Настоящее изобретение относится к области нетрадиционных станочного оборудования и способов механической обработки, основанных на выдавливании вязкоупругой среды, содержащей диспергированный абразивный материал, на поверхности заготовки, в частности на внутренние поверхности отверстий, водоводов и других внутренних конструкций. Такие технологии находят широкое применение, например, для полировки впускных каналов коллекторов, головок и каналов цилиндров двигателей внутреннего сгорания для уменьшения сопротивления потоку и для достижения сбалансированного течения рабочих жидкостей к каждому цилиндру.
Предшествующий уровень техники
Абразивная струйная механическая обработка является нетрадиционным способом механической обработки, в соответствии с которым вязкоупругую среду, с диспергированными частицами абразивного материала продавливают через или выдавливают вдоль поверхности заготовки для абразивной обработки этой поверхности. Действие абразива при абразивной струйной механической обработке аналогично воздействию, которое имеет место при механической обработке, например, при опиливании, шлифовке, притирке, полировке или хонинговании, где выдавливаемая вязкоупругая среда проходит через или вдоль заготовки как "цилиндрическая шлифовальная головка". Эта шлифовальная головка становится самоформующейся массой, согласующейся с поверхностью заготовки, когда ее выдавливают под давлением через ограниченный канал, обрабатывая в соответствии с этим выбранные области заготовки.
Хотя абразивная струйная механическая обработка отчасти подобна другим абразивным технологиям, в которых текучие среды используют для таких же целей как среду для переноса абразивного материала в виде дисперсии (например, гидродинамическая механическая обработка), имеются и заметные различия. В тех случаях, когда используют текучие среды, то есть жидкости или газы, существенной является очень высокая скорость частиц не только для поддержания их во взвешенном состоянии, но и для обеспечения высокой скорости соударения с обрабатываемой поверхностью, поскольку сила удара является существенным параметром в таких процессах. Все такие гидродинамические способы механической обработки подчиняются законам гидродинамики и по этой причине не способны обеспечивать получение равномерно обработанных сложных поверхностей.
В настоящем изобретении так же, как и в других способах абразивной струйной обработки, вязкоупругая абразивная среда является полутвердой неньютоновской жидкостью, выдавливаемой через ограничительный канал под значительным давлением, но с относительно низкой скоростью. Полутвердая вязкоупругая среда не только поддерживает равномерное распределение частиц абразивного материала, но и дополнительно обеспечивает относительно прочную основу в условиях напряжений сдвига для частиц абразивного материала для прочного удерживания абразивных частиц у поверхностей канала во время выдавливания полутвердой вязкоупругой среды через заготовку. В отличие от способов термодинамической механической обработки, когда абразивные частицы с высокими скоростями ударяются о поверхности, подвергаемые абразивной обработке, в этом случае частицы абразивного материала медленно и эффективно обрабатывают поверхность заготовки с более высоким рабочим усилием (чем в случае высокоскоростных частиц абразивного материала, взвешенных в текучем носителе), когда они принудительно двигаются вдоль подвергаемых абразивной обработке поверхностей стенок. Однако в отличие от более традиционных технологий абразивной обработки, где частицы абразивного материала удерживают против заготовки с помощью твердой опоры основания, эта среда, поддерживающая частицы абразивного материала, является вязкоупругой, так что в качестве материала основы она будет согласовываться с формой поперечного сечения канала, огибая углы и изменяя форму, когда канал огибает углы и изменяет форму.
Обычное известное устройство для абразивной струйной обработки содержит две расположенные одна напротив другой камеры выдавливания, причем обрабатываемую заготовку устанавливают между ними. Камеры выдавливания являются выдавливающими, вытесняющими, расширяющимися камерами, имеющими поршень с механическим приводом, причем поршень может выдавливать абразивную среду через канал заготовки и затем в другую камеру выдавливания. Один или два фиксатора, предназначенные для удержания заготовки и уплотнения канала заготовки к камерам выдавливания, должны быть закреплены между заготовкой и этими двумя камерами выдавливания. Фиксатор должен надежно удерживать заготовку так, чтобы подлежащая обработке поверхность заготовки была открыта в канале между двумя камерами выдавливания для выдавливания абразивной среды в заготовку и из заготовки без каких-либо утечек. Если предназначенная для абразивной обработки поверхность является сквозным отверстием в заготовке, фиксатор должен служить для уплотнения каждого конца отверстия к камере выдавливания так, чтобы само отверстие стало уплотненным каналом между одной и другой камерами выдавливания. С другой стороны, если подлежащая абразивной обработке поверхность заготовки является наружной поверхностью, фиксатор, как правило, имеет более сложную конструкцию, которая должна быть такой, чтобы заготовка и фиксатор вместе образовывали практически ограниченный канал так, чтобы обрабатываемая поверхность составляла часть канала и абразивная среда, при продавливании через этот канал, обрабатывала по меньшей мере эту поверхность.
Некоторые из ранних технологий абразивной струйной обработки были однонаправленными процессами, в которых использовали одну камеру выдавливания, из которой через впускной фиксатор и через канал заготовки продавливали абразивную среду и затем давали ей падать на стол устройства или в контейнер на выходе из заготовки. В некоторый момент времени возникает необходимость повторной загрузки камеры выдавливания собранным материалом абразивной среды. Вследствие дополнительных усилий и времени, требуемых для возврата этой среды в камеру выдавливания, такая технология однонаправленного выдавливания абразивной среды взад и вперед через одну или более заготовок (как описано выше) исключает необходимость повторной ручной загрузки камеры выдавливания и значительно уменьшает общее время обработки.
В начале рабочего цикла выдавливаемая среда, состоящая из полутвердого, текучего, вязкоупругого материала, в который диспергированы абразивные частицы, содержится в одной из камер выдавливания, в то время как другая камера выдавливания пуста или почти пуста. Для осуществления способа абразивную среду гидравлически или механически выдавливают из наполненной камеры в пустую камеру через ограниченный канал сквозь или вдоль обрабатываемой заготовки, обрабатывая таким образом нужную поверхность. Как правило, после этого среду выдавливания двунаправленно выдавливают взад и вперед между двумя камерами выдавливания столько раз, сколько необходимо для требуемой степени абразивной обработки. Расточенные отверстия, углубленные области и даже глухие углубления могут быть подвергнуты абразивной обработке с помощью ограничителей или оправок для подачи и направления потока абразивной среды вдоль обрабатываемых поверхностей. Более подробное описание основных известных способов абразивной струйной обработки можно найти в патентах США NN 3521412, 3634973,3802128, и 3819343.
Проблемы, существующие на известном уровне техники
Хотя известные технологии очень эффективны, у них есть свои ограничения в отношении некоторых характеристик заготовки. В патенте США No.5070652, который является ближайшим аналогом настоящего изобретения, описано устройство, имеющее недостатки, которые могут быть преодолены с помощью настоящего изобретения. Например, некоторые заготовки имеют сложные геометрические формы, которые затрудняют изготовление и использование фиксаторов, которые бы эффективно уплотняли отверстие к подвергаемому механической обработке каналу. Примерами таких заготовок являются некоторые из наиболее современных головок цилиндров для двигателей внутреннего сгорания, содержащих большое число впускных и/или выпускных клапанов на цилиндр, причем эти головки трудно установить в фиксаторе и на стороне коллекторных каналов и на стороне каналов поршневого цилиндра. Для полировки таких впускных или выпускных каналов в таких головках цилиндров с использованием абразивной струйной механической обработки было относительно просто крепить фиксатор к каналам коллекторной стороны, поскольку наружные отверстия этих каналов, как правило, расположены на плоской поверхности, к которой в конечном счете будет присоединен впускной или выпускной коллектор. Однако другие концы каналов не очень просто уплотнить с помощью фиксатора, поскольку отверстия этих каналов, как правило, находятся на очень небольшом расстоянии от сложных конфигураций в куполообразной или полусферической головке цилиндров, которая дополнительно усложнена тем, что этот купол также имеет отверстие для свечи зажигания. Хотя безусловно могут быть сконструированы соответствующие фиксаторы, они слишком дороги для изготовления и время подготовки к работе для соответствующего монтажа заготовки головки цилиндров может быть слишком велико для достижения адекватного уплотнения, чтобы предотвратить течение абразивной среды в такие области, как выпускные отверстия и отверстия для свечей зажигания. Кроме того, обратный поток через такие впускные каналы в большинстве случаев работает не особенно хорошо, поскольку каналы являются сужающимися.
Другим значительным недостатком такой технологии является то, что обработка заготовки часто должна быть выполнена при одной загрузке камеры среды выдавливания (что требует для сложных деталей исключительно больших объемов камер выдавливания и самой среды) или фиксаторы требуется удалять и затем снова устанавливать между циклами обработки (приводя к дополнительному увеличению трудоемкости, задержкам и возможности ошибок).
В предшествующем патенте США No.5070652 однонаправленный поток получают посредством сбора абразивной среды в камере среды выдавливания в "резервном" режиме, в то время как обработку выполняют в "рабочем" режиме другой камеры выдавливания. Пока загрузка рабочей среды расходуется в рабочей камере выдавливания, резервная камера выдавливания будет загружаться и в определенный момент технологического процесса роли этих двух работающих совместно камер выдавливания меняются.
В процессе работы эти две камеры выдавливания могут непрерывно чередовать два режима работы до тех пор, пока не будет завершена обработка заготовки. Затем заготовку удаляют, устанавливают другую и повторяют процесс обработки.
Наличие двух камер выдавливания, имеющих соответствующие поршни с гидравлическим приводом, причем только одна из них выполняет полезную работу в какой либо точке рабочего цикла, увеличивает стоимость оборудования, которая неприемлема во многих случаях.
Цели изобретения
Целью настоящего изобретения является разработка более простого и менее дорогого оборудования для однонаправленной абразивной струйной обработки, например, шлифовки, снятия заусенцев, закругления по радиусу и полировки внутренних отверстий, каналов и т.п., образованных в заготовках.
Другой целью изобретения является обеспечение быстрой и легкой однонаправленной абразивной струйной обработки.
Эти и другие цели, как станет очевидно, могут быть достигнуты с помощью настоящего изобретения, изложенного далее в описании.
Сущность изобретения
Устройство для абразивной струйной обработки и полирования, имеющей совершающий возвратно-поступательное движение поршень с гидравлическим приводом и камеру выдавливания, предназначенную для приема и выдавливания вязкоупругой дисперсии абразивного материала однонаправленно вдоль внутренних поверхностей заготовки, имеющей внутренние каналы, для выполнения абразивной обработки на указанных поверхностях.
Фиксатор направляет поток вязкоупругой абразивной среды из камеры выдавливания во входное отверстие внутреннего канала заготовки, в то время как коллектор отрегулирован для улавливания потока вязкоупругой абразивной дисперсии, когда она выдавливается из выходного отверстия внутренних каналов и падает в коллектор.
Камера выдавливания имеет впускной канал, предназначенный для приема, обратного потока вязкоупругой абразивной дисперсии из коллектора в камеру выдавливания.
Поршень с гидравлическим приводом периодически совершает обратный ход из положения выдавливания в камере выдавливания для открывания впускного канала камеры выдавливания и для обеспечения возможности прохождения обратного потока вязкоупругой абразивной дисперсии через открытый канал в камеру выдавливания. Пониженное давление, создаваемое в камере при обратном ходе поршня, будет помогать гравитационному течению (самотоку) среды в камеру и ускорять процесс наполнения.
Когда камера выдавливания загружена рабочей средой, поршень выдвигается в камере в положение контактирования, уплотняя среду в камере, и готов к следующему циклу выдавливания. Операцию циклически и непрерывно повторяют до тех пор, пока не завершится обработка, после чего ее заменяют другой и начинают новый цикл.
Этот способ может быть осуществлен с помощью одной или более камер выдавливания. Однокамерный вариант воплощения весьма желателен при обработке небольших партий изделий для уменьшения стоимости оборудования. При необходимости могут быть использованы две или более камер выдавливания, причем одна камера принимает рабочую среду, в то время как другая обеспечивает обработку, не требуя удаления фиксатора с заготовки или из рабочего потока абразивной среды.
Описание чертежей
Фиг. 1 - схематический разрез устройства, соответствующего настоящему изобретению.
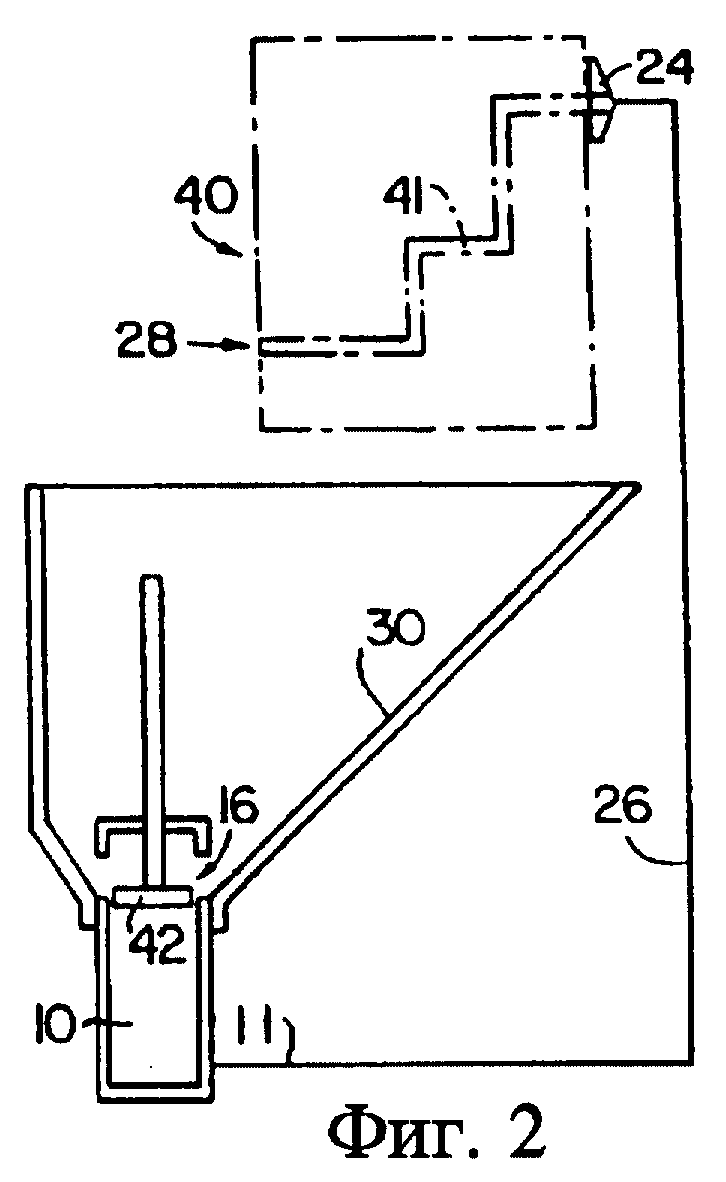
Фиг.2 - схематический разрез варианта устройства, показанного на Фиг. 1, на другом этапе работы.
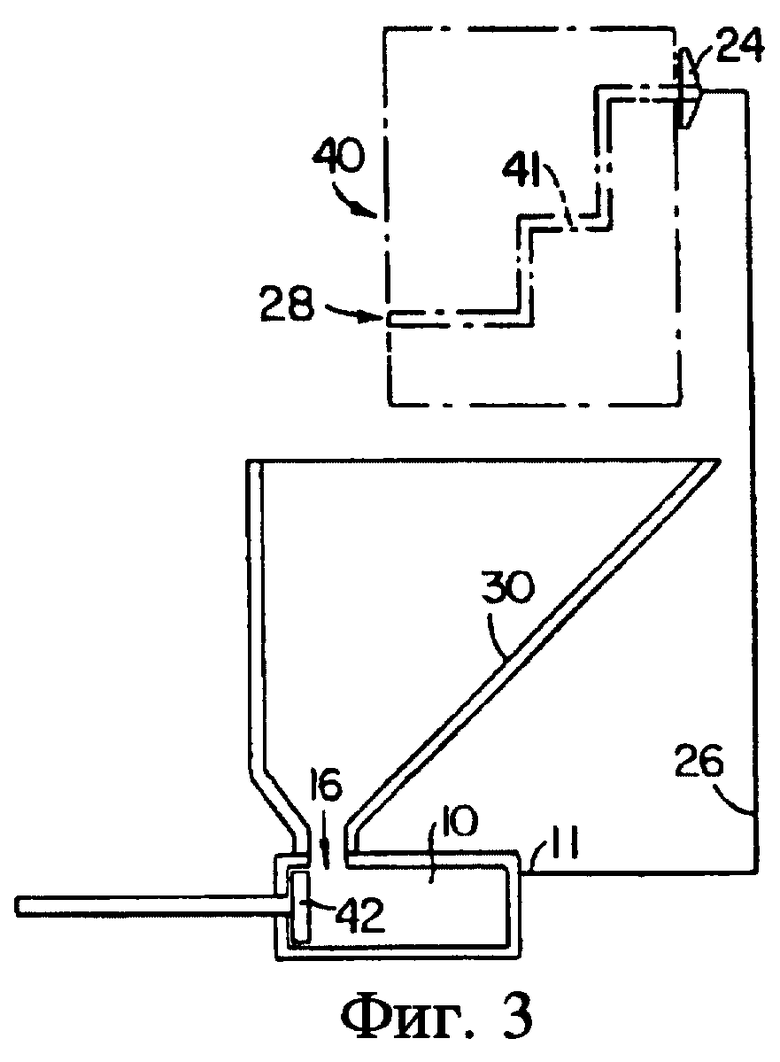
Фиг.3 - схематический разрез другого варианта устройства по изобретению.
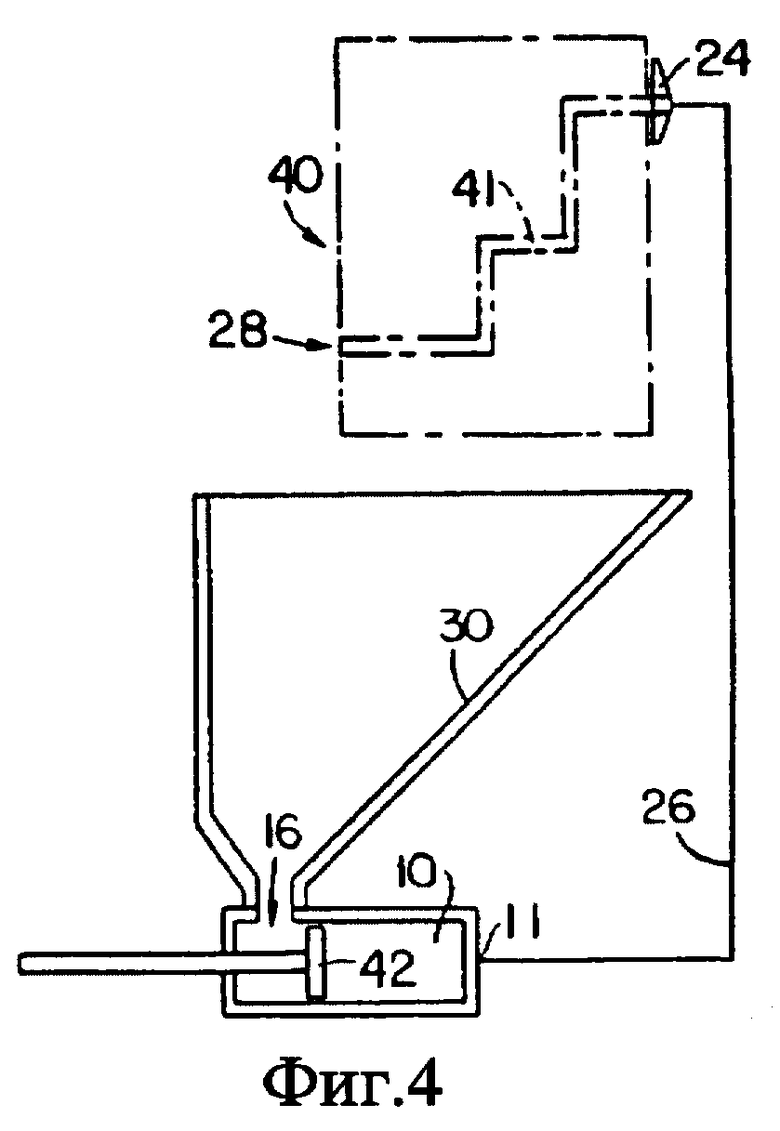
Фиг. 4 - схематический разрез варианта устройства, показанного на Фиг.3, на другом этапе работы.
Подробное описание
Выполнение абразивной струйной обработки, например, шлифования и полирования, очень желательно в ряде случаев, особенно там, где фиксаторы, требуемые при возвратно- поступательном выдавливании среды, неприменимы вследствие сложности подлежащих обработке деталей или конфигурации отверстий, через которые должна пройти среда. В других случаях двунаправленное возвратно-поступательное выдавливание может оказаться слишком дорогим, например, в для небольших партий. В некоторых случаях может оказаться слишком дорогим требуемое оборудование.
В предшествующем патенте США N 5070652 описана эффективная и производительная однонаправленная абразивная струйная обработка. Однако остается потребность в более простых оборудовании и технологии.
В соответствии с настоящим изобретением разработана более простая и менее дорогая, однако столь же надежная и удобная система для выполнения однонаправленной абразивной струйной обработки, например шлифования и полирования, при минимальных требованиях к инструменту и фиксатору (оснастке). Эта система основана на использовании по меньшей мере одной камеры выдавливания, осуществляемого посредством поршня с гидравлическим или сопоставимым приводом. Камера выдавливания вновь заполняется самотеком абразивной среды, в то время как камера находится в неработающем состоянии.
Такое упрощение сделано благодаря повторной загрузке выдавленной абразивной среды, использованной в процессе механической обработки, падающей в бункер, откуда она контролируемо и периодически течет в камеру выдавливания через выпускной канал. Повторная загрузка регулируется работой приводного поршня, который периодически отводится из положения выдавливания в камере выдавливания в отведенное положение для открывания впускного канала камеры выдавливания и для приведения в движение обратного потока вязкоупругой абразивной дисперсии в камеру выдавливания.
Отверстия камеры напрямую сообщаются с внутренней областью бункера, в которой собирается абразивная среда, и обычно перекрыты поршнем. Когда поршень отведен, эти отверстия открыты во внутреннюю область камеры выдавливания, позволяя среде течь в камеру и заполнить ее для подготовки повторной операции обработки.
В предпочтительном варианте камера выдавливания ориентирована в вертикальном направлении, причем камера имеет кольцевой ряд каналов на верхнем конце боковой стенки камеры выдавливания, и рабочее выпускное отверстие в нижней части камеры выдавливания. В предпочтительном варианте поршень приводят в движение сверху.
Возможно также использовать камеру выдавливания, открытую сверху части, со сквозным отверстием в поршне. Для перекрытия такого отверстия требуется отдельный клапан.
При необходимости расположенный вертикально поршень может приводиться в движение снизу вверх. В этом случае рабочее отверстие и впускные каналы располагают в верхней части. Такая компоновка требует, чтобы для пополнения потока, отвод поршня открывал клапан, который может быть золотниковым клапаном, обратным клапаном или аналогичным клапаном, перекрывающий впускные каналы.
Допустима также расположенная горизонтально, цилиндрическая камера выдавливания, имеющая бункер, сообщающийся с каналом в верхней поверхности стенки камеры выдавливания. Впускной канал преимущественно открывают посредством отведения поршня в головную часть камеры выдавливания. Рабочее выпускное отверстие расположено на противоположном от впускного канала конце камеры выдавливания.
Для вязкоупругой среды, используемой в настоящем изобретении, характерным является то, что она не обладает свойствами ньютоновской жидкости. В условиях напряжений сдвига, которые имеют место в процессе выдавливания и абразивной струйной обработки, эти среды обеспечивают поршневой режим потока через каналы в заготовке, который обнаруживает заметное увеличение вязкости в условиях напряжений сдвига. После снятия напряжений сдвига эта среда при релаксации обладает меньшей вязкостью и большей текучестью. В частности, она будет легко течь под действием силы тяжести, так что материал, собравшийся на дне бункера, быстро потечет и заполнит камеру выдавливания, если впускные каналы открыты отведением поршня из камеры. Отведение поршня обеспечивает также вакуум в камере, который способствует втягиванию среды в камеру, когда открыты впускные каналы. Как только камера заполнена средой, поршень в камере перемещается вперед, закрывая впускные каналы, уплотняя среду в камере, делая систему готовой для следующего цикла выдавливания, при дальнейшем перемещении поршня вперед в камере.
Полиборосилоксаны являются предпочтительной средой, предназначенной для использования в настоящем изобретении, которые могут быть пластифицированы, как правило, силиконовыми жидкостями до соответствующей вязкости при малых напряжениях сдвига. В среду вводят соответствующее количество абразивного материала, выбранного в зависимости от материала заготовки и в зависимости от технологических операций механической обработки, которой должна быть подвергнута заготовка, в соответствии с известными рекомендациями. При этом могут быть использованы такие материалы, как диоксид кремния, оксид алюминия, карборунд, гранат, карбид вольфрама, карбид кремния, алмаз, скорлупа грецкого ореха и аналогичные материалы.
На Фиг. 1 и Фиг.2 показан один конструктивный вариант воплощения изобретения, используемый для шлифования и полирования впускных каналов головок цилиндров двигателей внутреннего сгорания. Как показано на Фиг.1 и Фиг.2, это устройство содержит камеру 10 выдавливания, предназначенную для последовательной обработки ряда заготовок, то есть головок цилиндров двигателя внутреннего сгорания.
На Фиг. 1 и Фиг.2 показаны элементы системы, в которой камеры 10 выдавливания расположены ниже заготовок 40, которые могут быть удобно установлены на контактирующем столе (не показано).
На Фиг.1, которая иллюстрирует первый этап осуществления процесса заготовка 40, в данном случае головка цилиндра, установлена так, чтобы фиксатор 24 был совмещен и сообщался с входными отверстиями каналов обрабатываемой заготовки. Выпускная сторона канала или каналов 28 обрабатываемой заготовки расположена над бункером 30 так, чтобы выходящая абразивная среда падала в бункер и собиралась там для повторного ввода в камеру 10 выдавливания. В этом случае обрабатываемые каналы, как правило, являются впускными каналами головки цилиндра. В соответствии с этим желательно, чтобы сторона впускного коллектора заготовки 40 головки цилиндра была плотно соединена с фиксатором 24.
На начальном этапе, как показано на Фиг.1, камеру 10 выдавливания заполняют абразивной средой, которая должна быть продавлена через заготовку. После этого камеру 10 выдавливания приводят в действие, заставляя поршень 42, приводимый в движение с помощью гидравлического или аналогичного привода, перемещаться вниз, выдавливая абразивную среду в камере 10 выдавливания через канал, ограниченный отверстием 11 выпускного канала по трубопроводу 26 к фиксатору 24 и каналу 41 заготовки, в соответствии с чем абразивная среда будет механически обрабатывать внутренние поверхности канала 41 заготовки 40. При выходе из заготовки 40 абразивная среда будет падать в бункер 30, где сила тяжести заставит ее собираться около впускных каналов 16 камеры 10 выдавливания.
Первая стадия осуществления способа будет завершена, как правило, когда заготовка 40 будет механически обработана до требуемой степени, или когда камера 10 выдавливания выдавит всю загрузку абразивной среды. В настоящем изобретении нет необходимости в большом объеме камеры выдавливания для завершения абразивной обработки каждой заготовки в течение каждого цикла этого способа. В отличие от известных конструкций больше нет нужды в том, чтобы каждый рабочий ход поршня 42 был завершен, законченная заготовка была полностью обработана, удалена и заменена другой, необработанной заготовкой. Поскольку множество циклов может быть использовано в работе без какого-либо изменения фиксатора или технологической оснастки. Большое число циклов дает возможность эффективно использовать компактное оборудование при значительной экономии затрат.
После завершения первого этапа рабочего цикла либо в результате окончания обработки заготовки 40, либо в результате завершения рабочего хода поршня 42, начинается второй этап, который заключается в повторной загрузке абразивной среды в камеру выдавливания. Как показано на Фиг.2, поршень 42 отводят в положение для открывания впускных каналов 16, расположенных в нижней части бункера 30 и проходящих через стенки камеры 10. Абразивной среде дают возможность течь под действием силы тяжести и вакуума, вызванного отведением поршня, через отверстия 16, пока среда выдавливания полностью не заполнит камеру.
Как показано на Фиг.2, камера 10 выдавливания имеет кольцевой ряд каналов 16, расположенных по периметру камеры выдавливания и проходящих через стенку камеры выдавливания. Когда поршень 42 отводят вверх в положение, показанное на Фиг. 1, впускные каналы 16 открываются во внутреннюю область бункера 30 и осуществляется подача среды, которая собралась в бункере около этих каналов.
Как только камера 10 загружена, поршень 42 перемещают вниз в положение, когда каналы 16 закрыты и загруженная камера 10 выдавливания готова к следующему циклу.
После этого можно повторить первый этап либо с новой заготовкой, либо для продолжения другого рабочего цикла с той же заготовкой.
Очевидно, что это устройство обеспечивает однонаправленный поток абразивной среды через внутренние каналы заготовки.
Принимая во внимание сказанное выше, очевидно, что впускные каналы 16 в камере 10 выдавливания, в которые должна течь падающая абразивная среда, должны быть расположены так, чтобы абразивная среда входила во впускное отверстие в бункере 30. Таким образом, это отверстие должно сообщаться с внутренней областью бункера 30 и, следовательно, быть отверстием(ями) в верхней поверхности камеры выдавливания для введения потока абразивной среды с целью заполнения камеры.
Для специалиста очевидна возможность использования камеры выдавливания с открытым верхом и со сквозными каналами не в стенках камеры выдавливания, а в поршне 42, снабженными механизмом открывания и закрывания, например золотниковым клапаном или аналогичным клапаном.
Аналогичным образом выходное отверстие из заготовки, из которого должна выходить абразивная среда, должно быть обращено вниз или по меньшей мере быть горизонтальным, чтобы падение абразивной среды было контролируемым и среда падала в принимающую камеру или бункер, не накапливаясь на заготовке. Между входным отверстием, через которое абразивную среду выдавливают, и выходным отверстием заготовки, из которого абразивная среда должна падать, канал, через который должна проходить абразивная среда, может принимать любую форму или направление в соответствии с конструкцией заготовки.
Очевидно, что если абразивная среда выходит из заготовки через обращенное вверх отверстие, становится гораздо труднее направлять ее в соответствующую камеру выдавливания. Однако, если это абсолютно необходимо, можно использовать обращенное вверх отверстие вместе с соответствующими перегородками, направляющими или даже частично перекрывая выход, чтобы направить выходящую абразивную среду туда, откуда она будет падать в принимающую камеру выдавливания.
Хотя использование наклонного или поворотного стола является очень удобным средством для монтажа заготовки 40 к фиксатору выше бункера 30, очевидно, что можно использовать и другие технологии. Например, в некоторых случаях проще использовать избирательное контактирование заготовки с соответствующей камерой выдавливания без какой-либо оснастки. В других случаях бункер может состоять из фиксатора, частично перекрывающего выход, который направит абразивную среду в точку, где она может после этого течь в принимающую камеру выдавливания.
Очевидно, что способ, соответствующий настоящему изобретению, не обязательно должен полностью исключать какой-либо выходной фиксатор. Хотя в большинстве случаев настоящее изобретение может быть осуществлено без какого-либо выходного отверстия, очевидно, что в некоторых случаях может понадобиться фиксатор, по меньшей мере частично перекрывающий выход, в частности, если нельзя избежать выходного отверстия из верхней поверхности заготовки. Однако и в этих случаях не возникает необходимости в полном фиксаторе между заготовкой и принимающей камерой выдавливания. Любой такой фиксатор на выходе будет полезен только для направления выходящей абразивной среды в точку, где она может падать в принимающую камеру выдавливания, соответственно настоящему изобретению и не потребует надежного уплотнения, которое требуется для фиксатора в случае использования возвратно-поступательного потока.
Хотя описанные выше устройство и способ имеют ряд известных признаков, имеются и уникальные различия, которые дают значительные преимущества, в частности в отношении механической обработки заготовок, имеющих по меньшей мере одну поверхность, на которой трудно прикрепить или уплотнить фиксатор. В частности, обеспечение возможности падения абразивной среды на выход из заготовки исключит необходимость фиксатора и уплотнения с выходной стороны. Вполне очевидно, что благодаря использованию только одного фиксатора могут быть сэкономлены средства (при отсутствии необходимости изготавливать выходной фиксатор) и время (при отсутствии необходимости крепления и уплотнения фиксатора). Хотя это преимущество особенно ощутимо в случае необходимости абразивной обработки заготовок, имеющих поверхность, с которой трудно контактировать, как указано выше, экономия времени и средств будет иметь место при механической обработке любой заготовки, независимо от трудности или простоты контактирования ее поверхностей. Помимо указанных выше преимуществ, использование падающей абразивной среды, как описано выше, по сравнению с полностью закрытой абразивной средой уменьшит потребности в энергии, в той степени, которая требуется для выдавливания абразивной среды из заготовки для возврата в камеру выдавливания. Кроме того, абразивная среда не будет подвергаться воздействию сил трения после того, как она вышла из заготовки, что естественно уменьшит степень износа частиц абразивного материала; и кроме того, абразивная среда, открытая для воздействия окружающего воздуха, будет склонна значительно охлаждаться в течение времени до того, как она будет снова сжата и вновь выдавлена, что дополнительно продлит эксплуатационную долговечность этой среды и, возможно, даже исключит необходимость средства для охлаждения среды извне, что иногда необходимо при использовании известных устройств для абразивной струйной обработки. Многие из этих преимуществ характерны также для изобретения, описанного в предшествующем патенте США N 5070652.
В отличие от изобретения, описанного в патенте США N 5070652, существенно увеличены простота и надежность конструкции устройства и значительно уменьшена стоимость оборудования, исключив поворотный механизм стола. Время задержки, требуемое для повторной загрузки камеры выдавливания текучей средой, очень ограничено и, когда для полной обработки внутренних каналов заготовки достаточно одного цикла, часто времени, требуемого для удаления одной заготовки и установки другой заготовки по месту, будет полностью или практически достаточно для завершения течения среды в камеру выдавливания, таким образом, нет задержки для запуска нового цикла обработки.
На Фиг. 3 и Фиг. 4 иллюстрируется альтернативное устройство камеры 10 выдавливания, имеющей выпускной канал 16, проходящий через верхнюю поверхность горизонтально расположенной, цилиндрической камеры. Функционирование и срабатывание этих элементов иное, чем в варианте воплощения, показанном на Фиг. 1.
Приведенное выше описание и характерные варианты предназначены для иллюстрации настоящего изобретения, чтобы показать специалисту возможности практического применения изобретения, и не ограничивают объем изобретения. Полный объем настоящего изобретения ограничен приведенной ниже формулой изобретения.
Устройство для направленной абразивной струйной обработки и полирования имеет совершающий возвратно-поступательное движение поршень 4 с гидравлическим приводом и камеру 10 выдавливания, предназначенную для приема и выдавливания вязкоупругой дисперсии абразивного материала через каналы 41 вдоль внутренних поверхностей заготовки 40. Фиксатор 24 направляет поток вязкоупругой абразивной дисперсии из гидравлической камеры 10 выдавливания во входные отверстия внутренних каналов 41 в заготовке 40, в то время как коллектор 30 отреглуирован для сбора потока вязкоупругой абразивной дисперсии, когда она выдавливается из выходных отверстий внутренних каналов и падает в коллектор. Камера 10 выдавливания снабжена впускным каналом 16 для периодического ввода обратного потока вязкоупругой абразивной дисперсии из коллектора 30 в камеру 10 выдавливания. Технический результат выражается в обеспечении возможности равномерной обработки сложных внутренних поверхностей. 4 з.п.ф-лы, 4 ил.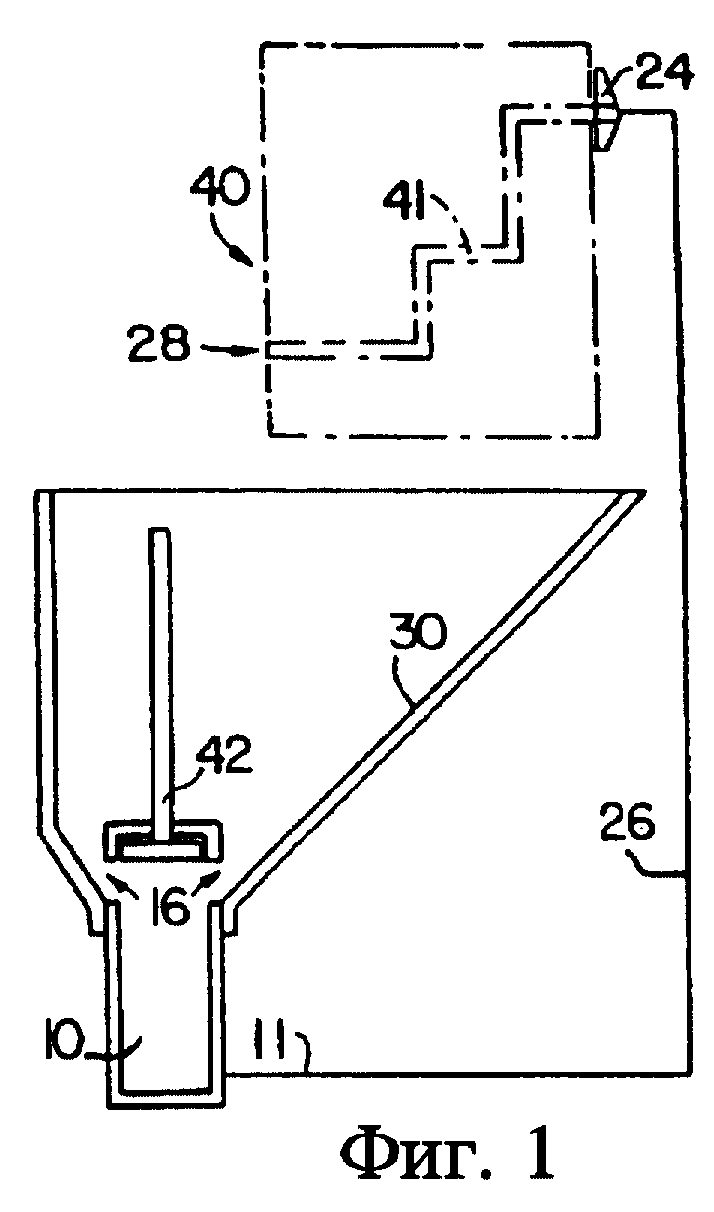
| US 5070652 A, 10.12.91 | |||
| Устройство для обработки деталей абразивной массой | 1986 |
|
SU1357198A1 |
| Устройство для абразивной обработки детали | 1974 |
|
SU542632A1 |
| Устройство для абразивной обработки деталей | 1984 |
|
SU1220755A1 |
