрической рабочей поверхностью.
Образование на первом переходе на обрабатываемой поверхности смежных отпечатков, разделенных выступами, позволяет за счет дискретного динамического ударного воздействия на локальные участки упрочняемой поверхности создать глубокие отпечатки от рабочей части инструмента, определяющие глубину упрочненного слоя, и обеспечить высокий уровень остаточных сжимающих напряжений, приближающихся по своей величине к пределу прочности материала, не вызывая перенаклепа материала.
Выполнение на втором переходе осадки выступов, прикладывая усилие деформирующим элементом с цилиндрической рабочей поверхностью, позволяет создать остаточные сжимающие напряжения на участках, необработанных на первом переходе, и получить гладкую поверхность за счет осадки выступов и течения металла из глубины отпечатка к образующей цилиндрической поверхности. Величина энергии удара так же, как и на первом переходе, ограничена только пределом прочности обрабатываемого материала.
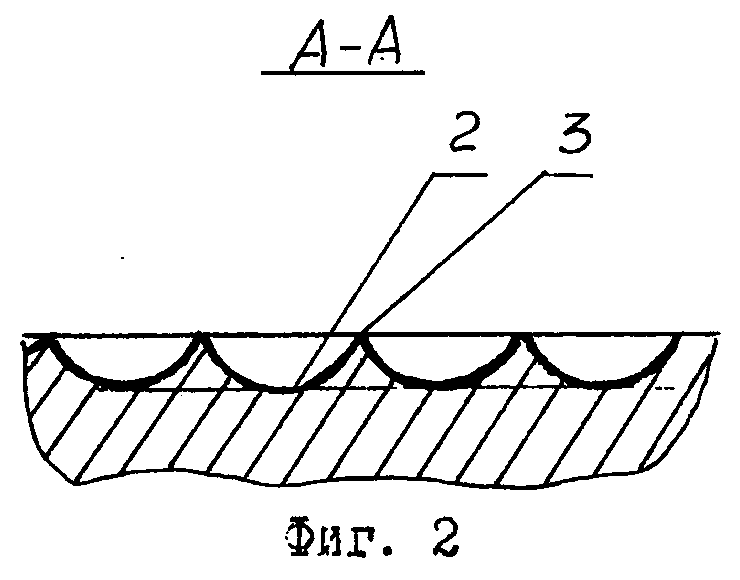
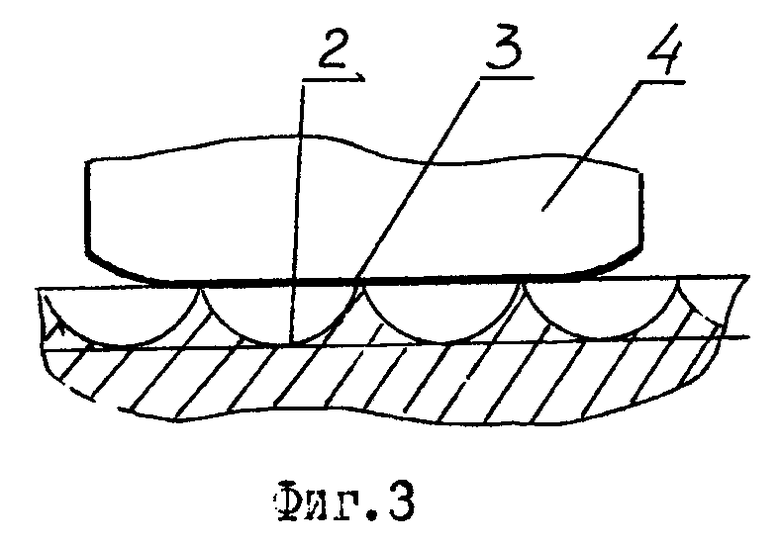
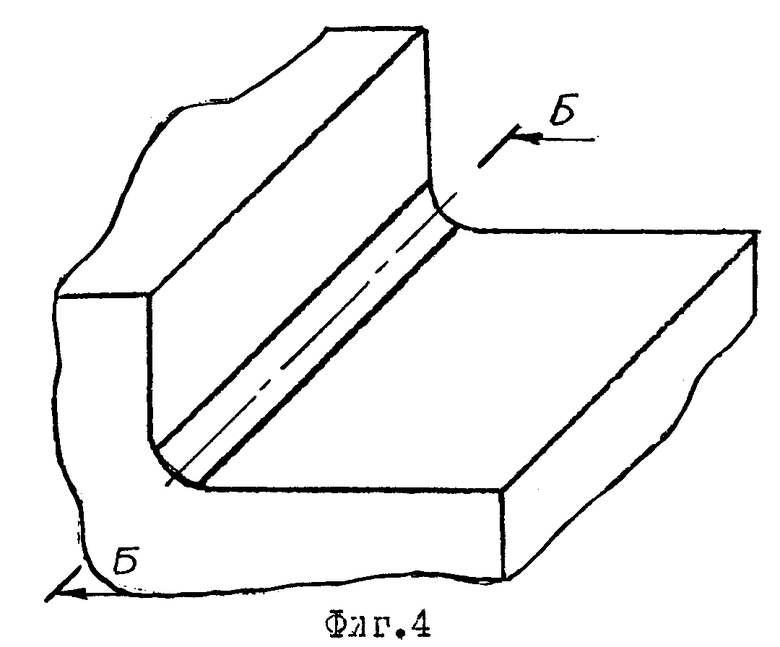
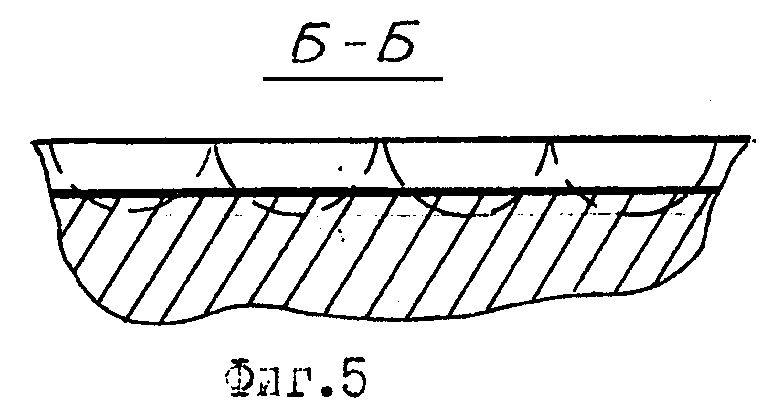
На фиг. 1 изображена обрабатываемая поверхность после первого перехода; на фиг. 2 - сечение A-A на фиг. 1; на фиг. 3 - положение деформирующего элемента и обрабатываемой поверхности на втором переходе; на фиг. 4 - обработанная поверхность после второго перехода; на фиг. 5 - сечение Б-Б на фиг. 4.
Способ осуществляется следующим образом.
Упрочняющую обработку производят на заготовке в два перехода по вогнутой криволинейной поверхности малого радиуса (3 - 6 мм).
Для этого заготовку закрепляют в пневматических слесарных тисках. Необходимая энергия удара обеспечивается рубильным пневматическим молотком.
На первом переходе в молотке закрепляют боек с деформирующей рабочей поверхностью в виде сферы.
Экспериментально определяют энергию удара, необходимую для получения отпечатка заданной глубины ( зависящей от механических свойств обрабатываемого металла, в том числе характеризующих его пластичность) и с остаточными сжимающими напряжениями, величина которых приближена к пределу прочности. Воздействуя на обрабатываемую поверхность 1 бойком, получают первый отпечаток 2, после чего инструмент перемещают вдоль образующей, формируя второй отпечаток и т. д. (при формировании каждого отпечатка относительная скорость перемещения бойка вдоль образующей обрабатываемой поверхности равна нулю).
Таким образом, на обрабатываемой поверхности 1 получают сферические отпечатки 2 (углубления), разделенные между собой выступами 3 (они могут быть остроконечными или с плоской вершиной). В зоне отпечатков 2 в материале изделия создают упрочненный слой, глубина которого и величина остаточных сжимающих напряжений в котором ограничены только пределом прочности материала изделия.
На втором переходе, начиная с одного из концов образующей поверхности, производят осадку выступов 3. Для этого в рубильном молотке закрепляют инструмент 4 с деформирующей рабочей поверхностью в виде цилиндра, располагая его ось, например, параллельно образующей обрабатываемой поверхности 1. Инструменту 4 посредством пневмопривода рубильного молотка, как и на первом переходе, сообщают возвратно-поступательное движение в направлении, нормальном обрабатываемой поверхности 1, прикладывая энергию ударов к выступам 3 и таким образом создают остаточные сжимающие напряжения на участках, необработанных на первом переходе. Величина энергии удара ограничена пределом прочности и обеспечивает получение гладкой поверхности за счет осадки выступов 3 и течения металла из глубины отпечатка 2, полученного на первом переходе. Этот процесс протекает до тех пор, пока осаживаемые выступы 3 и дно отпечатка 2 не окажутся на одном уровне. Затем рубильный молоток перемещают, воздействуя на следующий участок поверхности 1. Цилиндрическая форма рабочей поверхности деформирующего элемента 4 и его расположение относительно обрабатываемой поверхности 1 обеспечивает приложение сжимающего усилия только к выступам 3, т. е. к участкам поверхности 1, необработанным на первом переходе. Энергия удара, а следовательно, глубина упрочненного слоя и величина создаваемых остаточных напряжений так же, как и на первом переходе, ограничена только пределом прочности обрабатываемого материала. При этом за счет осадки выступов 3 и течения материала из глубины отпечатка 2 получают гладкую поверхность.
Пример конкретного выполнения. Упрочняющей обработке подвергали изделие - челюсти ключа машинного для буровых и обсадных труб.
Изделие изготовлено методом литья из высокопрочной, дисперсионно твердеющей стали 12ДНЗМФЛ с пределом текучести - 883 МПа, пределом прочности - 940 МПа и удельной ударной вязкостью при температуре минус 50oC, равной 196 кДж/м2, а при плюс 20oC - 383 кДж/м2.
В качестве инструмента использовали рубильный молоток МКМ 31 с комплектом специальных бойков (деформирующих элементов).
Упрочнению подвергали переходные поверхности (впадины) между зубьями челюсти с радиусом R = 3,5 - 4 мм.
На первом переходе в качестве деформирующего элемента использовали боек со сферической рабочей поверхностью радиусом 3,5 мм. Энергию удара концентрировали на локальный участок поверхности до образования на ней отпечатка диаметром d = 3,5 мм и глубиной h = 0,5 мм. После образования первого отпечатка формировали второй, смежный с ним отпечаток, и так - вдоль всей образующей впадины. Глубина упрочненного слоя оценивалась по глубине сформированного отпечатка.
На втором переходе использовали боек с цилиндрической рабочей поверхностью радиусом 3,5 мм и длиной рабочей поверхности 15 мм. Энергию удара прикладывали к выступам, образовавшимся между отпечатками.
Остаточные сжимающие напряжения после первого и второго переходов оценивали косвенно - по состоянию упрочненной поверхности.
Эффективность упрочняющей обработки оценивалась испытанием изделий на специальном стенде с приложением к изделию статической нагрузки, равной 125 кН.
Для сравнения аналогичным испытаниям подвергались изделия, не прошедшие упрочняющую обработку. Испытания выдержали 5% всех изделий.
Из партии изделий в количестве 154 шт., прошедших упрочняющую обработку по предлагаемому способу, испытания выдержали 150 изделий, что составило 97% от всей партии.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| ЗАТВОР АРТИЛЛЕРИЙСКОГО ОРУДИЯ БЕЗГИЛЬЗОВОГО ЗАРЯЖАНИЯ | 2001 |
|
RU2202082C2 |
| ЗАТВОР АРТИЛЛЕРИЙСКОГО ОРУДИЯ БЕЗГИЛЬЗОВОГО ЗАРЯЖАНИЯ | 2001 |
|
RU2202084C2 |
| ЗАТВОР АРТИЛЛЕРИЙСКОГО ОРУДИЯ БЕЗГИЛЬЗОВОГО ЗАРЯЖАНИЯ | 2001 |
|
RU2202083C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО КАНАЛА СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1999 |
|
RU2154791C1 |
| УСТРОЙСТВО ДИСТАНЦИОННОГО СПУСКА ОРУЖИЯ | 2001 |
|
RU2191963C1 |
| АРТИЛЛЕРИЙСКОЕ ОРУДИЕ (ВАРИАНТЫ) | 2001 |
|
RU2206857C2 |
| ГИДРАВЛИЧЕСКИЙ ТОРМОЗ ОТКАТА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1989 |
|
RU2146035C1 |
| ВЫКЛЮЧАЕМАЯ МУФТА | 1999 |
|
RU2154757C1 |
Изобретение относится к обработке металлов давлением путем уплотнения поверхности и может быть использовано для упрочнения наружных поверхностей с концентраторами напряжений. Способ заключается в приложении сжимающего усилия в два перехода. Усилие прикладывают ударным воздействием деформирующих элементов с выпуклой рабочей поверхностью, создавая в материале изделия остаточные сжимающие напряжения, превышающие предел прочности. На первом переходе образуют на обрабатываемой поверхности смежные отпечатки, разделенные выступами. На втором переходе производят осадку выступов, прикладывая усилие деформирующим элементом с цилиндрической рабочей поверхностью. Такие действия повышают степень упрочнения за счет создания в материале изделия остаточных сжимающих напряжений на большей глубине и большей величины. 5 ил.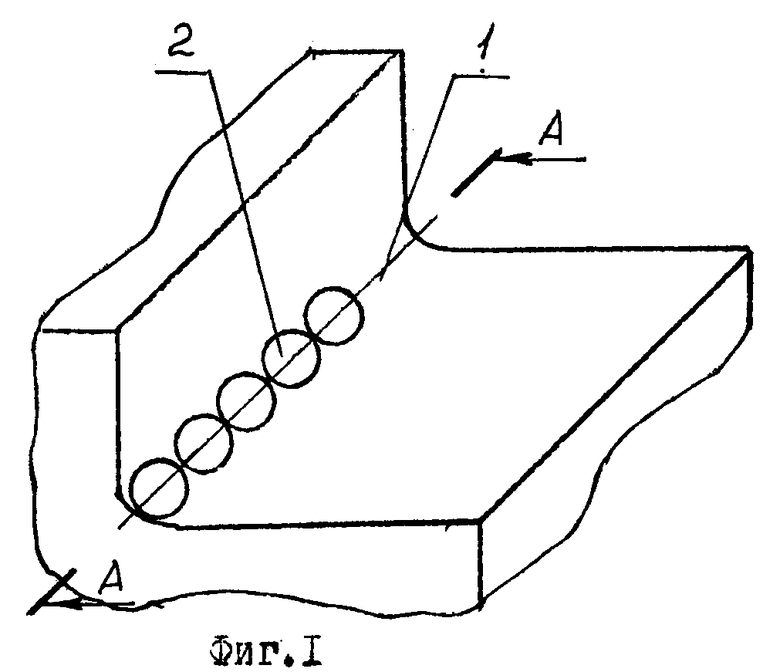
Способ упрочняющей обработки металлического изделия, заключающийся в приложении сжимающего усилия в два перехода, на каждом из которых усилие прикладывают ударным воздействием деформирующего элемента с выпуклой рабочей поверхностью, создавая в материале изделия остаточные сжимающие напряжения, превышающие предел текучести, и не превышающие предел прочности, отличающийся тем, что на первом переходе образуют на обрабатываемой поверхности смежные отпечатки, разделенные выступами, а на втором переходе производят осадку выступов, прикладывая усилие деформирующим элементом с цилиндрической рабочей поверхностью.
| Шнейдер Ю.Г | |||
| Инструмент для чистовой обработки металлов давлением | |||
| -Л.: Машиностроение, 1971, с.219 | |||
| Устройство для упрочения галтелей валов | 1955 |
|
SU104766A1 |

