Изобретение относится к радиохимической промышленности и предназначено для использования в технологической линии промышленной переработки отработавших тепловыделяющих сборок (ОТВС), облученных в ядерных реакторах.
В известных устройствах для отрезки хвостовиков (см. Радиохимическая переработка ядерного топлива АЭС / В.И. Землянухин, Е.И. Ильенко, А.Н. Кондратьев и др. - 2-е изд., перераб. и доп. - М. Энергоатомиздат, 1989, с. 41-51), используемых как в России, так и в других странах, резка осуществляется вращающимися дисками (пилами) в ваннах с водой, абразивными дисками, лазером или плазменной резкой и т.п.Основным недостатком этих устройств в процессе их работы является образование большого количества мелких радиоактивных частиц металла и жидких радиоактивных отходов, что ведет к проблемам охраны окружающей среды и к необходимости переработки жидких и твердых радиоактивных отходов.
В известной конструкции устройства для отрезки хвостовиков (см. Патент 2153713 G21C 19/34, 05.11.1998) отрезка производится методом скручивания сечения оболочки ОТВС ножевыми вставками, снабженными режущими плоскостями, по форме и размерам соответствующими внешней шестигранной форме оболочки ОТВС. Основным недостатком этого устройства является то, что данная схема резки при испытании специально изготовленного устройства показала, что она реально работает только на малых, жестких шестигранниках (~ до 96 мм). При попытке резки шестигранных оболочек большего размера с реальной толщиной стенки 2 мм из нержавеющей стали при повороте резка не происходит, т.к. плоскости шестигранного сечения теряют устойчивость, сминаются, сечение превращается в круг и происходит холостое прокручивание поворотного ножа. Кроме того, направляющие для поворотного ножа имеют большой диаметр, т.к. расположены снаружи перерезаемой детали и работают в условиях сухого трения скольжения, поэтому крутящий момент с приложением посредством рычага несимметричной нагрузки для поворота имеет большую величину, также возможны закусывания скользящих поверхностей, что приводит к быстрому износу направляющих поверхностей.
За прототип принято (см. Патент 2138864 6 G21C 19/34, 14.07.98) Устройство для отделения концевых деталей отработавших тепловыделяющих сборок шестигранного сечения, в котором отделение концевых деталей ОТВС осуществляют поступательно перемещающимся внутренним ножом и двумя вспомогательными режущими плоскостями подвижного прижима, с помощью которого происходит обжатие ОТВС в месте реза. Установка эксплуатировалась некоторое время в производственных условиях на ФГУП «ПО «Маяк».
Недостатком установки является то, что нагрузка от силы резания полностью замыкается на подвижный прижим. Чтобы прижим при резке не сдвигался, его фиксируют специальным устройством - гидроцилиндром упора. Надежность этого устройства оказалась низкой. При этом, если прижим при резании сдвинулся, происходит недорез всего сечения шестигранника, т.к. ход ножа ограничен, что приводит к аварийной ситуации. Кроме того, прижим закреплен к тягам в нижней его части, а нагрузка на прижим от действия силы резания приложена сверху, т.е. консольно. Возникающий изгибающий момент от силы резания приводит к поломке тяг в месте крепления. Тогда выходит из строя вся установка. При наличии радиации, ремонт установки представляет определенные проблемы.
Кроме того, при указанном расположении ОТВС и режущих плоскостей наружных ножей, расположенных на подвижном прижиме, не возможно жестко, без зазоров зафиксировать ОТВС по всем граням для последующей резки, так как при движении прижима, верхняя и нижняя грани наружных ножей скользят по ответным граням ОТВС. А чтобы не произошло заклинивание, необходимы зазоры между ОТВС и наружными ножами. Наличие зазоров приводит к некачественному резу и образованию заусенцев, большого количества мелкой радиоактивной стружки, которую необходимо улавливать и собирать для утилизации. Далее, если ОТВС уложена с небольшим перекосом, то при движении внутреннего ножа возможно его заклинивание, так как зазоров между решетками в месте реза становится недостаточно, что приводит к нарушению штатного реза оболочки ОТВС и, как следствие, к аварийной ситуации.
В предлагаемом техническом решении задача состоит в повышении надежности установки и увеличении срока эксплуатации в линии переработки ОТВС путем совершенствования ее конструкции.
В предлагаемой установке для обеспечения надежности и продолжительности срока ее эксплуатации путем плотного обжатия наружной поверхности ОТВС, наружные ножи выполнены разъемными по горизонтальной оси шестигранника ОТВС, при этом части наружных ножей закреплены на подвижном прижиме и кронштейне, а подвижный прижим установлен на кронштейне и снабжен осью поворота. Внутренний нож, специальной конструкции, при отрезке концевой детали ОТВС, перемещается горизонтально по пазам в неподвижных наружных ножах вдоль линии разъема.
Предлагаемое техническое решение поясняется графическим материалом.
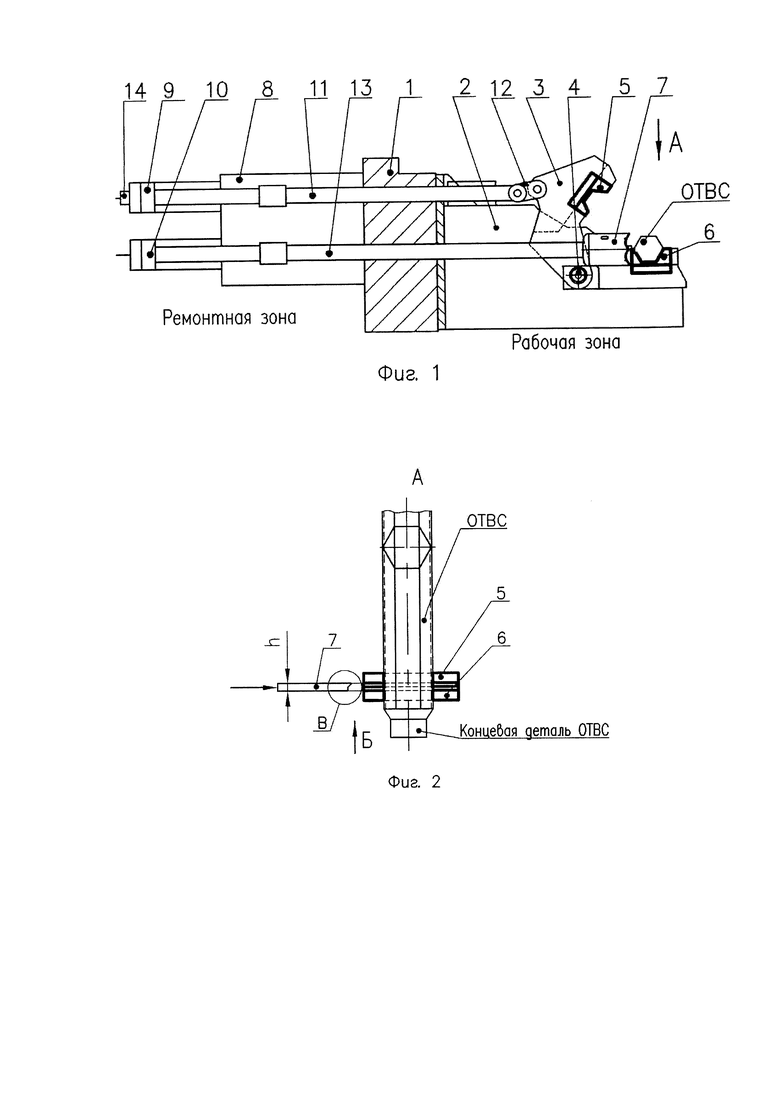
На фиг. 1 показана установка в сборе для отделения концевых деталей от активной части ОТВС.
На фиг. 2 условно показано размещение ОТВС в наружные ножи установки, расположение и конфигурация режущей кромки внутреннего ножа - вид сверху А.
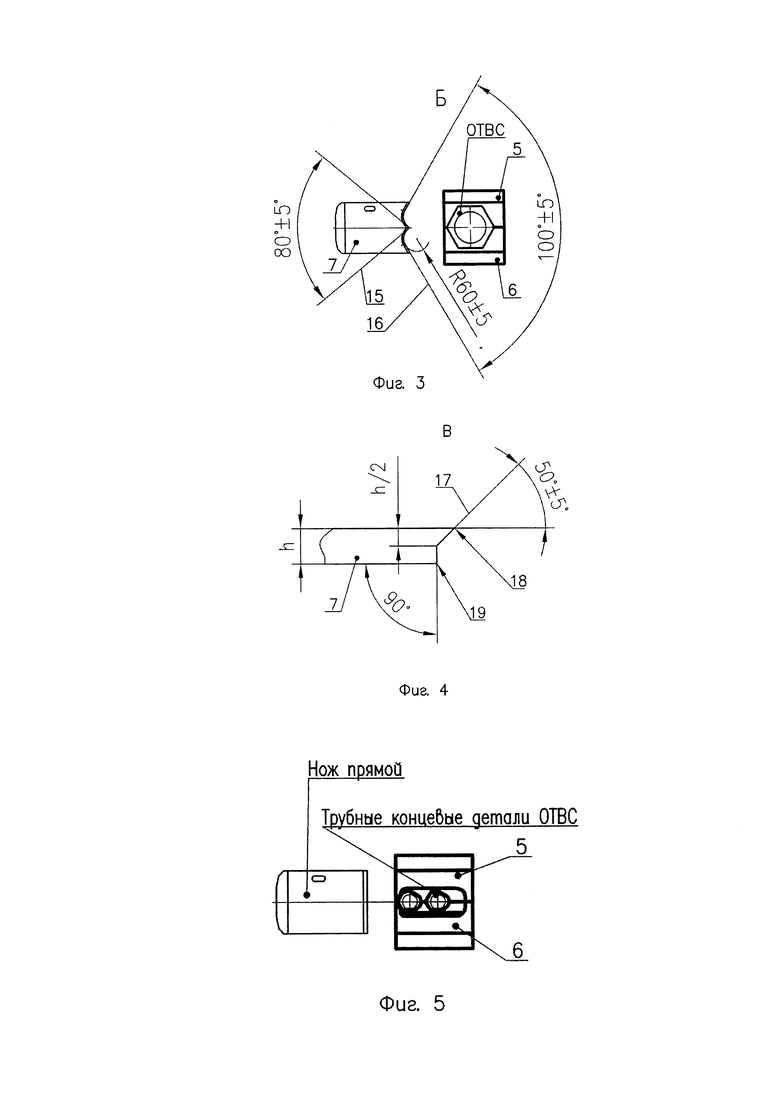
На фиг. 3 показана конфигурация передней кромки внутреннего ножа - вид сбоку Б.
На фиг. 4 показана конфигурация передней кромки внутреннего ножа - вид сверху В.
На фиг. 5 показан пример схемы резки концевых деталей ОТВС трубного типа внутренним ножом с прямой режущей кромкой - вид сбоку.
Установка (см. фиг. 1, 2, 3, 4) содержит защитную пробку 1, которая является основанием для монтажа остальных деталей. Кроме того, защитная пробка 1 герметично вставляется в отверстие в стене здания и разделяет рабочую (загрязненную радиацией) и ремонтную зоны. К защитной пробке 1, со стороны рабочей зоны, закреплен кронштейн 2, на котором установлен прижим 3 с возможностью поворота вокруг оси 4. На кронштейне 2 и на прижиме 4 установлены части наружных ножей, разделенных по горизонтальной оси; верхняя часть 5 закреплена на прижиме 3, а нижняя часть 6 закреплена на кронштейне 2. В кронштейне 2 и в наружных ножах 5 и 6 выполнены пазы, по которым перемещается внутренний нож 7.
Со стороны ремонтной зоны к защитной пробке закреплен кронштейн 8, на котором установлены приводные гидроцилиндры: гидроцилиндр 9 прижима 3 и гидроцилиндр 10 внутреннего ножа 7. Гидроцилиндр 9 прижима 3 посредством штока 11 через серьгу 12 соединен и воздействует на прижим 3. Гидроцилиндр 10 внутреннего ножа 7 посредством штока 13 соединен с внутренним ножом 7. В линии подачи рабочей жидкости в поршневую полость гидроцилиндра 9 прижима 3 встроен гидрозамок 14, запирающий давление рабочей жидкости в процессе реза.
Режущая кромка внутреннего ножа 7 (см. фиг. 2, 3, 4) для отрезки концевых деталей ОТВС шестигранного сечения имеет специальную конфигурацию. Режущая кромка внутреннего ножа 7 в центральной части снабжена прямым клином 15 с углом (80±5)°, а по краям - обратным клином 16 с углом (100±5)°. Прямые участки прямого и обратного клиньев сопряжены радиусами R(60±5)мм.
При этом режущая кромка внутреннего ножа 7, (см. фиг. 2, 4), на всем протяжении, по толщине h, выполнена в виде двух сопрягаемых частей: острого клина 17 с углом (50±5)° до половины толщины h внутреннего ножа 7, образующего острую режущую кромку 18 и части, перпендикулярной к боковой плоскости внутреннего ножа, образующего прямую острую режущую кромку 19.
Такая форма режущей кромки позволяет разрезать оболочку ОТВС по одной линии, а остальную отрезанную часть оболочки, по толщине внутреннего ножа 7, отгибать или, при необходимости, отрезать.
Установка (см. фиг. 1, 2, 3, 4) для отделения концевых деталей от активной части ОТВС шестигранного сечения работает следующим образом. ОТВС, предназначенную для переработки, укладывают местом отрезки концевой детали на наружные ножи 6, установленные на кронштейне 2. Прижим 3 опускается, поворачиваясь вокруг оси 4 при помощи гидроцилиндра 9 прижима 3, через шток 11 и серьгу 12 и зажимает ОТВС своими наружными ножами 5 и 6 по всем граням шестигранного сечения. При этом рабочая жидкость внутри поршневой полости гидроцилиндра 9 прижима 3 запирается от утечек и снижения давления гидрозамком 14, фиксируя при этом закрытое положение прижима 3. Гидроцилиндры 9 и 10 имеют общую гидросистему, поэтому давление в ней выравнивается в соответствии с наименьшим усилием на гидроцилиндрах. Например, при опущенном прижиме 3, в случае холостого хода внутреннего ножа 7, или малого усилия реза давление в гидросистеме уменьшается. Гидрозамок удерживает начальное максимальное давление в поршневой полости гидроцилиндра 9 прижима 3 даже в случае снижения общего давления в гидросистеме и не позволяет прижиму 3 ослаблять усилие прижатия ОТВС. Далее внутренний нож 7 при помощи цилиндра 10 внутреннего ножа 7, через шток 13, перемещается вперед, перерезая элементы конструкции, крепящие концевую деталь к активной части ОТВС.
При движении внутреннего ножа 7, после вскрытия центра шестигранной оболочки ОТВС режущей кромкой 18 (см. фиг. 4), прямого клина 15 (см. фиг. 3), отрезка передних граней оболочки происходит сначала радиусной частью режущей кромки последовательно по линии, а затем наклонными прямыми участками обратного клина 16 по краям вскрываются передние верхний и нижний углы оболочки, и далее режется верхняя и нижняя грани оболочки с загибом заусенца во внутрь. Так перерезаются первые четыре, по ходу ножа, грани шестигранной оболочки. Последние две грани на противоположной стороне ОТВС сначала перерезают острой кромкой 18 (см. фиг. 4), а затем острой кромкой 19. Такой рез гарантирует отсутствие заусенца на активной части снаружи оболочки, т.к. отрезка обеих концевых элементов ОТВС производят одним и тем же ножом без его замены, заусенец может образоваться и на активной части ОТВС, тогда он может помешать при перемещении ОТВС по ложу для дальнейшей переработки.
Для отрезки второй концевой детали, с другого конца ОТВС, прижим 3 поднимают, ОТВС смещают и устанавливают на координату для отрезки концевой детали с другого конца, процесс отрезки повторяется.
В случае отрезки концевой детали (см. фиг. 2) с образованием заусенца на концевой детали, заусенец в этом случае не мешает. Концевую деталь манипулятором убирают в контейнер для отправки на утилизацию. Чтобы заусенец на последних двух гранях шестигранника не отрезался, а загибался, устанавливают наружные ножи без режущих кромок напротив этих граней по ходу режущей острой кромки 19 (см. фиг. 4), тогда заусенец на концевой детали загибается наружу.
Установка универсальна, может перерабатывать ОТВС как шестигранного сечения разных типоразмеров, так и ОТВС круглого или любого другого сечения, для этого необходимо только установить соответствующие наружные ножи 5 и 6 и, при необходимости, сменить внутренний нож.
Для примера, на фиг. 5, показана схема отрезки трубных концевых деталей ОТВС. Отрезка производится в специальных наружных ножах, имеющих круглые отверстия для укладки труб. Отрезка производится внутренним ножом прямой, простой, конфигурации с заостренной передней кромкой в сечении. При отрезке внутренний нож сначала сминает трубу, прижимает ее к режущей кромке наружных ножей (причем с противоположной стороны на наружных ножах режущие кромки отсутствуют - сделан паз) затем отрезает ее. Отрезанная часть сдвигается по пазу части внутренних ножей и отодвигается боковой плоскостью внутреннего ножа от места реза. Трубные части отрезают последовательно, сначала первую, по ходу внутреннего ножа, затем аналогично вторую.
Технический результат изобретения заключается в обеспечении надежного безопасного способа отделения концевых деталей механическим методом, исключающим образование мелкодисперсных фракций материала разрезаемой радиоактивной оболочки ОТВС и жидких радиоактивных отходов, повышение радиационной безопасности процесса за счет исключения несанкционированного вскрытия активной зоны ОТВС, увеличение производительности процесса за счет сокращения времени отделения концевой детали.
На Установку разработана конструкторская документация, изготовлен и испытан опытный образец, проведены испытания по отрезке концевых деталей всех видов ОТВС в КТФ ИГиЛ СО РАН.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2138864C1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2732279C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2153713C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2138863C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2145125C1 |
| Способ обращения с отработавшими стержнями управления и защиты корабельных атомных энергетических установок с использованием комплекса для обращения с отработавшими стержнями управления и защиты | 2023 |
|
RU2807667C1 |
| Способ разделки двухпучковой тепловыделяющей сборки ядерного реактора и устройство для его осуществления | 2016 |
|
RU2650187C2 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ РАСКРОЯ ЛИСТОВОГО)МАТЕРИАЛА' | 1965 |
|
SU168866A1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
Изобретение относится к радиохимической промышленности и предназначено для использования в технологической линии промышленной переработки отработавших тепловыделяющих сборок (ОТВС). Установка для отделения концевых деталей ОТВС содержит защитную пробку, кронштейн, подвижный прижим, наружные ножи, внутренний нож и приводы прижима и внутреннего ножа. Подвижный прижим установлен на кронштейне, снабжен осью поворота и взаимодействует с приводом посредством штока и серьги. Наружные ножи выполнены разъемными по горизонтальной плоскости и снабжены пазами для взаимодействия с внутренним ножом, при этом одна часть установлена на прижиме, другая на кронштейне. Изобретение позволяет обеспечить надежное отделение концевых деталей, качественное резание без образования мелкодисперсной фракции материала разрезаемой оболочки ОТВС. 3 з.п. ф-лы, 5 ил.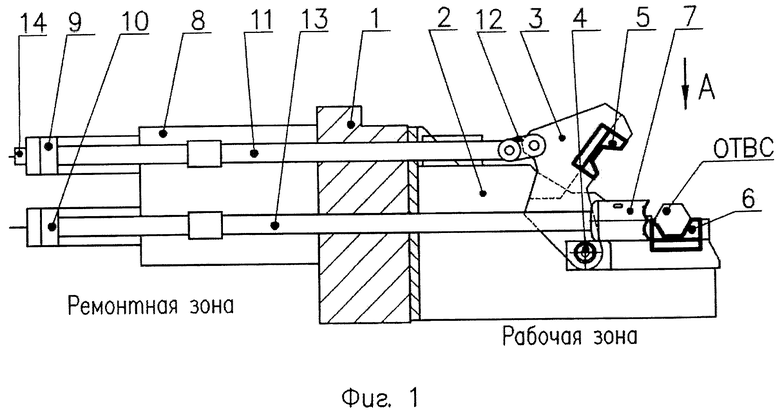
1. Установка для отделения концевых деталей отработавших тепловыделяющих сборок (ОТВС), содержащая защитную пробку, кронштейн, подвижный прижим, наружные ножи, внутренний нож и приводы прижима и внутреннего ножа, отличающаяся тем, что подвижный прижим установлен на кронштейне, снабжен осью поворота и взаимодействует с приводом посредством штока и серьги, а наружные ножи выполнены разъемными по горизонтальной плоскости и снабжены пазами для взаимодействия с внутренним ножом, при этом одна часть установлена на прижиме, другая на кронштейне.
2. Установка по п. 1, отличающаяся тем, что режущая кромка внутреннего ножа снабжена в центральной части прямым клином с углом (80±5)°, а по краям - обратным клином с углом (100±5)°, прямые участки прямого и обратного клиньев сопряжены радиусом R(60±5)мм, при этом режущая кромка внутреннего ножа по толщине состоит из двух сопряженных частей: острого клина с углом (50±5)° до середины толщины внутреннего ножа и части, перпендикулярной к боковой плоскости внутреннего ножа.
3. Установка по п. 1, отличающаяся тем, что наружные ножи выполнены сменными.
4. Установка по п. 1, отличающаяся тем, что наружные ножи посредством пазов вдоль линии разъема взаимодействуют с внутренним ножом.
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2138864C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2153713C1 |
| 0 |
|
SU160150A1 | |
| GB 1314803 A, 26.04.1973 | |||
| DE 3723728 A, 26.01.1989. | |||

