Изобретение относится к металлургическому производству в области обработки проволоки и изготовления витых структур из нее, в частности к производству металлокорда для армирования шин и других резинотехнических изделий, а также может быть отнесено к производству канатов и кабелей.
Известны витые структуры [1] из металлических проволок, покрытых металлическим покрытием, служащим для усиления адгезионной связи между армирующим и армируемым материалом, состоящие из сердцевины, сформированной из нескольких проволок, и внешнего слоя проволок, опирающихся на сердцевину.
В качестве прототипа, наиболее близкого по технической сущности к достигаемому эффекту, принят шинный корд [2], содержащий сердечник из двух-четырех стальных проволок и внешний слой стальных проволок, навитых на сердечник в одном направлении и с одинаковым шагом.
Недостатком прототипа является низкая анкерующая способность витой структуры в армируемом материале, что ведет к снижению величины адгезии металлокорда в резине и уменьшению ходимости шин.
Задача, решаемая изобретением, состоит в получении новой конструкции металлокорда с повышенной анкерующей способностью.
Технический результат, достигаемый при использовании изобретения, состоит в повышении качества металлокорда за счет обеспечения его более прочной связи с резиной, которую создает периодический профиль витой структуры, образованный сочетанием двух геометрических фигур: части круга и части стрельчатого квадрата.
Решение поставленной задачи обеспечивается тем, что в металлокорде для армирования шин, содержащем сердечник из стальных проволок и навитый на него в одном и том же направлении и с одинаковым шагом спирали внешний слой проволок, где на сердечник, состоящий из проволок диаметром d1, навит внешний слой, состоящий из проволок диаметром d2, причем диаметры внешнего слоя и сердечника связаны отношением d2/d1 = 1,32...1,59, а сечение, образованное витой структурой, состоит из двух частей, одна из которых описывается кругом диаметром "D", а вторая - стрельчатым квадратом со стороной "A" и диагональю "E", при этом выполняется зависимость A+E=D.
Сравнение с прототипом показывает, что заявляемая конструкция металлокорда отличается тем, что в поперечном сечении витая структура образована из двух равных по площади металлической части сечений: одно в виде части круга, а другое в виде части стрельчатого квадрата.
Витая структура в этом случае формируется из трех центральных проволок и навитых на них семи проволок внешнего слоя, причем направление и шаг свивки центральных и внешних проволок одинаковый.
Проволоки внешнего слоя больше по диаметру, чем проволоки центрального слоя, при этом отношение диаметра внешних проволок к диаметру центральных проволок в среднем составляет 1,44 и может варьироваться в пределах от 1,32 до 1,59.
Высокая анкерующая способность витой структуры при армировании шин достигается тем, что центр тяжести металлического сечения остается на оси, вокруг которой навиты центральная и внешние проволоки. Причем сечение образовано из двух половин, одна близка к кругу, а вторая - стрельчатому квадрату, выступающие углы которого усиливают сцепление (адгезию) витой структуры с армируемым материалом. Диаметр описанной окружности вокруг проволок одной половины сечения больше стороны стрельчатого квадрата, описанного вокруг второй половины проволок, однако меньше его диагонали. Последнее условие построения предлагаемой структуры обеспечивает технологичность ее производства, так как в очаге свивки давление на проволоки может быть распределено равномерно за счет того, что диаметр описанной окружности верхней половины сечения структуры равен полусумме диагонали и стороны стрельчатого квадрата. Следовательно, заявляемая конструкция металлокорда соответствует критерию "новизна".
Сравнение с другими техническими решениями в данной области не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, следовательно предложенное техническое решение соответствует критерию "изобретательский уровень".
Изобретение поясняется чертежом, где показано сечение витой структуры 3xd1/7xd2, где d1 - диаметр трех центральных проволок, d2 - диаметр семи проволок внешнего повива; D - диаметр описанной окружности вокруг сечения из четырех внешних проволок, A - сторона стрельчатого квадрата, описанного вокруг трех проволок другой половины сечения; E - диагональ стрельчатого квадрата; α1, α2 - углы, образованные сегментами, отсеченными осевой линией BC.
Возможность реализации предлагаемой витой структуры показана на примере изготовления металлокорда конструкции 3х0,18/7х0,26 из высокопрочной латунированной проволоки диаметром d1 = 0,18 мм в сердечнике и внешних проволок диаметром d2 = 0,26 мм, предназначенного для армирования брекера грузовых и полугрузовых шин, работоспособность которых существенно зависит от адгезионных свойств армирующего материала.
Показанная на чертеже конструкция при принятых размерах проволок имеет следующие параметры структуры: диаметр описанной окружности вокруг 4-х проволок верхней половины сечения выше осевой линии BC составляет D=0,84 мм; сторона стрельчатого квадрата, описывающего нижнюю половину сечения A=0,74 мм; диагональ стрельчатого квадрата E=0,94 мм.
Таким образом, диаметр описанной окружности "D" определяется как полусумма диагонали "E" и стороны стрельчатого квадрата "A", т.е.

Отношение диаметра проволок наружного повива к диаметру проволок сердечника составляет
С учетом того, что допуск на диаметр проволок на практике колеблется в пределах 0,26±0,01 и 0,18±0,01 получаем максимальное отношение диаметров d2/d1:
а минимальное отношение d2/d1 составляет
Из сравнения площадей сечений проволок верхней Fв и нижней Fн металлической части описанных фигур, разделенных линией симметрии BC, следует при α1= 110° и α2= 122°
Fв = 0,22384 мм2
Fн = 0,22388 мм2
Различие площадей несущественно. Поэтому центр тяжести структуры и осевая линия навивки практически совпадают.
Таким образом, новая конструкция витой структуры, заданная количеством проволок в сердечнике, равным трем, и внешних проволок, равным семи, при соотношении d2/d1 = 1,44, а также при указанном на чертеже взаимном расположении проволок, обеспечивает выполнение поставленной задачи.
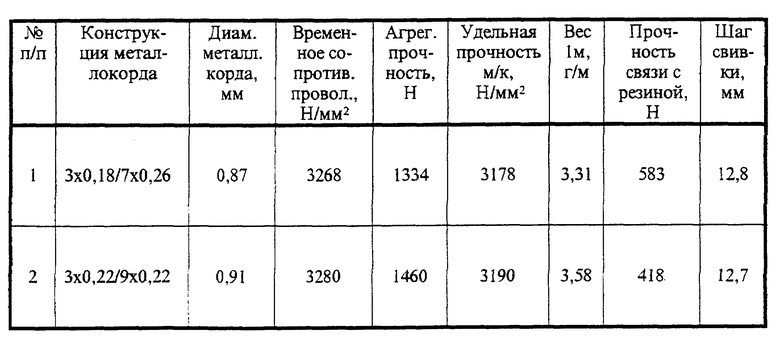
Металлокорд 3х0,18/7х0,26 из высокопрочной латунированной проволоки изготовили на машинах двойного кручения Ri-10 за одну технологическую операцию с шагом свивки 12,8 мм, в качестве аналога там же изготовлен металлокорд 3х0,22/9х0,22. Результаты физико-механических свойств металлокорда обоих конструкций приведены в таблице.
Металлокорд 3х0,18/7х0,26, полученный согласно предлагаемому изобретению, имеет при одинаковой удельной прочности более высокую прочность связи с резиной (на 39,5%), чем аналог 3х0,22/9х0,22, что подтверждает эффективность предлагаемого решения и целесообразность использования в промышленности. Совокупность признаков новой конструкции согласно изобретению обеспечивает повышение качества металлокорда.
Источники информации
1. Заявка N 2080845 от 10.02.1982. Великобритания, МКИ D 07 B 1/06, НКИ D/T.
2. Международная заявка WO N 91/04370 от 04.04.91. МКИ 5 D 07 B 1/06, B 60 C 9/10 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИТАЯ ПРОВОЛОЧНАЯ СТРУКТУРА | 1998 |
|
RU2167968C2 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| КОМПАКТНЫЙ НЕРАССЛАИВАЮЩИЙСЯ МЕТАЛЛОКОРД | 2003 |
|
RU2263731C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВИТЫХ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243053C1 |
| МЕТАЛЛОКОРД С УЛУЧШЕННЫМ ПРОНИКНОВЕНИЕМ РЕЗИНЫ | 2004 |
|
RU2256017C1 |
| ДВУХСТРЕНГОВЫЙ АРМАТУРНЫЙ КАНАТ | 1991 |
|
RU2020221C1 |
| САМОАНКЕРУЮЩИЙСЯ АРМАТУРНЫЙ КАНАТ | 1991 |
|
RU2024708C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |
| КАТАНКА ДЛЯ МЕТАЛЛОКОРДА | 1992 |
|
RU2034052C1 |
| Устройство для удаления окалины с поверхности проволочных изделий | 1991 |
|
SU1785453A3 |
Изобретение относится к металлургическому производству в области обработки проволоки и изготовления витых структур из нее, в частности к производству металлокорда для армирования шин и других резинотехнических изделий, а также может быть отнесено к производству канатов и кабелей. Задача, решаемая изобретением, состоит в получении новой конструкции металлокорда с повышенной анкерующей способностью. Технический результат, достигаемый при использовании изобретения, состоит в повышении качества металлокорда за счет обеспечения его более прочной связи с резиной. Металлокорд для армирования шин содержит сердечник из стальных проволок и навитый на него в одном и том же направлении и с одинаковым шагом спирали внешний слой проволок. На сердечник, состоящий из проволок диаметром d1, навит внешний слой, состоящий из проволок диаметром d2, причем диаметры внешнего слоя и сердечника связаны отношением d2/d1 = 1,32....1,59, а сечение, образованное витой структурой, состоит из двух частей, одна из которых описывается кругом диаметром D, а вторая - стрельчатым квадратом со стороной А и диагональю Е, при этом выполняется зависимость А+Е=D. 1 ил., 1 табл.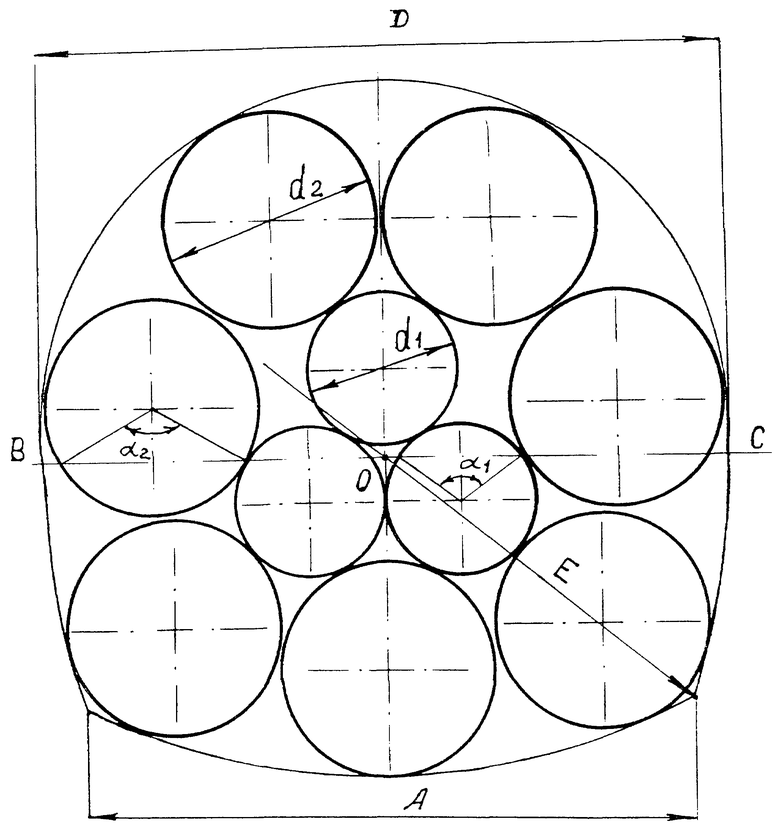
Металлокорд для армирования шин, содержащий сердечник из стальных проволок и навитый на него в одном и том же направлении и с одинаковым шагом спирали внешний слой проволок, отличающийся тем, что диаметр (d2) проволок внешнего слоя и диаметр (d1) проволок сердечника связаны отношением d2 / d1 = 1,32 ... 1,59, при этом сечение металлокорда ограничено кривыми, одна из которых описана окружностью диаметром D, а вторая - стрельчатым квадратом со стороной A и диагонально E, при условии A + E = D.
| WO 9104370, 04.04.91 | |||
| Арматурный канат | 1989 |
|
SU1645414A1 |
| Канат | 1975 |
|
SU533690A1 |
| US 3973385 A, 10.08.76 | |||
| DE 3317792 A1, 29.11.84 | |||
| СПОСОБ И СИСТЕМА КОНТРОЛЯ ДЛЯ КОНТРОЛЯ ЗА ГАЗОВЫМ ОГЛУШЕНИЕМ ПТИЦ | 2013 |
|
RU2603916C2 |
| СПОСОБ ЛЕЧЕНИЯ СИНДРОМА "СУХОГО ГЛАЗА" | 2014 |
|
RU2546922C1 |
| РЕАКТОР ТЕРМИЧЕСКОЙ КОНВЕРСИИ | 2012 |
|
RU2488626C1 |
| ГЕНЕТИЧЕСКАЯ ПАНЕЛЬ И СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДРАСПОЛОЖЕННОСТИ ЧЕЛОВЕКА К РАЗЛИЧНЫМ ВИДАМ ФИЗИЧЕСКОЙ РАБОТОСПОСОБНОСТИ | 2006 |
|
RU2339701C2 |
| Арматурный канат | 1986 |
|
SU1432161A1 |

