Изобретение относится к радиохимической промышленности и предназначено для использования в технологической линии промышленной переработки отработавших тепловыделяющих сборок (ОТВС), облученных в ядерных реакторах.
В известных устройствах для резки ОТВС (см. Радиохимическая переработка ядерного топлива АЭС / В.И. Землянухин, Е.И. Ильенко, А.Н. Кондратьев и др. - 2-е изд., перераб. и доп. - М. Энергоатомиздат, 1989, с. 41-51), используемых в зарубежных странах, резку осуществляют, в основном, после разборки ОТВС до отдельных твэлов, освобождения их от всех решеток, пучками или по одному твэлу. Резку пучков производят прямыми или ступенчатыми ножами. Основным недостатком этой конструкции - сложная процедура разборки ОТВС, необходимость дополнительного оборудования для отдельных операций извлечения твэлов, что сказывается на продолжительности цикла резки ОТВС.
В известной конструкции устройства для резки (см. Войцеховский Б.В., Истомин В.Л., Митрофанов В.В. "Механическое измельчение ТВС АЭС методом двойного реза", - АЭ, т. 77, вып. 3, 1994. - с. 189-193), используемой в России, резку осуществляют методом двойного реза. Предварительно ОТВС сплющивают прижимом с получением брикета с сечением прямоугольника. Затем осуществляют одновременную резку полученного сечения двумя парами прямых ножей, расположенных под углом 90° друг к другу и под углом 45° к направлению подачи ОТВС на резку. Основой недостаток устройства для реализации такой резки - это необходимость большого усилия для одновременного реза двумя парами ножей. Резка ОТВС шестигранного сечения размером (под ключ) до 240 мм по этому принципу требует усилия более 1000 т. Из-за большого усилия реза необходимо создание мощной установки с большими габаритами и высокой металлоемкостью.
За прототип (см. Патент 2145125 G21C 19/36, 2000.01.27) принято устройство для измельчения отработавшего ядерного топлива, в котором разделение ОТВС на фрагменты производят двумя дополнительными режущими кромками ножа, вынесенными вперед по ходу движения ножа относительно основных режущих кромок, а также основными режущими кромками ножа. Конфигурация такого ножа обеспечивает измельчение ОТВС шестигранного сечения с размерами «под ключ» в поперечнике не более 175 мм на куски с допустимыми размерами. Прижимом сминают ОТВС до прямоугольного сечения по толщине не более 60-70 мм и по ширине, равной ширине ложа - 250 мм, Такое сечение обусловлено ограничением по величине получаемых кусков с размерами не более 70 мм, предназначенными для дальнейшей переработки. Отрезанные трубки рассыпаются, но в процессе резки ОТВС в зоне расположения дистанционирующих и концевых решеток образуются куски. Отрезанные куски стенок решеток сплачивают воедино отрезанные куски трубок твэлов, проходящих сквозь решетки, и не дают им рассыпаться. Нож устройства имеет три поперечные режущие кромки, разделяющие смятое ОТВС на четыре части. Размер кусков рассчитывают следующим образом: ширину смятого до прямоугольника в поперечном сечении разделить на четыре части, по количеству режущих кромок ножа, 250:4=62,5 мм, что удовлетворяет заданным условиям безопасности.
Недостаток устройства в том, что нож в зоне решеток производит резку одновременно по всей ширине ОТВС и не всегда получаемые куски отделены друг от друга полностью. Получаемые цепочки из недорезанных кусков, связанных отогнувшимися полосками стенок решеток, необходимо отправлять на дорезание и разделение, иначе они не пройдут через отверстия сита, а если и проскочат, то могут застрять в отводном канале, образовать затор, что нарушит радиационную безопасность процесса и приведет к аварии.
При резке ОТВС с размером шестигранного сечения «под ключ» 240 мм, высота сжатого прямоугольного сечения должны быть не менее 70 мм, чтобы получить куски в пределах допустимых, при этом ширина составит 380 мм. Если полученное сечение резать ножом вышеуказанной конструкции, то куски получаются 380:4=95 мм, т.е. крупнее допустимых размеров из-за большой ширины смятой ОТВС. Уменьшить ширину смятой ОТВС невозможно, т.к. увеличится ее высота, что не приведет к превышению допустимого размера получаемых кусков.
В предлагаемом техническом решении задача состоит в расширении номенклатуры (увеличения поперечного сечения) перерабатываемых бесчехловых ОТВС, обеспечении надежной резки ОТВС, гарантирующей получение кусков допустимых размеров, в том числе: в местах расположения дистанционирующих и концевых решеток. При этом, в общем снижается стоимость установки за счет уменьшения ее массы, уменьшается энергопотребление, повышается радиационная безопасность.
В предлагаемой установке для обеспечения поставленных задач используют подвижный нож, режущая часть которого - вставка выполнена в виде ступенек, расположенных вдоль двух наклонных линий, образующих внутренний клин.
Рабочая часть прижима выполнена с двумя последовательными клиньями и двумя прижимными плоскостями в зоне линии реза. Линия реза организована режущей вставкой подвижного ножа, перемещающегося вдоль режущей кромки неподвижного ножа. При этом линия реза расположена под углом (75±5)° к продольной оси перерабатываемой ОТВС. Такой наклон позволяет надежно перерезать решетки на части и предотвращает образование цепочек из сплоченных кусков. Резание производится одновременно двумя симметричными ступеньками вставки подвижного ножа, расположенными на противоположных линиях общего клина. При подъеме подвижного ножа в верхнее положение образуется проем, в который отправляют некондиционные куски на поверхность неподвижного ножа для последующего дорезания.
Предлагаемое техническое решение поясняется графическим материалом.
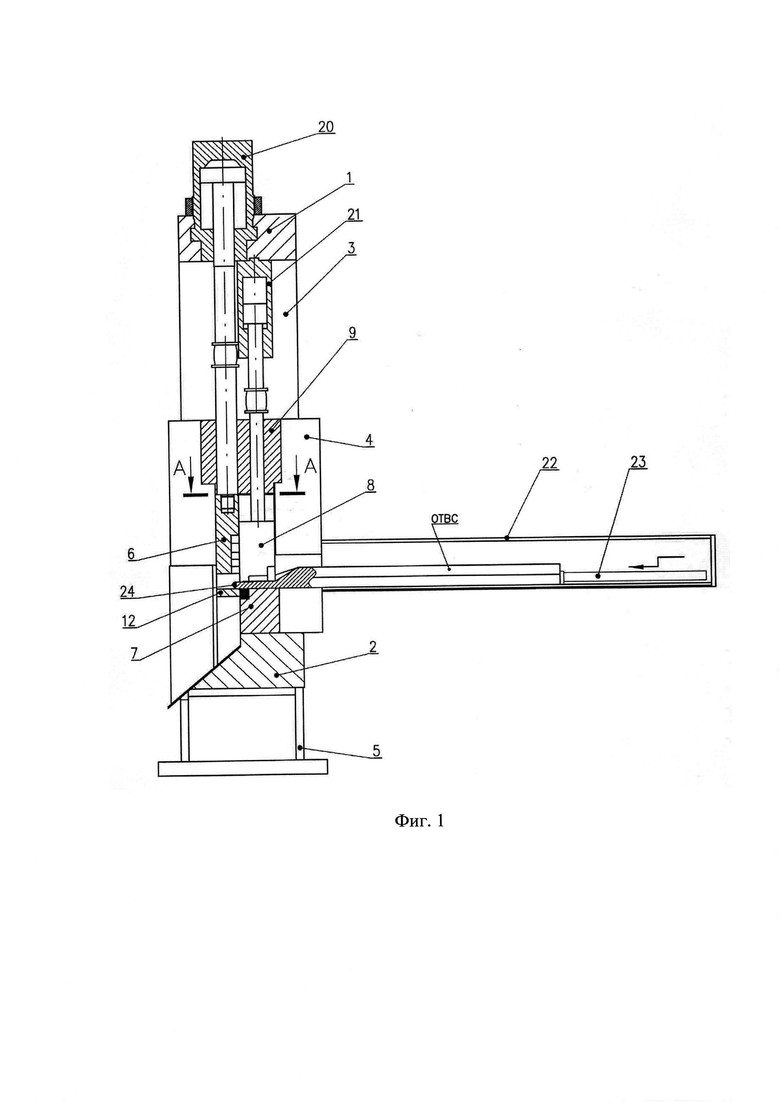
На фиг. 1 показана установка для резки ОТВС в сборе.
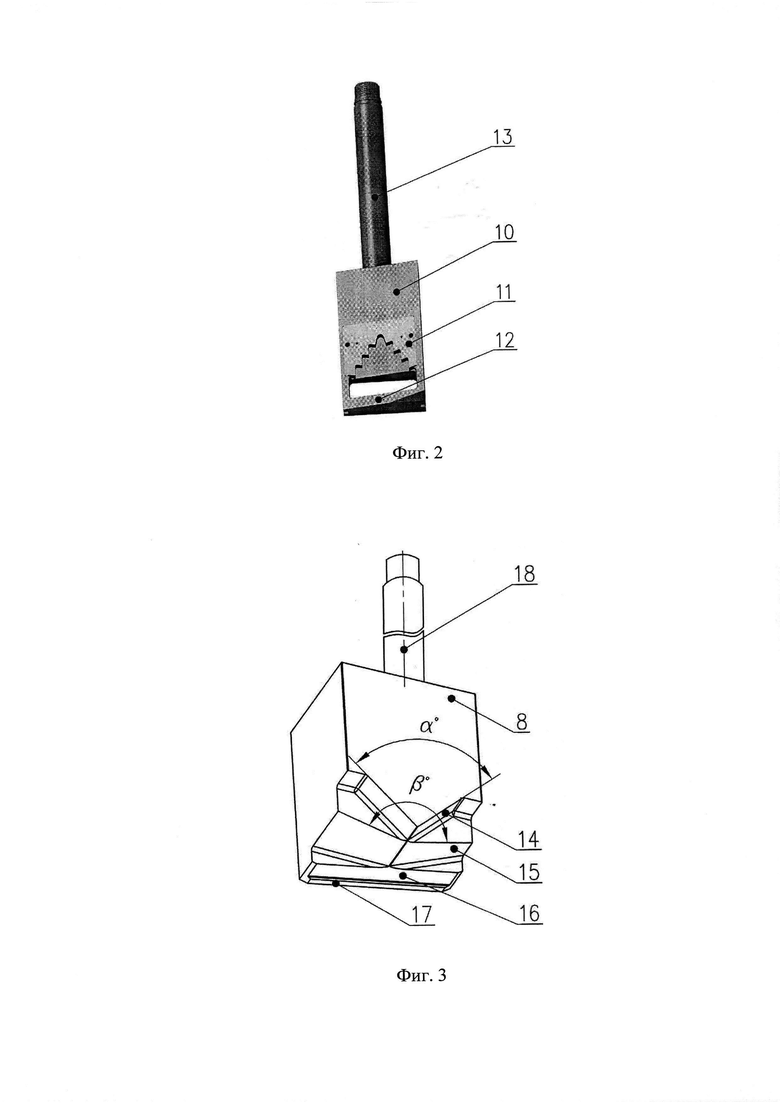
На фиг. 2 показан подвижный нож в сборе.
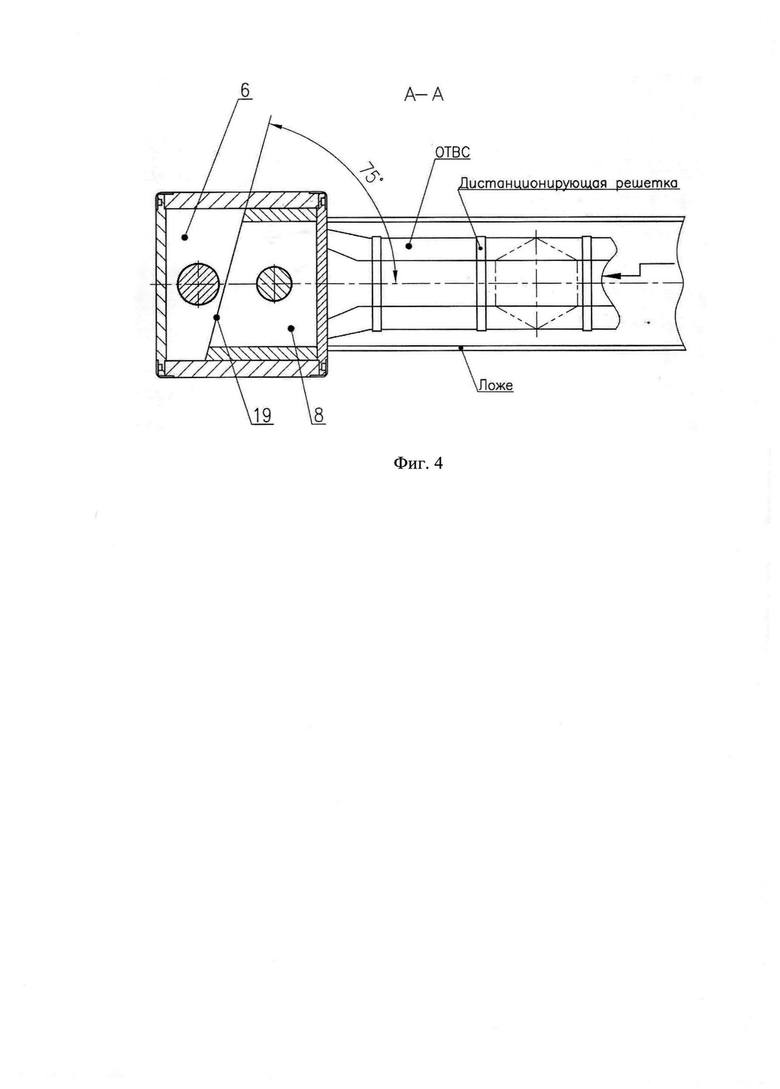
На фиг. 3 показан прижим, вид снизу.
На фиг. 4 показано сечение А-А по верхней поверхности подвижного ножа и прижима.
Установка для резки отработавших тепловыделяющих сборок (см. фиг. 1) содержит верхнюю траверсу 1, нижнюю траверсу 2, проставки 3 и 4. Траверсы 1 и 2 с проставками 3 и 4 образуют единый блок, который установлен на подставке 5. В проставке 4 выполнен колодец, в который установлены: подвижный нож 6, неподвижный нож 7, прижим 8 и пробка 9. Подвижный нож 6 (см. фиг. 1, 2) содержит корпус 10, ножевую вставку 11, полку 12, шток 13. При крайнем верхнем положении подвижного ножа 6. верхняя поверхность полки 10 устанавливается в один уровень с верхней плоскостью неподвижного ножа 7.
Прижим 8 (см. фиг. 1, 3) имеет два симметричных клина, расположенных друг за другом. Первый клин 14, по ходу подачи ОТВС, имеет острый угол α°, следующий клин 15 имеет тупой угол β°. Далее, в зоне линии реза у прижима 8 расположены две плоскости 16 и 17. В верхней части прижима 8 расположен шток 18. Линия реза 19 (см. фиг. 1, 4) образована наклонными плоскостями подвижного ножа 6, прижима 8 и неподвижного ножа 7, который расположен под прижимом 8. Линия реза имеет наклон к оси перерабатываемой ОТВС под углом (75±5)°.
На верхней траверсе 1 установлены гидроцилиндр 20 подвижного ножа 6 и гидроцилиндр 21 прижима 8. Штоки гидроцилиндров 20 и 21 соединены с соответствующими штоками подвижного ножа 6 и прижима 8, проходящими сквозь пробку 9. В проставке 4 организовано входное окно, к которому подсоединена камера подачи 22. В ней размещают перерабатываемую ОТВС и толкатель 23.
Установка для резки отработавших тепловыделяющих сборок (ОТВС) работает следующим образом.
ОТВС (см. фиг. 1, 2, 3, 4) помещают в камеру подачи 22 и толкателем 23 с заданным шагом подают в рабочую зону. Попадая под прижим 8, перемещающийся вниз под действием гидроцилиндра 21, ОТВС деформируют между прижимом 8 и верхней плоскостью неподвижного ножа 7. Деформация ОТВС происходит по мере ее продвижения сначала симметричным клином 14 прижима 8, который благодаря своему острому углу, разрезает концевую или дистанционирующую решетку на две части, раздвигает их к боковым поверхностям ложа. Далее, при дальнейшем продвижении, разделенное сечение ОТВС попадает под действие более пологого симметричного клина 15 прижима 8, наклонные поверхности которого производят дальнейшее раздвижение и сжатие сечения ОТВС. Окончательное сжатие предварительно сформированного сечения ОТВС и придание ему прямоугольной формы по ширине ложа происходит при дальнейшем продвижении ОТВС под плоские поверхности 16 и 17 прижима 8 и сжатии его относительно верхней плоскости неподвижного ножа 7 при опускании прижима 8. Выступающая за линию реза 19 часть 24 сформированного прямоугольного сечения ОТВС отрезается режущими ступеньками ножевой вставки 11 подвижного ножа 6 при его перемещении вниз под действием гидроцилиндра 20. Расположение линии реза под углом (75±5)° к продольной оси перерабатываемой ОТВС позволяет надежно перерезать решетки на части и предотвращает образование цепочек из сплоченных кусков.
Придание сечению ОТВС прямоугольной формы обеспечивает равномерную, качественную резку режущими ступеньками подвижного ножа 6.
Резка ступеньками позволяет существенно снизить общую нагрузку на подвижный нож 6, что приводит к снижению общей металлоемкости конструкции. Режущие ступеньки расположены симметрично относительно вертикальной оси подвижного ножа 6, поэтому нагрузка на подвижный нож 6 действует симметрично, боковые нагрузки отсутствуют, нож перемещается без перекосов и заеданий.
Геометрия углов поверхностей режущих ступенек ножевой вставки 11 подбирают в зависимости от типа перерабатываемого изделия. Наклон линии реза 19 обеспечивает надежное измельчение также и дистанционирующих решеток, т.к. в этом случае решетки перерезаются на части. Размер кусков, сплоченных отрезанной дистанционирующей решеткой минимален и зависит от шага резки. Наклон линии реза 19 также обеспечивает увеличение площади вскрытого сечения трубок твэлов, т.к. в сечении получается эллипс вместо круга, если бы резка была перпендикулярно оси твэла. Увеличенное сечение способствует лучшей последующей переработке топлива. После полного отрезания части 24 ОТВС, выступающей из под прижима 8, подвижный нож 6, поднимаясь, возвращается в исходное положение, при этом верхняя плоскость полки 12 совпадает с верхней плоскостью неподвижного ножа 7, тем самым расширяя площадку для расположения некондиционных кусков для дорезания. Затем поднимается прижим 8, а толкатель 23 продвигает перерабатываемую ОТВС на заданный шаг резания. Цикл резки повторяется.
Технический результат изобретения заключается в расширении номенклатуры перерабатываемых ОТВС в сторону увеличения их сечения, уменьшении металлоемкости оборудования и облегчении конструкции, в обеспечении надежного безопасного способа измельчения ОТВС механическим методом, повышении радиационной безопасности процесса, увеличении производительности процесса за счет повышения долговечности работы блока ножей.
На Установку разработана конструкторская документация, изготовлен и испытан опытный образец, проведены опытные испытания по резке имитаторов ОТВС в КТФ ИГиЛ СО РАН.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2138864C1 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2709187C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2145125C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2153713C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2138863C1 |
| Способ разделки двухпучковой тепловыделяющей сборки ядерного реактора и устройство для его осуществления | 2016 |
|
RU2650187C2 |
| Способ извлечения отработавших тепловыделяющих сборок, застрявших в ячейках чехла | 2021 |
|
RU2772524C1 |
| ЧЕХОЛ ДЛЯ РАЗМЕЩЕНИЯ И ХРАНЕНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРА ВВЭР-1000 | 2011 |
|
RU2477899C1 |
| ЧЕХОЛ ДЛЯ РАЗМЕЩЕНИЯ И ХРАНЕНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРА ВВЭР-1000 | 2015 |
|
RU2593388C1 |
| Чехол хранения отработавших тепловыделяющих сборок от реакторов типа ВВЭР-1000 | 2018 |
|
RU2679007C1 |
Изобретение относится к радиохимической промышленности и предназначено для использования в технологической линии промышленной переработки отработавших тепловыделяющих сборок (ОТВС), облученных в ядерных реакторах. Установка для резки отработавших тепловыделяющих сборок атомных реакторов содержит верхнюю и нижнюю траверсы, промежуточные проставки между ними, неподвижный и подвижный ножи, прижим, гидроцилиндры ножа и прижима. Корпус подвижного ножа снабжен ножевой вставкой, режущая часть которой выполнена симметрично ступенчатой с образованием общего обратного клина и полкой. Рабочая часть прижима снабжена двумя клиньями, расположенными последовательно друг за другом в направлении подачи ОТВС, и двумя прижимными плоскостями в зоне реза. Изобретение позволяет обеспечить надежное, качественное резание без образования жидких радиоактивных отходов. 2 з.п. ф-лы, 4 ил.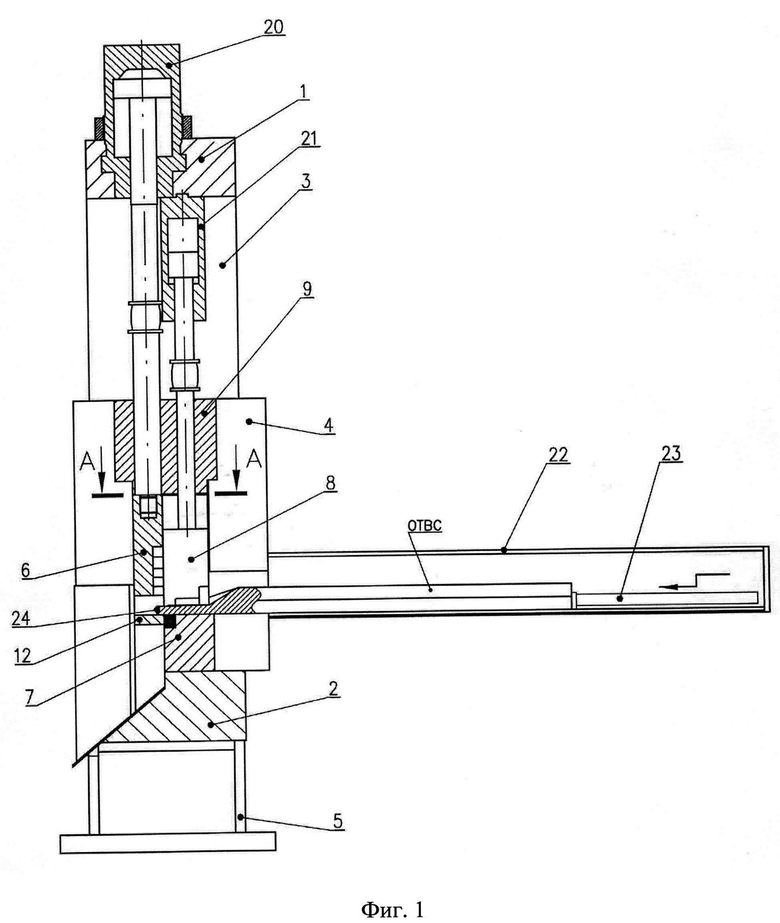
1. Установка для резки отработавших тепловыделяющих сборок атомных реакторов, содержащая верхнюю и нижнюю траверсы, промежуточные проставки между ними, неподвижный и подвижный ножи, прижим, гидроцилиндры ножа и прижима, отличающаяся тем, что корпус подвижного ножа снабжен ножевой вставкой, режущая часть которой выполнена симметрично ступенчатой с образованием общего обратного клина и полкой, а рабочая часть прижима снабжена двумя клиньями, расположенными последовательно друг за другом в направлении подачи ОТВС, и двумя прижимными плоскостями в зоне реза.
2. Установка по п. 1, отличающаяся тем, что угол α° первого клина прижима меньше угла β° второго клина.
3. Установка по п. 1, отличающаяся тем, что возникающая линия реза наклонена к продольной оси перерабатываемой отработавшей тепловыделяющей сборки под углом (75±5)°.
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2145125C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1998 |
|
RU2138864C1 |
| СПОСОБ ПРОИЗВОДСТВА КРЕПКИХ АЛКОГОЛЬНЫХ НАПИТКОВ ИЗ ПЛОДОВО-ЯГОДНОГО СЫРЬЯ | 0 |
|
SU247892A1 |
| DE 3723728 A, 26.01.1989 | |||
| МНОГОСЛОЙНОЕ ПОКРЫТИЕ | 1993 |
|
RU2070478C1 |

