Изобретение относится к ядерной технике и может быть использовано для измельчения отработавших тепловыделяющих сборок (ОТВС) ядерных реакторов при регенерации отработавшего ядерного топлива (ОЯТ).
Аналогом данного изобретения является устройство для разрезания стержневых топливных элементов (твэлов) ядерного реактора (патент N3723728, G 21 C 19/36, ФРГ). Устройство состоит из механизма для последовательного выталкивания пучка твэлов из внешней оболочки ОТВС, прижима, ножа и вспомогательных устройств.
Недостатком этого устройства является то, что измельчению не могут быть подвергнуты ОТВС неразборной конструкции, т. к. в этом случае невозможно обеспечить гарантированное измельчение материала внешней оболочки ОТВС, что создает затруднения при дальнейшей переработке ОЯТ.
Прототипом заявляемого устройства является "Установка для переработки облученного ядерного топлива", патент N1314803, G 21 C 19/34, Великобритания. Установка состоит из устройства перемещения сборок, системы прижимов, механизма ножа (пилы) и вспомогательных устройств.
Недостатками этого устройства являются сложность конструкции и плохая степень измельчения внешней оболочки ОТВС.
Технической задачей является создание устройства для измельчения отработавшего ядерного топлива, обеспечивающее: надежное измельчение (разделение) внешней оболочки ОТВС, качественное резание (гарантирующее высокую степень вскрытия топлива), относительно низкую стоимость режущего инструмента, уменьшение энергопотребления, повышение радиационной безопасности процесса.
Поставленная задача решается с помощью заявляемого устройства, состоящего из камеры загрузки ОТВС, камеры подачи, устройства подачи ОТВС, двух гидроприводов, блока ножей, имеющего прижим, неподвижную опору с двумя вспомогательными ножами и верхний нож. При этом разрезание внешней оболочки ножами неподвижной опоры производится при деформации ОТВС прижимом, а дополнительное разделение режущей кромкой верхнего ножа - в процессе основного цикла отрезки фрагмента ОТВС.
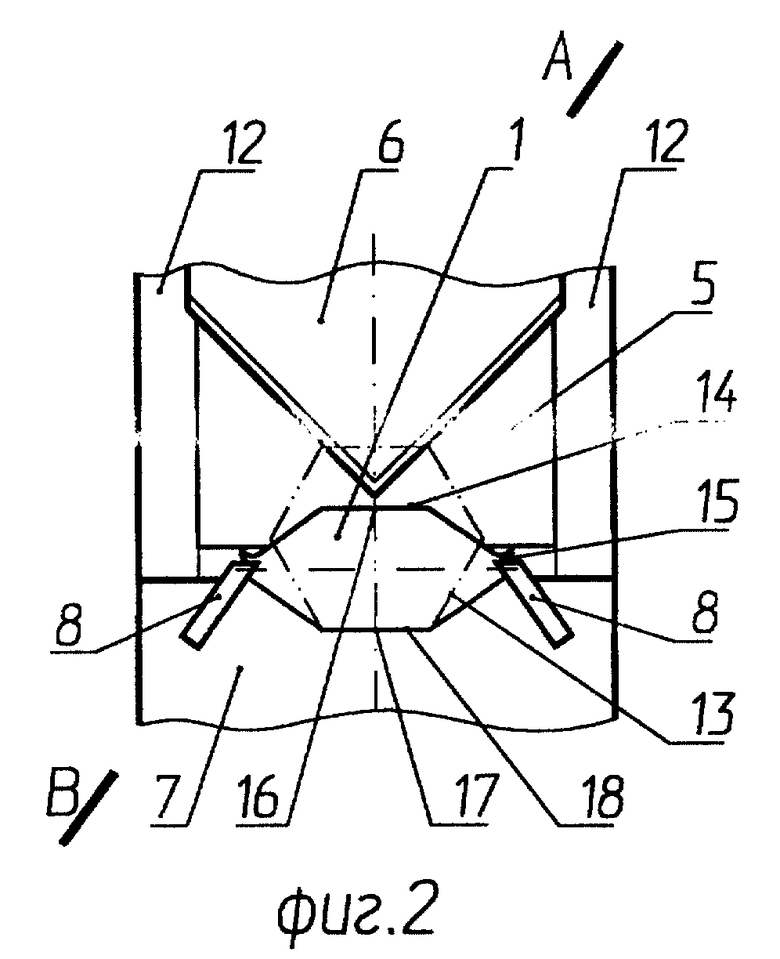
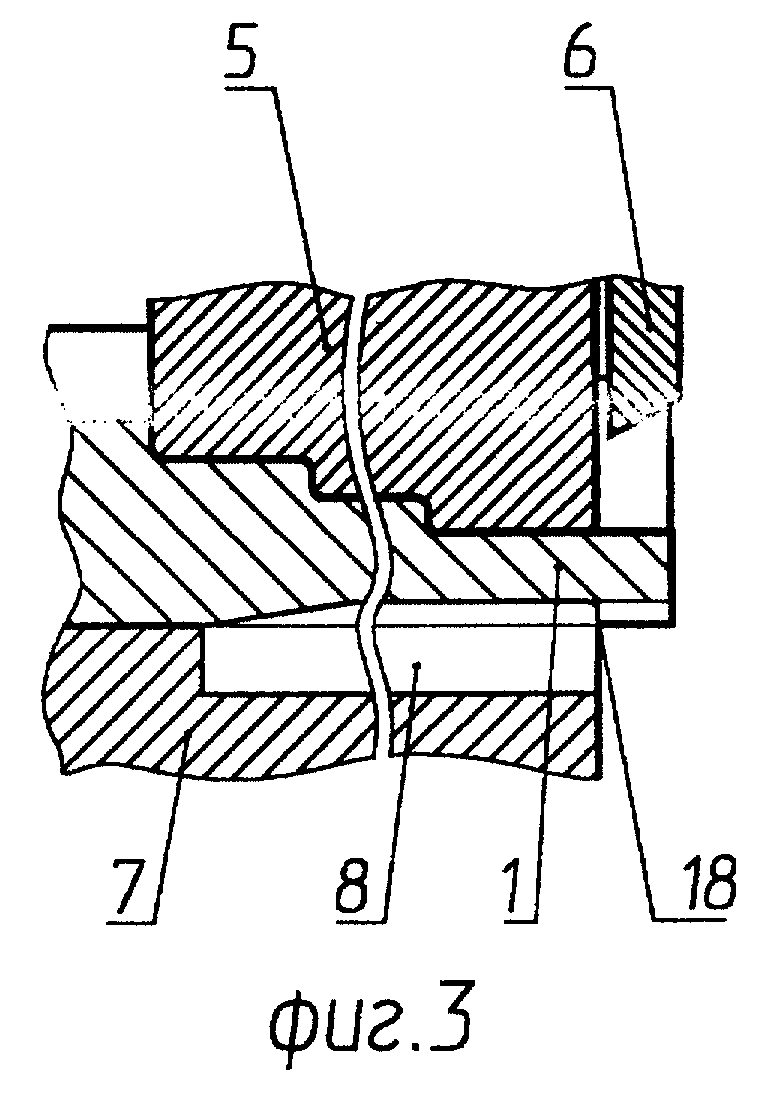
Общий вид предлагаемого устройства для измельчения ОЯТ представлен на фиг. 1, где 1 - измельчаемая ОТВС; 2 - камера подачи ОТВС; 3 - блок ножей; 4 - устройство подачи ОТВС; 5 - прижим с рабочей частью, повторяющей форму ОТВС в деформированном состоянии; 6 - верхний нож клиновидной формы; 7 - неподвижная опора, повторяющая форму ОТВС в деформированном состоянии; 8 - вспомогательные ножи; 9 - гидропривод прижима; 10 - гидропривод верхнего ножа; 11 - канал выгрузки измельченного ядерного топлива. На фиг. 2 изображен вид на поперечное сечение ОТВС со стороны главного ножа, где 12 - направляющие прижима; 13 - форма поперечного сечения ОТВС до деформации прижимом; 14 - форма поперечного сечения ОТВС после деформации прижимом; 15 - зона разделения (разрезания) внешней оболочки ОТВС неподвижным ножом; 16 - зона разделения чехловой трубы верхним ножом на входе в ОТВС; 17 - зона разделения чехловой трубы верхним ножом на выходе; 18 - ответная режущая кромка неподвижной опоры. На фиг. 3 изображен разрез по АВ в повернутом виде.
Устройство для измельчения ОЯТ работает следующим образом.
Измельчаемая ОТВС 1 помещается в камеру подачи 2 и с помощью устройства подачи 4 с определенным шагом подается в зону измельчения ее в блоке ножей 3. Край сборки, попадая под прижим 5, деформируется между прижимом 5 и неподвижной опорой 7 при поступательном перемещении прижима вниз. При этом два вспомогательных ножа 8, закрепленные в неподвижной опоре, внедряются в грани чехловой трубы ОТВС в зоне 15, надрезая (разделяя) последнюю. Таким образом, деформация ОТВС прижимом 5 преследует три цели:
- уплотнение пучка твэлов в рамках внешней оболочки ОТВС с целью достижения более полного вскрытия ядерного топлива при резании ОТВС верхним ножом 6;
- разделение внешней оболочки ОТВС в двух местах с помощью вспомогательных ножей 8, закрепленных в неподвижной опоре 7;
- закрепление ОТВС в процессе резания ее верхним ножом 6.
После деформации и закрепления ОТВС 1 прижимом 5 производится срезание фрагмента ОТВС, выступающего из-под прижима, верхним ножом 6, имеющим клиновидную форму, при поступательном перемещении последнего вниз. При этом происходит разделение чехловой трубы ОТВС режущей кромкой верхнего ножа 6 в зоне 16 в момент касания верхней грани ОТВС главным ножом и в зоне 17 в момент выхода верхнего ножа из нижней грани. Если в начале рабочего хода верхнего ножа 6 резание производится в основном только самим ножом 6, то после достижения им зоны 17 при дальнейшем его ходе вниз, вступает в работу ответная режущая кромка неподвижной опоры 18. Между режущей кромкой 18 и главным ножом 6 происходит дорезание оставшейся части поперечного сечения ОТВС. После полного срезания фрагмента ОТВС, выступающего из-под прижима, верхний нож, поднимаясь, возвращается в исходное положение, прижим 5 поднимается, устройство подачи 4 продвигает измельчаемую ОТВС на заданную величину шага резания, и цикл отрезки повторяется. Из вышесказанного следует, что разделение чехловой трубы по периметру поперечного сечения производится в четырех местах (зонах) - в двух местах с помощью вспомогательных ножей 8 и в двух с помощью верхнего ножа 6. Продукты процесса резания представляют собой цилиндрические обрезки твэлов (слегка приплюснутые с одной стороны) длиной, определяемой настроенным шагом резания, и полоски внешней оболочки шириной, равной шагу резания, и длиной, равной одной четвертой части периметра поперечного сечения внешней оболочки ОТВС. Помимо этого, могут быть измельчены встречающиеся дистанционирующие решетки твэлов ОТВС. С целью снижения сил резания при измельчении дистанционирующих решеток твэлов плоскость перемещения главного ножа 6 может составлять отличный от 90 угол с осью ОТВС (в пределах от 75 до 90o). Прижим 5 и верхний нож 6 приводятся в поступательное движение с помощью гидроприводов 9 и 10 соответственно. Продукты измельчения ОТВС удаляются из устройства через канал выгрузки отработавшего ядерного топлива 11 под действием сил тяжести. Необходимо отметить, что для гарантированного разделения наружной оболочки толщина верхнего ножа и длина вспомогательных ножей должны превышать величину шага резания ОТВС (см. фиг. 3). Прижим 5 имеет геометрию рабочей поверхности, повторяющую форму ОТВС в деформированном до необходимой степени состоянии (см. фиг. 2). В поперечном сечении рабочая поверхность прижима имеет ступенчатую форму, что предотвращает проскальзывание ОТВС при ее деформации прижимом.
Предлагаемая конструкция верхнего ножа позволяет использовать практически любую геометрию режущей части ножа (с широкими пределами изменения значений передних и задних углов резания), это дает возможность найти оптимальную геометрию режущей части, позволяющую хорошо сочетать высокую стойкость инструмента и хорошее качество резания (определяющее высокую степень вскрытия топлива).
Предлагаемое устройство позволяет измельчать ОТВС, конструктивно имеющие внешнюю оболочку (чехловую трубу) как шестигранного, так и круглого сечения.
Технический результат изобретения заключается в обеспечении надежного измельчения (разделения) внешней оболочки ОТВС, качественного резания, гарантирующего высокую степень вскрытия топлива, относительно низкой стоимости режущего инструмента благодаря использованию сменных ножей простой формы, а также в снижении энергопотребления за счет уменьшения величины усилий резания, в повышении радиационной безопасности процесса за счет уменьшения числа подвижных уплотнений в устройстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2145125C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2153713C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2138864C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2732279C1 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2709187C1 |
| АГРЕГАТ ДЛЯ ИЗМЕЛЬЧЕНИЯ ДЛИННОМЕРНЫХ РАДИОАКТИВНЫХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216800C2 |
| СПОСОБ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2014 |
|
RU2555856C1 |
| Чехол хранения отработавших тепловыделяющих сборок от реакторов типа ВВЭР-1000 | 2018 |
|
RU2679007C1 |
| СПОСОБ ДЛИТЕЛЬНОГО ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550092C2 |
| МЕТАЛЛОБЕТОННЫЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШИХ СБОРОК ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ | 2001 |
|
RU2189648C1 |
Изобретение используется в радиохимической промышленности для регенерации отработавшего ядерного топлива. Измельчение отработавших тепловыделяющих сборок (ОТВС) осуществляется поступательно перемещающимся клиновидным ножом оптимальной геометрии, при этом разделение внешней оборочки (чехловой трубы) ОТВС производится как самим клиновидным ножом в процессе резания, так и двумя вспомогательными ножами неподвижной опоры при деформации измельчаемой ОТВС между подвижным прижимом, имеющим форму поперечного сечения ОТВС в деформированном состоянии, и неподвижной опорой. Технический результат изобретения состоит в создании устройства для измельчения отработавшего ядерного топлива, обеспечивающего надежное разделение внешней оболочки ОТВС, качественное резание, гарантирующее высокую степень вскрытия топлива, снижение стоимости режущего инструмента, уменьшение энергопотребления, повышение радиационной безопасности процесса за счет уменьшения числа подвижных уплотнений в устройстве. 3 ил.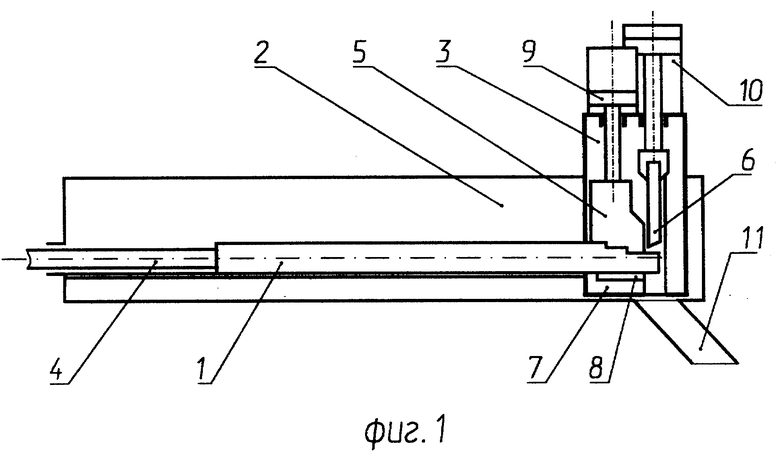
Устройство для измельчения отработавшего ядерного топлива, включающее камеру загрузки отработавших тепловыделяющих сборок, камеру подачи отработавших тепловыделяющих сборок, устройство подачи отработавших тепловыделяющих сборок, два гидропривода, блок ножей, имеющий прижим, неподвижную опору и верхний нож, отличающееся тем, что неподвижная опора снабжена двумя вспомогательными ножами и имеет ответную режущую кромку, а верхний нож клиновидной формы имеет толщину, превышающую величину шага резки.
| GB 1314803 A, 26.04.73 | |||
| DE 3723728 А1, 26.01.89 | |||
| 0 |
|
SU160150A1 | |

