Изобретение относится к обработке металлов и может быть использовано при обработке наружных цилиндрических поверхностей, например плунжеров скважинных насосов.
Известен блок-модульный инструмент для комбинированной обработки наружной цилиндрической поверхности, содержащий корпус с системой подвода смазочно-охлаждающей жидкости (СОЖ), имеющей выход к гнезду для режущего блока и к гнезду для деформирующего блока, режущий и деформирующий блоки (см. авт. св. СССР 977139, М.кл. В 24 В 39/04).
Такой инструмент позволяет одновременно производить обработку резанием и поверхностно-пластическим деформированием. Однако в процессе обработки для эффективного отвода тепла из зоны резания при использовании в качестве СОЖ водной эмульсии не обеспечивается эффективной смазки в зоне пластического деформирования, что приводит к повышенному износу деформирующих элементов и недостаточному качеству обработанной поверхности.
Кроме того, технологические возможности такого инструмента ограничены обработкой резанием и поверхностно-пластическим деформированием. Образующиеся в процессе обработки резанием дефекты поверхности в виде рисок, вырывов и др. не всегда в полной мере устраняются последующим поверхностно-пластическим деформированием, так как величина натяга деформирующих элементов ограничена. Увеличение величины натяга сверх оптимального приводит к перегреву деформирующего блока, его повышенному износу, перенаклепу обрабатываемой поверхности и деформации детали. Вследствие этого возникает необходимость в последующей отделочной обработке - хонинговании. Для его выполнения необходимо использовать специальное оборудование - хонинговальный станок и соответствующий инструмент, что усложняет технологический процесс обработки наружной поверхности.
Наиболее близким к заявляемому и принятым за прототип является блок-модульный инструмент для обработки наружной цилиндрической поверхности, содержащий корпус с системой подвода смазочно-охлаждающей жидкости в виде двух каналов, имеющих выходы к выполненным в корпусе гнездам для установки съемных режущего и деформирующего блоков (пат. РФ 2085359, МПК6 В 24 В 39/04).
В таком инструменте за счет выполнения системы подвода СОЖ в виде двух каналов, позволяющей осуществлять раздельную подачу СОЖ в зону резания и в зону поверхностно-пластического деформирования, обеспечивается эффективный отвод тепла из зоны резания и эффективная смазка в зоне деформирования, и за счет этого повышается качество обработанной поверхности.
Однако технологические возможности такого инструмента также, как и описанного выше, ограничены обработкой резанием и поверхностно-пластическим деформированием.
Известна хонинговальная головка для обработки наружных цилиндрических поверхностей, содержащая корпус, в радиальных пазах которого размещены имеющие коническую поверхность колодки с хонинговальными брусками, и механизм радиального перемещения брусков, имеющий нажимной поршень, взаимодействующий своей внутренней поверхностью с колодками (авт. св. СССР 384659, М. кл. В 24 В 33/04).
Для обработки наружной поверхности такую головку устанавливают на столе хонинговального станка и подключают к его гидравлической системе. Необходимое рабочее давление хонинговальных брусков на обрабатываемую поверхность создается и регулируется давлением рабочей жидкости в гидравлической системе станка, что усложняет ее схему.
Наиболее близким к заявляемому и принятым за прототип является хонинговальный блок для обработки наружной цилиндрической поверхности, содержащий корпус с радиальными пазами для размещения в них имеющих коническую поверхность колодок с хонинговальными брусками, узел радиального перемещения хонинговальных брусков в виде подвижных в осевом направлении клиньев, установленных с возможностью взаимодействия с конической поверхностью колодок, и узел регулирования величины радиального перемещения хонинговальных брусков (авт. св. СССР 1388266, М.кл.4 В 24 В 33/04).
Для обработки таким хонинговальным блоком не требуется применение специального хонинговального станка со сложной гидравлической системой. Однако механизм настройки брусков на точный размер, выполненный в виде подвижного в осевом направлении корпуса с подпружиненными тягами, кинематически связанными с колодками, и установленной в отверстии подвижного корпуса втулки, один конец которой жестко установлен на неподвижной плите, а другой - с возможностью контакта с колодками, имеет сложную конструкцию. Сложен также по конструкции и механизм подачи брусков, выполненный в виде вала с установленными на нем вилкой с сухарями, двумя храповыми колесами и рычагом с линейкой, на свободном конце которого установлены груз и ролик, контактирующий с копиром. Кроме того, низка точность настройки брусков на обрабатываемый размер и величину их подачи, что объясняется длинной размерной цепочкой кинематических схем этих механизмов и наличием люфтов в соединении звеньев механизмов.
Задачей предлагаемого изобретения является расширение технологических возможностей за счет обеспечения выполнения на одном токарном станке как комбинированной, так и раздельной обработки резанием, поверхностно-пластического деформирования и хонингования с обеспечением точного радиального перемещения хонинговальных брусков.
Единым техническим результатом, достигаемым при осуществлении заявляемой группы изобретений, является обеспечение возможности выполнения на токарном станке хонингования наружной поверхности с обеспечением точного радиального перемещения хонинговальных брусков для создания необходимого контактного давления брусков на обрабатываемую поверхность.
Поставленная задача решается за счет усовершенствования блок-модульного инструмента для обработки наружной цилиндрической поверхности, содержащего корпус с системой подвода смазочно-охлаждающей жидкости в виде двух каналов, имеющих выходы к выполненным в корпусе гнездам для установки съемных режущего и деформирующего блоков.
Это усовершенствование заключается в том, что блок-модульный инструмент снабжен съемным хонинговальным блоком с хонинговальными брусками, состоящим из узла установки, выполненного с возможностью установки в гнезде для съемного деформирующего блока и узла регулирования величины радиального перемещения брусков.
Поставленная задача решается также усовершенствованием хонинговального блока для обработки наружной цилиндрической поверхности, содержащего корпус с радиальными пазами для размещения в них имеющих коническую поверхность колодок с хонинговальными брусками, узел радиального перемещения хонинговальных брусков в виде подвижных в осевом направлении клиньев, установленных с возможностью взаимодействия с конической поверхностью колодок, и узел регулирования величины радиального перемещения хонинговальных брусков для обработки наружной цилиндрической поверхности.
Это усовершенствование заключается в том, что хонинговальный блок снабжен установленным на корпусе регулируемым в осевом направлении упором и пружиной, расположенной между торцевой поверхностью клиньев узла радиального перемещения хонинговальных брусков и упором, а узел регулирования величины перемещения хонинговальных брусков выполнен в виде расположенного на корпусе регулируемого в осевом направлении второго упора, установленного с возможностью взаимодействия с другой торцевой поверхностью клиньев.
Снабжение блок-модульного инструмента съемным хонинговальным блоком, состоящим из узла установки, выполненного с возможностью установки в гнезде для съемного деформирующего блока, обеспечивает возможность выполнения блок-модульным инструментом операции хонингования, при этом СОЖ для хонингования подается в зону обработки по каналу, имеющему выход к гнезду, в котором установлен хонинговальный блок.
Снабжение хонинговального блока узлом радиального перемещения хонинговальных брусков и узлом регулирования величины их перемещения, установленными на его корпусе, позволяет произвести настройку и обеспечить необходимое радиальное перемещения хонинговальных брусков непосредственно узлами хонинговального блока, что позволяет производить хонингование на токарном станке (не имеющем специального привода перемещения хонинговальных брусков).
Выполнение хонинговального блока с узлом радиального перемещения брусков, содержащим установленный на корпусе регулируемый в осевом направлении упор и пружину, расположенную между торцевой поверхностью клиньев и упором, обеспечивает создание необходимого для хонингования контактного давления хонинговальных брусков на обрабатываемую поверхность непосредственно узлами хонинговального блока.
Выполнение узла регулирования величины перемещения хонинговальных брусков в виде расположенного на корпусе регулируемого в осевом направлении второго упора, установленного с возможностью взаимодействия с другой торцевой поверхностью клиньев, позволяет ограничить осевое перемещение клиньев, а следовательно, и радиальное перемещение хонинговальных брусков в требуемом диапазоне (определяемом диаметром обрабатываемой поверхности и величиной припуска на хонингование).
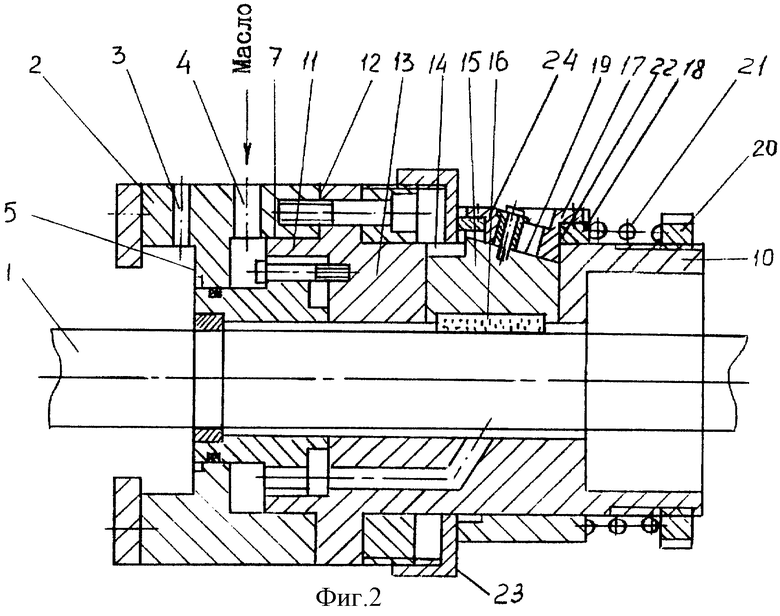
Изобретение поясняется чертежом, где на фиг.1 изображен блок-модульный инструмент с установленными режущим и деформирующим блоками; на фиг.2 - блок-модульный инструмент с установленным хонинговальным блоком.
Блок-модульный инструмент (фиг.1) для обработки наружной цилиндрической поверхности детали 1 содержит корпус 2 с системой подвода СОЖ в виде двух каналов 3 и 4, один из которых 3 имеет выход к гнезду 5, в котором устанавливается съемный режущий блок 6, а второй 4 - к гнезду 7, в котором устанавливается съемный деформирующий блок 8. В расточке корпуса 2 между гнездами 5 и 7 установлено гидравлическое уплотнение 9, выполненное в приведенном варианте в виде кольца из упругого материала, имеющего уплотняющую поверхность, контактирующую с поверхностью обрабатываемой детали I.
Инструмент (фиг.2) снабжен съемным хонинговальным блоком 10, имеющим узел (выступ 11 и фланец 12) для установки в гнезде 7. Хонинговальный блок 10 содержит корпус 13, в радиальных пазах 14 которого размещены имеющие коническую поверхность колодки 15 с хонинговальными брусками 16. Узел радиального перемещения брусков 16 содержит подвижные в осевом направлении клинья 17, закрепленные в приведенном варианте во втулке 18 с возможностью взаимодействия с конической поверхностью 19 колодок 15. Узел радиального перемещения брусков 16 содержит установленный на корпусе 13 регулируемый в осевом направлении упор, выполненный в приведенном варианте в виде гайки 20 и пружины 21, расположенной между торцевой поверхностью 22 клиньев 17 (в приведенном варианте пружина 21 упирается во втулку 18, соединенную с клиньями 17) и упором - гайкой 20. Узел регулирования величины радиального перемещения хонинговальных брусков 16 выполнен в виде расположенного на корпусе 13 регулируемого в осевом направлении второго упора - накидной гайки 23, установленной с возможностью взаимодействия с другой торцевой поверхностью 24 клиньев 17.
Блок-модульный инструмент и хонинговальный блок для обработки наружной цилиндрической поверхности работают следующим образом.
Для обработки резанием и поверхностно-пластическим деформированием блок-модульный инструмент с закрепленными в его корпусе 2 режущим 6 и деформирующим 8 блоками (фиг.1) устанавливается на поперечных салазках токарного станка, например РТ381 (на чертеже не показан), снабженного системой конечных выключателей для осуществления возвратно-поступательного движения инструмента. Деталь 1 закрепляется на станке, включается ее вращение и осевая подача инструмента. Водная эмульсия (например, Укринол 1) подается в канал 3, а масло (например, Индустриальное-20) - в канал 4.
После окончания обработки резанием и поверхностно-пластическим деформированием на этом же станке производится хонингование наружной поверхности детали 1. Для этого деталь 1 снимается со станка, в блок-модульном инструменте снимаются режущий 6 и деформирующий 8 блоки, а в гнезде 7 устанавливается и закрепляется хонинговальный блок 10. Вращением накидной гайки 23 клинья 17 перемещаются вправо по чертежу (фиг.2), сжимая при этом пружину 21 и разводя бруски 16 на расстояние, большее диаметра обрабатываемой поверхности. Деталь 1 заводится в рабочую зону хонинговального блока 10 и закрепляется на станке. После этого вращением накидной гайки 23 в обратную сторону клинья 17 под действием пружины 21 перемещаются влево по чертежу (фиг.2), обеспечивая радиальное перемещение брусков 16 до контакта с обрабатываемой поверхностью детали 1, после чего радиальное перемещение колодок 15 с брусками 16 и осевое перемещение клиньев 17 прекращается.
При дальнейшем вращении гайки 23, а следовательно, и ее осевом перемещении между поверхностью гайки 23 и торцевой поверхностью 24 клиньев 17 образуется зазор, величина которого определяется припуском на каждом этапе (предварительном, чистовом, отделочном) хонингования, который задает величину радиального перемещения брусков 16 при хонинговании. Вращением гайки 20, обеспечивающим ее осевое перемещение относительно корпуса 13, устанавливается усилие сжатия пружины 21, создающее необходимое для хонингования усилие поджима колодок 15 с хонинговальными брусками 16 к обрабатываемой поверхности. В канал 4 подается СОЖ (например, Hono Plys Е), от привода станка (на чертеже не показан) детали 1 сообщается вращательное движение, а блок-модульному инструменту - возвратно-поступательное. В процессе хонингования под действием усилия пружины 21 клинья 17 перемещаются влево по чертежу (фиг.2), обеспечивая радиальное перемещение колодок 15 с хонинговальными брусками 16 и создание необходимого для хонингования контактного давления брусков 16 на обрабатываемую поверхности детали 1. Процесс хонингования продолжается до выбора зазора между поверхностью гайки 23 и торцевой поверхностью 24 клиньев 17. После окончания хонингования вращением гайки 23, обеспечивающим ее осевое перемещение относительно корпуса вправо по чертежу (фиг. 2) перемещаются клинья 17, выводя бруски 16 из контакта с поверхностью детали 1.
Таким образом, использование предлагаемого блок-модульного инструмента, снабженного предлагаемым хонинговальным блоком, для обработки наружной цилиндрической поверхности обеспечивает возможность выполнения на токарном станке как раздельной, так и комбинированной обработки резанием, поверхностно-пластическим деформированием, и хонингование наружной поверхности с обеспечением точного радиального перемещения хонинговальных брусков 16 для создания необходимого контактного давления брусков 16 на обрабатываемую поверхность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2208509C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 1998 |
|
RU2137591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| УЗЕЛ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2039636C1 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО КАНАЛА СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1999 |
|
RU2154791C1 |
| КОЛЬЦЕВАЯ ПРУЖИНА | 2002 |
|
RU2227231C2 |
| ВЫКЛЮЧАЕМАЯ МУФТА | 1999 |
|
RU2154757C1 |
| СПОСОБ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ ЦИЛИНДРОВ ДВС И АЛМАЗНАЯ РАЗВЕРТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120369C1 |
Изобретения относятся к обработке металлов и могут быть использованы при обработке наружных цилиндрических поверхностей, например плунжеров скважинных насосов. Блок-модульный инструмент содержит корпус с системой подвода смазочно-охлаждающей жидкости в виде двух каналов, имеющих выходы к выполненным в корпусе гнездам для установки съемных режущего и деформирующего блоков. При этом блок-модульный инструмент снабжен съемным хонинговальным блоком с хонинговальными брусками, который состоит из узла установки, предназначенного для установки блока в гнезде для съемного деформирующего блока, узла радиального перемещения хонинговальных брусков и узла регулирования величины их радиального перемещения. Хонинговальный блок содержит корпус с радиальными пазами для размещения в них имеющих коническую поверхность колодок с хонинговальными брусками, узел радиального перемещения которых выполнен в виде подвижных в осевом направлении клиньев. Последние установлены с возможностью взаимодействия с конической поверхностью колодок. Хонинговальный блок снабжен установленным на корпусе регулируемым в осевом направлении упором и пружиной, расположенной между торцевой поверхностью клиньев узла радиального перемещения брусков и упором. Узел регулирования величины радиального перемещения хонинговальных брусков выполнен в виде расположенного на корпусе и регулируемого в осевом направлении второго упора, который установлен с возможностью взаимодействия с другой торцевой поверхностью клиньев. Использование группы изобретений позволяет расширить технологические возможности за счет обеспечения выполнения на одном токарном станке как комбинированной, так и раздельной обработки резанием, поверхностно-пластическим деформированием и хонингованием с обеспечением точного радиального перемещения хонинговальных брусков. 2 с.п. ф-лы, 2 ил.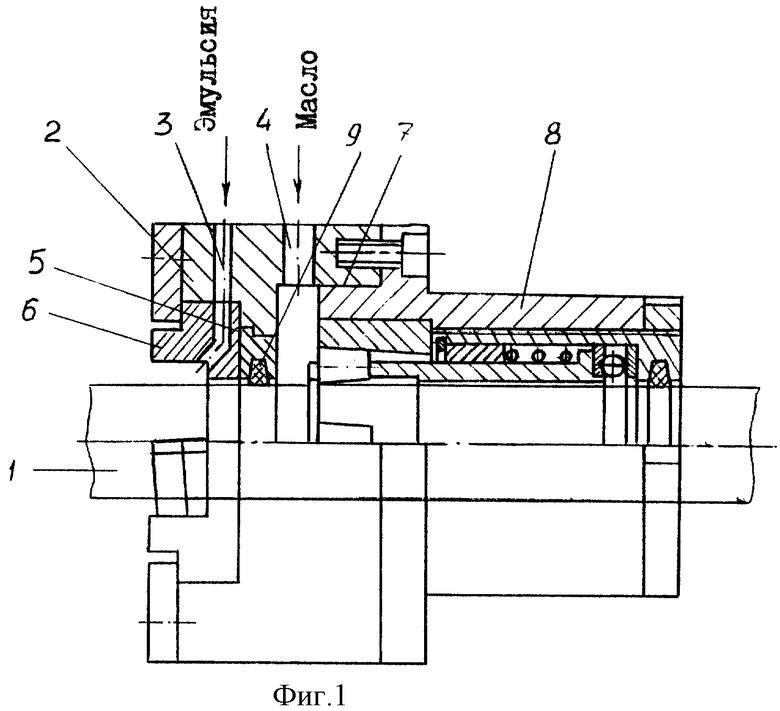
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1995 |
|
RU2085359C1 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1986 |
|
SU1388266A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО МАРМЕЛАДА | 1993 |
|
RU2081614C1 |
| Расточная головка | 1989 |
|
SU1768354A1 |
| ПОГРУЗЧИК ТКАЦКИХ НАВОЕВ И ТОМУ ПОДОБНЫХ ГРУЗОВ | 1967 |
|
SU225021A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

