Данное изобретение относится к устройству для предварительного деформирования одной или более элементарных металлических нитей, образующих стальной армирующий корд. Этот корд в особенности пригоден для армирования композиционных изделий с эластомерной матрицей, таких как шины.
В частности, устройство для предварительного деформирования согласно настоящему изобретению пригодно для работы с металлическими нитями с высоким содержанием углерода, которые предпочтительны для изготовления кордов с большим относительным удлинением.
Выражение "большое относительное удлинение" используется для обозначения способности армирующих элементов растягиваться под нагрузкой, по крайней мере, в исходном состоянии, в значительной степени благодаря применению определенных материалов и/или определенных, конкретно выбранных геометрических форм для обеспечения возможности выполнения определенных операций в процессе изготовления шин и/или обеспечения соответствия условиям использования шин.
В частности, эти корды, называемые "НЕ" (большое относительное удлинение), обеспечивают удлинение при разрыве от 4 до 10%.
Металлическая нить, выходящая из этого устройства для предварительного деформирования согласно изобретению, впоследствии подается на обычную позицию скручивания, известную в данной области техники, где металлические нити, предварительно деформированные таким образом, скручиваются вокруг продольной оси получаемого таким путем корда.
Дополнительная задача настоящего изобретения заключается в создании способа изготовления указанного корда, включающего в себя следующие стадии: предварительное деформирование одной или более элементарных металлических нитей, образующих указанный корд, путем подвергания их остаточной деформации вдоль их продольного направления; скручивание элементарных металлических нитей посредством геликоидального закручивания вокруг продольной оси корда.
Кроме того, настоящее изобретение относится к металлокорду, предпочтительно армирующему корду, полученному посредством предварительного деформирования и последующего скручивания вышеуказанного типа.
Корд, о котором идет речь в данном описании, специально предназначен для использования при изготовлении компонентов шин для автомобилей, но может быть легко применен для производства других изделий, например, таких как трубы для находящихся под высоким давлением текучих сред, ремни, ленточные конвейеры или любые другие изделия, изготавливаемые из композиционного материала на основе эластомера.
Как известно, металлокорды, обычно применяемые для армирования изделий из эластомеров, как правило, изготовлены из нескольких элементарных металлических нитей, геликоидально закрученных вокруг оси, которая совпадает с продольным направлением самих кордов.
Предпочтительно, указанные корды изготавливают с помощью машин для скручивания, содержащих: опорную конструкцию, ротор, присоединенный к указанной опорной конструкции и выполненный с возможностью вращения вокруг заранее заданной оси, люльку, прикрепленную к опорной конструкции по оси качания, которая совпадает с осью вращения ротора, подающие устройства, смонтированные в рабочем положении на указанной люльке и/или снаружи от нее и пригодные для подачи одной или более металлических нитей, поступающих с соответствующих подающих катушек, причем обеспечивается подача указанной одной или более элементарных металлических нитей вдоль соответствующих траекторий скручивания, и предпочтительно, по меньшей мере, одно устройство для предварительного деформирования, воздействующее на одну или более элементарных металлических нитей на части металлических нитей, которая должна поступить на последующую операцию скручивания.
Это устройство для предварительного деформирования воздействует на одну или более элементарных металлических нитей, вызывая остаточную деформацию изгиба, необходимую для поддержания и улучшения последующего расположения металлических нитей по винтовой линии, которое обеспечивает необходимое сохранение конструктивной компактности корда.
Кроме того, важно отметить, что к этим кордам, особенно в случае применения их при производстве шин, как правило, предъявляется требование, заключающееся в том, что эти корды должны обладать высокой механической прочностью и обеспечивать возможность достижения хорошей физико-химической адгезии по отношению к эластомерному материалу, в который они заделаны, а также эффективное проникание указанного материала в пространство, окружающее каждую металлическую нить указанного корда.
Действительно, известно, что для устранения риска возникновения нежелательной коррозии кордов, уже вставленных в шину или находящихся внутри любого изделия, изготовленного из эластомерного материала, очень важно, чтобы элементарные металлические нити, образующие корды, были полностью покрыты на всей протяженности их поверхности эластомерным материалом, в который заделан корд.
Этого результата труднее достичь, когда используются более сложные корды, но он нелегко достигается даже в случае применения кордов, образованных из малого количества элементарных металлических нитей.
Действительно, для придания корду требуемой геометрической и структурной устойчивости, элементарные металлические нити, образующие корд, размещают с большой плотностью, то есть располагают в тесном контакте друг с другом, что приводит к образованию одной или более закрытых полостей внутри корда, которые простираются вдоль продольного направления корда.
Эти полости являются закрытыми, и поэтому эластомерный материал не может проникнуть в них в процессе обычных стадий прорезинивания корда, и вследствие этого коррозия может развиваться внутри закрытых полостей и распространяться вдоль элементарных металлических нитей, образующих корд.
Это означает, что, например, при возникновении надрезов или проколов в конструкции шины или по какой-либо другой причине влага и/или вещества из окружающей среды могут проникать в закрытые полости, неизбежно вызывая быстро развивающийся процесс коррозии элементарных металлических нитей и приводя, тем самым, к значительному снижению конструктивной прочности и стойкости корда и шины.
Кроме того, наличие закрытых полостей, в которые не может проникнуть эластомерный материал, обуславливает сниженную степень сцепления металлических нитей с эластомером, что, в первую очередь, если корды применяются для производства шин, при использовании может вызвать нежелательную тенденцию металлических нитей отделиться от эластомера.
Дополнительный недостаток, вызванный недостаточным прорезиниванием металлических проволок, причиной которого является наличие указанных закрытых полостей, заключается в развитии коррозии при трении металлических нитей, находящихся в контакте друг с другом. Это приводит к неизбежному резкому снижению усталостной прочности металлических нитей и, следовательно, корда.
Попытка решить проблему данного рода, известную в этой области техники, состоит в использовании так называемых "открытых" кордов, в которых металлические нити (как правило, от трех до пяти) удерживают на некотором расстоянии друг от друга в течение всей стадии прорезинивания, причем это выполняется в соответствии с известными методами, заключающимися в приложении к корду растягивающего усилия, не превышающего пяти килограммов, и поддержании такого усилия.
Указанные корды описаны, например, в патенте США 4258543. Эти корды обеспечивают возможность большего проникновения резины между металлическими нитями, образующими корд.
Тем не менее корды, полученные таким способом, создают ряд проблем, особенно в процессе использования, поскольку металлические нити, образующие корды, стремятся отойти друг от друга также и тогда, когда они подвергаются воздействию значительных растягивающих усилий в процессе изготовления шины и при использовании шины. Это обстоятельство вызывает нежелательную геометрическую и структурную нестабильность кордов, что приводит к резкому ухудшению эксплуатационных характеристик шины.
В соответствии с еще одним вариантом осуществления, соответствующим предшествующему уровню техники, используются так называемые корды с двойным диаметром, то есть корды с двумя парами металлических нитей, в которых диаметр металлических нитей первой пары соответствующим образом отличается от диаметра металлических нитей второй пары.
Также известным (см. Европейский патент ЕР 168857) является производство металлокорда, имеющего первую пару элементарных металлических нитей равного диаметра и вторую пару элементарных металлических нитей с диаметром, меньшим по сравнению с диаметром металлических нитей первой пары. Указанные первая и вторая пары подаются в обычную машину для скручивания с внутренним приемом после прохода через круглую головку для предварительного деформирования, в которой металлические нити первой и второй пары расположены по траекториям, которые обеспечивают выполнение различных действий по предварительному деформированию на металлических нитях разных пар.
Следовательно, полученный таким образом корд имеет пару металлических нитей с диаметром большей величины, закрученных по винтовой линии вместе и в контакте друг с другом, при этом каждая металлическая нить из второй пары вставлена между двумя металлическими нитями первой пары и простирается параллельно последним, при этом она расположена на соответствующем расстоянии от них.
Таким образом, можно избежать образования вышеуказанных закрытых полостей в поперечном сечении корда, при этом обеспечивается полное покрытие элементарных металлических нитей эластомерным материалом, используемым во время стадии прорезинивания.
Однако предложенное техническое решение предусматривает, что металлические нити с наименьшим диаметром будут находиться на определенном расстоянии от металлических нитей с наибольшим диаметром также и тогда, когда корд подвергается воздействию растягивающего усилия в процессе использования. Что касается вышеуказанных "открытых" кордов, то это обстоятельство приводит к некоторой геометрической и структурной нестабильности корда, что нежелательно.
Кроме того, очень трудно придать полученному таким образом корду точную и правильную геометрическую конфигурацию в каждой точке его развертывания в продольном направлении, поскольку постоянное взаимное расположение металлических нитей в корде обеспечивается определенным типом используемого устройства для предварительного деформирования, однако, расстояние между металлическими нитями с наименьшим диаметром и металлическими нитями с наибольшим диаметром стремится изменяться случайным образом в различных точках по длине корда как в состоянии покоя, так и в состоянии использования корда.
В соответствии с еще одним способом предварительного деформирования, известным в данной области техники и описанным в вышеуказанном патенте США 4258543, может быть использована роликовая машина для предварительного деформирования. Ролик представляет собой поддерживающий ролик и имеет ряд опорных поверхностей для предварительного деформирования, каждая из которых расположена таким образом, чтобы в рабочем положении входить в контакт с соответствующей элементарной металлической нитью корда.
Эти опорные поверхности для предварительного деформирования представляют собой поверхности проходящих в окружном направлении канавок на поверхности ролика, ширина которых по существу равна диаметру соответствующей элементарной металлической нити, и которые имеют концевую часть с полукруглым профилем, имеющую ось, которая расположена в одной плоскости с осями концевых частей других проходящих в окружном направлении канавок.
Таким образом, предварительное деформирование можно варьировать путем изменения радиуса кривизны указанных канавок или путем регулирования силы натяжения, приложенной к металлической нити. Однако даже это решение создает проблемы, поскольку оказанию предварительного деформирующего воздействия на металлическую нить часто противодействуют динамические растягивающие усилия при скручивании.
Для решения проблемы плохого прорезинивания металлических нитей заданного корда, которое, как было указано выше, может привести к возникновению нежелательных проблем, связанных с коррозией, предлагаемое решение заключается в применении кордов, как правило, образуемых из небольшого количества металлических нитей, при этом, по меньшей мере, одна из элементарных металлических нитей деформирована в процессе предварительного деформирования с тем, чтобы придать ей конфигурацию, которая больше не представляет собой непрерывную линию, а представляет собой соответствующую ломаную линию.
Такой вариант осуществления описан, например, в патенте США 5020312, в соответствии с которым, по меньшей мере, одной металлической нити определенного корда придают зигзагообразную конфигурацию вдоль продольного направления указанного корда.
Это делает невозможным непрерывный контакт между, по меньшей мере, двумя соседними металлическими нитями вдоль продольного направления корда, тем самым приводя к образованию зон, в которых указанные две металлические нити не примыкают друг к другу, то есть входных отверстий, обеспечивающих возможность введения материала для прорезинивания в каждое место сгиба зигзагообразной металлической нити.
В соответствии с идеей, раскрытой в этом документе, одну или более металлических нитей, пригодных для образования определенного корда, разматывают с соответствующих катушек-накопителей и подают к паре противолежащих зубчатых колес, через которые вышеупомянутую одну или более металлических нитей пропускают и предварительно деформируют в осевом направлении, придавая им вышеуказанную зигзагообразную конфигурацию.
Этот вид предварительного деформирования исчерпывающе описан и подробно проиллюстрирован также в патенте США 5581990.
Однако самой большой проблемой, связанной с кордами, изготовленными в соответствии с этим способом изготовления, является заметное разрушение наружных волокон металлических нитей, образующих данный корд, у вершины сгиба. Это обстоятельство приводит к неизбежному и нежелательному снижению значений усталостной прочности указанного корда и, следовательно, к снижению уровня качества шины, при изготовлении которой применяется данный способ.
Кроме того, известно использование устройств для предварительного деформирования, снабженных головками для предварительного деформирования, предназначенными для придания осевой деформации одной или более из указанных металлических нитей. Более конкретно, в патенте США 5319915 описано размещение плоской поверхности, которая проходит параллельно оси металлической нити, перед позицией скручивания. Указанная плоская поверхность выполнена с головками для предварительного деформирования, состоящими из нескольких стержней, расположенных перпендикулярно по отношению к этой плоской поверхности на одинаковых расстояниях друг от друга.
Как показано в патенте США 5722226, указанные стержни могут быть расположены на опорном элементе, который может быть также коническим или цилиндрическим (то есть необязательно плоским) и может быть выровненным или может быть выполнен с соответствующими смещениями для придания металлической нити, подлежащей предварительному деформированию, заданной зигзагообразной конфигурации.
Таким образом, это устройство расположено так, что металлическая нить проходит поочередно над и под указанной последовательностью головок, в то время как все устройство приводится во вращение вокруг его оси, которая параллельна оси металлической нити.
Предложена система скручивания для изготовления металлокорда с хорошим проникновением эластомерного материала между металлическими нитями, образующими указанный металлокорд, а также обладающего хорошей усталостной прочностью по отношению к аналогичным кордам, известным в данной области техники.
В частности, было установлено, что путем оказания плавного деформирующего воздействия при предварительном деформировании, по существу синусоидального, на одну или более металлических нитей, образующих определенный корд, можно добиться того, что корд будет иметь лучшую усталостную прочность, например, по сравнению с кордами, полученными с помощью процесса предварительного деформирования, при котором используются зубчатые колеса.
Более точно, было установлено, что корд согласно изобретению имеет большее удлинение при разрыве, при этом проникновение корда в эластомерный материал существенно улучшается по сравнению с вышеупомянутыми металлическими нитями по предшествующему техническому уровню.
Первый аспект настоящего изобретения относится к устройству для изготовления металлокордов, предназначенных для использования, в частности, для армирования композиционных изделий из эластомеров. Указанное устройство содержит:
опорную конструкцию;
ротор, соединенный с опорной конструкцией и выполненный с возможностью вращения вокруг заранее заданной оси;
люльку, прикрепленную к опорной конструкции по оси качания, которая совпадает с осью вращения ротора;
подающие устройства, смонтированные в рабочем положении на указанной люльке и предназначенные для подачи нескольких элементарных металлических нитей из соответствующих подающих катушек, причем обеспечивается подача указанных элементарных металлических нитей на ротор по траектории скручивания с концевыми участками, совпадающими с осью вращения указанного ротора, и с центральным участком, расположенным на определенном расстоянии от указанной оси вращения;
по меньшей мере, одно устройство для предварительного деформирования, соединенное в рабочем положении с люлькой и воздействующее на одну из указанных элементарных металлических нитей на участке ее, расположенном до первого концевого участка траектории скручивания по ходу движения металлической нити, и отличается тем, что, по меньшей мере, одно устройство для предварительного деформирования выполнено с возможностью придания указанной элементарной металлической нити по существу синусоидального деформированного состояния без острых краев, то есть при этом элементарная металлическая нить развертывается по непрерывной кривой линии без точек резкого перегиба.
Предпочтительно устройство согласно изобретению содержит одно устройство для предварительного деформирования для каждой элементарной металлической нити корда.
Более точно, указанное, по меньшей мере, одно устройство для предварительного деформирования, входящее в устройство по изобретению, содержит первый и второй ролики, прикрепленные к соответствующему опорному элементу и установленные с возможностью свободного вращения вокруг их осей, при этом каждый ролик имеет различные противолежащие стержни, выполненные с возможностью введения их друг между другом на заданное расстояние для деформирования металлической нити с приданием ей синусоидальной формы без острых краев при ее прохождении через пространство между стержнями первого ролика и соответствующими стержнями второго ролика.
Дополнительный аспект настоящего изобретения относится к способу изготовления металлокорда, в особенности предназначенного для армирования композиционных изделий из эластомеров, причем указанный корд содержит, по меньшей мере, две элементарные металлические нити с диаметром предпочтительно от 0,10 до 0,50 мм, причем указанный способ включает в себя следующие стадии:
деформирование, по меньшей мере, одной из указанных элементарных металлических нитей с обеспечением остаточной деформации по существу синусоидальной без острых краев;
скручивание указанных элементарных металлических нитей вместе за счет двойного закручивания по винтовой линии вокруг продольной оси корда.
Дополнительный аспект настоящего изобретения относится к металлокорду, в особенности предназначенному для армирования композиционных изделий из эластомеров, содержащему, по меньшей мере, две элементарные металлические нити, по меньшей мере, одна из которых предварительно деформирована в соответствии со способом по изобретению.
Дополнительный аспект настоящего изобретения относится к шине для колес транспортных средств, содержащей тороидальный каркас, протектор, расположенный на периферии каркаса, пару обращенных в осевом направлении боковин, заканчивающихся бортами, которые армированы бортовой проволокой и соответствующими сердечниками бортов для крепления шины к соответствующему монтажному ободу, причем шина также содержит прорезиненные ткани, армированные металлическими армирующими кордами, содержащими, по меньшей мере, две элементарные металлические нити, которые закручены по винтовой линии вместе и вокруг продольной оси корда, отличающейся тем, что, по меньшей мере, одна из элементарных металлических нитей деформирована с обеспечением остаточной деформации по существу синусоидальной без острых краев.
Лучшее понимание дополнительных признаков и преимуществ настоящего изобретения обеспечивается за счет разъяснения их с помощью дальнейшего подробного описания некоторых предпочтительных вариантов осуществления изобретения, приведенных со ссылкой на сопровождающие чертежи, на которых:
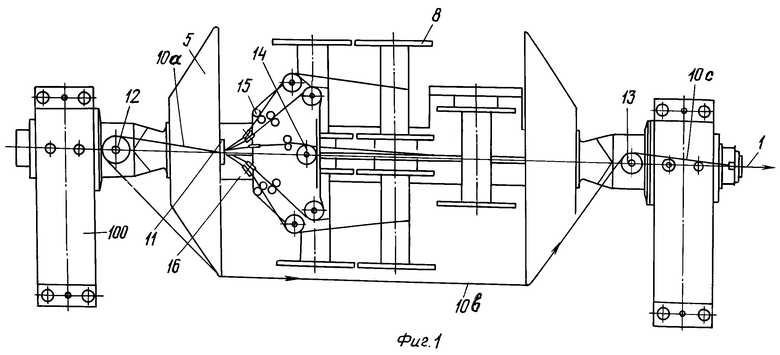
фиг.1 показывает вид сбоку известной машины для скручивания, в которой используется устройство для предварительного деформирования согласно настоящему изобретению;
фиг.2а и 2b подробно иллюстрируют устройство для предварительного деформирования согласно настоящему изобретению соответственно на виде сверху и частичном виде сбоку;
фиг.3 показывает частичное поперечное сечение шины, выполненной с составляющими ее элементами, содержащими армирующие корды согласно изобретению.
На вышеуказанных фигурах ссылочный номер 1 обозначает в целом металлический армирующий корд, предназначенный для использования, в особенности в композиционных изделиях из эластомеров, в частности в шинах для автомобилей, согласно настоящему изобретению.
Сам по себе известным образом корд 1 содержит несколько элементарных металлических нитей, изготовленных из стали с содержанием углерода от 0,65 до 0,98% и с диаметром от 0,10 до 0,50 мм, закрученных по винтовой линии вдоль продольной оси корда.
Тем не менее сталь, которая является предпочтительным материалом благодаря ее механическим свойствам, имеет недостаток, заключающийся в недостаточном прилипании к вулканизированному эластомерному материалу. Следовательно, для обеспечения хорошего прилипания к эластомерному материалу сталь, как правило, покрывают слоем соответствующего материала. Этим покрывающим материалом предпочтительно является латунь. Тем не менее могут быть использованы другие материалы для образования покрытия, такие как сплавы, содержащие Cu, Zn, Ni, Co, Mn. В предпочтительном случае наличию латунного покрытия адгезии способствует образование в процессе вулканизации бисульфидных мостиков (-S-S-) между эластомерной матрицей и медью, которая, будучи компонентом латуни, покрывает металлический армирующий элемент.
Известные способы покрытия металлического элемента слоем латуни могут быть разделены на две группы: нанесение гальванического покрытия и образование диффузионного покрытия. Первый способ включает в себя нанесение электролитического покрытия из меди и цинка, в то время как второй включает в себя нанесение электролитического покрытия из одного или более слоев меди на сталь с последующим нанесением электролитического покрытия из слоя цинка и термообработкой с целью обеспечения диффузии цинка в слои меди, в результате чего образуется слой латуни.
Таким образом, эти металлические нити предпочтительно покрывают латунью, в состав которой входит от 30 до 40 вес.% цинка и от 70 до 60 вес.% меди, более предпочтительно 32,5 вес.% цинка и 67,5 вес.% меди для образования слоя латуни, равного приблизительно 0,25 мкм ±0,05.
Лучшее понимание особых признаков и конструктивных элементов корда 1 согласно изобретению может быть обеспечено с помощью нижеприведенного описания, относящегося как к используемому устройству для изготовления корда, так и к способу его изготовления.
На фиг.1 показан пример машины для скручивания, пригодной, в частности, для образования корда, состоящего из 5 элементарных металлических нитей.
Машина для производства металлического армирующего корда 1 содержит в известной конфигурации опорную конструкцию 100, к которой ротор 5 присоединен с возможностью вращения, при этом ротор приводится во вращение посредством двигателя или аналогичных устройств (не показанных). Кроме того, люлька (не показанная на фигуре) соединена с опорной конструкцией и может качаться вокруг оси вращения ротора 5. Несколько подающих катушек 8 закреплены в рабочем положении на люльке. На каждой из катушек намотана, по меньшей мере, одна элементарная металлическая нить указанного корда 1.
Кроме того, к катушкам 8 подсоединены соответствующие устройства для разматывания (они не показаны потому, что они известны сами по себе и являются традиционными), которые смонтированы на люльке для того, чтобы соответствующим образом направлять элементарные металлические нити, поступающие с катушек 8.
Элементарные металлические нити на выходе из люльки известным образом подаются на ротор 5 по заранее заданной траектории скручивания, вдоль которой образуется корд 1 за счет вращения, сообщаемого ротору 5 посредством двигателя или эквивалентного устройства, в сочетании с усилием по приведению корда в движение, действующим на него со стороны принимающих устройств (они не показаны, так как они являются известными и не имеют отношения к объему изобретения).
Более точно, траектория скручивания включает в себя первый концевой участок 10a, по существу совпадающий с осью вращения ротора 5 и ограниченный первым вращающимся передаточным устройством 12, неподвижно прикрепленным к ротору 5, и собирающим блоком 11 известной конструкции, состоящим из пластины с пятью отверстиями, постоянно прикрепленной к люльке и, следовательно, неподвижной.
Проходя вдоль этого первого концевого участка 10а, металлические нити подвергаются первому скручиванию по винтовой линии вокруг оси вращения ротора 5 под действием вращательного тягового усилия, действующего со стороны ротора на первое вращающееся передаточное устройство 12.
За первым вращающимся роликом 12 по ходу движения металлические нити проходят вдоль центрального участка 10b траектории скручивания, проходящего вдоль длины ротора 5 и радиально смещенного по отношению к оси вращения ротора с тем, чтобы не задевать люльку 7, и доходящего до второго передаточного устройства 13, стационарно прикрепленного к ротору на аксиально противоположном конце.
В завершение, траектория скручивания имеет второй концевой участок 10с, по существу совпадающий с осью вращения ротора 5 и проходящий за второе вращающееся передаточное устройство 13. На этом втором концевом участке под действием вращательного тягового усилия, действующего со стороны ротора 5 на второе вращающееся передаточное устройство 13, выполняется второе скручивание элементарных металлических нитей, в результате чего завершается образование корда 1, который постепенно вытягивается из машины для скручивания с помощью вышеуказанных принимающих устройств.
Отношение между частотой вращения ротора 5, предпочтительно составляющей от 2000 до 6000 об/мин, и скоростью вытягивания корда и, следовательно, элементарных металлических нитей, образующих корд, которая предпочтительно составляет от 60 до 250 м/мин, определяет величину шага скручивания, то есть шага, с которым указанные элементарные металлические нити закручены по винтовой линии в готовом корде 1.
В предпочтительном варианте осуществления изобретения указанный шаг скручивания поддерживают на уровне значений от 3 до 50 мм, предпочтительно от 6 до 30 мм, более предпочтительно - равным 16 мм.
Нижеуказанные элементы расположены в рабочем положении последовательно друг за другом для каждой элементарной металлической нити вдоль траектории движения элементарных металлических нитей внутри люльки и более точно - до собирающего блока 11 по ходу движения металлических нитей: вращающееся передаточное устройство 14, устройство 15 для предварительного деформирования согласно изобретению (оно подробно показано на фиг.2) и вращающееся передаточное устройство 16, состоящее из блока, повернутого на 90° по отношению к паре роликов по изобретению; при этом указанный повернутый блок предназначен для направления и перемещения металлической нити, выходящей из устройства 15 для предварительного деформирования, к собирающему блоку 11.
Как показано на фиг.2а, устройство 15 для предварительного деформирования согласно настоящему изобретению содержит пару роликов 200 и 201, предпочтительно представляющих собой пару стальных пластин, прикрепленных к соответствующему опорному элементу 202 и выполненных с возможностью свободного вращения вокруг их осей. Каждый ролик имеет различные противолежащие стержни 203 и 204, предназначенные для вхождения друг между другом на заранее заданное расстояние с тем, чтобы вызывать осевую деформацию и одновременно деформацию изгиба в металлической нити, проходящей через пространство между стержнями первого ролика 200 и соответствующими стержнями второго ролика 201, при этом деформирование металлической нити происходит при вышеупомянутом проникании, обеспечиваемом за счет движения вышеуказанной пары роликов, приводимых во вращение металлической нитью.
Более точно, продольная ось вышеуказанного опорного элемента предпочтительно расположена перпендикулярно направлению перемещения металлической нити, которая должна подвергаться заданной операции предварительного деформирования.
Вышеуказанные ролики 200 и 201 прикреплены к указанному опорному элементу 202 и являются противолежащими, так что первый ролик 200 удерживается в фиксированном положении по отношению к указанному опорному элементу 202, но может свободно вращаться вокруг своей оси, проходящей перпендикулярно к продольной оси L опорного элемента.
Второй ролик 201 из этой пары, напротив, предпочтительно выполнен с возможностью перемещения вдоль прямолинейной направляющей 205, выполненной на опорном элементе и расположенной параллельно продольной оси L опорного элемента так, чтобы обеспечить возможность точной установки второго ролика 201 относительно первого ролика с помощью соответствующей градуированной шкалы 206 и тем самым обеспечить возможность сближения роликов из указанной выше пары или удаления их друг от друга.
Кроме того, как было упомянуто выше, каждый ролик 200 и 201 устройства для предварительного деформирования согласно настоящему изобретению выполнен с множеством стержней 203 и 204 соответствующей длины, проходящих перпендикулярно к поверхности пластины ролика и расположенных последовательно друг за другом на некотором расстоянии друг от друга по периферийному профилю ролика в соответствии с заранее заданным шагом, определяемым расстоянием между осями двух следующих друг за другом стержней.
Как показано на фиг.2b, которая иллюстрирует частичный вид сбоку устройства 15 для предварительного деформирования согласно изобретению, для обеспечения возможности взаимного проникания стержней, имеющихся на указанной паре роликов, необходимо, чтобы они были расположены на разных расстояниях от продольной оси L опорного элемента, то есть поверхности пластин указанных роликов находятся в двух разных плоскостях Р1 и Р2, параллельных друг другу и параллельных плоскости, в которой проходит продольная ось L опорного элемента 202.
Кроме того, для обеспечения вышеуказанного проникания стержни 203 и 204, выполненные на первом ролике 200 и втором ролике 201, должны быть расположены на противоположных поверхностях пластин, так что в процессе вращения указанных роликов соответствующие стержни находятся во взаимно противоположных положениях.
Более точно, расстояние, на которое стержни пары роликов проникают друг между другом, является переменным и регулируется путем смещения второго перемещаемого ролика 201 ближе или дальше с помощью вышеуказанной прямолинейной направляющей 205. Эта регулировка выполняется с помощью градуированной шкалы 206, которая градуирована таким образом, чтобы можно было задать расстояние, на которое проникают стержни, и, следовательно, степень предварительного деформирования металлической нити, достигаемую на выходе из устройства для предварительного деформирования согласно настоящему изобретению.
Следовательно, расстояние, на которое проникают стержни, представляет собой величину смещения, продольного по отношению к опорному элементу 202, второго перемещаемого ролика 201 в направлении первого ролика 200, который является неподвижным.
В частности, указанное расстояние, на которое проникают стержни, представляет собой расстояние D между осью первого стержня 203, принадлежащего стационарному ролику 200, и осью второго стержня 204 на перемещаемом ролике 201. Указанный второй стержень 204 расположен следом за первым стержнем, так что вышеуказанное расстояние D измеряется в зоне проникания указанных первого и второго стержней. Указанная зона определяет траекторию предварительного деформирования указанной металлической нити.
В завершение следует указать на то, что машина для скручивания содержит устройство для натяжения (натяжной барабан), устройство для приема изготовленного корда и обычные устройства для выпрямления металлических нитей, такие как устройство для ложного кручения, предназначенные для устранения остаточного напряжения в готовом корде. Эти устройства не показаны, поскольку они являются известными, обычными и не имеют особого отношения к задачам изобретения.
В соответствии с дополнительным вариантом осуществления изобретения операцию скручивания выполняют таким образом, чтобы гарантировать, что, по меньшей мере, одна металлическая нить данного корда будет подвергнута предварительному деформированию согласно настоящему изобретению, в то время как остальные металлические нити указанного корда могут быть обработаны, как описано в ранее опубликованных материалах, представляющих предшествующий уровень техники. Например, указанные остальные металлические нити могут быть подвергнуты предварительному деформированию путем использования роликовой машины для предварительного деформирования, такой как описана в вышеуказанном патенте США 4258543.
Устройства 15 для предварительного деформирования согласно настоящему изобретению применимы ко всем типам известных систем скручивания, например к системе, обеспечивающей двойную крутку, или системе скручивания за счет расположения. Более точно, система с двойной круткой может иметь внутренний прием (если катушка для приема готового изделия расположена внутри люльки, между роторами) или наружный прием (если подающие катушки расположены внутри люльки, в то время как катушка для приема готового изделия находится снаружи люльки). Система скручивания за счет расположения отличается от системы, обеспечивающей двойную крутку, поскольку в машинах в такой системе каждый оборот ротора соответствует одному шагу скручивания, в то время как в машине для обеспечения двойной крутки каждый оборот роторов соответствует перемещению, равному двум шагам скручивания. Следовательно, различие между этими двумя системами обусловлено их различной производительностью.
В соответствии с предпочтительным вариантом осуществления изобретения ролики, используемые в устройстве для предварительного деформирования, являются полностью идентичными, то есть они имеют одинаковый диаметр, одинаковое количество стержней, и стержни, используемые на обоих роликах, имеют одинаковый диаметр.
С помощью устройства 15 для предварительного деформирования, благодаря его конструкции, можно получить металлическую нить с по существу синусоидальной волнистой деформированной конфигурацией на плоскости, которая параллельна плоскостям Р1 и Р2, в которых расположены поверхности пластин роликов, и находится между этими плоскостями Р1 и Р2. Указанная металлическая нить не имеет острых краев, острых выступов или надрезов на своей поверхности. Элементарная металлическая нить, проходящая через стержни двух роликов, подвергается воздействию переменного деформирующего усилия, приводящего к деформации, определяемой круглой формой стержней, и вследствие этого не имеет участков с вышеуказанными краями, выступами или надрезами, которые можно обнаружить, например, на наружной поверхности металлических нитей, которые проходят через пару зубчатых колес согласно предшествующему уровню техники. Действительно, указанные зубчатые колеса вследствие их геометрического соответствия неизбежно надрезают поверхность металлической нити во время захвата, который происходит во время перемещения металлической нити при предварительном деформировании. Как упомянуто выше, этот захват приводит к возникновению напряжений в металлической нити.
В таблице I приведены основные технические и конструктивные параметры одного варианта осуществления устройства 15 для предварительного деформирования согласно настоящему изобретению. В соответствии с данным вариантом осуществления ролики устройства согласно изобретению имеют одинаковый диаметр, одинаковое количество стержней и стержни одинакового диаметра. Однако возможны другие варианты осуществления, например, могут быть предусмотрены ролики, имеющие стержни с различными диаметрами.
Наиболее подходящие значения параметров машины следует определять для конкретного случая использования в соответствии, например, с заданной степенью предварительного деформирования металлической нити, диаметром металлической нити (от 0,10 до 0,50 мм) и заданными значениями характеристик готового корда. Кроме того, важно подчеркнуть, что тяговое усилие, прикладываемое к корду, также зависит от точного выбора параметров способа в соответствии с характеристиками используемых машин, например, углами закручивания, частотой вращения роторов, шагом скручивания.
Также важно отметить, что для изготовления корда и, следовательно, прорезиненной ткани, содержащей указанный корд и имеющей хорошие показатели эластичности, предпочтительно подвергнуть все металлические нити, образующие указанный корд, операции предварительного деформирования согласно изобретению.
Однако, если основное требование заключается в проникновении резины внутрь корда, может оказаться достаточным предварительно деформировать ограниченное количество металлических нитей, образующих корд. Это количество может быть определено на основе общего числа металлических нитей, образующих корд, и заданной степени проникновения.
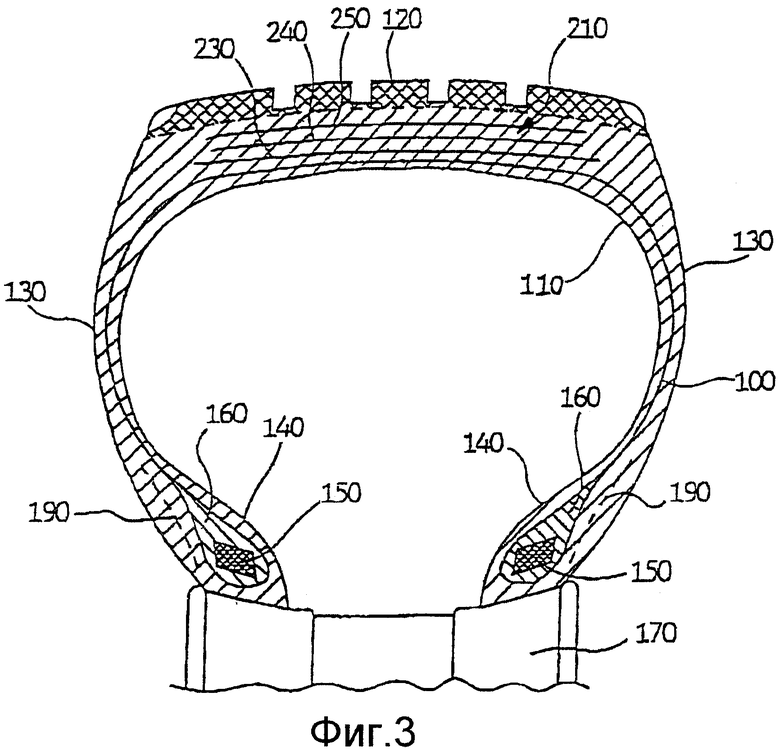
На фиг.3 показана шина общего типа, содержащая прорезиненные ткани, снабженные армирующими кордами согласно изобретению. Как показано на этой фигуре, шина, к которой относится изобретение, содержит каркас 100, предпочтительно покрытый внутри воздухонепроницаемым листом резины 110, протектор 120, расположенный на периферии этого каркаса, пару обращенных в аксиальном направлении боковин 130, заканчивающихся бортами 140, которые армированы бортовой проволокой 150 и соответствующими сердечниками 160 бортов для крепления указанной шины к соответствующему монтажному ободу 170. Шина может дополнительно включать в себя усиливающие края 190 и, в случае шин с радиальным каркасом, также брекерную структуру 210, вставленную между каркасом и протектором.
Каркас 100 содержит один или более слоев каркаса, прикрепленных к указанной бортовой проволоке 150, например, обернутых вокруг указанной бортовой проволоки изнутри в направлении наружу. Слой или слои каркаса могут быть образованы отрезками прорезиненной ткани, армированной текстильными или металлическими кордами, заделанными в прорезиненную ткань.
Брекерная структура 210 содержит два брекера 230 и 240, перекрывающих друг друга в радиальном направлении, и третий брекер 250, расположенный радиально снаружи по отношению к первым двум.
Брекеры 230 и 240 образованы отрезками прорезиненной ткани, включающей в себя металлокорды, параллельные друг другу в каждом брокере и пересекающиеся с металлокордами соседних брекеров, наклоненных предпочтительно симметрично по отношению к экваториальной плоскости шины под углом от 10 до 30°, при этом брекер 250 предусмотрен с кордами, которые ориентированы в окружном направлении, то есть под углом 0° относительно указанной экваториальной плоскости. Этот брекер 250 может быть образован, в частности для шин для грузовых автомобилей и т.п., парой лент, расположенных симметрично относительно экваториальной плоскости шины. Для шин для грузовых автомобилей может быть использован дополнительный брекер (не показанный на чертеже), расположенный радиально снаружи по отношению к брекерной структуре 210 и снабженный армирующими кордами, наклоненными относительно экваториальной плоскости под углом от 10 до 70°, и этот брекер обычно называют "слоем брекерного пояса".
Аналогичным образом, другие конструктивные элементы шины могут быть образованы отрезками прорезиненной ткани с соответствующими армирующими кордами, наклоненными относительно осевого, радиального и/или окружного направлений шины согласно техническим требованиям. Например, в вышеуказанном усиливающем крае 190 используются корды, наклоненные по отношению к осевому направлению под углом, составляющим от 30 до 60°.
Образец корда (5×0,35, с шагом 16 мм, то есть корда, образованного путем соединения пяти металлических нитей с диаметром, равным 0,35 мм) был изготовлен согласно способу по изобретению. Металлические нити, образующие указанный корд, были изготовлены из стали с содержанием углерода, составляющим 0,7%. Кроме того, указанные металлические нити были рациональным образом покрыты латунью путем нанесения электролитического покрытия в соотношении 3,74 г латуни на 1 кг стали; процентное содержание меди в латуни предпочтительно составляло 64,4%. Устройство 15 для предварительного деформирования согласно изобретению, использованное для получения указанного образца корда, имело стержни с диаметром 1,5 мм для получения металлической нити с волнистой (синусоидальной) формой с шириной, равной 0,75 мм, и шагом, равным 3,25 мм.
В нижеприведенной таблице II представлены результаты, полученные заявителем при проведении сравнительных испытаний для корда 5×0,35, подвергнутого предварительному деформированию в соответствии с известным способом, при котором используются зубчатые колеса, и аналогичного корда, предварительно деформированного в соответствии со способом по изобретению, подробно описанным выше. Значения, приведенные в таблице II, представляют собой средние значения, полученные путем определения среднего арифметического из множества значений, полученных в результате испытаний, проведенных заявителем.
Испытания для определения предела прочности при растяжении и удлинения при разрыве были проведены как на оголенном корде, так и на корде, заделанном в эластомерную матрицу и подвергнутом вулканизации согласно способам, не описываемым здесь, поскольку они, как правило, известны из предшествующего уровня техники.
Испытание на усталость при изгибе, известное как испытание FFF (Firestone Flexion Fatigue) или тест Уоллеса (Wallace test), было проведено на ленте из прорезиненной ткани. Указанная лента подверглась изгибу в течение ряда циклов изгиба, осуществленных путем перемещения ленты из ткани вокруг ролика с соответствующими размерами при надлежащим образом выбранной предварительной нагрузке, связанной с размерами армирующих кордов в образце ткани.
Вышеуказанное испытание было проведено на ленте из прорезиненной ткани, армированной металлокордами, расположенными с плотностью, составляющей 100 кордов на дециметр, путем приложения к ролику предварительной нагрузки 150 фунтов-силы (68 кг) с помощью рычажного механизма и посредством использования ролика с диаметром, равным 50 мм. Этот рычажный механизм обеспечивал приложение к ролику и, следовательно, к образцу силы, противоположной по направлению и равной указанному весу. Образец был установлен в заданное положение, и испытание состояло в подсчете циклов приложения тягового усилия, осуществленных посредством вышеуказанного знакопеременного движения. Испытание заканчивалось при разрыве образца.
Испытание, связанное с прониканием в ткань, состояло в измерении степени проникания резины между металлическими нитями, образующими указанный корд, и в определении качества эластомерного покрытия вокруг каждой из указанных металлических нитей, которое образуется в результате данного проникания. Подходящую воронку, предпочтительно изготовленную из стекла, устанавливали вверх дном на дно резервуара, содержащего этиловый спирт. Эта воронка имела шкалу вдоль цилиндрической ножки и заканчивалась на свободном конце указанной ножки всасывающим устройством, как правило, приводимым в действие оператором. Работа всасывающего устройства вызывала подъем этилового спирта в цилиндрической ножке до заранее заданного уровня, называемого нулевым уровнем. На этой стадии образец, подлежащий исследованию, состоящий из полоски описанного выше типа с размерами 5×5 см, погружали в резервуар и размещали у входа в воронку. Этиловый спирт обладает способностью вытеснять воздух, который может содержаться в эластомерной матрице, и замещать его. Это обстоятельство приводило к тому, что уровень этилового спирта в ножке со шкалой понижался относительно вышеуказанного нулевого уровня. Это измерение позволяло определить объем воздуха, содержавшегося в эластомерном материале, в который были заделаны металлические нити, и, следовательно, степень проникания резины между металлическими нитями, образующими корд. Это испытание проводилось как на сыром образце, так и на вулканизированном образце.
При анализе числовых данных, приведенных в таблице II, становится очевидным, что данный корд, полученный в соответствии со способом по изобретению, имеет значительно лучшие физико-химические свойства по сравнению с аналогичным кордом, полученным в соответствии со способом скручивания, при котором применялось устройство для предварительного деформирования с зубчатыми колесами.
В случае корда по изобретению относительное удлинение корда при разрыве имеет существенно большую величину, это же относится к усталости при изгибе, параметры которой существенно улучшаются. Это приводит к получению корда с улучшенными механическими свойствами по сравнению с предшествующим уровнем техники.
Кроме того, достигнутые результаты подтверждают обеспечение большего проникания резины и достижение значительно большего относительного удлинения при разрыве, результатом чего является большая эластичность корда. Это особенно желательно, когда данные корды применяются в качестве армирующих кордов для эластомеров, используемых для производства шин.
Из результатов, достигнутых заявителем, вытекает, что: более высокая степень проникания стержня и, следовательно, более высокая степень предварительного деформирования металлических нитей, образующих корд, соответствуют большему относительному удлинению корда.
Испытания проводились, главным образом, на корде 1×5×0,35, полученном способом скручивания согласно изобретению. Указанный корд оказался особенно пригодным для использования его для формирования, например, так называемого брекерного слоя в брекерных поясах для шин, работающих при больших нагрузках и т.п., предпочтительно используемых в условиях бездорожья.
Важно отметить, что корды, полученные согласно изобретению, могут применяться в качестве армирующих кордов для эластомерной структуры любого типа, предназначенной для использования при производстве шин, при этом эти корды особенно предпочтительны для эластомеров, требующих корда с большим относительным удлинением, например, в усиливающих краях 190, показанных на фиг.3.
Было отмечено, что, действительно, относительное удлинение корда 1×5×0,35 при разрыве было явно большим по сравнению с относительным удлинением при разрыве корда 3×4×0,22, широко используемым на практике. Указанный корд состоит из трех стренг, каждая из которых образована четырьмя металлическими нитями диаметром 0,22.
Более точно, относительное удлинение при разрыве оголенного корда 3×4×0,22 составляет 5,5%, и эта величина снижается до приблизительно 3% после вулканизации. В случае корда по изобретению, напротив, корд 5×0,35 имеет относительное удлинение при разрыве, равное приблизительно 6% также после вулканизации. Как было указано выше, это обстоятельство позволяет предпочтительно использовать данные корды в слоях брокеров для шин, которые работают при тяжелых нагрузках и которые должны поглощать случайные толчки, которые могут возникать при работе в условиях бездорожья.
Кроме того, корд по изобретению является особо предпочтительным также с точки зрения затрат, времени изготовления изделия и производительности способа согласно изобретению, поскольку для изготовления корда 3×4×0,22 обязательно требуются два рабочих цикла с очень ограниченными шагами скручивания (в частности, равными 3,15 мм для каждой стренги и равными 6,3 мм для готового корда), в то время как корд согласно изобретению получают за один рабочий цикл, и он имеет больший шаг скручивания (в частности, равный 16 мм).
Кроме того, изготовление корда 5×0,35 вместо корда 3×4×0,22 обеспечивает возможность выполнения процесса вытягивания с более мягким режимом, что позволяет сэкономить рабочее время и уменьшить износ используемого оборудования.
Устройство и способ предназначены для изготовления металлокордов. Устройство содержит опорную конструкцию, ротор, соединенный с опорной конструкцией и выполненный с возможностью вращения вокруг заранее заданной оси, люльку, прикрепленную к опорной конструкции по оси качания, которая совпадает с осью вращения ротора, подающие устройства, смонтированные в рабочем положении на люльке и предназначенные для подачи нескольких элементарных металлических нитей из соответствующих подающих катушек. Обеспечивается подача элементарных металлических нитей на ротор по траектории скручивания с концевыми участками, совпадающими с осью вращения ротора, и с центральным участком, расположенным на расстоянии от оси вращения. Устройство также содержит, по меньшей мере, одно устройство для предварительного деформирования, соединенное в рабочем положении с люлькой и выполненное с возможностью воздействия, по меньшей мере, на одну из элементарных металлических нитей на участке ее, расположенном до первого концевого участка траектории скручивания по ходу перемещения металлической нити, и, по меньшей мере, одно устройство для предварительного деформирования, деформирующее элементарную металлическую нить таким образом, что она приобретает по существу синусоидальную волнообразную форму при наложении ее на плоскость. Способ изготовления металлокорда включает в себя следующие стадии: деформирование, по меньшей мере, одной из элементарных металлических нитей с обеспечением остаточной деформации, по существу синусоидальной волнообразной формы при наложении ее на плоскость; скручивание элементарных металлических нитей вместе посредством двойного закручивания по винтовой линии вокруг продольной оси корда. Устройство и способ обеспечивают получение металлокорда высокой прочности. 4 с. и 4 з.п. ф-лы, 3 ил., 2 табл.
| US 5581990 A, 10.12.1996 | |||
| US 5327713 A, 12.07.1994 | |||
| Преформатор к канатовьющей машине | 1986 |
|
SU1362763A1 |
| Транспортное средство | 1986 |
|
SU1497098A1 |

