Настоящее изобретение относится к металлокорду и к металлокордной ткани для армирования эластомерных продуктов, таких как резиновые шины, конвейерные ленты, синхронизирующие ленты из полиуретана или резины, шланги, оправки и др.
Настоящее изобретение также относится к способу производства металлокорда для армирования продуктов из резины и к устройству для деформирования усиливающего элемента металлокорда.
Уровень техники
Одним из основных требований, предъявляемых к металлокордам, является полное проникновение эластомера, такого как резина. Это означает, что резина должна иметь возможность проникать в корд между его составными элементами и заполнять все возможные промежутки для того, чтобы уменьшить коррозию при трении и напряженное состояние между элементами и исключить перемещение влаги вдоль корда, что может привести к значительной коррозии и существенно уменьшить срок службы корда и продукта резины.
Уже предлагались решения, которые обеспечивают получение кордов, имеющих хорошую проницаемость для резины. Например, предлагаемое в патентах US-A-4258543 и US-A-4399853 решение заключается в предварительном механическом придании формы стальным мононитям, составляющим металлокорд, вне их эластичной основы таким образом, что получаемый металлокорд приобретает открытую форму: благодаря пластичной деформации стальных нитей по длине таких металлокордов появляются "макрозазоры", которые гарантируют проникновение резины в корд. Рассматриваемые металлокорды, однако, имеют весьма существенный недостаток: для того чтобы гарантировать полное проникновение резины, необходимы высокая степень пластичной деформации и, следовательно, большая степень открытости. Это приводит к получению металлокордов, имеющих слишком большой диаметр корда и слишком высокое удлинение при частичной нагрузке (УЧН), что может привести к конструктивной неустойчивости скрученных кордов. При заделывании в брекерный слой шины такие металлокорды могут оказывать отрицательное влияние на курсовую устойчивость шины и ее срок службы.
В патентной заявке EP-A-0462716 предлагается решение проблемы конструктивной неустойчивости кордов, описанной выше. В этой заявке предлагается металлокорд, имеющий стальные нити, которые подвергнуты деформации таким образом, что они принимают форму спирали с шагом, который меньше шага металлокорда, и с диаметром спирали, который немного больше, чем диаметр нити. Благодаря тому, что шаг спирали такой деформированной спиралевидной стальной нити меньше, чем шаг скручивания металлокорда, на одном изгибе открывается более одного микрозазора. Понятие "микрозазор" используется в настоящем описании для того, чтобы определить различие между упоминавшимся выше понятием "макрозазор". Микрозазоры имеют меньшие размеры, чем макрозазоры, но их количество больше. Размеры микрозазоров существенно ниже, чем шаг скручивания металлокорода. Благодаря наличию таких микро-зазоров резина может полностью проникать в металлокорд, при этом такой металлокорд не имеет упоминавшегося ранее недостатка - слишком большого диаметра корда и слишком высокого удлинения при частичной нагрузке. Однако спиралевидные нити получают с помощью деформирующих пальцев, приводимых в движение внешней силой, которые должны вращаться со скоростью, более чем в два раза выше скорости вращения двойной крутильной машины, скручивающей металлокорд. Такой способ является довольно энергоемким и дорогим способом производства.
Еще в одной работе предшествующего уровня, в патенте США US-A-5020312 раскрывается другой способ деформирования части или всех стальных нитей, составляющих металлокорд, с целью получения металлокорда с хорошей проницаемостью для резины. Часть или все стальные нити пропускают между поверхностями зубцов пары элементов, подобных зубчатым колесам, так, что они приобретают зигзагообразную форму. Расстояния между двумя зубцами элементов, подобных зубчатым колесам, могут быть подобраны таким образом, что в этом случае на одном изгибе металлокорда также можно получить более одного микрозазора между стальными нитями. В результате также гарантируется полное проникновение резины при отсутствии относительно большого удлинения при частичной нагрузке. Два зубчатоподобных элемента приводятся в движение не с помощью внешних сил, а под действием самих стальных нитей. Таким образом, этот способ является менее энергоемким и менее дорогим. Однако такое осуществление способа получения металлокорда также имеет недостаток: зубчатоподобные элементы могут до некоторой степени расплющивать нити, что может приводить или к повреждению стальных нитей, в особенности тонкого слоя покрытия (обычно медного или цинкового с толщиной много меньше 1 микрона), и/или к истиранию самих зубчатоподобных элементов. Повреждение покрытия стальных нитей может существенно снижать усталостное сопротивление и силу сцепления этих стальных нитей.
Сущность изобретения
Целью настоящего изобретения является создание металлокорда, который не имеет недостатков, характерных для металлокордов предшествующего уровня. Еще одной целью настоящего изобретения является создание металлокорда с полной проницаемостью для резины и с низким УЧН, при получении которого не происходит повреждения составляющих его элементов и производство которого не требует больших затрат.
Еще одна цель настоящего изобретения заключается в создании металлокорда с повышенным сопротивлением изгибу и повышенным сопротивлением к повторным растягивающим нагрузкам.
В соответствии с первым аспектом настоящего изобретения предлагается металлокорд, содержащий по меньшей мере один усиливающий элемент и имеющий продольную центральную ось.
Каждый элемент скручен с шагом скручивания в корд и имеет проекцию на плоскость, перпендикулярную продольной оси. Эти проекции имеют форму кривой линии. По меньшей мере одна из этих кривых является выпуклой кривой с радиусом кривизны, который варьируется от максимального до минимального. Корд также характеризуется следующими признаками: расстояние между двумя минимальными радиусами кривизны вышеуказанной выпуклой кривой, измеренное по продольной центральной оси, отличается от половины шага элемента, который создает выпуклую кривую, или по меньшей мере одна кривая существенно отличается от других кривых.
Понятие "металлокорд" не означает, что все составляющие элементы должны быть стальными, а означает, что стальные элементы составляют большую часть корда. Другие элементы, например, из нейлона или арамида, также могут быть использованы в качестве усиливающих элементов или элементов-наполнителей.
Понятие "элемент" относится как к единичным нитям, так и к жилам, состоящим из большого числа стальных мононитей. Практически нет ограничений по конкретной форме элементов. Удобно, когда элементы имеют практически круглое поперечное сечение, но не исключено использование элементов с плоскими, прямоугольными или овальными поперечными сечениями.
Понятие "усиливающий элемент" относится к элементу (к мононити или жиле), который вносит существенный вклад в повышение суммарной разрушающей нагрузки металлокорда. Понятие "усиливающий элемент" не относится к покрывающей нити, так как покрывающая нить не вносит вклада в повышение разрушающей нагрузки на металлокорд. В связи с этим можно указать на различие между заявляемым металлокордом и металлокордом, описанным в заявке P-A-63-110002, в котором проекция только покрывающей нити образует выпуклую и многоугольную кривую на плоскости, перпендикулярной к продольной оси металлокорда.
Понятие "шаг" относится у шагу скручивания отдельного усиливающего элемента корда. Корд может иметь более одного шага скручивания: например, корд с двумя слоями вокруг стержня имеет один шаг скручивания для структуры стержня, один шаг скручивания для промежуточного слоя и другой шаг скручивания для внешнего слоя. Конкретное значение шагов скручивания может изменяться от нескольких миллиметров, например от 5 мм до бесконечной величины. В последнем случае соответствующие усиливающие элементы не являются скрученными. В случае, когда корд имеет только один усиливающий элемент, шаг также равняется бесконечной величине.
Признак (II), то есть по существу другая кривая, означает, что или амплитуда или фаза, или амплитуда и фаза этой кривой в значительной степени отличаются от амплитуды или фазы других кривых.
Отличительные признаки (I) и (II) четко определяют отличие заявляемого корда от корда предшествующего уровня техники, который описан в заявке EP-A-0363893. В заявке EP-A-0363893 раскрывается корд, включающий все признаки ограничительной части. В этом корде все три-шесть стальных нитей образуют выпуклую эллиптическую кривую на плоскости, перпендикулярной продольной оси корда. Расстояние между двумя максимальными радиусами кривизны этих эллипсов, измеренное по продольной оси корда, равно половине шага скручивания корда, и проекция всех трех-шести нитей по существу образует такие же эллипсы. Это означает, что все нити проходят параллельно друг другу и что как следствие микрозазоры не образуются.
Предпочтительно, чтобы в заявляемом корде расстояние между двумя минимальными радиусами кривизны было меньше половины шага элемента, который создает выпуклую кривую. Это необходимо для того, чтобы исключить получение волнистого корда со слишком большой высотой дуги.
Обычно выпуклая кривая, представленная проекцией, по меньшей мере одного усиливающего элемента на плоскость, перпендикулярную продольной оси, принимает форму приблизительно многоугольника с закругленными краями, и по длине равна шагу скручивания соответствующего элемента. Этот многоугольник может представлять собой треугольник, четырехугольник, пятиугольник, шестиугольник и т.п.
Указанную выпуклую кривую могут давать все составные усиливающие элементы корда или только их часть.
В первом варианте осуществления заявляемого корда усиливающий элемент представляет собой стальную жилу, которая включает множество отдельных стальных нитей. Примерами таких кордов являются следующие многожильные конструкции:
- 3 х 3, что означает три жилы по три нити в каждой;
- 4 х 4, например, в модификации с высоким удлинением (ВУ);
- 4 х 2, что означает четыре жилы по две нити в каждой, например, в модификации с удлинением (У);
- 4 х (1 + 5), что означает, четыре жилы, где каждая включает стержневую нить и пять покрывающих нитей;
- 7 х 3;
- 3 х 7, например, в модификации с высоким удлинением (ВУ);
- 7 х 4;
- 4 х 7, например, в модификации с высоким удлинением (ВУ);
- 7 х 19;
- 19 + 7 х 7, что означает стержневую жилу из 19 нитей и семь покрывающих жил каждая из 7 нитей;
- 7 х 31;
- 1 х 3 + 5 х 7.
В соответствии с настоящим изобретением проекция всей жилы на плоскость, перпендикулярную продольной оси корда, имеет форму выпуклой кривой для того, чтобы обеспечить проникновение резины между жилами. Однако каждая жила может содержать одну или несколько нитей, проекция которых, в свою очередь, также имеет форму выпуклой кривой для обеспечения проникновения резины между отдельными нитями внутри жилы.
Во втором варианте осуществления заявляемого корда усиливающий элемент представляет собой отдельную стальную нить. Примерами таких заявляемых кордов являются:
- 1 х (где n представляет собой число нитей, которое принимает значения от единицы и больше до пяти и меньше);
- l + m (где l соответствует числу нитей в стержне, а m - количеству покрывающих нитей вокруг стержня, например 1 + 6, 3 + 9, 3 + 6, 3 + 7, 2 + 7, 2 + 8, 3 + 8);
- l + m + n (где l соответствует числу нитей в стержне, m - числу нитей в промежуточном слое вокруг стержня и n - числу нитей во внешнем слое, например, 1 + 6 + 12, 3 + 9 + 15, 3 + 8 + 13, 1 + 4 + 10);
- l х n СС) - так называемый компактный (уплотненный) корд (compact cord), где все n нитей имеют одинаковый шаг скручивания и одинаковое направление скручивания, при этом n принимает значения от шести до двадцати семи).
Если заявляемый корд представляет собой 1 х 2-, 1 х 3-, 1 х 4- или 1 х 5-корд, то каждая отдельная стальная нить имеет удлинение при частичной нагрузке при растягивающем усилии 50 Н, которое отличается не более чем на 0,20%, и предпочтительно не более чем на 0,10% (абсолютные величины и неотносительные величины) от УЧН каждой другой стальной нити, независимо от того, имеет ли проекция стальной нити форму выпуклой кривой. Этот признак, а именно то, что корд состоит только из нитей, для которых значения УЧН лежат в пределах небольшого интервала, обеспечивает конструкционную стабильность корда. Описанный в заявке EP-A-0462716 корд не имеет этого признака, так как нити в форме спирали имеют УЧН значительно больше, чем неспиралевидные нити, и так как не все нити этого корда имеют форму спирали. Описанный в патенте США US-A-5020312 корд имеет такой признак только тогда, когда все составляющие нити деформированы до зигзагообразной формы. Это относится к УЧН на уровне нитей.
Что касается УЧН на уровне корда, то заявляемые 1 х 2-, 1 х 3-, 1 х 4- или 1 х 5-корды предпочтительно имеют УЧН-корда менее 0,30%, и предпочтительно менее 0,25%, например менее 0,20%. Как показано выше, такое низкое значение УЧН на уровне корда также способствует конструкционной стабильности корда.
УЧН как на уровне корда, так на уровне нитей определяют как увеличение длины испытуемого образца (корда или нити), которое является результатом воздействия на образец определенной силы (обычно 50 Н) от определенного предварительного растяжения (обычно 2,5 Н) в сторону увеличения. Удлинение выражают как процент от начальной длины образца.
Если заявляемый корд представляет собой 1 х n СС компактный корд, то его поперечное сечение характеризуется уплотненной конфигурацией поверхностей поперечного сечения отдельных нитей. В соответствии с таким поперечным сечением корд может быть разделен на комбинации из трех нитей каждая, где три соседние нити образуют треугольник, ограничивающий центральное пустое пространство. Если три нити каждой такой комбинации взаимно соприкасаются друг с другом, то резина не может проникать в центральное пустое пространство и по этой пустоте вдоль всего корда может перемещаться влага. Следовательно, в соответствии с особенным воплощением заявляемого корда, по меньшей мере, одна нить каждой такой комбинации имеет проекцию в форме выпуклой кривой для того, чтобы образовались микрозазоры между тремя нитями и обеспечили проникновение резины в центральное пустое пространство в процессе вулканизации.
В соответствии со вторым аспектом настоящего изобретения предлагается ткань, содержащая уток и основу. Уток или основа, или и уток и основа, по меньшей мере, частично выполнены из металлокорда в соответствии с первым аспектом настоящего изобретения.
В соответствии с третьим аспектом настоящего изобретения предлагается способ производства металлокорда, имеющего продольную ось и состоящего из усиливающих элементов, каждый из которых скручен с шагом скручивания в вышеуказанный корд. Заявляемый способ включает стадии:
- изгибание, по меньшей мере, одного из элементов с получением посредством этого, по меньшей мере, одного элемента, определенная кривая которого имеет радиус кривизны, изменяющийся между максимальным и минимальным;
- введение, по меньшей мере, одного элемента вместе с другими элементами с образованием вышеуказанного металлокорда.
Способ также отличается одним или двумя следующими признаками:
(I) расстояние между двумя минимальными радиусами кривизны кривой, измеренное по продольной центральной оси, отличается от половины шага элемента, который создает выпуклую кривую; или
(II) определенная кривая в значительной степени отличается от кривых, описываемых другими элементами.
В соответствии с четвертым аспектом настоящего изобретения предлагается устройство для деформирования усиливающего элемента металлокорда. Заявляемое устройство включает корпус, имеющий центральную ось и периферическую поверхность. Корпус вращается вокруг центральной оси, когда усиливающий элемент подают под углом, по меньшей мере, 90o по его периферической поверхности. Периферическая поверхность имеет радиус кривизны, который изменяется между максимальным и минимальным с тем, чтобы придать усиливающему элементу, который проходит по ней, форму кривой с радиусом кривизны, изменяющимся между максимальным и минимальным.
Заявляемый металлокорд может быть изготовлен в основном двумя способами:
1) заявляемое устройство, которое придает форму выпуклой кривой проекции элемента, не вращается вместе со скручивающим приспособлением (хотя оно и вращается вокруг своей оси), а скручивающее устройство является одинарной крутильной машиной или двойной крутильной машиной, которая заставляет отдельные стальные элементы вращаться вокруг их продольных осей;
2) заявляемое устройство, которое придает форму выпуклой кривой проекции элемента, вращается со скручивающим приспособлением (а также вокруг своей центральной оси) и скручивающее приспособление не заставляет отдельные стальные элементы вращаться вокруг их продольных осей; примером такого скручивающего приспособления является цилиндрическая скручивающая машина.
В обоих случаях в поперечном сечении элемента, по меньшей мере, при наименьшем радиусе кривизны могут быть созданы пластичная зона сжатия и пластичная зона растяжения.
В первом случае зона сжатия и зона растяжения остаются неподвижными по отношению к стальному элементу. Стальная нить вращается вокруг центральной оси.
Во втором случае стальной элемент сам по себе не вращается вокруг своей центральной оси, но зона сжатия и зона растяжения вращаются вокруг стального элемента по длине этого элемента.
Краткое описание чертежей
Более детально изобретение может быть проиллюстрировано с помощью следующих чертежей, где
на фиг. 1 показана стадия, на которой, по меньшей мере, один из элементов заявляемого корда подвергается изгибанию в соответствии с заявляемым способом;
на фиг. 2a и 2b схематично представлен другой вариант осуществления изобретения, при котором, по меньшей мере, один элемент заявляемого корда подвергается изгибанию в соответствии с заявленным способом;
на фиг. 3a и 3b представлены соответственно вид спереди и вид сбоку усиливающего элемента заявляемого корда, который подвергнут обработке в соответствии с заявляемым способом;
на фиг. 4 показано поперечное сечение заявляемого металлокорда, содержащего в качестве усиливающего элемента стальные жилы;
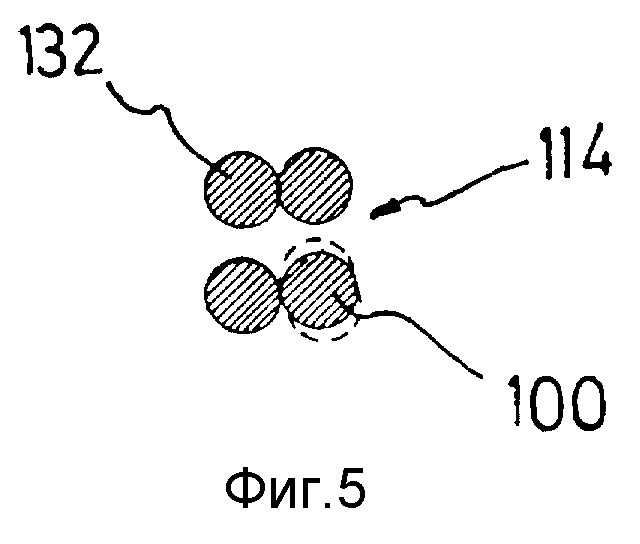
на фиг. 5 представлено поперечное сечение заявляемого 1х4-металлокорда, содержащего в качестве усиливающих элементов стальные нити;
на фиг. 6 представлена кривая удлинений при частичной нагрузке для заявляемого 1х4-металлокорда;
на фиг. 7a, 7b, 8a, 8b, 8c и 9 показаны поперечные сечения заявляемых металлокордов;
на фиг. 10 дано схематичное изображение заявляемой ткани;
на фиг. 11a и 11b схематично показано, каким образом проводят измерения, определяющие отличия кордов предшествующего уровня техники от заявляемых кордов;
на фиг. 12, 13, 14 и 15 представлены YZ-кривые заявляемых кордов; и
на фиг. 16, 17 и 18 представлены YZ-кривые кордов предшествующего уровня техники.
Описание предпочтительного варианта осуществления изобретения
В соответствии с фиг. 1 холоднотянутая стальная нить 100 с диаметром 0,28 мм проходит сверху заявляемого деформирующего устройства 102. Это деформирующее устройство 102 включает ряд деформирующих пальцев 104, которые прочно соединены с деформирующим устройством 102. Деформирующее устройство 102 характеризуется наряду с другими признаками диаметром D круга, ограничивающим все деформирующие пальцы 104, а также числом деформирующих пальцев 104. Диаметр D определяет УЧН. Для нити 100 с диаметром 0,28 мм диаметр деформирующих пальцев 104 составляет менее 5 мм. Деформирующие пальцы, имеющие диаметр более 5 мм, приводят к слишком маленькому пределу прочности на растяжение, который необходим для того, чтобы полностью закрыть корд. Для нити диаметром 0,28 мм диаметр деформирующих пальцев составляет предпочтительно 2 мм и более. Деформирующие пальцы с диаметром менее 2 мм должны приводить к слишком большому уменьшению предела прочности при растяжении стальной нити вследствие слишком высоких локальных деформаций.
В более общем случае подходящий интервал значений для диаметра деформирующих пальцев зависит от предела прочности при растяжении и от диаметра элемента, который должен подвергаться деформации. Чем выше предел прочности элемента при растяжении, тем меньше диаметр деформирующих пальцев, и наоборот. Чем меньше диаметр элемента, тем меньше возможный диаметр деформирующих пальцев, и наоборот.
Диаметр деформирующего пальца определяет минимальный пространственный (трехмерный) радиус кривизны деформированной нити. Этот минимальный пространственный радиус кривизны больше диаметра деформирующего пальца, так как имеет место некоторое вытягивание в процессе скручивания после деформации. Максимальный пространственный радиус кривизны может принимать почти бесконечное значение, так как деформация между деформирующими пальцами не настолько велика. Следует понимать, что радиусы кривизны, упоминаемые в формуле изобретения, являются двумерными или планарными радиусами кривизны в YZ-плоскости и, следовательно, они имеют много меньшее значение.
Все деформирующее устройство 102 смонтировано так, чтобы оно могло вращаться, но без использования внешнего источника энергии. Деформирующее устройство 102 приводится в движение с помощью самой нити 100. Между нитью 100 и деформирующим устройством 102 нет скольжения, поэтому износ деформирующего устройства 102 ограничен, а стальная нить 100 не повреждается. В этом заключается преимущественно перед кордом предшествующего уровня техники, описанном в патенте США US-A-5020312. В результате прохождения вокруг специального деформирующего устройства 102 нить 100 изгибается определенным способом: радиус кривизны варьируется от минимального на уровне деформирующих пальцев 104 до максимального между деформирующими пальцами 104. Снятие растягивающего усилия с изогнутой таким образом нити 100 больше не приводит к так называемому слепку практически круглой формы, а приводит к слепку 106, имеющему приблизительно форму многоугольника с закругленными краями. Закругленные края многоугольника соответствуют минимальным радиусам кривизны, тогда как стороны многоугольника соответствуют максимальным радиусам кривизны. Минимальный радиус кривизны определяется диаметром деформирующих пальцев 104, а длина сторон многоугольника определяется расстоянием между деформирующими пальцами 104.
Может быть предусмотрено другое деформирующее устройство, которое по структуре отличается от деформирующего устройства, представленного на фиг. 1, но которое обеспечивает получение аналогично деформированных нитей. Например, единственный вращающийся деформирующий палец 102, выполненный из твердого металла с поперечным сечением в виде многоугольника с закругленными краями 108 и сторонами 110 (фиг. 2a) или вытянутой формы (фиг. 2b), также может использоваться для деформирования стальной нити по способу настоящего изобретения.
Деформированная таким образом стальная нить 100 затем скручивается с помощью двойной крутильной машины с другими стальными нитями, которые могут быть деформированы аналогичным образом или могут быть недеформированными, с образованием корда. Это приводит к получению стальной нити 100, которая показана на фиг. 3a (вид сбоку) и на фиг. 3b (вид спереди). Ось X параллельна продольной и центральной оси 112, тогда как ось Y и ось Z лежат в плоскости, перпендикулярной центральной оси 112. Можно заметить, что на фиг. 3b также показан по существу многоугольник с закругленными краями, а не круг (следует понимать, что масштаб в Y- и Z-направлениях значительно больше, чем масштаб оси X). Радиус кривизны этой нити 100 изменяется между двумя крайними значениями: от минимального в точке наиболее высокого искривления до максимального в точке наименьшего искривления. В результате вращения нити 100 вокруг своей продольной оси радиус кривизны такой нити всегда направлен по центральной оси 112 корда и, следовательно, вдоль длины корда. Это означает, что многоугольник имеет выпуклую форму. Другими словами, после деформирования, после скручивания и после снятия всех внешних нагрузок зона пластичного направления стальной нити всегда располагается радиально внутрь, тогда как зона пластичного сжатия располагается радиально наружу.
Это является основным отличием от нити, которая подвергается деформированию между двумя зубчатоподобными элементами, описанной в патенте США US-A-5020312; зигзагообразная форма стальной нити имеет радиус изгиба, который постоянно меняет направление. Это приводит к тому, что вид спереди (в плоскости YZ) имеет выпукло-вогнутую форму.
В общем случае и теоретически при расстоянии между двумя минимальными радиусами кривизны, которое равно одной трети шага скручивания, образуется треугольник, при расстоянии между минимальными радиусами кривизны, равном одной четвертой шага скручивания, образуется четырехугольник и т.п.
На фиг. 4 показано поперечное сечение многожильного 7 х 19-металлокорда, предназначенного наряду с другими возможными вариантами применения для армирования конвейерных лент. Металлокорд 114 включает стержневую жилу 116, которая окружена шестью покрывающими жилами 118. Стержневая жила 116 состоит из стержневой нити 120, шести промежуточных покрывающих нитей 122, окружающих стержневую нить 120, и двенадцати внешних покрывающих нитей 122, окружающих промежуточные покрывающие нити 128.
Для достижения полного проникновения резины между жилами 116 и 118 одна или более жил целиком могут подвергаться операции деформирования, которая описана выше для единичной нити 100. Таким образом, деформированные жилы образуют определенную выпуклую кривую в YZ-плоскости, что приводит к созданию большого числа микрозазоров между ними и другими жилами и обеспечивает эффективное проникновение резины.
На фиг. 4, а также на фиг. 5, 7a, 7b, 8a, 8b, 8c и 9 нити, которые подверглись процессу деформирования, показанному на фиг. 1, и которые образуют определенную выпуклую кривую в YZ-плоскости, имеют перекрестную штриховку, и их называют "специально деформированными нитями", тогда как другие нити заштрихованы в одном направлении.
Возвращаясь к фиг. 4, следует отметить, что для обеспечения полного проникновения резины в каждую жилу 116, 118, можно использовать следующие указания настоящего изобретения: три из шести промежуточных нитей 122, 128 представляют собой специально деформированные нити и чередуются с другими нитями промежуточного слоя каждой жилы 116, 118; шесть из двенадцати внешних нитей 124, 130 являются специально деформированными нитями и чередуются с другими нитями внешнего слоя каждой жилы 116, 118.
На фиг. 5 показано поперечное сечение металлокорда 114 в соответствии с настоящим изобретением, который имеет одну жилу. Заявляемый корд 114 состоит из специально деформированной нити 100 и трех "нормальных" стальных нитей 132. Для того чтобы получить конструкционную стабильность металлокорда 114, в котором все (четыре) нити имеют одинаковую длину, три "нормальных" стальных нити 132 также пластично деформированы (хотя не специальным образом в соответствии с настоящим изобретением). Именно поэтому на фиг. 5 показаны зазоры даже между стальными нитями 132. Эти зазоры, которые фактически представляют собой макрозазоры, находятся, однако, в допустимых границах за счет проведения операции выпрямления полученного таким образом корда. Процесс выпрямления уменьшает УЧН и совершенствует дугу металлокорда.
На фиг. 6 показана кривая удлинения при частичной нагрузке 134 заявляемого 1 х 4-корда. Следует подчеркнуть, что точка 136, при которой прямой участок выходит из верхней части кривой - УЧН 134, лежит выше исходного напряжения 20 Н. Это означает, что точка 136, где отдельные нити металлокорда сходятся вместе и где проникновение резины больше невозможно, лежит выше исходного напряжения в 20 Н, которое обычно используется при заделывании металлокорда в резину. Другими словами, при исходном напряжении в 20 Н проникновение резины в корд все еще гарантируется.
На фиг. 7a и 7b показано поперечное сечение двух воплощений 1+6-корда в соответствии с настоящим изобретением. Металлокорд 114 включает стержневую нить 138 и шесть покрывающих нитей 140, 140', которые окружают стержневую нить 138. В воплощении на фиг. 7a только стержневая нить 138 представляет собой специально деформированную нить, тогда как другие нити 140 не подвергались специальному деформированию. В воплощении на фиг. 7b три нити из шести покрывающих нитей 140' представляют собой специально деформированные нити, тогда как стержневая нить 138 и другие покрывающие нити 140 не подвергались специальному деформированию. Специально деформированные нити 140' чередуются с нормальными нитями слоя 140.
На фиг. 8a представлено поперечное сечение SS или SZ скрученного 3+9-корда, но не его уплотненная модификация, Корд 114 включает стержень из трех нитей 142, окруженный слоем из девяти нитей 144. Три стержневые нити 142 представляют собой специально деформированные стальные нити, покрывающие нити 144 являются нормальными. Таким образом, центральное пустое пространство между тремя стержневыми нитями 142 отсутствует, и резина может окружать каждую отдельную нить 142, 144.
На фиг. 8b показано поперечное сечение 1 х 12-СС-корда в уплотненной модификации, а на фиг. 8c показано поперечное сечение 1 х 10-СС-корда в уплотненной модификации. Стержневые нити 146, 150 могут быть или не быть большего диаметра, чем покрывающие нити 148, 152. Стержневые нити 146, 150 представляют собой специально деформированные нити, а другие нити являются нормальными. Для каждого возможного сочетания трех нитей, которое в поперечном сечении образует треугольник из соседних нитей, по меньшей мере одна нить является специально деформированной нитью так, чтобы исключить появление центрального пустого пространства и обеспечить полное проникновение резины.
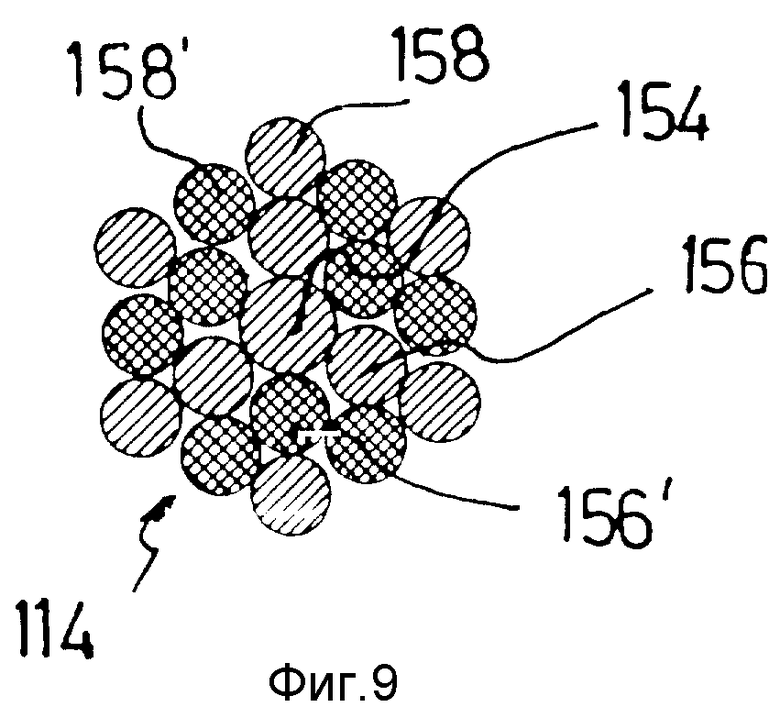
На фиг. 9 показано поперечное сечение 1 х 19-СС-корда в уплотненной модификации. Стержневая нить 154 может быть или не быть большего диаметра, чем другие нити 156, 158. Три из шести промежуточных покрывающих нитей 156' представляют собой специально деформированные нити и в промежуточном слое чередуются с нормальными нитями 156. Шесть из двенадцати внешних нитей 158' являются специально деформированными нитями и во внешнем слое чередуются с нормальными нитями 158.
Настоящее изобретение не ограничивается описанными выше примерами кордов, а может быть применено и к другим типам металлокорда, в которых проникновение резины может составлять проблему.
В соответствии с фиг. 10 заявляемый корд также может быть использован в качестве элемента ткани, например, для усиления конвейерных лент. Элементы утка 160 или элементы основы 162 или и те и другие представляют собой металлокорд, который включает специальные деформированные стальные нити.
Пример 1
Изготовлено и испытано четыре металлокорда в соответствии с настоящим изобретением:
- N 1: 4 х 0.28-корд с одной специально деформированной нитью;
- N 2: 4 х 0.28-корд с двумя специально деформированными нитями;
- N 3: 4 х 0.28-корд с тремя специально деформированными нитями;
- N 4: 4 х 0.28-корд с четырьмя специально деформированными нитями.
Хотя было установлено, что возможно использование большого шага скручивания для этих специально деформированных нитей, все приведенные выше корды 1-4 имеют длину шага 12.5 мм.
Специальное деформирующее устройство 102, которое используется в данном примере, имеет шесть деформирующих пальцев 104 с диаметром по 2 мм каждый.
В таблице, представленной в конце описания, перечислены полученные результаты. Для оценки проникновения резины образец корда длиной 12.7 мм при начальном растяжении 20 Н заделывают в небольшой брус резины, который затем выдерживают при давлении 1 бар (105 Н/м2). Снижение давления регистрируют. Снижение давления указывает на степень проникновения резины. Отсутствие падения давления означает полное проникновение резины.
Проникновение резины во всех четырех вариантах осуществления изобретения является полным, независимо от относительно низкого удлинения при частичной нагрузке при 50 Н: все значения УЧН остаются ниже 0.25%.
Пример 2
Во втором примере два заявляемых корда сравнивают с кордами предшествующего уровня техники с точки зрения сопротивления повторному сгибанию и сопротивления повторным растягивающим нагрузкам.
Испытаны следующие корды:
1) заявляемый 4 х 0.28-корд с четырьмя специально деформированными нитями и шагом скручивания 16 мм;
2) заявляемый 4 х 0.28-корд с четырьмя специально деформированными нитями и шагом скручивания 12.5 мм;
3) плотный 4 х 0.28-корд, то есть корд, у которого в поперечном сечении все нити соприкасаются друг с другом, шаг скручивания - 12.5 мм;
4) открытый 4 х 0.28-корд, то есть корд в соответствии с патентом США US-A-4258543, шаг скручивания - 12.5 мм;
5) 4 х 0.28-корд, у которого одна нить заранее деформирована до спиралеобразной формы в соответствии с заявкой EP-A-0462716, шаг скручивания - 12.5 мм;
6) 4 х 0.28-корд, у которого одна нить имеет зигзагообразную форму в соответствии с патентом США US-A-5020312, шаг скручивания - 12.5 мм;
7) 4 х 0.28 -корд с четырьмя нитями, имеющими зигзагообразную форму в соответствии с патентом США US-A-5020312, шаг скручивания - 12.5 мм;
8) 2 + 2 х 0.28-корд в соответствии с патентом США US-A-4408444, шаг - бесконечная величина и 12.5 мм.
Сопротивление повторным нагрузкам на изгиб измеряют при повторяющемся изгибании по колесу диаметром 26 мм образца прорезиненного корда при растягивающем усилии 1200 МПа до разрушения корда. Испытания проводят два раза, один раз без предварительного кондиционирования испытуемого образца водой и один раз с предварительным кондиционированием образца водой. Такое кондиционирование (увлажнение) водой проводят путем присоединения одной стороны испытуемого образца, где отрезок корда выступает из резины, на 5 минут к водопроводной трубе с давлением воды 1,5 бар (приблизительно 1,5 атм).
Сопротивление повторным растягивающим нагрузкам измеряют при воздействии на образец прорезиненного корда растягивающего напряжения, которое периодически меняется между 880 МПа - x% от 880 МПа и 880% МПа + x% от 880 МПа. Начальное значение амплитуды x составляет 50%, т.е. 440 МПа. После 100000 циклов амплитуда x увеличивается на 10% и т.д. до полного разрушения корда. Это испытание повторяют три раза.
Заявляемые корды 1) и 2) особенно характеризуются очень высоким сопротивлением повторному изгибу и тем, что это высокое сопротивление не уменьшается после предкондиционирования прорезиненного корда водой.
Сопротивление повторным растягивающим нагрузкам заявляемых кордов 1) и 2) выше или равно сопротивлению кордов предшествующего уровня техники.
На фиг. 11a и 11b схематично показано оборудование, которое используется для того, чтобы установить отличие между кордами предшествующего уровня и заявляемыми кордами.
С этой целью образец стальной нити 100 длиной приблизительно 10 см высвобождают из скрученного корда без пластичного деформирования стальной нити 100. Образец стальной нити 100 устанавливают горизонтально между фиксированными точками 166 и 168 при небольшом натяжении, которого достаточно только для того, чтобы удержать нить в горизонтальном положении и исключить ее деформацию по меньшей мере в средней части образца. Если нить не установлена горизонтально, то возможна мягкая коррекция. Затем образец стальной нити 100 внимательно изучают в продольном X-направлении с помощью лазерной головки KEYENCE LS3034, которая состоит из лазерного излучателя 170 и приемника лазерного излучения 172. С помощью лазерной головки 170, 172 измеряют расстояние между справочным уровнем и опущенной стороной образца нити 100 (= расстоянию Z). Измерение проводят с помощью элемента KEYENCE LS3100. После измерения расстояния Y для всей длины образец нити поворачивают на 90o и для всей длины измеряют расстояние Y. С помощью персонального компьютера получают YZ-кривую.
Описанный выше тест на установление отличия проводят на семи 1 х 4 х 0.28-металлокордах, которые имеют шаг скручивания 16 мм. Четыре металлокорда из числа этих семи представляют собой корды в соответствии с настоящим изобретением, и их YZ-кривые представлены на фиг. 12-15, три металлокорда являются металлокордами предшествующего уровня и их YZ-кривые представлены на фиг. 16-18.
На фиг. 12 представлена YZ-кривая специально деформированной стальной нити, извлеченной из заявляемого 1х4х0.28-металлокорда, и только для расстояния между двумя фиксированными точками 166 и 168, а именно для длины X = 17 мм. Максимальная величина как в направлении Y, так в направлении Z, составляет +0.385 мм, а минимальная величина как в направлении Y, так и в направлении Z составляет -0.133 мм. Диаметр D деформирующего устройства 102 составляет 10 мм, и деформирующее устройство имеет шесть пальцев 104 с диаметром 3 мм и расстоянием между пальцами 5 мм. Теоретически YZ-кривая должна иметь форму многоугольника с закругленными краями 16 мм/5 мм = 3.2 на одном шаге скручивания корда. В более общем случае шаг скручивания, поделенный на расстояние между деформирующими пальцами, определяет форму многоугольника.
Кривая 178, которая представлена на фиг. 8, почти принимает форму выравненного треугольника с тремя закругленными ребрами. Выравнивание является следствием операции выпрямления, проводимой на корде после его получения, и три закругленных ребра по существу соответствуют теоретически полученному коэффициенту 3.2. Таким образом, кривая представляет собой выпуклый многоугольник без вогнутых участков.
На фиг. 13 показана YZ-кривая специально деформированной стальной нити, извлеченной из заявляемого 1х4х0.28-металлокорда для длины X = 16.9 мм. Диаметр D деформирующего устройства 102 составляет 8 мм, и деформирующее устройство имеет девять пальцев 104 с диаметром 2 мм и расстоянием между пальцами 2.5 мм. Теоретически YZ-кривая должна иметь форму многоугольника с закругленными краями 16 мм/2.5 мм = 6.4 на одном шаге скручивания корда. Кривая 180, которая представлена на фиг. 13, имеет форму выравненного шестиугольника с шестью закругленными краями. Выравнивание является результатом операции выпрямления, проводимой на корде после его получения, и шесть закругленных краев практически соответствуют теоретически рассчитанному коэффициенту 6.4.
На фиг. 14 и 15 показаны другие YZ-кривые специально деформированных стальных нитей, вынутых из заявляемых металлокордов.
Все фиг. 12-15 имеют общий признак: на них представлены более или менее выравненные многоугольные формы с закругленными краями. Их форма, за исключением ошибок измерения, всегда является выпуклой и никогда вогнутой. Это - результат специального способа деформирования в соответствии с изобретением, при котором на каждом поперечном сечении создается зона растяжения, которая направлена к центральной оси корда. Следует отметить, что многоугольник не должен быть обязательно закрытым на каждом шаге скручивания.
На фиг. 16 представлена YZ-кривая 186 корда в соответствии с патентом США US-A-4258543. В этом случае деформирующее устройство состоит только из цилиндрического деформирующего устройства, которое дает нить с постоянным радиусом кривизны, поэтому YA-кривая теоретически должна иметь форму круга. Форма кривой 186 очень близка к форме круга.
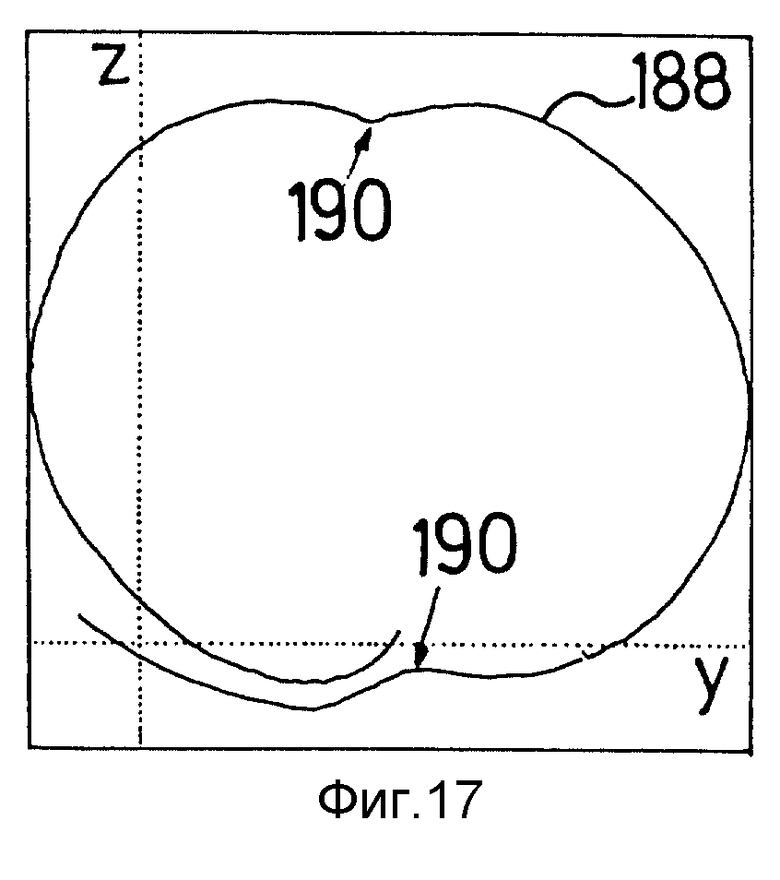
На фиг. 17 представлена YZ-кривая 188 корда предшествующего уровня техники в соответствии с заявкой EP-A-0462716 (спиралевидная деформация). Кривая 188 имеет ряд вогнутых участков 190.
И наконец, на фиг. 18 представлена YZ-кривая 192 корда предшествующего уровня техники в соответствии с патентом США US-A-5020312 (зигзагообразной формы). В этом случае кривая 192 также имеет ряд вогнутых участков 194.
Вогнутые участки 192 и 194 являются следствием того, что расположение зоны растяжения по длине нити меняется. В одной точке зона растяжения расположена радиально внутрь, а в другом положении - радиально наружу.
Очевидно, что описанное выше изобретение применимо ко всем типам нитей, которые могут быть использованы для усиления эластомеров, независимо от их точного диаметра, конкретного состава стали, их предела прочности при растяжении или их покрытия.
В этой связи следует отметить, что стальные нити обычно имеют диаметр в интервале от 0.03 мм до 0.80 мм, предпочтительно от 0.15 мм до 0.45 мм. Стальные нити имеют состав, который характеризуется следующими величинами: содержание углерода составляет от 0.70 до 0.98%, содержание марганца лежит в интервале от 0.10 до 1.10%, содержание кремния составляет от 0.10 до 0.90%, при этом содержание серы и фосфора ограничено 0.15%, предпочтительно 0.010%; могут быть включены дополнительные элементы, такие как хром (до 0.20 - 0.40%, медь (до 0.20%), никель (до 0.30%), кобальт (до 0.20%) и ванадий (до 0.30%).
Конечное значение предела прочности нитей при растяжении Rm зависит от их диаметра: например 0.2 мм нить с нормальным растяжением имеет Rm выше приблизительно 2800 МПа, 0.2 мм нить с высоким растяжением имеет Rm выше приблизительно 3400 МПа, 0.2 мм нить с сверхвысоким растяжением имеет Rm выше приблизительно 3600 МПа, 0.2 мм нить с ультравысоким растяжением имеет Rm выше приблизительно 4000 МПа.
Стальные нити покрыты слоем, который способствует прилипанию резины. Особенно рекомендуются покрытия из медных сплавов, таких как латунь (или с низким содержанием меди - 63.5%, или с высоким содержанием меди - 67.5%), или комплексные латунные покрытия (никель + латунь, латунь + кобальт) (эти покрытия могут быть нанесены даже по технологии плазменного распыления).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ КОРД С БОЛЬШИМ НЕСТРУКТУРНЫМ УДЛИНЕНИЕМ | 1997 |
|
RU2126859C1 |
| МЕТАЛЛОКОРД С УЛУЧШЕННЫМ ПРОНИКНОВЕНИЕМ РЕЗИНЫ | 2004 |
|
RU2256017C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКОРДА ДЛЯ АРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЭЛАСТОМЕРОВ, В ЧАСТНОСТИ, ШИН | 1999 |
|
RU2232837C2 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| МЕТАЛЛОКОРД ДЛЯ АРМИРОВАНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ И ПНЕВМАТИЧЕСКАЯ ШИНА С РАДИАЛЬНЫМ РАСПОЛОЖЕНИЕМ НИТЕЙ КОРДА С ИСПОЛЬЗОВАНИЕМ ДАННОГО МЕТАЛЛОКОРДА | 2012 |
|
RU2596651C2 |
| МЕТАЛЛОКОРД ДЛЯ АРМИРОВАНИЯ ШИН | 1998 |
|
RU2140474C1 |
| КОМПАКТНЫЙ НЕРАССЛАИВАЮЩИЙСЯ МЕТАЛЛОКОРД | 2003 |
|
RU2263731C2 |
| АРМАТУРНАЯ ПОЛОСА И СПОСОБ ЕЕ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА | 1995 |
|
RU2133806C1 |
| Грузовая пневматическая шина радиального типа | 2017 |
|
RU2671112C1 |
| ВСТАВКА, СТОЙКАЯ К ПРОКАЛЫВАНИЮ, ДЛЯ ЗАЩИТНОГО ТЕКСТИЛЬНОГО ИЗДЕЛИЯ И ЗАЩИТНОЕ ТЕКСТИЛЬНОЕ ИЗДЕЛИЕ | 2004 |
|
RU2358225C2 |















Металлокорд предназначен для армирования эластомерных изделий. Он содержит множество усиливающих элементов, каждый из которых скручен с определенным шагом. Проекция на плоскость, перпендикулярную продольной центральной оси металлокорда каждого усиливающего элемента, имеет форму кривой с радиусом, изменяющимся от максимального до минимального, проходящей через по меньшей мере один шаг скручивания по длине. Кривая по меньшей мере одного усиливающего элемента является выпуклой, при этом между изогнутыми усиливающими элементами и другими смежными с ним усиливающими элементами образованы микрозазоры, служащие для проникновения в них резины. Предусмотрен способ получения металлокорда, содержащего по меньшей мере один усиливающий элемент. Способ включает сгибание по меньшей мере одного элемента, определенная кривая которого имеет радиус кривизны, изменяющийся между максимальным и минимальным. Указанный элемент устанавливают вместе с другими элементами таким образом, чтобы расстояние между двумя минимальными радиусами кривизны указанной определенной кривой, измеренной по продольной центральной оси, отличалось от половины шага элемента или указанная определенная кривая отличалась от кривых, описываемых другими элементами. Изобретение предусматривает получение металлокордной ткани, состоящей из утка и основы, при этом уток или основа или и основа и уток по меньшей мере выполнены из указанного металлокорда. Для получения металлокордной ткани и металлокорда при использовании указанного способа служит устройство для деформирования усиливающего элемента. Устройство содержит корпус, выполненный с возможностью вращения вокруг его центральной оси, когда усиливающий элемент протягивают под углом по меньшей мере 90° по периферической поверхности корпуса. Периферическая поверхность имеет радиус кривизны, изменяющийся между максимальным и минимальным. Технический результат, реализуемый изобретением, заключается в создании условий, обеспечивающих проникновение эластомера в корд, что необходимо для повышения срока службы эластомерных изделий. 4 с. и 12 з.п. ф-лы, 18 ил., 2 табл.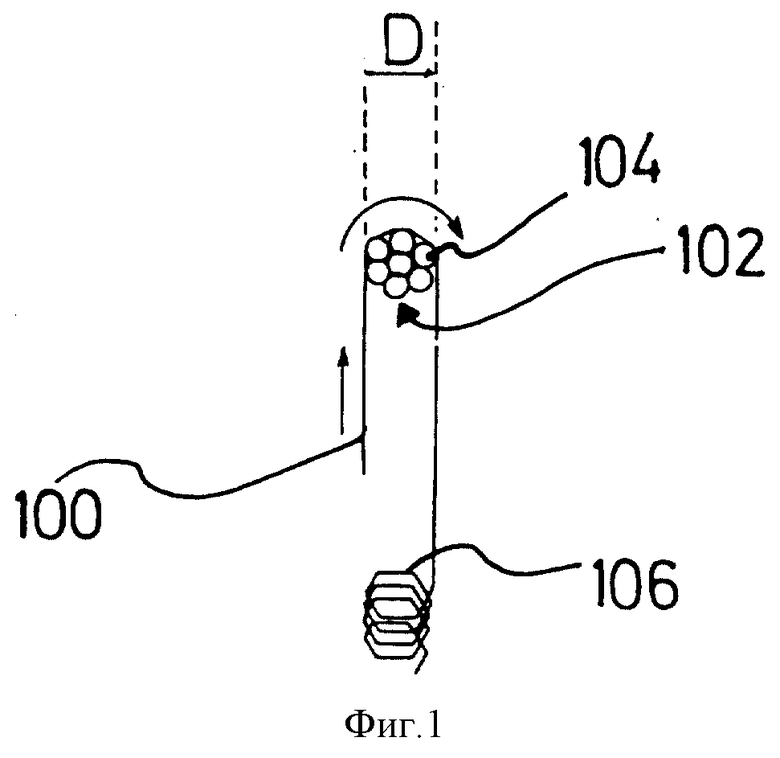
| МАШИНА ДЛЯ ПРОГРАЛ^МНЫХ ИСПЫТАНИЙ МАТЕРИАЛОВ НА УСТАЛОСТЬ ПРИ ЧИСТОМ ИЗГИБЕ | 0 |
|
SU363893A1 |
| DE 3807814 C1, 23.03.89 | |||
| US 5020312 A, 04.06.91 | |||
| Ножницы к автомату скалачивания ящиков,окантованных проволокой | 1973 |
|
SU462716A1 |
