Изобретение относится к способу изготовления герметичных вводов домовых выпусков и подобных подводящих труб в канализационные каналы, при котором для получения герметичного соединения впадающей в канал трубы со стенкой канала в зону места ввода впадающей в соответствующий канал трубы помещают отверждающуюся расширяющуюся уплотнительную массу, внутреннее пространство впадающей трубы за пределами места ввода и вблизи него закрывают в направлении стороны притока этой трубы посредством вложенной в нее шайбы, баллона и т. п., место ввода закрывают также в направлении внутреннего пространства канала, и ограниченное таким образом пространство заполняют уплотнительной массой, причем уплотнительной массой с внутренней стороны данной впадающей трубы заполняют также полости, имеющиеся в зоне места ввода за пределами внутренней поверхности канала, после чего удаляют отвержденную уплотнительную массу, имеющуюся на пути потока, через впадающую трубу и этот путь потока делают сквозным, причем имевшиеся прежде вокруг этого пути потока полости остаются заполненными отвержденной уплотнительной массой.
При изготовлении, а также при санировании канализационных систем изготовлению герметичных вводов домовых выпусков и подобных подводящих труб в канализационные каналы или в главную канализационную линию придается большое значение, поскольку вытекающие сточные воды могут вызвать загрязнение грунтовых вод, чего следует избегать в любых случаях. Различные обстоятельства или условия могут привести к значительным трудностям, если должны быть изготовлены герметичные вводы домовых выпусков и подобных подводящих труб в канализационные каналы, причем такие затрудняющие работу обстоятельства связанны с плохой в большинстве случаев доступностью мест ввода; каналы или главные канализационные линии, в которые впадают домовые выпуски, и подобные подводящие трубы, в основном, не имеют возможности хождения в них и находятся, кроме того, как правило, под проезжими частями, которые часто стеснены по площади и имеют высокую плотность движения; это требует отказа, по возможности, от раскопок и освобождения мест ввода при изготовлении или герметизации вводов рассматриваемого здесь рода, поскольку к относительно высоким затратам, вызванным подобными раскопками, добавляются и другие расходы, вытекающие из необходимости регулирования дорожного движения, например устройства объездов.
Уже предлагались различные способы изготовления вводов домовых выпусков и подобных подводящих труб в канализационные каналы, которые, однако, лишь не полностью отвечают поставленной цели, а именно, надежному изготовлению хорошо герметизированных вводов рассматриваемого здесь рода без необходимости для этого больших затрат труда. Так, заявка ФРГ N 3700883 в выполненных с возможностью хождения в них каналах, снабженных для санирования облицовкой из выгнутых плит, предусматривает для получения герметичных вводов подводящих труб размещения между стенкой канала и облицовкой охватывающего место ввода рукавного фартука, заполненного раствором; размещение такого фартука почти невозможно, если данный канал, как это бывает в большинстве случаев, не является доступным, а кроме того, приходится считаться с тем, что заполняющий рукавный фартук раствор не прижимает фартук достаточно плотно во всех местах герметизации и в соответствии с этим могут возникнуть небольшие неплотности. Международная заявка N 0403773 во избежание проникновения вытекающих из подводящей трубы сточных вод в имеющуюся между стенкой канала и внутренней трубой щель предусматривает в месте ввода боковой подводящей трубы в санированный внутренней трубой канализационный канал размещение в месте ввода между внутренней трубой и стенкой канала кольцеобразных или рукавных уплотнений. Размещение таких уплотнений является сложным делом, и такой способ предполагает, кроме того, чтобы образующая боковое присоединение труба сидела в стенке канала достаточно плотно; если эта плотная посадка не обеспечена, то сточные воды могут вытекать в окружающий грунт, что, вне сомнения, является недостатком. В международной заявке N 0350802 описан способ, при котором для санирования трубопроводов, в которые сбоку впадают подводящие трубы, например, из домовых выпусков, в главный трубопровод помещают внутреннюю трубу и кольцевое пространство, образованное между первоначальной стенкой трубы и внутренней трубой, заливают растворной массой. Затем изнутри помещенной внутренней трубы в местах ввода путем удаления стенки внутренней трубы и слоя раствора создают отверстия и образуют таким образом снова сквозное соединение между вводами и главной линией. При этом соединение подводящих труб с главной линией остается, как правило, в первоначальном состоянии и не изменяется даже при возникновении умеренных эксцентриситетов при вырезании отверстий; в случае необходимости рассматривается нанесение тонкого слоя синтетической смолы на боковые поверхности перехода; основательного санирования возможных дефектов при размещении подводящих труб на главной линии этот способ не предусматривает.
При другом способе, описанном в патенте США N 4728223, после размещения внутренней трубы в главной линии в этой трубе в тех местах, в которых в главную линию впадают подводящие трубы, вырезают отверстия, затем в месте ввода в подводящие трубы помещают заполнитель, входящий почти внутрь помещенной в главную линию внутренней трубы, после чего кольцевое пространство между внутренней трубой и стенкой главной линии заполняют заполняющей массой. Особая обработка места соединения подводящей трубы с главной линией, которая устранила бы возможные повреждения в этой зоне, не предусмотрена.
Способ санирования старых каналов путем размещения новых внутренних труб из пластика описан в патенте США N 4245970. При этом зону ввода впадающих в главный канал боковых труб заполняют заполняющей массой посредством сопла, проходящего через надуваемое уплотнительное кольцо. Затем с помощью механически приводимого во вращение режущего инструмента во внутренней трубе вырезают сквозное отверстие. Полости, трещины или щели, которые могут быть в месте ввода, герметизируются при этом часто недостаточно.
Целью настоящего изобретения является создание способа упомянутого выше рода, при помощи которого с минимальными затратами могут быть получены надежные герметичные вводы, причем способ пригоден как для изготовления или санирования вводов и санирования подводящих труб при исправном канале или главной линии, так и для выполнения подобных работ в сочетании с санированием канала или главной линии путем помещения внутренней трубы в канал или главную линию.
Способ согласно изобретению отличается тем, что перед помещением уплотнительной массы в месте ввода край ввода расширяют посредством фрезерования проходящего вдоль этого края углубления, при этом в случае необходимости, после того как был сделан сквозным путь потока через впадающую трубу, на внутреннюю поверхность ввода наносят покрывающий слой из прочного или отверждающегося, нерастворимого, коррозионностойкого и к старению материала. Эти операции позволяют хорошо достичь поставленной выше цели. Простым образом между впадающими в канал домовыми выпусками и подобными подводящими трубами и стенкой канала может быть изготовлено герметичное и прочное соединение, причем имеющиеся в этой зоне повреждения, например выкрашивания, переходные щели и трещины и т.п., а также дефекты, возникающие за счет смещений между домовыми выпусками и подводящими трубами и вводными отверстиями в стенке канала, могут быть заполнены или устранены с высокой степенью надежности и заменены и, тем самым, санированы посредством уплотнительной массы. Домовые выпуски и подобные подводящие трубы снабжены в имеющихся системах часто на некотором удалении от канала или главной линии слоем штукатурки. В этом случае устройство для нанесения уплотнительной массы может быть особенно просто размещено в соответствующем домовом выпуске или подводящей трубе.
При наличии смещений между концом домового выпуска или подводящей трубы со стороны канала и отверстием, выполненным в месте ввода в стенке канала, и в случае необходимости также при наличии более серьезных повреждений в стенке канала в месте ввода предпочтительной является форма осуществления способа согласно изобретению, отличающаяся тем, что находящуюся в канале внутреннюю трубу при расширении края ввода фрезеруют в соответствии с этим расширением и при необходимости также соответственно фрезеруют имеющееся заполнение кольцевого пространства между стенкой канала и внутренней трубой, при этом ввод перед размещением уплотнительной массы снабжают покрытием на внутренней стороне канала. Такое фрезерование может быть произведено как изнутри канала или главной линии, так и изнутри домового выпуска или подводящей трубы. При этом в случае необходимости на внутренней стороне места ввода может быть предусмотрено покрытие. Предпочтительный вариант последней формы осуществления отличается тем, что сначала край стенки канала фрезеруют для расширения места ввода, затем в канал помещают внутреннюю трубу, образующую также покрытие места ввода, после чего в месте ввода размещают уплотнительную массу. При этом оптимально, если после помещения внутренней трубы и перед размещением уплотнительной массы в месте ввода кольцевое пространство между стенкой канала и внутренней трубой заполняют заполняющим материалом.
Способ согласно изобретению обеспечивает также в отношении выполнения расположенного со стороны ввода конца домового выпуска или подводящей трубы в месте ввода в канал или главную линию преимущества, заключающиеся в отсутствии необходимости точной обработки расположенного со стороны ввода края домового выпуска или подводящей трубы в соответствии с изгибом стенки канала в месте ввода. Эта относительно сложная пространственная форма совмещения может быть автоматически изготовлена при удалении или фрезеровании пути потока из домового выпуска в канал. Это является значительным упрощением труда. Соответствующая этому форма осуществления способа согласно изобретению отличается тем, что домовой выпуск или подводящую трубу с оставлением промежутка между ее концом со стороны ввода и внутренней стенкой канала ведут к каналу и этот промежуток перекрывают путем размещения в месте ввода отверждающейся уплотнительной массы и удаления уплотнительной массы, имеющейся на пути потока, через этот впадающий домовый выпуск или подводящую трубу. Особенно предпочтительно, если этот способ применяется тогда, когда имеющийся выпуск или подводящая труба должен быть снабжен внутренней трубой. Соответствующее усовершенствование способа отличается тем, что в имеющийся домовый выпуск или подводящую трубу вдвигают внутреннюю трубу меньшего диаметра, причем оставляют промежуток между ее концом со стороны ввода и внутренней стенкой канала, и внутренняя труба образует позднее путь потока через данный домовый выпуск или данную подводящую трубу, при этом кольцевое пространство между этой внутренней трубой и окружающим ее домовым выпуском или подводящей трубой в зоне конца этой внутренней трубы со стороны ввода заполняют размещенной в месте ввода отверждающейся уплотнительной массой.
В отношении механической прочности и повышенной надежности против повреждений стенок облицовывающей канал внутренней трубы и в отношении хорошего сцепления уплотнительной массы в месте ввода с этой внутренней трубой оптимальная форма осуществления возникает тогда, когда канал облицовывают внутренней трубой, выполненной в виде двухстенной трубы, обе стенки которой соединены между собой множеством радиальных перемычек, при этом во внешней стенке этой двухстенной трубы в зоне места ввода выполняют отверстия или, преимущественно частично, удаляют эту стенку и при размещении уплотнительной массы в месте ввода ее направляют также между перемычками и к внутренней стенке двухстенной трубы.
Изобретение поясняется со ссылкой на примеры, изображенные на чертежах.
На на фиг. 1-5 в разрезе изображены примеры отрезков канала, содержащих ввод трубы, причем каждая из фигур разделена на несколько частей, обозначенных на чертеже с добавлением букв a, b, c, d к данной фигуре (например, фиг. 1); каждая фигура относится при этом к одному примеру или форме осуществления способа согласно изобретению, причем на частях фигуры изображены различные последовательные этапы способа. Чертежи представлены в сугубо схематичном виде и, в частности, в отношении сечений или диаметров каналов и возможных щелей, трещин и промежутков их не следует рассматривать масштабно.
Можно предположить, что в изображенных на фиг. 1-3 формах осуществления способа предусматриваемое на внутренней стороне стенки канала покрытие, ограничивающее заполняемое уплотнительной массой пространство, образовано помещенной в канал или имеющейся внутренней трубой, причем такая внутренняя труба при необходимости в процессе санирования стенки канала, осуществляемого совместно с изготовлением герметичных вводов, может быть помещена в канал.
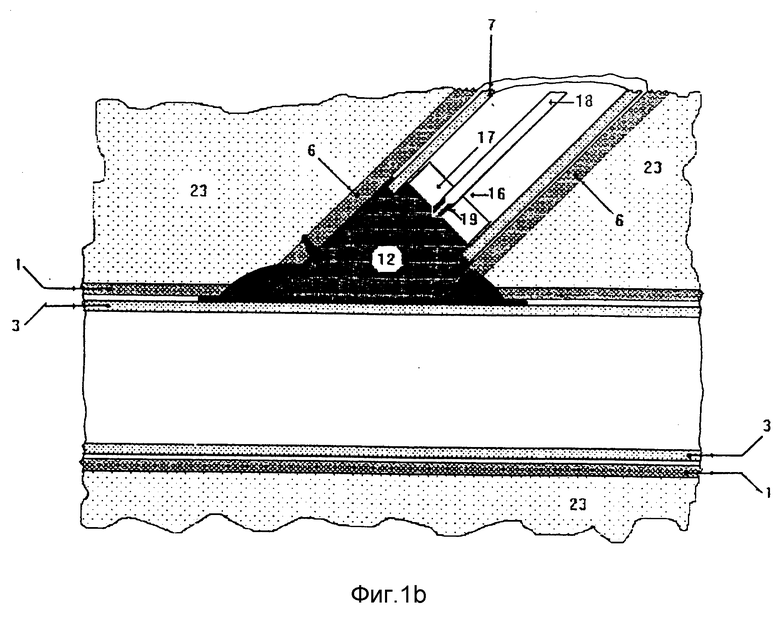
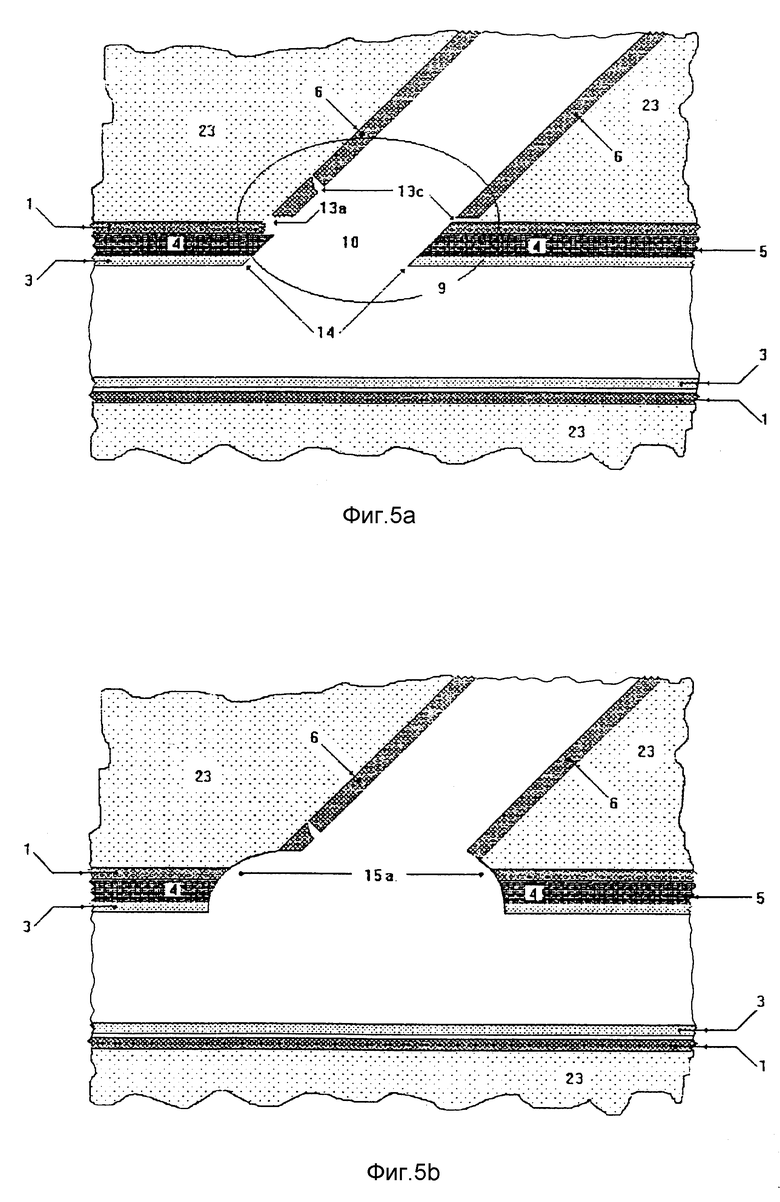
На фиг. 1a изображен канал 1, проходящий в грунте 23. Домовый выпуск 6 впадает в канал 1 в зоне места 9 ввода, называемого также "зона домового выпуска". В месте 9 ввода имеются различные повреждения, например выкрашивания 13a, переходные щели 13b и трещины 13c. Для санирования повреждений в зоне стенки канала 1 в него помещена внутренняя труба 3, а для санирования повреждений в зоне домового выпуска 6 в него помещают внутреннюю трубу 7. Край ввода выпуска расширяют посредством фрезерования углубления 15a, показанного штрихпунктиром. За счет этого имеющиеся в месте 9 ввода выкрашивания, щели и трещины в значительной степени устраняются. Это фрезерование производят с помощью робота-фрезеровщика, введенного через домовый выпуск 6.
Для создания герметичного соединения, впадающего в канал 1 выпуска 6, полости, имеющиеся в зоне 9 ввода за пределами внутренней поверхности канала, заполняют отверждающейся уплотнительной массой 12 (фиг. 1b), причем она заполняет также углубление 15a и возможные оставшиеся повреждения, например трещины 13c. Уплотнительной массой заполняют упомянутые полости с помощью устройства 16 впрыска, содержащего подающий трубопровод 18 и сопло 19 впрыска. Устройство 16 вводят через внутреннюю трубу 7 домового выпуска 6. Для обеспечения полного заполнения полостей внутреннее пространство трубы 7 за пределами места 9 ввода закрывают в направлении ее стороны притока предусмотренной на устройстве 16 шайбой 17, выполненной целесообразно с возможностью радиального расширения, причем предварительно помещенная в канал 1 внутренняя труба 3 образует покрытие, закрывающее место 9 ввода на внутренней стороне стенки канала 1. Предпочтительно внутреннюю трубу 7 домового выпуска ведут не до внутреннего пространства канала 1, а оставляют промежуток между концом трубы 7 со стороны ввода и внутренней стенкой канала 1, и этот промежуток перекрывают путем размещения отверждающейся уплотнительной массы 12, заполняющей полости в месте 9 ввода. Для последующего удаления отвержденной уплотнительной массы с целью освобождения пути потока через домовый выпуск в месте ввода через внутреннюю трубу 7 внутрь канала 1 продвигают соответствующее внутреннему диаметру трубы 7 фрезерное устройство 20 или соответствующее сверлильное или режущее устройство и удаление отвержденной уплотнительной массы производят в соответствии с цилиндрической формой 15, изображенной на фиг. 1c штриховой линией, причем внутреннюю трубу 3, стенка которой в месте 9 ввода к моменту размещения уплотнительной массы 12 еще закрыта, сфрезеровывают за одну операцию соосно с внутренним пространством трубы вместе с уплотнительной массой, находящейся на пути потока, через выпуск 6. Таким образом в продолжении внутренней трубы 7 возникает образованное отвержденной уплотнительной массой герметичное соединение 11, которое проходит от конца трубы 7 со стороны ввода внутрь канала 1. Этим достигается подгонка формы края подводящего трубопровода, образованного трубой 7, к форме периферии канала 1, что исключает необходимость сложной обработки конца трубы 7 со стороны ввода. Наружный диаметр трубы 7 в случае формы осуществления способа на фиг. 1a-1c немного меньше внутреннего диаметра санируемого домового выпуска 6, и происходит герметизация кольцевой щели между выпуском 6 и трубой 7 посредством проникающей в щель уплотнительной массы 12. Она может заполнять также щели между стенкой канала 1 и помещенной в него внутренней трубой 3.
При удалении уплотнительной массы для образования пути потока через домовый выпуск во внутренней трубе 3 образуется соосное с внутренним пространством трубы 7 отверстие 14 (фиг. 1c), и углубление 15a или повреждения в зоне места 9 ввода остаются заполненными уплотнительной массой. Уплотнительная масса остается также в щели между внутренней трубой 3 и внутренней стенкой канала 1, что препятствует проникновению сточных вод между каналом 1 и внутренней трубой 3 в зоне места 9 ввода. На фиг. 1c фрезерное устройство 20 показано в отведенном назад положении после образования с его помощью цилиндрической фрезерованной выемки 15, обозначенной штриховой линией. Для образования этой выемки не требуется особого управления при продвижении вперед устройства 20, поскольку оно может скользить вдоль стенки трубы 7 или двигаться вперед. Достаточно медленно продвигать или перемещать устройство 20 или его фрезерную головку от стороны притока через заполненную уплотнительной массой зону места ввода. Длина такой выемки 15, образуемой в отвержденной уплотнительной массе 12, составляет на практике максимум полметра.
Вместо фрезерования уплотнительного материала 12 может применяться другая техника съема, например сверление или резка. Проникновение уплотнительной массы в разветвления имеющихся в месте 9 ввода полостей можно управлять путем выбора давления впрыска и состава уплотнительной массы. Расширяющиеся уплотнительные массы являются предпочтительными. Особенно предпочтительной является уплотнительная масса в виде отверждающейся в присутствии влаги, вытесняющей воду, и быстро упрочняющейся двухкомпонентной пены на основе синтетической смолы, причем особенно подходит пенополиуретан, который разбухает и за счет этого "расползается", подобная пена проникает даже в царапины шириной 0,1 мм и отверждается в виде материала, имеющего значительную статическую прочность. При этом предпочтительно выбирать такой тип подобного пеноматериала, который стоек к старению и к бытовым химикалиям, а также к химическому воздействию находящихся в грунте веществ и, конечно же, является влагонепроницаемым. Такой разбухающий пенополиуретан прилегает к ограничивающим его поверхностям с относительно большим давлением, препятствует таким образом проникновению воды на поверхность соприкосновения и остается при этом в определенной степени эластичным, так что он может воспринимать также небольшие относительные смещения, особенно не ухудшая этим плотного прилегания пены. Такие свойства достигаются и другими материалами, однако, в настоящий момент с такими свойствами без проблем могут быть приобретены прежде всего пенополиуретаны.
В отношении закрывания заполняемого уплотнительной массой пространства в зоне места 9 ввода в направлении стороны притока выпуска 6 имеются различные возможности. Так, например, на устройстве 16 впрыска вместо радиально расширяющейся шайбы 17 можно предусмотреть надувной баллон или подобные запорные устройства, причем надувной баллон обеспечивает также преимущества в отношении ввода устройства 16 через трубу 7, поскольку его в ненадутом состоянии легко направлять через узкие места и изгибы.
После извлечения из домового выпуска 6 устройства, используемого для создания пути потока из трубы 7 в канал 1 или его внутреннюю трубу 3, в частности фрезерного устройства 20, в месте 9 ввода образуется герметичное соединение 11 между трубой 7 и внутренним пространством канала 1 или его внутренней трубой 3.
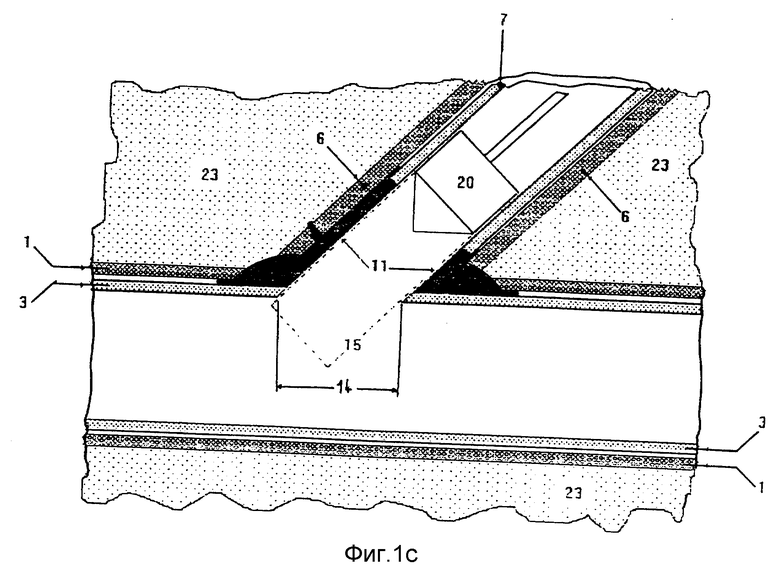
В изображенных на фиг. 2a, 2b этапах формы осуществления способа, при котором в месте 9 ввода образуют расширяющее край ввода углубление 15a, предусмотрено помещение в санируемый канал 1 внутренней трубы 3a, которая выполнена двухстенной, причем обе стенки этой трубы соединены между собой множеством радиальных перемычек, так что стенка трубы 3a состоит, в целом, из большого числа закрытых друг от друга камер. Труба с такой структурой имеет при относительно небольшой массе высокую механическую стабильность и обеспечивает также повышенную стойкость к нежелательным перфорациям стенок. В зоне места 9 ввода домового выпуска 6 во внешней стенке трубы 3a выполняют отверстия 3 или частично удаляют эту стенку, за счет чего уплотнительная масса, помещаемая в процессе выполнения способа в имеющиеся в месте 9 ввода полости, может проникать в открытые за счет шлицев 3 камеры трубы 3a и хорошо сцепляться в ней (фиг. 2). При помещении уплотнительной массы заполняются полости в месте 9 ввода аналогично описанной выше форме осуществления способа. После отверждения уплотнительной массы ее часть на пути потока из домового выпуска 6 в канал 1 удаляют, причем для этого снова предпочтительным является фрезерование с помощью направляемого через выпуск 6 фрезерного устройства. Таким образом возникает изображенный на фиг. 2 в разрезе герметичный ввод домового выпуска 6 в канал 1 или его внутреннюю трубу 3a. При этом в рамках процесса фрезерования, как уже пояснялось с помощью предыдущей формы осуществления способа, также в трубе 3a образуется соответствующее вводное отверстие 10 за счет удаления стенки или обеих стенок трубы 3a в месте ввода. Шлицеобразные отверстия 3 можно выполнить перед помещением трубы 3a в канал 1 или же с помощью соответственно управляемого робота-фрезеровщика, введенного через домовый выпуск 6 в зону места 9 ввода при уже имеющейся на месте трубе 3a.
При необходимости можно также у изображенной на фиг. 2a, 2b формы осуществления способа вдвинуть в выпуск 6 внутреннюю трубу 7, причем такая труба 7 может быть при необходимости выполнена двухстенной. Также имеется возможность использования двухстенной внутренней трубы 3a и в других формах осуществления способа. При таком двухстенном выполнении внутренней трубы 7 возникает также преимущество хорошей анкеровки ее конца со стороны ввода в уплотнительной массе, поскольку последняя без проблем затекает до первой перемычки между обеими стенками такой трубы.
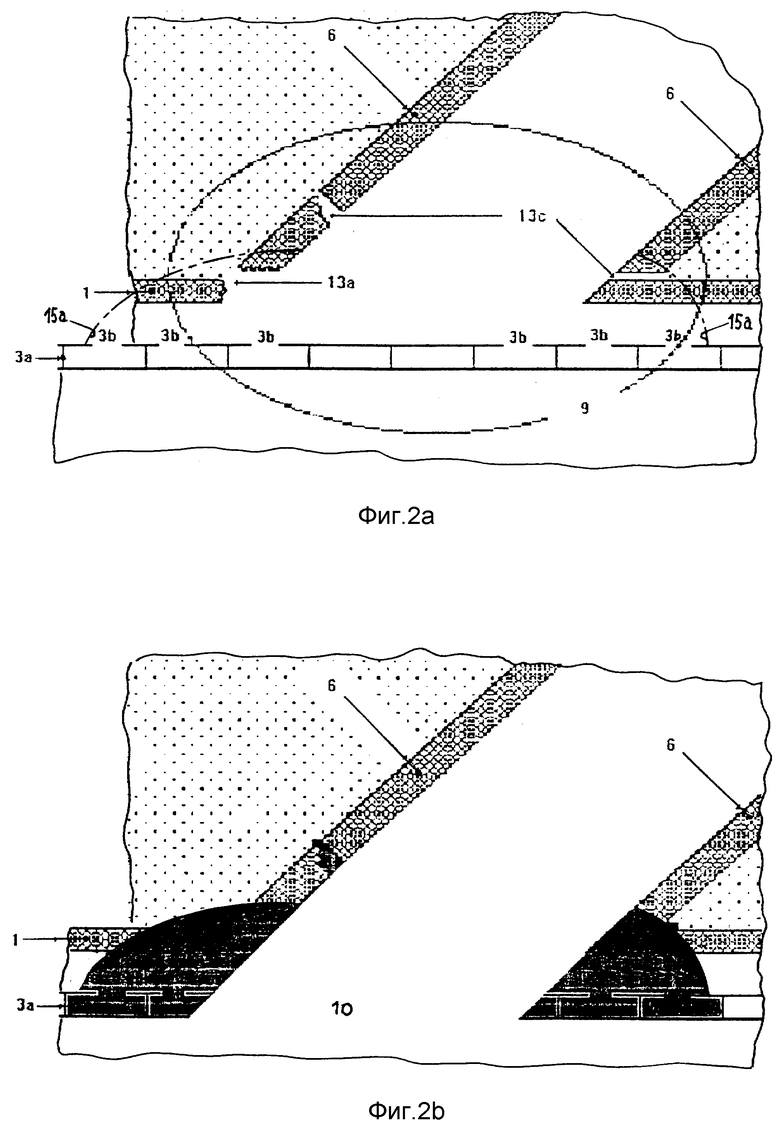
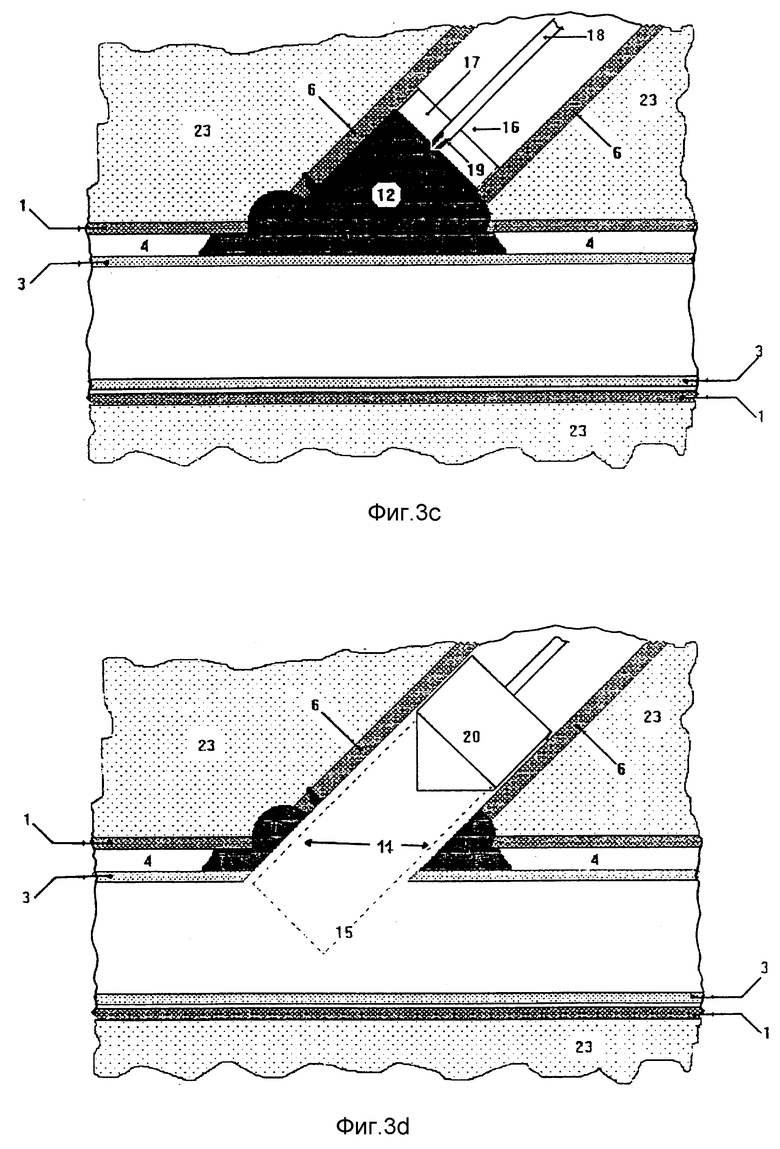
На фиг. 3a-3b изображены этапы другой формы осуществления способа. Здесь, как и описано выше, перед помещением уплотнительной массы в месте ввода край ввода снабжают посредством фрезерования расширяющим углублением 15a, причем за счет углубления могут быть удалены, с одной стороны, повреждения, имеющие неблагоприятную для проникновения уплотнительной массы форму, а именно узкие щели, к которым примыкают лежащие за ними полости, а с другой стороны, также боковые смещения 13 домового выпуска 6 относительно выполненного в стенке канала 1 вводного отверстия, и создается место для уплотнительной массы 12, а это обеспечивает то преимущество, что степень возможной деформации отвержденной уплотнительной массы увеличивается за счет ее большего объема. Фрезерованное углубление 15a изготовляют с помощью введенного через домовый выпуск 6 робота-фрезеровщика, причем стенка внутренней трубы 3, помещенной в канал 1, сначала может быть закрыта в месте 9 ввода.
Форма осуществления способа на фиг. 3a-3c показывает, что даже при заметно меньшем относительно внутренней поверхности канала 1 наружном сечении помещенной в него внутренней трубы 3 эта труба может образовать покрытие, закрывающее место ввода на внутренней стороне стенки канала, не требуя для этого заполнения кольцевого пространства 4 заполняющим материалом 5. Такая форма осуществления рассматривается в том случае, когда канал 1 и внутренняя труба 3 имеют достаточную статическую стабильность или прочность. При помещении уплотнительной массы 12 с помощью подаваемого через домовый выпуск 6 устройства 16 впрыска имеющиеся в зоне места 9 ввода полости и, тем самым, углубление 15a, а также кольцевое пространство 4 в зоне места 9 ввода заполняются уплотнительной массой 12, причем расстояние, на которое она затекает в кольцевое пространство 4, может быть отрегулировано за счет соответствующей настройки параметров течения или отверждения массы 12 и за счет используемого давления впрыска. За счет затекания уплотнительной массы 12 в кольцевое пространство 4 вокруг места 9 ввода создается также опора для внутренней трубы 3 в канале 1, что имеет особое преимущество для прочного герметичного соединения между домовым выпуском 6 и каналом 1 или его внутренней трубой 3. Затем с помощью фрезерного устройства 20 может быть освобожден путь потока из домового выпуска 6 в канал 1 или его внутреннюю трубу 3 за счет выполнения цилиндрической фрезерованной выемки 15, причем образуется также герметичное соединение между домовым выпуском 6 и внутренней трубой 3 канала 21 (фиг. 3d). При этом следует указать также на то, что в этом окончательном состоянии ввода образованное во внутренней трубе 3 вводное отверстие соосно с домовым выпуском 6, т.е. устранено первоначальное боковое смещение. При необходимости также и здесь может быть предусмотрена внутренняя труба 7 домового выпуска. Описанная последней форма осуществления способа может быть модифицирована таким образом, что углубление 15a изготовляют до помещения внутренней трубы 3 в канал 1 и трубу 3, образующую покрытие полостей места ввода со стороны канала, помещают в канал лишь после изготовления расширяющего углубления 15a. Можно также заполнять при необходимости кольцевое пространство 4 между стенкой канала 1 и внутренней трубой заполняющим материалом до заполнения уплотнительной массой полостей в месте ввода.
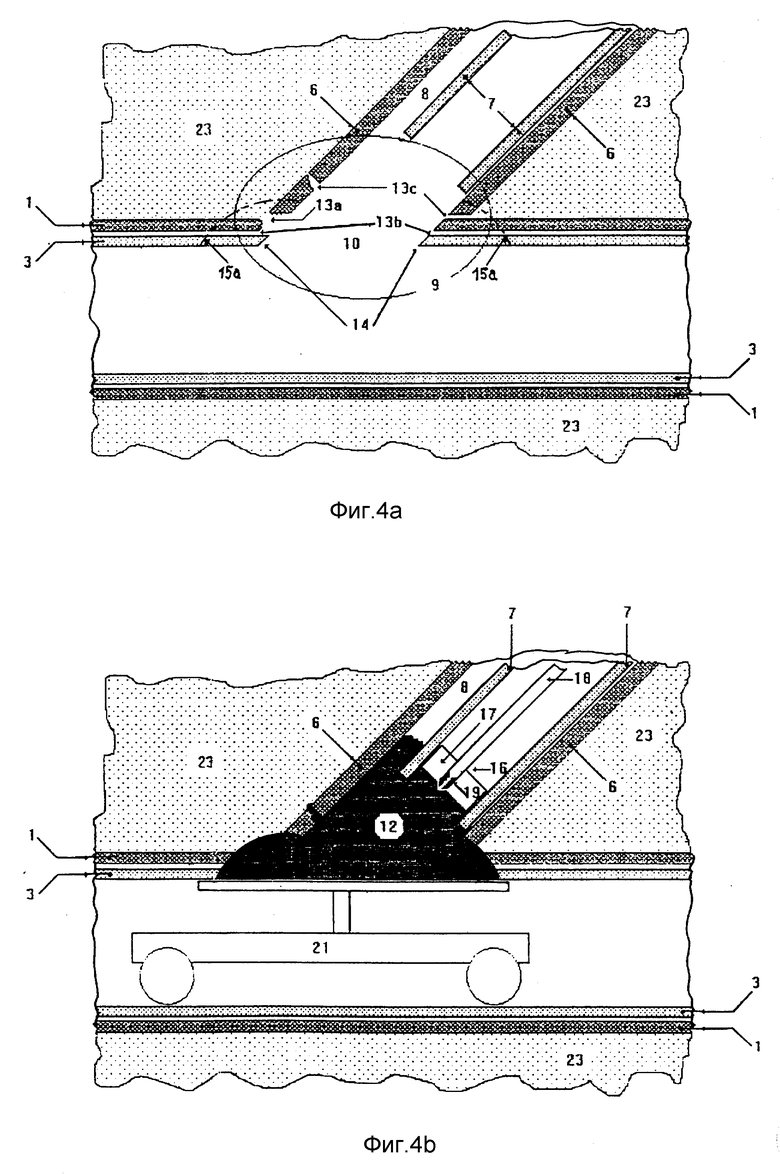
Другая форма осуществления способа схематично изображена на фиг. 4a-4c. Речь при этом идет о санировании места 9 ввода в канал 1, уже санированный прежде за счет помещения внутренней трубы 3. На вводном отверстии 10, к которому примыкает домовый выпуск 6, внутренняя труба 3 снабжена вводным отверстием 14. В зоне места 9 ввода имеются повреждения, а именно выкрашивания 13a, переходные щели 13b и трещины 13c, требующие санирования. Как и в предыдущих формах осуществления способа, сначала в зоне места 9 ввода фрезеруют углубление 15a, проходящее также по внутренней трубе 3. Кроме того, домовый выпуск 6 необходимо санировать путем помещения внутренней трубы 7. Последняя имеет значительно меньший диаметр, чем домовый выпуск 6, так что между ними остается кольцевое пространство 8. Отверстие 14 закрывают внутрь канала закрывающим устройством 21, а затем с помощью запорного устройства 17, предусмотренного на устройстве 16 впрыска, направляемого через трубу 7, эту трубу закрывают в направлении ее приточной стороны. После этого с помощью устройства 16 в полости в зоне места 9 ввода помещают уплотнительную массу 12. После ее отверждения закрывающее устройство 21 и устройство 16 впрыска с запорным устройством 17 удаляют и через внутреннюю трубу 7 вводят фрезерное устройство 20, с помощью которого от трубы 7 в трубе 3 изготовляют соосное с ней вводное отверстие, причем, как схематично изображено на фиг. 4c, изготовляют фрезерованную выемку 15, направляющую внутрь трубы 3. После этого образуется герметичное соединение 11 между внутренними трубами 7 и 3.
Эта форма осуществления способа позволяет исключить необходимость формования сложным образом края трубы 7 за счет ее соответствующего позиционирования путем расположения ее конца со стороны ввода на расстоянии от стенки канала 1.
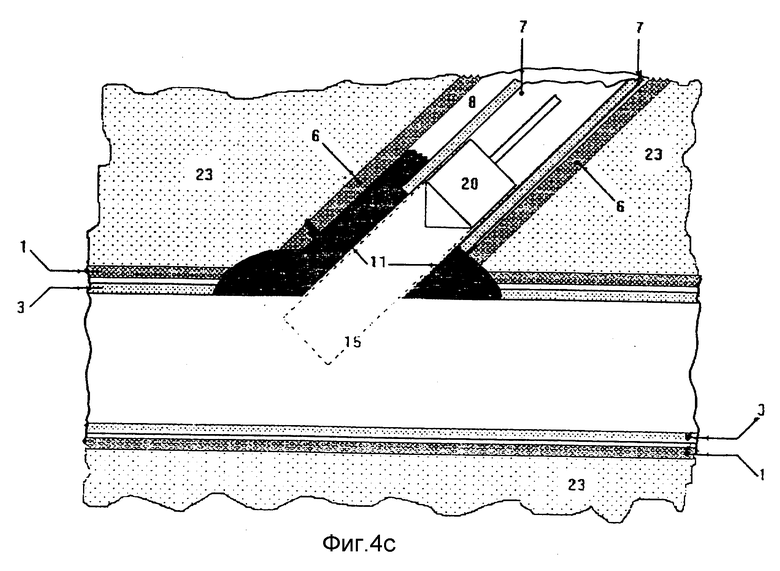
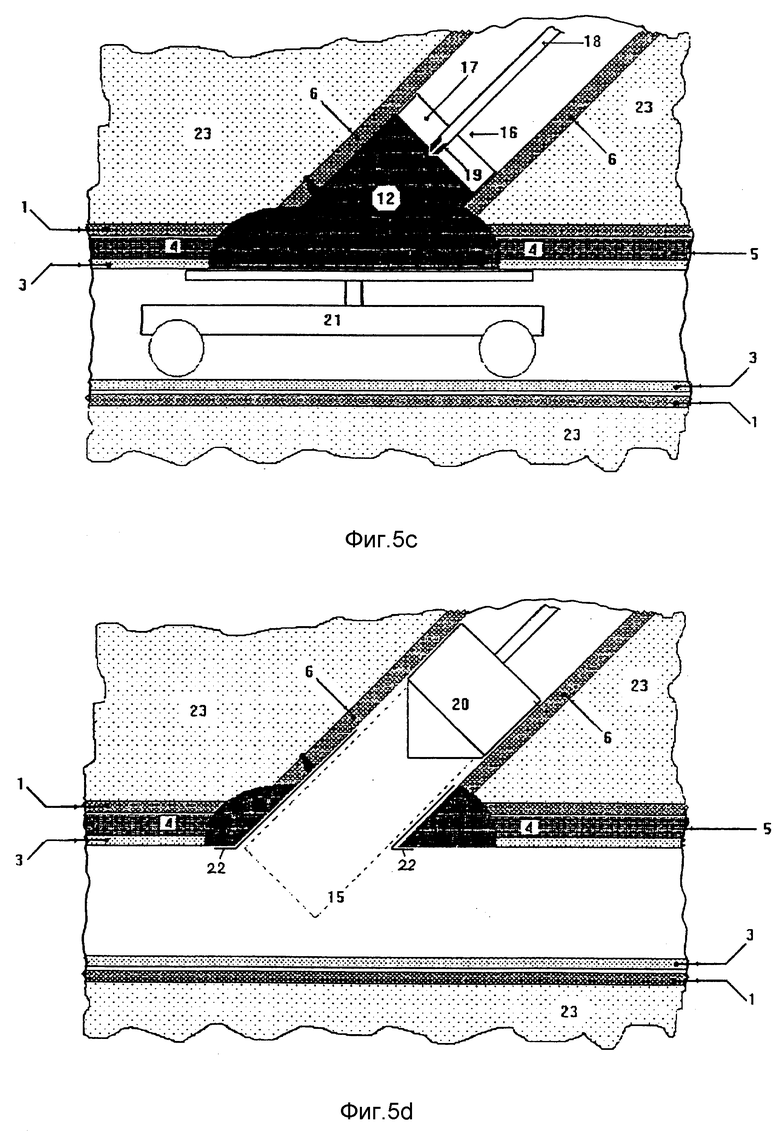
В другой форме осуществления способа, изображенной в виде отдельных этапов на фиг. 5a-5d, санируют поврежденное место ввода домового выпуска 6 в канал 1, уже санированный прежде путем помещения в него внутренней трубы 3, так что после этого образуется герметичный ввод домового выпуска 6 в канал 1 или его внутреннюю трубу 3. Служащая для облицовки канала 1 труба 3 имеет в этом случае заметно меньшее наружное сечение, чем сечение внутренней поверхности канала 1. Кольцеобразный промежуток 4 между наружной стороной трубы 3 и внутренней стороной канала 1 заполнен заполняющим материалом 5, что обозначается среди специалистов выражением "заглушено". Край вводного отверстия 10 в стенке канала 1 сначала расширяют путем фрезерования углубления 15a, в результате чего удаляется также часть повреждений, а именно выкрашиваний 13a и трещин 13c. Одновременно с этим расширяют отверстие 14 во внутренней трубе и соответственно этому удаляют находящийся там заполняющий материал 5. Затем полость в зоне места 9 ввода закрывают в направлении внутреннего пространства трубы 3 закрывающим устройством 21, а домовый выпуск 6 в направлении его стороны притока запирают запорным устройством 17, после чего с помощью устройства 16 впрыска, содержащего подающий трубопровод 18 и сопло 19 впрыска, заполняют закрытую таким образом полость уплотнительной массой 12, заполняющей также углубления 15a и возможные оставшиеся повреждения. При этом обращенный к месту ввода край заполняющего материала 5, находящегося в кольцевом пространстве 4 между стенкой канала и внутренней трубой 3, также закрывается уплотнительной массой 12, защищающей его от корродирующего воздействия сточных вод. Углубления 15a могут быть изготовлены роботом-фрезеровщиком, направляемым через трубу 3 или домовый выпуск 6 к месту работы в зоне места 9 ввода. При необходимости в этой форме осуществления способа можно предусмотреть внутреннюю трубу для санирования домового выпуска 6. После отверждения уплотнительной массы 12 закрывающее устройство 17, устройство 16 впрыска и запорное устройство 17 удаляют, и путем съема с помощью фрезерного устройства 20 уплотнительного материала, находящегося на пути потока из домового выпуска 6 во внутреннюю трубу 3, выполняют фрезерованную выемку 15, изготовляя таким образом герметичный ввод домового выпуска 6 в канал 1 или его внутреннюю трубу 3.
Если требуется особенно высокая коррозионная стойкость и стойкость к старению поверхностей стенок труб, оставшихся в месте 9 ввода и лежащих на пути потока сточных вод, и нет возможности использовать соответствующий материал для уплотнительной массы, например, поскольку она должна отвечать другим требованиям, таким как особенно хорошая деформируемость, можно, как изображено на фиг. 5d, по завершении процесса съема, при котором делается сквозным путь потока из домового выпуска 6 в канал 1, нанести на внутреннюю поверхность ввода покрывающий слой 22 из прочного или отверждающегося, нерастворимого, коррозионностойкого и стойкого к старению материал. Это относится ко всем формам осуществления изобретения.
Способ может найти применение при строительстве и ремонте канализационных систем. Для образования герметичного соединения впадающей в канал трубы с его стенкой край ввода расширяют посредством фрезерования проходящего вдоль этого края углубления, а полости, имеющиеся в зоне места ввода за пределами внутренней поверхности канала, заполняют изнутри впадающей трубы отверждающейся уплотнительной массой. Отвержденную уплотнительную массу, имеющуюся на пути потока, через впадающую трубу удаляют и делают путь потока сквозным, причем полости вокруг этого пути потока остаются заполненными отвержденной уплотнительной массой. При необходимости на внутреннюю поверхность ввода наносят покрывающий слой. Иэобретение повышает надежность канализационной системы. 6 з.п.ф-лы, 16 ил.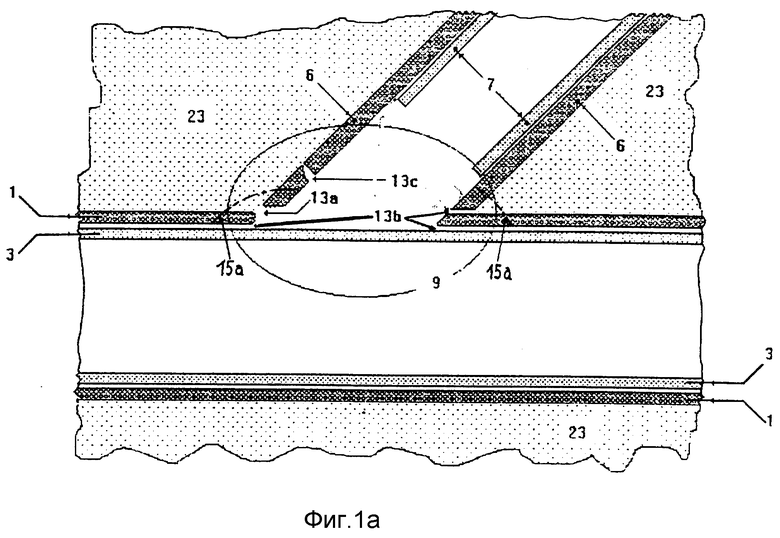
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 4245970 A, 20.01.81 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 4728223 A, 01.03.88 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ транспортирования сточной жидкости | 1990 |
|
SU1789619A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для выпуска сточных вод | 1981 |
|
SU962487A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖЕЛЕЙНОГО МАРМЕЛАДА | 2003 |
|
RU2262247C2 |
