Изобретение относится к области струйной резки и, в частности, к абразивной струйной резке, в которой для проведения резки суспензию частиц абразивного материала в жидкой среде подают насосом под высоким давлением и при высокой скорости на поверхность заготовки. Такие операции широко используются для резки металлических листов и пластин при изготовлении различных деталей.
Предшествующий уровень техники.
Абразивные водные струи находят все более широкое применение при обработке резанием и механической обработке, особенно металлических листов и пластин, для выполнения быстрого и экономичного резания и родственных операций формоизменения. Резка обычно применяется для материалов, которые трудно поддаются механической обработке, например, нержавеющих сталей, титановых, никелевых сплавов, армированных полимерных композиционных материалов, керамики, стекла, скальных пород и подобных материалов. Эта технология особенно выгодна при высокоточном воздействии с низким средним приложенным усилием для резки таких материалов с минимальными термическими напряжениями или деформациями без разрушения кристаллической структуры и без расслоения композиционных материалов.
При абразивной водной струйной резке для направления когерентного коллимированного потока высокого давления через отверстие малого диаметра с целью образования струи используют специальные форсунки. Как правило для проталкивания этой среды через сопловое отверстие прикладывают давления около 200 МПа.
Типовые форсунки изготавливают из износостойких материалов, например карбида вольфрама или борида. Само сопло может быть выполнено из алмаза или сапфира. Частицы абразивного материала вводят в высокоскоростной поток воды на входе соплового отверстия, направляя поток воды через "смесительную трубку", причем частицы вводят в трубку в область между выходом потока из отверстия и его входом в "смесительную трубку". Смесительная трубка, длина которой, как правило, составляет несколько сантиметров, является областью крайне турбулентного потока, в котором относительно статичные или медленно движущиеся частицы ускоряются и оказываются вовлеченными в высокоскоростное течение воды, которое может иметь на выходе сопла скорости, соответствующие 3 М (М - число Маха). Этот процесс вовлечения ведет к рассеиванию и замедлению водяного потока, в то время как абразивные частицы сталкиваются со стенками трубки и между собой.
В результате рассеяния потока образуется относительно широкий рез, теряется энергия и трубка быстро изнашивается, даже в том случае, если сделана из износостойких материалов, например карбида вольфрама или борида и подобных материалов. Исследования показали, что до 70% абразивных частиц разрушается до того, как они достигают разрезаемой заготовки.
В последних опытах струи воды без абразивных материалов были сгущены с помощью водорастворимых полимеров, которые помогают получать и поддерживать когерентные струйные течения, уменьшать уровень туманообразования, образования брызг и подобных характеристик. Могут быть получены более узкие резы. Рабочие давления и скорости остаются вполне высокими.
Также известно, что суспендирование частиц абразивного материала в водяных струях обычно зависит от сгущающего воздействия водорастворимых полимеров, действующих в этой системе в качестве суспендирующего агента. Абразив режет с большей эффективностью, чем одна вода или вода с загустителем, но вносит целый новый ряд проблем.
Из-за высоких давлений и скоростей потока при струйной обработке достаточно трудно сохранить когерентное течение струи. Хотя использование загустителей дает серьезное улучшение, такие операции весьма дороги, так как ни вода, ни растворимый полимер не могут быть использованы повторно, поскольку большие напряжения сдвига в таких операциях разрушают полимер. Разрушенный полимер остается растворенным в воде, приводя к расходам на обработку стоков.
Когда в систему вводят абразивный материал (для абразивной струйной резки и механической обработки), проблемы и расходы еще возрастают.
Сопла, используемые для операций абразивной водной струйной резки, конструктивно сложнее и требуют вспомогательного оборудования для введения абразивного материала в поток, как правило, в непосредственной близости от форсунки или как часть ее сопла. Такая форсунка содержит смесительную камеру, в которой абразивный материал вводят в среду, фокусирующую трубку, в которой ускоряют поток, и небольшое отверстие, где его коллимируют в когерентный струйный поток, выталкиваемый на заготовку.
Смесительная камера и вспомогательная аппаратура являются сложными, что объясняется необходимостью введения частиц абразивного материала в относительно высокоскоростной поток. Возникает необходимость в смесительной камере для введения частиц во внутреннюю область проходящего потока, чтобы как можно больше минимизировать степень истирания внутренних поверхностей смесительной камеры и отверстия. Поскольку компоненты имеют значительно различающиеся плотности, как правило, не представляется возможным предварительно смешивать компоненты до поступления в форсунку, поскольку даже в сгущенных жидкостях частицы абразивного материала склонны разделяться и оседать со значительной скоростью. В таких системах дополнительное сгущение неэкономично.
Равномерная дисперсия абразивного материала в потоке оказалась трудно предсказуемой и неустойчивой, сильно связанной с большой разностью плотности материалов, большой разностью скоростей у вводимых частиц и потока с быстрым течением и возникающей в результате необходимости для потока ускорять частицы абразивного материала. Перемешивание частиц в среде часто является неполным и неустойчивым, потребность ускорения абразивного материала уменьшает скорость потока среды, а неполное перемешивание вводит неустойчивость и негомогенность, которые вызывают расходящиеся течения и отличающиеся траектории потока или его компонентов, покидающих отверстие, которые приводят к не соответствующей и/или увеличенной ширине реза, неточным и неровным краям реза на заготовке.
Процесс перемешивания абразивного материала приводит к высокой скорости износа внутренних поверхностей сопла, что сокращает срок его службы в благоприятных условиях работы до часов, а в менее благоприятных условиях может сократить и до минут.
Захват частиц также ведет к формированию расходящегося струйного потока, а не когерентного, приводя в конечном счете к широким резам, дополнительному времени и усилиям при выполнении резания.
Если струйный поток, в который вводят абразивный материал, сгущен адекватно, то сдвиговые разрушения препятствует повторному использованию среды, а цена становится значительной. Для достижения адекватного сгущения и эффективного суспендирования обычно используемых абразивов требуются большие количества полимера.
Сопловые отверстия для струйного течения воды, как правило, имеют диаметр около 0,25 мм. Если вводят абразивный материал, минимальный практический диаметр смесительной трубки примерно в три раза больше диаметра отверстия, то есть приблизительно 0,75 мм, или более. Меньшие сопла имеют недопустимо короткий срок службы из-за повышенного износа в работе. Сопла, имеющие большее отверстие, дают более широкий поток и рез и потребляют больше среды и абразивного материала на единицу длины реза.
Hollinger и др. в докладе по теме "Прецизионная обработка резанием с помощью имеющей низкое давление когерентной струи суспензии абразивного материала", сделанном на совещании "5th American Water Jet Conference", прошедшем в Торонто (Канада) 29-31 августа 1989 года, указали на улучшенные дисперсии абразивных материалов в водных растворах метилцеллюлозы и патентованного загустителя "Super Water" (товарный знак фирмы Berkely Chemical Co. ). Работа была основана на достижении достаточных вязкостей, основываясь на использовании 1,5-2 мас.% загустителей для обеспечения предварительного введения абразивного материала в растворы полимера, исключающего необходимость введения абразивного материала в сопло. Hollinger и др. указали на возможность эффективного использования небольших отверстий, например, диаметром 0,254 мм.
Эта работа Hollinger и др. была впоследствии включена в патент США N 5184434. Сшивания используемых полимеров не предполагалось.
В работе Howells, "Полимерная струйная очистка с загустителем "Super Water": Обзор работ от 1974 до 1989 года", Int'l. J. Water Jet Technol., Vol. 1, N 1, март, 1990 год, 16 стр., особенно детально рассмотрены причины, почему полимерная струйная среда (с абразивными материалами или без них) не была рециклирована и повторно использована (см. стр. 8 и 9).
Во многих случаях применения вода или известные системы на основе воды не могут быть использованы с некоторыми материалами или конкретными заготовками, где недопустимы наличие воды или коррозии, к которой она может привести. В таких обстоятельствах струйная резка неприменима.
Во всех известных системах на основе полимерного загустителя разрушение полимерных цепей в результате больших напряжений сдвига до настоящего времени препятствовало созданию эффективной технологии регенерации и повторного использования среды струи, приводя к существенным объемам обработки сточных вод и значительным затратам на потребляемые полимер и абразивный материал.
Сущность изобретения.
Целью настоящего изобретения является получение среды для струйной резки и механической обработки, которая преодолевает известные недостатки.
Согласно изобретению получена повторно используемая и предварительно смешанная с полимерным загустителем среда для струйного потока, которая эффективно суспендирует абразивные частицы и образует когерентные и стабильные струйные течения, обеспечивая резку с высокой производительностью и с малой шириной реза. Среда может быть повторно использована и в соответствии с этим уменьшает объемы обработки сточных вод и расходы на исходные материалы.
Изобретение позволяет использовать струйную резку при меньших давлениях и объемах расхода, чем в известных процессах.
Изобретение также дает возможность использовать при струйной резке и механической обработке отверстия меньшего диаметра, чем в известных методах.
Кроме того, изобретение позволяет использовать при абразивной струйной резке упрощенное сопло, значительно меньшее по размерам и, в частности, более короткое, чем используемые до настоящего времени при обычной абразивной водной струйной резке.
Также обеспечивается дешевая система струйной резки, основанная на рециркуляции и повторном использовании сгущенной среды струйного потока.
В одном из вариантов изобретение использует безводную среду струйного потока, что позволяет проводить операции струйной резки и механической обработки с материалами и заготовками, для которых прежде такие операции не применяли.
Эти и другие результаты, которые будут видны из последующего описания, достигнуты путем образования среды струйной резки из полимера, имеющего перестраиваемые химические связи, преимущественно разрываемые и разрушаемые в процессе обработки и резания в условиях больших напряжений сдвига, которые затем преобразуются для восстановления среды в виде, приемлемом для рециркуляции в процессе и повторного использования.
В одном варианте изобретения водный струйный поток сгущают с помощью ионно сшиваемого водорастворимого полимера, в котором ионные поперечные межмолекулярные связи образуют с помощью солей металлов III-VIII групп периодической таблицы.
Во другом варианте водную струю образуют из гидрогеля водорастворимого полимера, сшитого активирующей гель водорастворимой солью металла II-VIII групп периодической таблицы. Сшивание в таких системах основано на межмолекулярных связях, то есть на образовании водородной связи между молекулами полимера.
В третьем варианте безводную среду образуют из межмолекулярно сшитого полимера, который сам является преобладающим компонентом струйного потока. В этом случае в полимере суспендируют частицы абразивного материала. Полимер может быть частично разрушен под действием напряжений сдвига в процессе работы посредством разрыва межмолекулярных связей, которые являются поперечными связями полимера. После того, как струя выполнила свою работу на заготовке, полимер улавливают, сшивающим связям дают возможность преобразоваться, а среду возвращают для повторного использования в процессе.
Если диаметр частиц абразивного материала достаточно мал, могут быть эффективно использованы отверстия меньших диаметров, например, величиной приблизительно 0,1 мм.
Перечень фигур чертежей.
Фиг. 1 - схематический разрез конструктивного варианта изобретения с рециркулируемой средой для повторного использования.
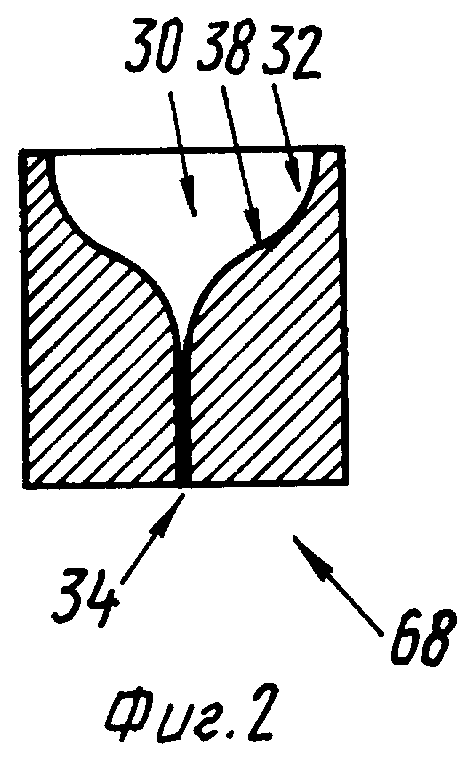
Фиг. 2 - разрез предпочтительной формы сопла по настоящему изобретению.
Сведения, подтверждающие возможность осуществления изобретения.
Настоящее изобретение основано на наблюдении, что напряжения сдвига, оказывающие влияние на образование и использование полимерсодержащих струйных потоков, применяемых для струйной резки, являются неизбежно высокими. Хотя можно предпринять различные шаги для уменьшения напряжений сдвига в форсунке, силы удара струйного потока о поверхности заготовки также велики и также разрушают структуру полимера. Поскольку высокие напряжения сдвига являются неотъемлемой особенностью обработки резанием, действия по уменьшению разрушения полимера являются в некотором смысле несовместимыми с требованиями самой обработки резанием и, таким образом, ограниченными.
Включение полутора или двух массовых процентов загустителя или полимерного материала в состав среды для струйного потока, обычно используемое в известных способах, вносит существенный вклад в стоимость этих способов. Время и энергия, необходимые для растворения полимера в водной среде, также заметно влияют на стоимость работы и могут без учета этих факторов создавать существенные задержки в работе из-за большого времени, требуемого для растворения этих полимеров. При отсутствии должного контроля неоднородность раствора может привести к неравномерности резки и механической обработки и повлиять на качество конечного результата.
Сбор и обработка раствора деградированного полимера после использования представляют серьезную проблему и пока неизвестно, чтобы полученные отходы где-нибудь использовались. Обработка и захоронение отходов, как правило, составляют значительную долю затрат на проведение технологической обработки.
Исходя из этого, использование более сложных и более дорогих полимеров для получения некоторых преимуществ, как правило, сопровождается увеличением стоимости.
Деградация полимеров в системах струйной резки происходит из-за разрыва химических связей в молекуле полимера, и, в особенности, химических связей, которые образуют основную цепь полимера. В результате этого уменьшается молекулярный вес полимера с последующим уменьшением вязкости и потерей способности среды эффективно суспендировать частицы абразивного материала для образования когерентного струйного потока и для ограничения абразивного износа оборудования.
В настоящем изобретении эти проблемы преодолены путем использования полимерных материалов, которые имеют способность преобразовывать химические связи, разорванные в процессе операции струйной резки, и, таким образом, могут быть полностью восстановлены для рециклирования и повторного использования. Таким образом, хотя химические связи будут разрушены в процессе операций обработки резанием, под влиянием больших напряжений сдвига в сопле и при ударе о заготовку, такие воздействия не препятствуют последующему использованию среды струйного потока.
На практике полимеры, используемые в настоящем изобретении, могут работать в течение многих циклов. Со временем возникнут более серьезные разрушения звеньев основной цепи полимера (как правило, ковалентных связей), которые ограничат число этих циклов. В общем случае полимеры по настоящему изобретению могут выдерживать от двадцати до сотни рабочих циклов или более прежде, чем потребуется их замена.
Преобразование разрушенных связей для восстановления полимерного загустителя требует, чтобы полимер содержал связи, которыми можно пожертвовать при высоких напряжениях сдвига и сильных ударах при обработке резанием, и которые преобразуются для восстановления исходной структуры полимера. Это требует того, чтобы полимер содержал достаточное число химических связей, отличающихся от ковалентных. Если ковалентные связи разрушены, их фрагменты обладают столь высокой химической активностью, что разрушенные цепи, как правило, окончательно разрушаются в результате почти мгновенных цепных реакций и исходные связи не могут быть восстановлены.
Имеется три типа химических связей, которые были оценены как приемлемые для настоящего изобретения и которые оказались эффективными. Такими связями являются: ионные связи, межмолекулярные водородные связи и межмолекулярные связи B:O.
Ионные связи часто используют при ионном сшивании различных полимеров. Такие полимеры часто являются водорастворимыми и хорошо подходят для настоящего изобретения. Если такие полимеры сшиты ионно, они обычно образуют разбухающие в воде гели, имеющие эффективные уровни вязкости для получения высокостойких суспензий абразивных частиц высокой плотности, вводимых в процесс в соответствии с настоящим изобретением.
В ионно-сшитых гидрогелях ионные связи слабее, чем ковалентные связи основной цепи полимера, и преимущественно разрушаются и разрываются под действием высоких напряжений сдвига. Полученные ионные разновидности относительно стабильны при разорванных связях, и в рассматриваемых полимерных системах будут вступать в химическую реакцию только для восстановления разорванных поперечных (межмолекулярных) связей и, таким образом, будут восстанавливать структуру гидрогеля высокой вязкости после снятия высоких напряжений сдвига.
В другом варианте гельобразующие водорастворимые полимеры образуют гидрогели, как без участия, так и с участием активаторов гелеобразования, например водорастворимых солей металлов III - VIII групп периодической таблицы. Гидрогели основаны на образовании межмолекулярных связей, то есть водородных связей, между молекулами полимера. Такие связи слабее ионных, что для настоящего изобретения облегчает уменьшение вязкости среды при высоких напряжениях сдвига, действующих при образовании режущей струи, и обеспечивает наличие разрушаемых связей, которые защищают ковалентные связи полимера и минимизируют разрыв цепи. Эти гидрогели служат также для поддержания высокой вязкости в состоянии покоя, независимо от образования межмолекулярных связей при формировании геля или преобразования после использования, и являются очень желательными для предотвращения оседания частиц абразивного материала.
Хотя при разработке составов струйных потоков для обработки резанием использовали ряд водорастворимых полимеров, включая некоторые гельобразующие полимеры, их использовали без активаторов гелеобразования и в концентрациях, при которых не происходит самопроизвольное гелеобразование. Введение таких полимеров в известных способах осуществлялось, главным образом, для увеличения когерентности струи. Без образования существенного количества намеренно разрушаемых связей полимер значительно разрушается в течение одного рабочего цикла и не может быть использован вторично. Известные составы режущей струи обычно сбрасывают как сточные воды.
Возможны также безводные полимерные составы, где полимер сшивают с помощью других типов намеренно разрушаемых межмолекулярных связей. Такие составы имеют особое значение для резки и механической обработки материалов, которые уязвимы для воды, например черные металлы и аналогичные материалы.
Предпочтительным безводным полимером, сшитым межмолекулярными связями, является семейство полиборосилоксанов. Эти полимеры сшиты парой электронов, являющихся общими для третичных атомов В в цепи полимера и атомов О в смежной цепи молекулы полимера. Особенно важно для настоящего изобретения то, что характериные свойства полиборосилоксана, включая молекулярный вес и тому подобное, могут быть непосредственно и очень точно отрегулированы.
Состав режущей среды на основе полиборосилоксанов, как более подробно описано ниже, особенно подходит для настоящего изобретения вследствие безводной природы среды, высокой степени регулирования вязкости, способности сочетания вязкости в состоянии покоя и уменьшенной вязкости при высоких напряжениях сдвига в зависимости от требований резки и механической обработки.
Межмолекулярные связи, основаны ли они на образовании водородных связей или на связях B:O (бор-кислород), слабее, чем ковалентные, и используются полимеры, которые легко образуют межмолекулярные связи, в частности при безводной струйной обработке в соответствии с настоящим изобретением. Под действием высоких напряжений сдвига, возникающих в процессе формирования струйного потока, и под действием сил удара о поверхности заготовки, преимущественно будут разрушаться межмолекулярные сшивающие связи, поглощая часть энергии, воздействующей на полимер, и предохраняя ковалентные связи, которые образуют основную цепь полимера.
Эти межмолекулярные связи будут легко восстанавливаться при снятии высоких напряжений сдвига, восстанавливая сшитую структуру и требуемую высокую вязкость, как у геля.
В контексте настоящего изобретения, поперечные связи, то есть ионные или межмолекулярные связи, под воздействием высоких напряжений сдвига и удара о поверхность заготовки разрушаются первыми и таким образом приносятся в жертву для поглощения приложенной энергии. В этом смысле они являются намеренно разрушаемыми связями, которые предназначены для защиты ковалентных связей от разрушения, что в противном случае приведет к необратимому разрушению полимерных цепей, как в известных способах.
Разрушенные связи будут самопроизвольно восстанавливаться при снятии напряжений сдвига, например, когда среда находится в состоянии покоя. Основа ионных связей остается незатронутой, как это характерно для образования ионных связей в исходной полимерной среде, которую получают разрывом связей в процессе струйной резки. Такие связи обратимо образуются в первом случае и в любом случае существуют в равновесном состоянии в водной среде. Скорость преобразования связей определяется, главным образом, подвижностью полимерных цепей в использованной и деградированной среде. В таких условиях при уменьшенной вязкости среды подвижность относительно высока и гель, как правило, восстановится за несколько минут при сборе. В соответствии с этим желательно обеспечить перемешивание собранного раствора полимера и абразивного материала, чтобы обеспечить практически гомогенную дисперсию абразивных частиц в гидрогеле, хотя также возможно повторное диспергирование абразивного материала в преобразованный гель после того, как ионные связи полностью восстановятся.
Уменьшение вязкости полимерного компонента в ответ на высокие напряжения сдвига само по себе выгодно для формирования абразивного струйного потока, поскольку композиция уменьшит вязкость в струйном потоке так, что прилагаемая энергия в большей степени будет воздействовать на абразивные частицы, увеличивая их эффективность резания. Полимер обеспечивает получение высококогерентного струйного потока и снижает износ оборудования.
Именно удельная вязкость и характер ее изменения позволяют снизить требования к оборудованию по сравнению с требованиями в известных технологиях абразивной водной струйной обработки. Поскольку захват абразивного материала средой происходит при образовании композиции в обычных смесителях, нет необходимости организовывать отдельную подачу абразивного материала к соплу, подавать частицы абразивного материала в поток или использовать смесительную трубку, то есть все то, что обычно требуется в известных способах.
Разрушенные межмолекулярные связи будут самопроизвольно и быстро восстановлены, при этом довольно просто выполнить повторное диспергирование абразивного материала, если оно вообще требуется.
По мере циркуляции полимерных систем в процессе струйной резки и восстановления разрушенных химических связей, в каждом цикле будет иметь место некоторое разрушение ковалентных связей. Хотя в каждом цикле доля необратимо разрушенных связей будет мала, это эффект кумулятивного действия и после значительного числа циклов станет заметным ухудшение свойств полимера. Когда полимер кумулятивно и необратимо деградирует, вязкость восстановленного полимера будет постепенно уменьшаться и среда в конце концов станет обладать нежелательной степенью клейкости.
Проведенные опыты в соответствии с настоящим изобретением показали, что полимерные загустители, используемые в операциях водной струйной резки, могут успешно служить до замены на протяжении сотни циклов. Безводная среда в соответствии с настоящим изобретением обладает по меньшей мере такой же, а часто намного более высокой стойкостью, чем водные системы. Конечно, число циклов для различных полимеров, параметров обработки и других условий будет изменяться, но очевидно, что состав среды в соответствии с настоящим изобретением сделал значительный шаг в рециклировании по сравнению с известными способами, которые не предусматривали повторное использование среды после одного прохода через отверстие сопла. Как правило, для сохранения консистенции и однородности этого материала в процессе использования, желательно периодически или даже постоянно вводить небольшие количества свежей смеси абразив-полимер. Эквивалентные количества материала желательно удалять для сохранения в оборудовании относительно постоянного объема среды.
Ионно-сшитые полимеры, приемлемые для использования в настоящем изобретении, включают любые водорастворимые полимеры, которые образуют ионно-сшитые гели с желатинизаторами на основе солей металлов, окислов металлов и металлоорганических соединений металлов II-VIII групп периодической таблицы. Предпочтительными являются водорастворимые полимеры, имеющие значительные доли гидроксильных групп. Эти полимеры могут также содержать активные ионизируемые реакционноспособные группы, например, карбоксильные группы, сульфогруппы, аминогруппы и так далее. Эти ионно-сшитые полимеры и сшитые системы аналогичны гидрогелям, полученным путем образования межмолекулярных водородных связей, за исключением того, что ионные связи образуются только в условиях, способствующих ионизации сшивающих веществ. Такие условия могут потребовать регулирования pH, наличия катализаторов или активаторов реакции, например кислоты или основания Льюиса и так далее. Образование таких ионно-сшитых полимеров хорошо известно специалистам и описано в химической литературе. Известно большое число гелеобразующих полимеров и желатинизаторов, причем практически каждый из них может быть использован в настоящем изобретении. Желательно дополнительно добавлять в состав высокомолекулярный водорастворимый полисахарид при содержании его от 0,25 до 0,60 мас.%.
Примерами предпочтительных водорастворимых полимеров, содержащих гидроксильные группы, являются (но не ограничиваются): гуаровая смола, ксантановая смола, гидроксипропиловые и гидроксиэтиловые производные гуаровой и/или ксантановой смолы, и содержащие гидроксильную группу или замещенные смолы, гидроксиметилцеллюлоза, гидроксиэтилцеллюлоза и родственные водорастворимые производные целлюлозы, синтетические полимеры, содержащие гидроксильные группы, например, гидроксиэтилметакрилат, гидроксипропилметакрилат и другие водорастворимые полимеры, например полиакриламид и аналогичные соединения. Представляют также интерес водорастворимые разновидности низкомолекулярных полимеров и олигомеров с концевыми гидроксильными группами, например полиэтиленоксид, полиоксиметилен и аналогичные соединения.
Предпочтительными активаторами гелеобразования из металлов групп II-VIII периодической таблицы, которые могут найти применение, являются борная кислота, борат натрия и металлоорганические соединения титана, алюминия, хрома, цинка, циркония и аналогичные соединения.
Особенно предпочтительной дешевой разновидностью является раствор 2-2,5 мас. % гуаровой смолы в воде с боратом натрия в качестве активатора гелеобразования. Этот недорогой гидрогель показал способность выдерживать до двенадцати циклов струйной резки при давлении 14 МПа, с восстановлением геля без обнаружения постепенной деградации геля полимера. Полимер водного геля (гидрогеля) содержит от 50 до 75 мас.% гуаровой смолы, вступившей в реакцию с 30 - 40 мас.% борной кислоты и 1,0 - 2,5 мас.% буры (или бората натрия).
Предпочтительный безводный, сшитый межмолекулярными связями, полимер может быть составом из полиборосилоксанового полимера, углеводородного густого или жидкого наполнителя или разбавителя и пластификатора, например, стеариновой кислоты, имеющего соответствующую вязкость струйного течения. Полиборосилоксановые полимеры как класс являются разновидностями с прочными межмолекулярными связями, которые при введении соответствующих пластификаторов для обеспечения приемлемой вязкости струи, являются превосходной средой струйного потока в тех случаях, когда нежелательно использование воды. Кроме того, полиборосилоксановые составы являются, как правило, неклейкими, нелипкими и легко удаляются с
поверхности заготовок после завершения резки.
Боросилоксановые полимеры, предназначенные для применения в настоящем изобретении, как правило, будут иметь молекулярный вес от 200000 до 750000, а предпочтительно от 350000 до 500000. Атомное отношение B:Si будет предпочтительно в диапазоне от 1:3 до 1:100, а предпочтительнее от 1:10 до 1:50.
Боросилоксаны хорошо совместимы с множеством наполнителей, мягчителей и пластификаторов. Обычным является применение инертных наполнителей в качестве разбавителей для уменьшения стоимости материалов и для применения соответствующих пластификаторов и мягчителей для дополнительного разбавления полимера и для регулирования вязкости.
В настоящем изобретении абразивные частицы будут, как правило, единственным инертным наполнителем, хотя могут быть использованы другие наполнители, если содержание абразивного материала соответственно уменьшено. Как указано выше, абразивный материал (и другой наполнитель, если его используют) может составлять от 5 до 60 мас.% композиции, хотя предпочтительным является содержание от 25 до 40 мас.%.
Пластификаторы и пластифицирующие разбавители используют для регулирования вязкости состава абразивной струи. Приемлемые пластификаторы, предназначенные для использования в силиконовых полимерах, очень многочисленны и хорошо известны и, кроме того, выбор пластификатора для регулирования вязкости не имеет большого значения для настоящего изобретения. Приемлемыми материалами, например, являются (без ограничения этими материалами) жирные кислоты, содержащие от 8 до 30 атомов углерода, а предпочтительно 12-20 атомов углерода, например пальмитиновая кислота, стеариновая кислота и олеиновая кислота; жидкие парафиновые нефтепродукты, особенно светлые нефтепродукты, например "отбензиненная нефть" и прочие нефтяные дистилляты и побочные продукты; растительные масла и частично или полностью гидрогенизированные растительные масла, например рапсовое масло, сафлоровое масло, соевое масло и аналогичные масла; консистентные смазки на углеводородной основе, например автомобильные консистентные смазки и аналогичные смазки: моно-, ди- и три-эфиры многофункциональных карбоновых кислот, например диоктилфталат (ДОФ). Жидкие или полутвердые силиконовые масла также могут быть использованы и, несмотря на цену, могут обеспечить значительные выгоды, если среда будет подвергаться воздействию высоких температур и/или окислителей, которые могут разрушить пластификаторы и разбавители на углеводородной основе.
Как указано выше, пластификаторы и пластифицирующие разбавители вводят для регулирования вязкости состава. Статическая вязкость или вязкость в состоянии покоя, как правило, составляет приблизительно 300000 сП в условиях окружающей среды, измеренная с помощью вискозиметра Брукфельда, приемлемого и удобного для таких случаев применения. Как известно, боросилоксановые полимеры значительно увеличивают вязкость при напряжениях сдвига и даже приобретают вид течения со структурным ядром в траекториях, получаемых при приложении высоких напряжений сдвига. Хотя в настоящее время нет доступной технологии прямого измерения вязкости в сопле по настоящему изобретению, установлено, что приемлемыми, как правило, являются композиции с вязкостями в состоянии покоя от 100000 сП до 500000 сП, и вязкость, соответствующая приблизительно 300000 сП, является вполне надежной. Вычислена также эффективная вязкость в зависимости от приложенного давления и полученных объемов струйного течения. Эффективная удельная вязкость у среза сопла составляет приблизительно 5000-20000 П.
Если материал струйного потока улавливают и дают возможность постоять, вязкость быстро возвращается практически к исходному значению, как правило, в пределах пяти или менее минут, часто в течение одной минуты. Возврат исходной вязкости, по-видимому, демонстрирует восстановление межмолекулярных связей B:Si (бор-кремний) и относительно небольшой уровень разрывов цепи.
Хотя будет некоторая деградация через некоторое число рабочих циклов, она не станет значительной, как правило, до 20 или более циклов, а может не стать ощутимой до 100 циклов использования или более. Такая длительная выносливость может быть легко увеличена периодическим и непрерывным введением свежей, неиспользованной среды и извлечением эквивалентного количества использованной среды. Эта процедура служит также для замены изношенных частиц абразивного материала новыми острыми частицами и для ограничения накопления в среде отходов резки или механической обработки.
В настоящем изобретении введение абразивного материала у среза сопла не является предпочтительным и, как правило, нежелательно. Желательно, чтобы частицы абразивного материала были введены в гелеобразный полимер отдельно до операции и были поданы в сопло соответствующим насосом высокого давления.
В водных гидрогельных системах полимер и его загуститель, как правило, составят от 1 до 20 мас.% среды (остальное - вода), чаще всего - приблизительно 2 - 5%, а, как правило, для большинства полимеров - приблизительно 2 - 3%. Для любого геля состав может быть точно оптимизирован в зависимости от конкретного абразивного материала, размера его частиц и плотности.
Абразивный материал будет часто иметь размер частиц от 2 мкм до 1400 - 1600 мкм или приблизительно 16 меш. В более общем случае размер частиц абразивного материала будет составлять от 10 мкм до 200 мкм, а предпочтительно - от 20 до 80 мкм.
Среда струйного потока может содержать от 1 до 75 мас.% абразивного материала. Чаще эта величина составляет от 5 до 50 мас.%, а предпочтительно от 15 до 30 мас.%.
В струйной резке эти составы используют в условиях, которые, как известно специалистам, в некоторых отношениях не характерны для известной струйной резки.
В контексте настоящего изобретения полимерная композиция чувствительна к вязкости в двух определенных режимах. Во первых и прежде всего, полимер должен обладать достаточной вязкостью для эффективного суспендирования абразивных частиц в условиях низких напряжений сдвига. Этот параметр в наибольшей степени зависит от вязкости в состоянии покоя. Кроме того, образование струйного течения в условиях высоких напряжений сдвига может существенно повлиять на когерентность струи и на гомогенность дисперсии абразивных частиц в этой струе. Эти параметры зависят от динамической вязкости, величина которой для состава, соответствующего изобретению, составляет от 3000 до 30000 П в условиях сдвига, обусловленных течением среды через отверстие, имеющее диаметр от 0,1 до 1,0 мм при давлении от 14 до 80 МПа.
Хотя полимерные растворы не являются ньютоновскими жидкостями, они обладают жидкостными свойствами, которые в статических условиях приближают их к ньютоновским. Кроме того, характеристики течения ньютоновской жидкости преобладают и в случае течения в условиях высоких напряжений сдвига.
Время оседания сферических частиц в статичной жидкости под действием силы тяжести на данную глубину является вполне определенным. Таким образом, из механики жидкости и газов следует, что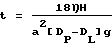
где t - время;
η - - вязкость жидкости;
H - глубина оседания;
a - диаметр частицы;
Dp - плотность частицы;
DL - плотность жидкости;
g - ускорение силы тяжести.
Обнаружено, что указанные ниже допущения, которые справедливы для приведенной формулы, приемлемы и для настоящего изобретения:
Ламинарное течение. При очень малых скоростях характеристика оседания частиц абразивного материала и течение являются ламинарными или очень близки к ламинарным.
Ньютоновская жидкость. В почти статичных условиях при оседании частиц полимерные составы имеют достаточную текучесть, чтобы практически обладать свойствами ламинарного течения ньютоновской среды.
Сферическая форма частицы. Неправильная форма частиц абразивного материала вводит некоторую погрешность, но поскольку средние частицы сильно не изменяются относительно их основного и неосновного размеров и поскольку для значительного числа частиц эти изменения склонны усредняться, этими изменениями в настоящем изобретении можно безопасно пренебречь.
Составы, приемлемые для использования в настоящем изобретении, будут иметь вязкость по Брукфельду при малой скорости сдвига, соответствующую приблизительно 100000 - 500000 сП, а предпочтительно 300000 сП. Частица SiC размером 320 меш, имеющая удельный вес 3, будет обладать скоростью оседания 2,68 x 105 секунд на мм), в соответствии с чем оседание составляет приблизительно трое суток и приемлемо для настоящего изобретения.
При более высоких скоростях сдвига поведение полимерных композиций не соответствует поведению ньютоновских жидкостей, где вязкость находится в степенной зависимости от скорости сдвига. Такая зависимость сохраняется до тех пор, пока сохраняются высокие скорости сдвига, пока вязкость снова не станет практически независимой от прикладываемых напряжений сдвига и характеристики не станут соответствовать ламинарному течению ньютоновской жидкости.
Одним из особых преимуществ композиций струйного потока настоящего изобретения является уменьшение давления, требуемого для образования струи для обеспечения эффективной резки. Как правило, требуемые давления будут составлять от 14 до 80 МПа, по сравнению с давлениями, используемыми в известных способах, составляющими, как правило, от 200 МПа и выше.
Как принято, используемое давление измеряют как перепад давления в формирующем струю сопле. Как очевидно для специалиста, создание давлений до 80 МПа не требует сложного, дорогого, и требующего внимания оборудования, используемого при создании давлений порядка 200 МПа и выше, необходимых для известных способов. Таким образом, для настоящего изобретения не требуются гидравлические насосы с разгруженными подшипниками ротора, усилители высокого давления и даже можно обойтись без аккумуляторов или по меньшей мере сильно упрощенными аккумуляторами.
Изобретение может быть осуществлено с помощью легкодоступных и недорогих объемных насосов, например поршневых насосов, которые могут обеспечивать требуемые давления.
При эффективных диаметрах отверстия сопла в соответствии с настоящим изобретением скорости на срезе сопла будут от 61 до 610 метров в секунду, а предпочтительно от 150 до 460 метров в секунду, которые оказались полностью эффективными при реализации настоящего изобретения. Наиболее предпочтительной является скорость от 61 до 304,8 м/сек на срезе сопла.
В настоящем изобретении выбор абразивного материала не является критичным и в соответствии с этим любой из обычно используемых материалов будет эффективен. К приемлемым материалам относятся, например, оксид алюминия, оксид кремния, гранат, карбид вольфрама, карбид кремния и аналогичные материалы. Повторное использование режущей среды позволяет экономично использовать более твердые, но более дорогие абразивные материалы при увеличении производительности операций резки и механической обработки. Например, карбид кремния может быть использован в операциях резки, где по экономическим причинам использовали гранат.
Как правило, в составах желательно использовать абразивный материал в концентрации от 5 до 60 мас.%, а предпочтительно в диапазоне 25 - 40 мас.%. Установлено, что работа в предпочтительном диапазоне, а в некоторых случаях даже выше, вполне производительна и, как правило, существенно более производительна, чем при концентрациях, обычно используемых в абразивной водной струйной резке.
Как указано выше, абразивные частицы могут иметь основной размер (диаметр) от 2 до 2000 мкм, а предпочтительно от 10 до 200 мкм. Для резов, где требуется высокий класс обработки поверхности, выгодно, в частности, использовать частицы размером от 20 до 100 мкм. Как правило, для адекватной эксплуатации оборудования наибольший размер частиц должен быть совместим с используемым диаметром отверстия сопла, в соответствии с чем желательно, чтобы диаметр частиц или основной размер не превышал 20%, а предпочтительно не превышал 10% диаметра отверстия.
Если размер частиц больше, возникает опасность "образования перемычки" в отверстии или засорения сопла, что нежелательно. При размерах частиц менее 20% диаметра отверстия, образование перемычки происходит редко, а при менее 10% - такие явления очень редки. Диаметр сопла определяется, как правило, другими параметрами.
В частности, диаметр сопла определяется следующими параметрами:
во-первых и прежде всего, чем больше отверстие, тем шире поток через него и, следовательно, рез. Точность резания будет, как правило, изменяться обратно пропорционально диаметру отверстия. Как правило, при резке тонких материалов, чем меньше отверстие, тем лучше точность и возможная деталь, тем меньше режущей среды используется на единицу длины реза;
во-вторых, чем больше отверстие, тем больше масса течения струйного потока и, следовательно, больше скорость резки. Таким образом, чем больше отверстие, тем лучше производительность резки и больше режущей среды используется на длину реза.
Баланс этих двух противоречивых требований будет очевидно преобладать над другими требованиями, которые могут оказывать влияние на величину диаметра отверстия.
В настоящем изобретении могут быть эффективно использованы диаметры сопла от 0,1 до 1 мм, но, как правило, желательно использовать диаметры от 0,2 до 0,5 мм.
Отверстие может быть образовано из сплавов твердых металлов, материалов, имеющих твердую поверхность, например карбидов вольфрама или кремния, керамических композиций, или кристаллических материалов, например сапфира или алмаза. Выбор соответствующих материалов будет обычно определяться твердостью выбранного абразивного материала и стоимостью материала сопла. Алмаз предпочтителен.
Расстояние от среза сопла до поверхности заготовки оказалось важным параметром для качества реза. Хотя на качество реза, в частности, на ширину и форму реза, значительное влияние будут оказывать расстояние от среза сопла до поверхности заготовки величиной до 25 мм, изобретение дает возможность обрабатывать резанием при расстояниях до 250 - 300 мм. Хотя абразивная водная струйная резка может быть использована для резки материалов толщиной до 250 мм, эта технология, как правило, требует "свободного зазора" между соплом и поверхностью заготовки величиной не более 25 мм.
Струйная резка в соответствии с изобретением может быть использована для резания любого из материалов, для которых такую технологию использовали прежде. Следует отметить, что материалы, которые трудно поддаются механической обработке, включая многие металлы и сплавы, например нержавеющие стали, никелевые сплавы, титан, керамику и стекла, материалы скальных пород, например мрамор, гранит и аналогичные материалы, и полимерные композиционные материалы и, в частности, армированные волокном слоистые полимерные материалы - все эффективно режутся с большой точностью в соответствии с настоящим изобретением.
Одним из преимуществ настоящего изобретения, достигнутых, используя гелеобразную полимерную среду в суспензии с абразивным материалом, является способность работать с предварительно смешанными суспензиями мелких абразивных частиц, которые прежде не использовали. Абразивные частицы менее 200 мкм и, в частности, менее 100 мкм, например, прежде были нежелательны. Использование таких мелких частиц в обычной абразивной гидродинамической струйной резке и механической обработке приводило к забиванию абразивного материала в углах, замкнутых контурах и засорению абразивным материалом подающих трубопроводов и, кроме того, столь мелкие абразивы труднее вводить в струйные потоки в обычные смесительную камеру или смесительную трубку. Из-за этого в практике абразивной струйной резки и механической обработки старались избегать применения таких мелких частиц.
Использование в изобретении предварительно смешанной суспензии абразивного материала исключает необходимость в дополнительных подающих трубопроводах и оборудовании в форсунке. Мелкие частицы абразивного материала улучшают качество и точность обработки резанием и механической обработки, уменьшают разрушение абразивными частицами поверхностей заготовки, смежных резам. Вследствие этого мелкие частицы абразивного материала могут быть, в частности, полезными в тех случаях, где можно исключить дополнительные отделочные (финишные) операции.
Использование практически однородной суспензии абразивных материалов и частиц абразивного материала, двигающихся со скоростями, сравнимыми со скоростями несущей среды, что является следствием применения предварительно смешанных суспензий абразивного материала, значительно уменьшает тенденцию к образованию перемычки или забиванию сопла. Вследствие этого могут быть уменьшены диаметры отверстия сопла. В зависимости от размера частиц абразивного материала диаметры отверстия сопла могут составлять приблизительно 0,1 мм. Меньшие отверстия обеспечивают получение струйных потоков сравнительно меньшего диаметра, которые увеличивают точность резки и механической обработки, обеспечивая более узкие резы, и уменьшают нормы потребления среды.
Дисперсии абразивного материала в среде получают с помощью простых технологий перемешивания, рассмотрение которых не имеет значения для настоящего изобретения.
Как указано выше, форма и конструкция элементов сопла по настоящему изобретению сильно упрощены благодаря исключению смесительной трубки, механизма подачи абразивного материала и трубопровода, как правило, шланга для транспортировки абразивного материала. Эти признаки и их величина, сложность, стоимость, вес и зависимость от искусства оператора исключаются со значительной пользой для операций абразивной струйной резки и механической обработки.
Желательно также, чтобы в конкретной конструкции используемого сопла была предусмотрена минимизация приложения сдвига к полимерной составляющей среды струйного потока. В соответствии с этим желательно, чтобы скорость изменения площади поперечного сечения сопла от относительно большого входного отверстия к выходному отверстию сопла развивалась по плавным, непрерывным кривым, избегая по возможности образования углов и других разрывов сплошности. Ускорения потока достигают уменьшением площади поперечного сечения, благодаря чему нагнетают среду и к полимеру прикладывают необходимые высокие напряжения сдвига. Однако представляется, что разрыв цепи и деградация полимера минимизируются благодаря исключению концентраций напряжения на углах и в других местах, где скорость изменения напряжения очень велика и пропорциональна резким изменениям скорости изменения площади поперечного сечения.
Сопло имеет внутреннюю поверхность входного канала и внутреннюю поверхность выходного отверстия с соединительной поверхностью переходной зоны, причем поверхность входного канала, поверхность переходной зоны и поверхность выходного отверстия находятся в контакте со сгущенной водной средой, проходящей через сопло, а поверхность переходной зоны и поверхность выходного отверстия образуют непрерывную кривую без разрывов.
Эти признаки сопла также служат цели избежать турбулентного течения в среде. Когерентности струйного потока благоприятствует ламинарное течение через отверстие сопла, так что указанная конфигурация сопла служит для минимизации дивергенции потока.
Минимизация получаемых напряжений сдвига полезна для изобретения со всех сторон. В частности, необходимо избегать величин напряжения сдвига, достаточных для формирования турбулентного течения в проходящей среде. Напряжения сдвига этой величины для высокой скорости потока ассоциируются с прохождением по разрывам непрерывности и углам. Следствием такого течения является формирование в среде напряжений сдвига, величина которых достаточна для разрыва связей полимера. Разрыв ковалентных связей полимера с сопутствующим необратимым уменьшением молекулярного веса являются проявлениями деградации полимера, которых стараются избегать и, при возможности, минимизировать.
Дополнительным аспектом настоящего изобретения являются усовершенствования конструкций ловушки среды, используемой для сбора струйных потоков после прохождения через заготовку или у заготовки. Даже после резания и механической обработки заготовки, части потока, если не весь поток, еще двигаются с высокими скоростями, так что для минимизации разбрызгивания, образования тумана и повреждения аппаратного обеспечения ловушки среды требуются специальные ловушки среды. Кроме того, было необходимо разработать ловушки среды с целью уменьшения шума, возникающего при разрушении струйного течения и для минимизации деградации полимера и разрушения частиц абразивного материала.
На известном уровне техники для таких ловушек среды использовали удлиненные трубы. Эти трубы имели такую конфигурацию и ориентацию, чтобы вызвать разрушение струйного течения вдоль поверхности стенок прежде, чем струйные потоки достигнут дна ловушек для среды. В других вариантах для разрушения струйного течения ловушки среды содержали заменяемые донные вставки или были наполнены сыпучими стальными шариками. При использовании заменяемых днищ допускали, следовательно, что струйные потоки будут прорезать дно. Принимая во внимание этот недостаток, днища ловушек среды конструировали для простой и дешевой замены. Независимо от типа используемой ловушки среды уловленные струйные потоки подвергаются воздействию высоких напряжений сдвига, которые неизбежно активируют деградацию полимера.
В соответствии с настоящим изобретением предлагается новая конструкция ловушки среды, как показано на разрезе, приведенном на фиг. 1, где ловушка среды обозначена позицией 48. Сруйный поток 50 может быть введен в ловушку 48 среды и мягко замедлен. В этом случае струйный поток 50 не наносит удара по металлическим поверхностям, а направляется для проникновения в находящуюся в емкости среду 52. Предпочтительно, чтобы среда 52 была аналогичным сгущенным гелем раствора или суспензии полимера, как и струйный поток 50. Вследствие этого молекулы полимера в струйном потоке 50, уловленные ловушкой 48 среды, замедляются на значительном расстоянии в противоположность тому, как это имеет место в случае удара о металлическую поверхность, когда они замедляются практически мгновенно. Удлинением пути замедления избегают образования напряжений сдвига, имеющих величины, которые бы ассоциировались с ударом о металлические поверхности. Хотя для принимающей среды 52 могут быть использованы многие различные материалы, очевидны их недостатки по сравнению с тем случаем, когда эта среда аналогична среде струйного потока 50. Эти недостатки содержат трудность разбавления и разделения, которые могут быть даже невозможными, если среда должна быть повторно использована для струйной резки и механической обработки.
В зависимости от энергии струйного потока 76 и, в частности, когда часть потока прошла рез 50 и глубину среды 52, струйный поток 50 может проникнуть через среду 52 к поверхности 54 ловушки среды. Один способ решения этой проблемы основан на создании ловушки 48 среды, имеющей достаточный объем для предотвращения проникновения струйного потока 50 к поверхности 54 ловушки среды независимо от энергии струйного потока 50.
Ловушка 48 среды в соответствии с изобретением является простым примером и может быть использована независимо от того используют ли струйный поток 50 повторно или нет. Для среды 52 может быть использована любая жидкость, включая воду, если среда струйного потока 50 не должна быть использована повторно.
Поскольку для формирования эффективных струйных потоков 76 с гелеобразными полимерами настоящего изобретения могут быть использованы обычные поршневые насосы и поршневые насосы можно также использовать для рециркулирования среды 52, можно и фактически удобно, используя такое оборудование, собрать систему с возвратом среды для резки и механической обработки.
Для использования такой установки среду 64 для струйной резки и механической обработки загружают в цилиндр 72 поршневого насоса 66. Сопло 68, имеющее в предпочтительном варианте конструкцию практически такую же, как показана на фиг. 2, пригоняют к выпускному отверстию поршневого насоса 66 либо посредством непосредственного присоединения, либо через трубопровод высокого давления для среды 75. Гидравлический привод 70, действующий через шток 72 поршня, заставляет днище 74 поршня двигаться вверх, заставляя среду 64 выходить через отверстие в сопле 68 в виде высокоскоростного струйного потока 76. Струйный поток 76 подвергает заготовку 78 резке и механической обработке. После резки и механической обработки заготовки 78 струйным потоком дивергентное течение струйного потока 50 проходит в ловушке 48 среды. В этом варианте среда 52 аналогична среде 64. Количество движения струйного потока 50, вступившего в ловушку 48 среды, постепенно рассеивается и среда струйного потока 76 смешивается со средой 52.
Когда большая часть среды 64 пройдет в ловушку 48 среды, чтобы могла быть продолжена резка/механическая обработка, часть среды 52 может быть возвращена для пополнения среды 64 в поршневом насосе 66. Для возврата среды 64 в поршневой насос 66 используют насос 80 на возвратном трубопроводе 82. Днище 74 поршня поршневого насоса втягивают для поступления среды 64 на поверхность сжатия днища 74 поршня. При необходимости, для отфильтровывания отходов, например, в результате резки и механической обработки в возвратном трубопроводе 82 может быть предусмотрен фильтр 84. Эта фильтрация предназначена, главным образом, для защиты отверстия в сопле 68 и для предотвращения забивания сопла. При резке черных или других парамагнитных материалов могут быть также использовано магнитное разделение. Как указано выше, усилия, обеспечиваемого днищем 74 поршня, достаточно для проталкивания среды 64 через сопло 68 для формирования струйных потоков 76, имеющих энергию, достаточную для эффективной механической обработки заготовок 78. Преимуществами этого варианта изобретения являются уменьшение стоимости оборудования, увеличение надежности и увеличение безопасности обслуживающего персонала.
Рабочие характеристики изобретения при получении резов, показали, что они по меньшей мере аналогичны, а часто превосходят известные характеристики. Самое значительное преимущество изобретения происходит из способности рециклирования и повторного использования среды, которое для многих композиций составляет, как правило, от 20 до 100 циклов. Другим значительным преимуществом является упрощение оборудования для операций абразивной струйной резки и механической обработки, работающего при меньшем давлении. Эти признаки обеспечивают значительное снижение стоимости и уменьшение зависимости от операторов этого оборудования.
Увеличенная когерентность струйных потоков в настоящем изобретении приводит, как правило, к получению резов меньшей ширины, по сравнению с шириной резов, получаемых в известных способах, в зависимости от размера частиц абразивного материала, если все другие параметры равны. Более узкий рез дает возможность получить более высокие точность и разрешение резки и является достаточно значительным преимуществом, чтобы его рассматривать отдельно.
Для данного размера частиц абразивных материалов также обнаружено, что чистота поверхностной обработки краев реза значительно лучше, чем может быть достигнута в известных процессах. В связи с возможностью использовать частицы меньшего размера, чем в известных технологиях, становится возможным получать резы, которые не требуют операций поверхностной финишной обработки на краю реза, уменьшая число операций, трудоемкость и количество оборудования, требуемого для производства.
Хотя рабочие давления, используемые в настоящем изобретении, существенно ниже давлений, используемых в известных процессах абразивной резки, обнаружено, что производительность резания сравнительно не страдает и во многих случаях выше, чем может быть достигнута с помощью известной технологии.
Примеры
Примеры 1 - 3
Водный раствор гуаровой смолы, 40 мас.%, получают смешиванием смолы и воды при слегка повышенной температуре, приблизительно 35oC, в течение приблизительно тридцати минут до полного растворения смолы. К полученному таким образом раствору добавляют и растворяют 0,60 мас.% деацетилированного щелочью высокомолекулярного полисахарида маннозы, глюкозы и ацетилэфира глюкуроната калия. К этому раствору добавляют одинаковый объем водного раствора 35 мас. % борной кислоты и 2,0 мас.% бората натрия и перемешивают до получения гомогенной смеси, сопровождаемого инициированием образования гидрогеля.
К полученному гидрогелю добавляют 50 частей SiC, имеющего частицы размером 45 мкм (325 меш), и тщательно перемешивают до получения гомогенной дисперсии абразивного материала. Результатом является рыхлый порошок, называемый далее концентратом исходного вещества.
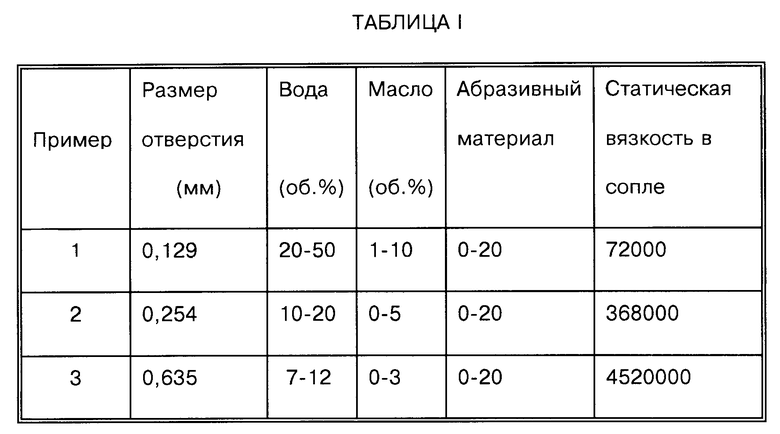
Указанную композицию исходного вещества используют, как правило, в виде сухого порошка и смешивают с различными долями воды в зависимости от размера отверстия сопла, через которое эта среда должна пройти в процессе струйной резки и механической обработки, вместе с соответствующими долями мелко измельченного абразивного материала для резки и механической обработки. Предпочтительно, но не обязательно, в том случае, если эту композицию не используют немедленно, в нее вводят небольшое количество парафинового масла или углеводородной консистентной смазки в качестве увлажнителя для подавления образования корки. В приведенной ниже Таблице I указаны характеристики приемлемых композиций для различных размеров отверстия сопла.
Добавка масла в указанных выше композициях не только замедляет, но и предотвращает образование корки. Она также регулирует клейкость. При малом содержании или отсутствии масла эта среда обладает адгезией к металлам, а также прилипает к рукам оператора. В связи с этим соответствующее масло увлажнителя является желательной добавкой.
Для улучшения реологических свойств гидрогеля в него можно добавлять растворимое тиксотропное вещество.
Иногда срок годности указанной выше среды при хранении ограничивается агрессивным воздействием роста бактерий или грибков. Введение очень небольшого количества биоцида, например метил- или парагидроксибензоата, как правило, менее 1%, а часто менее 0,5%, во многих случаях помогает контролировать такое агрессивное воздействие.
Примеры 4 - 26
Следующие компоненты смешивали в планетарном смесителе:
Компонент - Масс.доли
Полиборосилоксан - 35,0
Стеариновая кислота - 21,5
Светлое турецкое красное масло - 865
Консистентная смазка на основе углеводорода - 35,0
Полиборосилоксан имел молекулярный вес 125000, а отношение бора к кремнию составляло 1:25. Консистентная смазка была автомобильной консистентной смазкой для шасси фирмы Exxon.
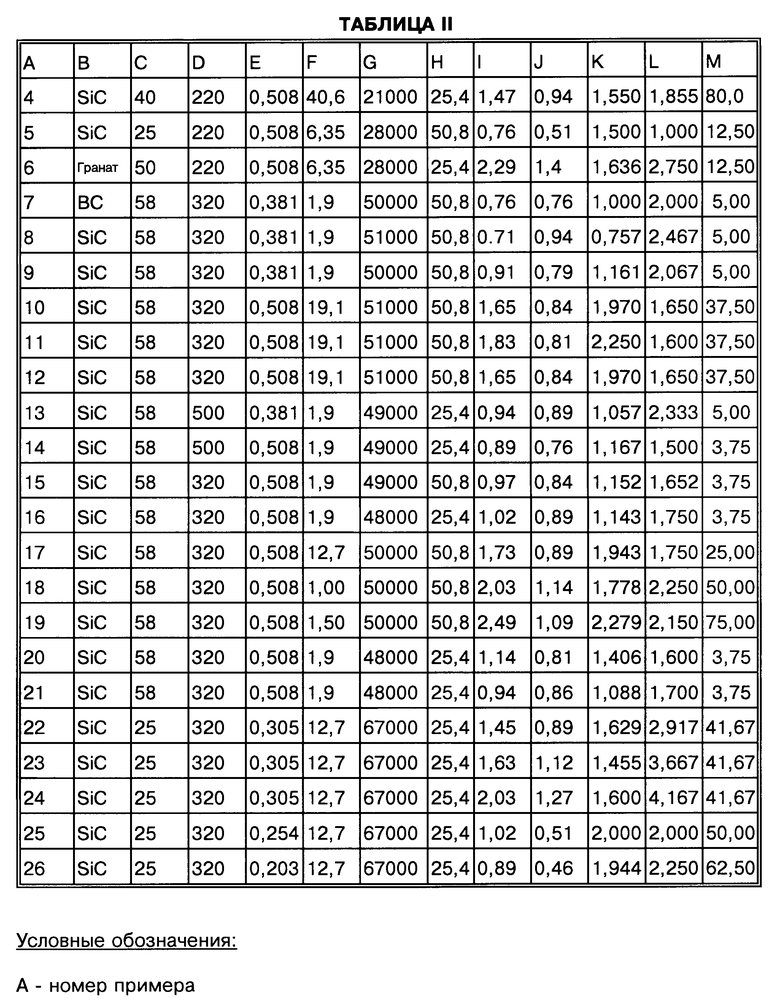
Эти компоненты перемешивали в условиях окружающей среды до тех пор, пока не была достигнута гомогенная смесь, и затем делили на части. После этого в каждую часть вводили частицы абразивного материала и перемешивали с ними, как показано в Таблице II, для получения абразивных сред струйного потока. Для получения вязкости в состоянии покоя 300000 сП каждую композицию регулировали введением стеариновой кислоты.
Каждую из полученных композиций среды использовали для разрезания шестимиллиметровой алюминиевой плиты в указанных в Таблице II условиях. В этой таблице также приведены результаты оценки полученных резов.
Как показано в Таблице II, получены быстрые и высококачественные резы.
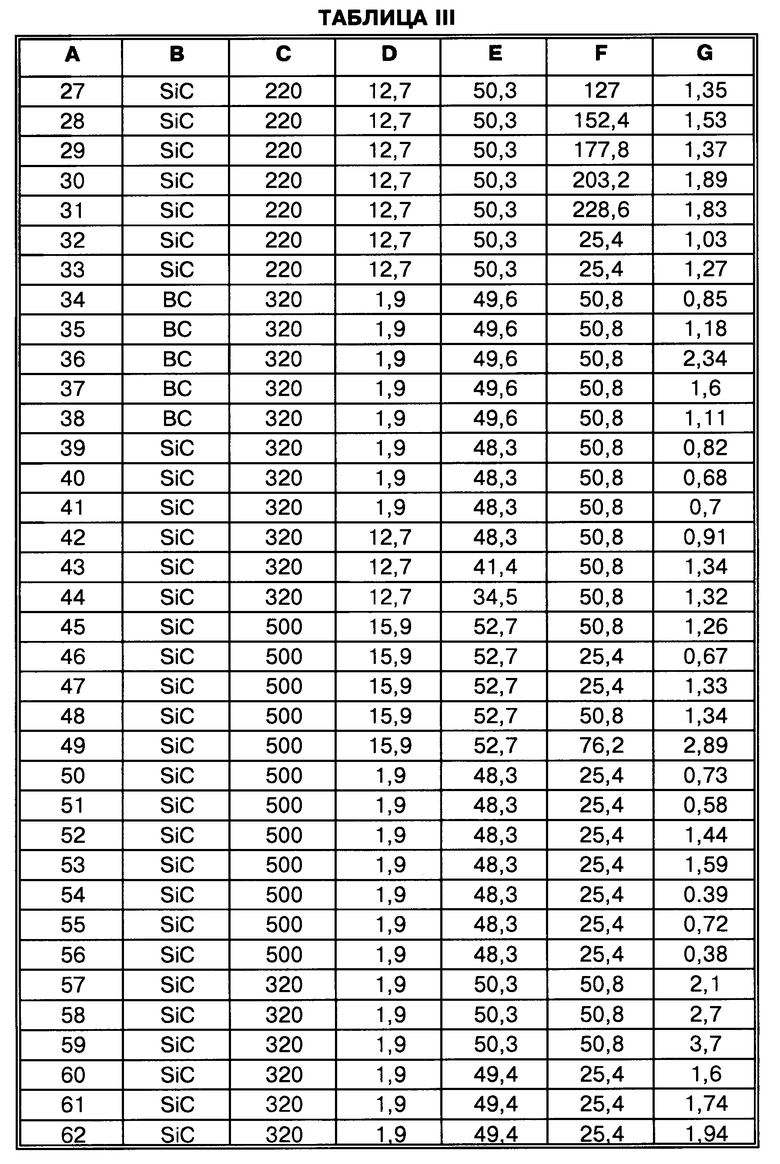
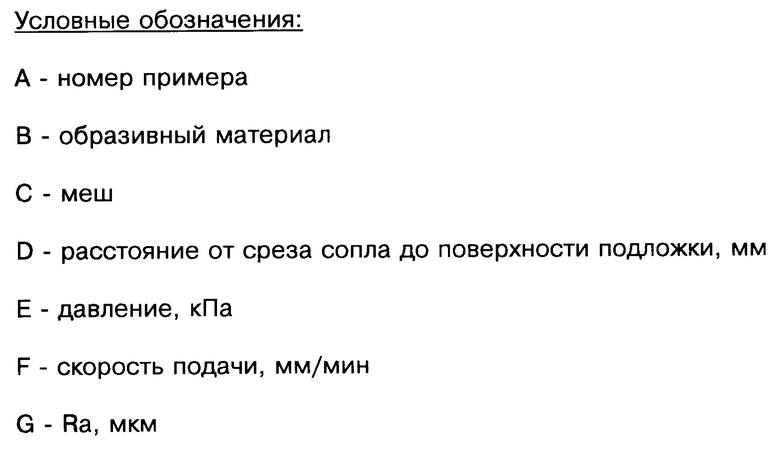
Примеры 27 - 62
В этом случае был снова применен базовый состав, используемый в Примерах 4 - 26, который был смешан с абразивными материалами, указанными в Таблице III; вязкость и в этом случае была отрегулирована с помощью стеариновой кислоты до вязкости в состоянии покоя 300000 сП; этот состав был использован для резки алюминиевой пластины толщиной 6 мм. Параметры обработки резанием приведены в Таблице III.
Как понятно специалисту, указанные в Таблице III результаты измерения финишной обработки поверхности иллюстрируют исключительно высокое качество абразивной струйной резки.
Приведенные выше примеры предназначены для иллюстрации настоящего изобретения, а не для ограничения его объема. Настоящее изобретение определено и ограничено приведенной ниже формулой изобретения, в которой изложен объем притязаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОЙ АБРАЗИВНОЙ СТРУЙНОЙ ОБРАБОТКИ | 1994 |
|
RU2138385C1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580268C1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2582412C1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580267C1 |
| СПОСОБ РЕЗКИ СТРУЕЙ ЖИДКОСТИ С АБРАЗИВОМ | 1993 |
|
RU2104831C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ | 2006 |
|
RU2331503C2 |
| СПОСОБ РЕЗКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК | 1993 |
|
RU2050251C1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| СПОСОБ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2096117C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
Изобретение относится к абразивной струйной резке. Частицы абразивного материала суспендируют в текучей среде и выталкивают с высокой скоростью и под давлением на заготовку. Формируют струю из полимера с химическими связями, преимущественно, разрушаемыми в условиях высоких напряжений сдвига без разрыва основной цепи полимера и способными к восстановлению. После механической обработки среду и абразивный материал возвращают для повторного использования. Струя эффективна при давлениях 14 - 80 МПа. Состав для режущей абразивной струи содержит абразивные частицы, диспергированные в композиции полимера. В состоянии покоя композиция полимера имеет вязкость 100000 - 500000 сП и динамическую вязкость 3000 - 30000 П в условиях сдвига, обусловленных течением среды через отверстие, имеющее диаметр 0,1 - 1,0 мм. Технический результат выражается в эффективной технологии регенерации и повторном использовании среды струи. 2 с. и 35 з.п. ф-лы, 3 табл., 2 ил.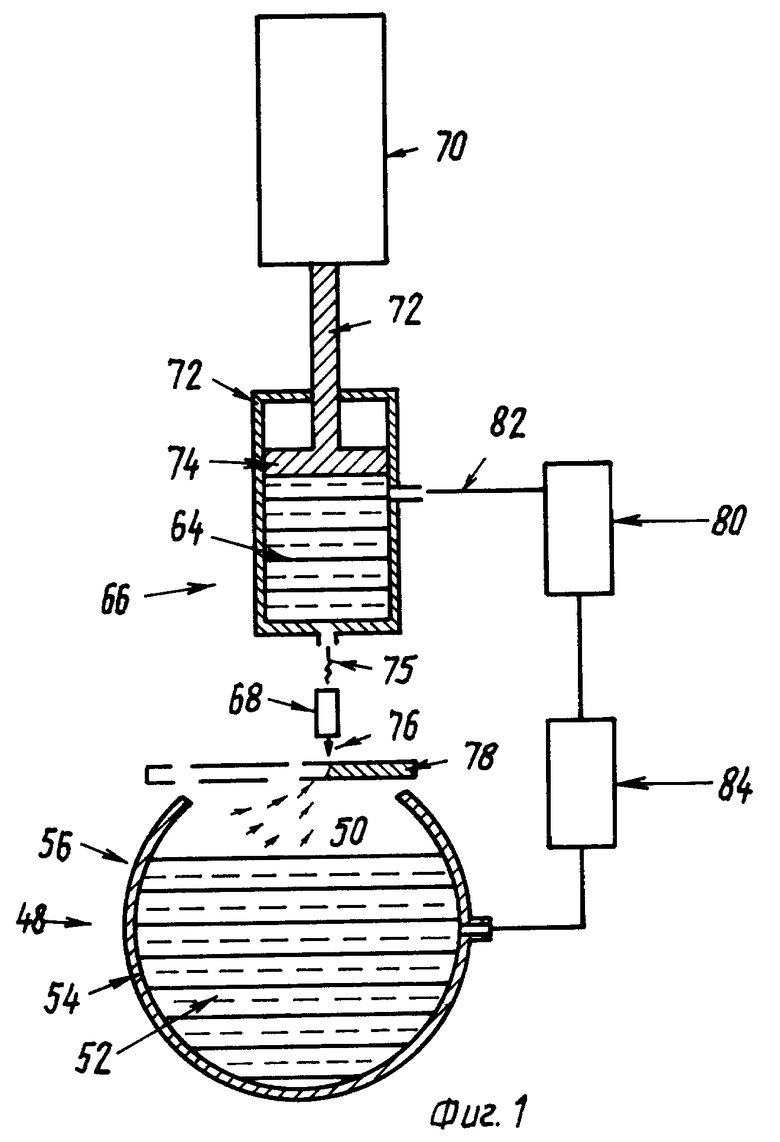
| US 4872293, 10.10.1989 | |||
| US 5018317, 28.05.1991 | |||
| US 3524367, 18.08.1970 | |||
| US 4707952, 24.11.1987 | |||
| DE 3516103 A1, 06.11.1986 | |||
| Способ воздействия на материалы струей высокого и сверхвысокого давления жидкости | 1951 |
|
SU110525A1 |
| Способ управления струйной обработкой материалов | 1990 |
|
SU1759614A1 |

