Изобретение относится к электротехнике, в частности к автономным сварочным устройствам, сочленяемым с внешним приводным двигателем, и предназначено для питания одного сварочного поста при ручной дуговой сварке, резке и наплавлении металла плавящимся электродом.
Известен "Асинхронный генератор с устройством для возбуждения" (СССР, а. с. N 797000, МПК H 02 K 17/42, 1979 г.), включающий магнитопровод статора с установленной в его пазах статорной обмоткой, к которой подключены нерегулируемые и регулируемые группы конденсаторов устройства возбуждения. В спинке магнитопровода статора по его длине выполнены прямоугольные пазы, число которых равно числу пар полюсов, с отношением высоты паза к его ширине, определяемым диапазоном 12-25, и расположены против пазов якорной обмотки, и т.д.
Однако указанный генератор имеет следующие недостатки: в его электрическую схему включены несколько нерегулируемых и регулируемых конденсаторов с присущими конденсаторам недостатками, снижающими надежность электрической схемы генератора при интенсивной его эксплуатации, а магнитопровод статора технологически усложнен.
Известен также "Сварочный генератор смешанного возбуждения" (СССР, а.с. 228833, кл. 21h 3204, 1966 г.) содержащий цепь возбуждения с независимой и шунтовой обмотками возбуждения, включенными согласно, и обмотки дополнительных плюсов. В цепь возбуждения введен транзисторный усилитель, вход которого подключен к обмотке дополнительных полюсов, а выход - к одной из обмоток возбуждения.
Этот сварочный генератор имеет также недостатки: сравнительно небольшую мощность, а его электрическая схема усложнена, т.к. включает несколько различных обмоток и регулируемых резисторов, транзисторный усилитель, дополнительные полюса и т.д.
Наиболее близким к предлагаемому изобретению по своей технической сущности является "Переносный сварочный аппарат, оснащенный двигателем внутреннего сгорания" (Великобритания, заявка N 2219154, МПК B 23 K 9/10, 1989 г.), содержащий ДВС, генератор переменного тока (240 B), понижающий трансформатор, в котором имеется отвод в виде второго выхода (110 B). Вторичная обмотка трансформатора имеет третий выход, к которому подключают сварочную машину. Магнитное поле генератора возбуждают ненагруженным конденсатором и наружным трансформатором. Имеется регулируемый потенциометр, соединенный с вторичной обмоткой трансформатора.
Однако указанный сварочный аппарат имеет следующие существенные недостатки:
- по своей электрической схеме аппарат является двухфазным генератором переменного тока, фактически является лишь источником этого тока для питания сварочного трансформатора, используемого для получения электрической дуги на сварочных электродах, а значит качество сварочного шва значительно понижено;
- поскольку генератор двухфазный, то мощность его сравнительно невелика, что снижает его функциональные возможности;
- стандартная частота (50 Гц), получаемая в генераторе, не обеспечивает достаточно высокую равномерность сварочного шва:
- понижена также надежность и несколько усложнена электрическая схема системы самовозбуждения генератора, поскольку в ней использованы конденсатор, второй, дополнительный трансформатор и др.
Задачей предлагаемого изобретения является создание автономного сварочного генератора повышенной мощности, также не нуждающегося в постороннем источнике электрической энергии, вырабатывающего переменный ток повышенной частоты и подающего в сварочную цепь постоянный ток, с надежными системами самовозбуждения и регулирования, техническим результатом чего является повышение КПД сварочного генератора, его мощности, расширение его функциональных возможностей и повышение качества шва.
Поставленная задача достигается тем, что генератор выполнен в виде двухпакетной трехфазной индукторной электрической машины высокой частоты, с двухдиапазонной силовой обмоткой статора, с самовозбуждением и с выпрямлением рабочего тока, а также с возможностью приведения во вращение ротора от вала отбора мощности внешнего двигателя.
Суть изобретения заключается в том, что генератор включает корпус машины, статор, на котором расположена трехфазная двухдиапазонная силовая обмотка, ротор, состоящий из двух зубчатых пакетов, выполненных из электротехнической стали, расположенных на одном общем валу, причем зубцы (полюса) одного из пакетов сдвинуты на π эл. град. относительно зубцов (полюсов) второго пакета, систему самовозбуждения генератора, состоящую из обмотки возбуждения, расположенной между пакетами ротора, жестко прикрепленной к корпусу машины, трансформатора тока возбуждения, четырех маломощных диодов, настроенного резистора и регулировочного реостата, выпрямительного блока с плюсовым и минусовым выводами выпрямленного тока, расположенный внутри дополнительного жесткого кожуха-корпуса с вентиляционной решеткой, укрепленного на одном из торцов корпуса машины, вспомогательный шунтовой резистор, подключенный между плюсовыми и минусовыми выводами выпрямительного блока и к цепи сварочных проводов, и коробку распределительных устройств, в которой размещены элементы распределительных устройств, в т.ч. переключатель силовой обмотки, т.е. диапазонов сварочного тока, трансформатор тока системы самовозбуждения, зажимы для подключения сварочных проводов, диоды системы возбуждения, регулировочный реостат и др. Между выпрямительным блоком и торцом корпуса машины, внутри дополнительного кожуха-корпуса, на конце вала ротора установлен осевой вентилятор, а на противоположном торце корпуса машины может быть установлен переходной фланец, приспособленный для возможного сочленения с фланцем конкретного приводного двигателя. Снизу корпус машины снабжен опорными элементами, например, в виде стоек или полозьев.
Отличительными признаками предлагаемого изобретения являются следующие признаки:
- генератор выполнен по схеме трехфазной электрической машины, что способствует повышению его мощности и КПД:
- обмотка статора выполнена двухдиапазонной с переключением диапазонов сварочного тока, чем расширяются функциональные возможности сварочного генератора, позволяя проводить сварку в диапазоне малых или в диапазоне больших токов;
- ротор генератора выполнен двухпакетным, обеспечивающим возможность размещения обмотки возбуждения между пакетами, позволяющей ей работать одновременно на оба пакета и способствующей упрощению конструкции машины;
- пакеты ротора выполнены многозубцовыми (многоплюсными) со сдвигом зубцов одного покета на π эл. град. относительно зубцов (полюсов) второго пакета, чем обеспечивается высокая частота переменного тока и сглаживание пульсации постоянного тока:
- генератор снабжен устройством выпрямления тока в цепи питания сварочных электродов, благодаря чему повышается качество сварного шва;
- в системе самовозбуждения применена электрическая схема с слаботочными диодами и отбором на обмотку возбуждения малых токов посредством дополнительного малогабаритного трансформатора, что способствует повышению КПД генератора и упрощению его конструкции;
- упрощена электрическая система регулирования и настройки генератора;
- в цепи питания электродов постоянным током применен шунтирующий резистор, чем достигается увеличение времени холостого хода генератора и сглаживание электродинамических импульсов в начале, при прерывании сварки, при холостом ходе генератора.
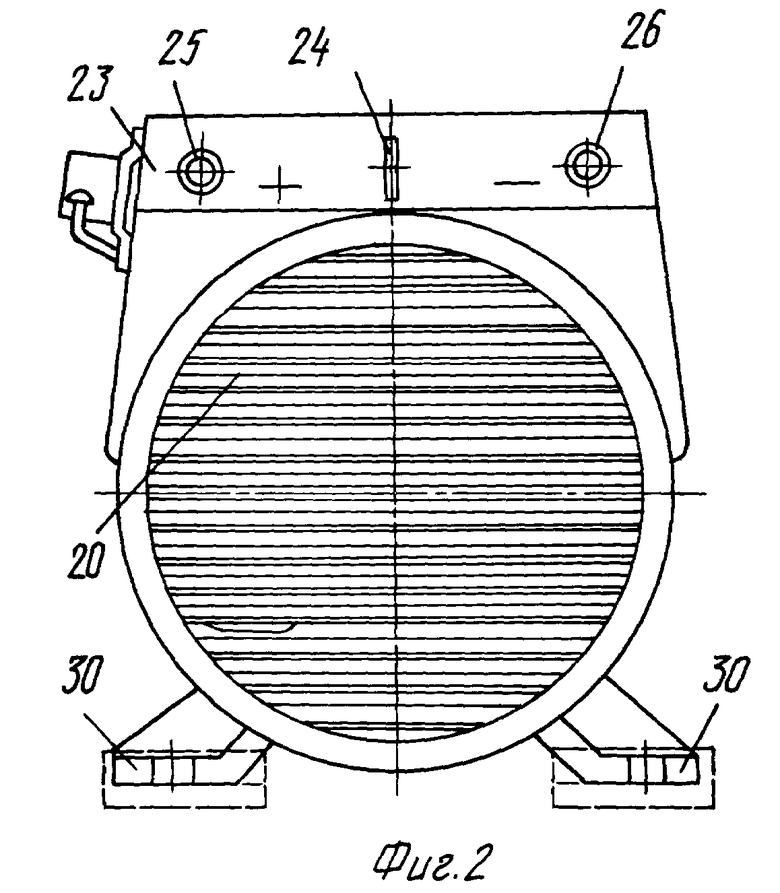
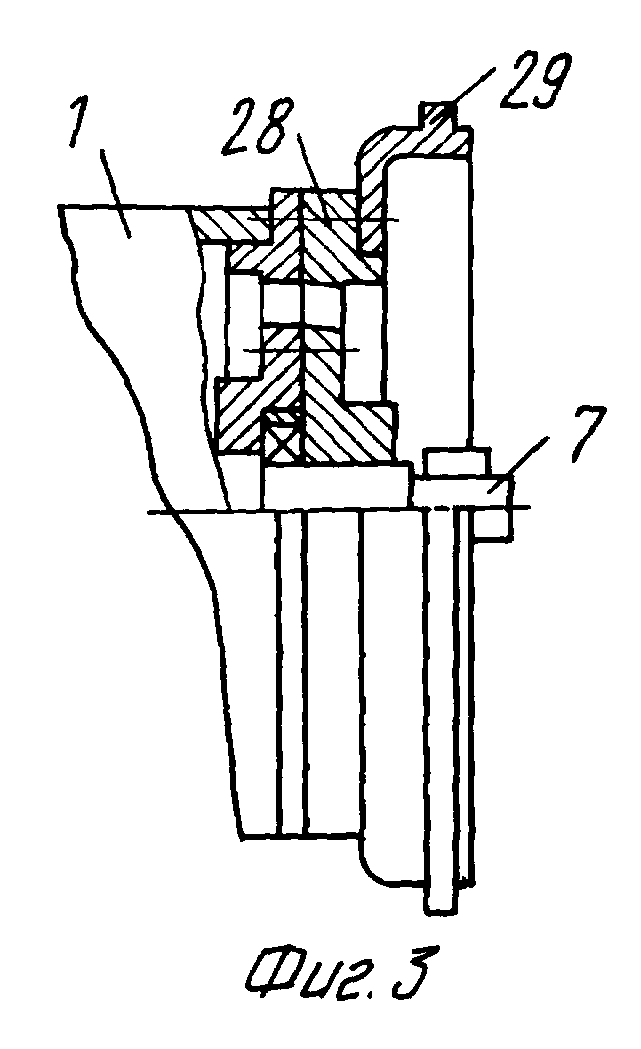
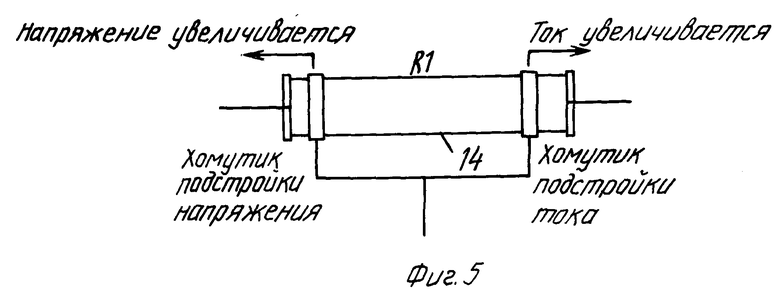
На фиг. 1 схематично изображен продольный разрез сварочного генератора: на фиг. 2 - вид генератора со стороны вентиляционной решетки; на фиг.3 схематично показан частичный продольный разрез торца электрической машины на стороне входного конца вала ротора с фланцем для присоединения к конкретному приводному двигателю (к дизельному двигателю типа Д-144 Владимирского тракторного завода); на фиг. 4 изображена принципиальная электрическая схема генератора; на фиг.5 - принципиальная схема настройки и регулировки величины напряжения холостого хода и величины сварочного тока при крайних положениях стрелки реостата.
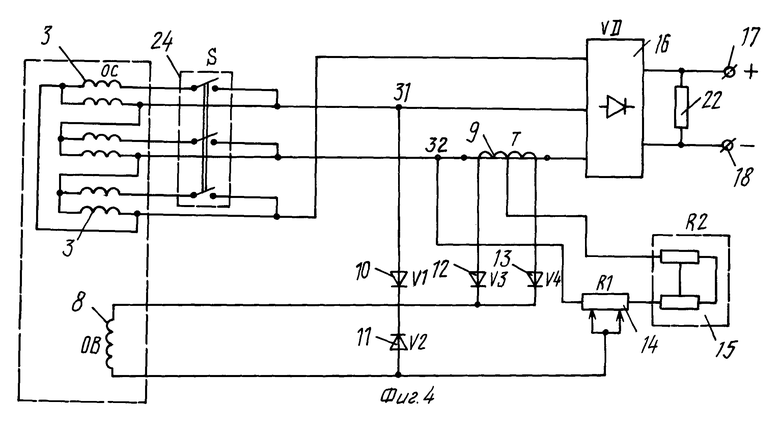
Передвижной сварочный генератор включает корпус (1) электрической машины, статор (2), на котором расположена трехфазная двухпозиционная силовая обмотка статора - (ОС) (3), ротор (4), состоящий из двух многополюсных зубчатых пакетов (5 и 6), выполненных из электротехнической стали, расположенных на одном общем валу (7), причем зубцы (полюса) одного пакета сдвинуты на π эл. град. относительно зубцов (полюсов) второго пакета, систему возбуждения, состоящую из обмотки возбуждения - (ОВ) (8), расположенной между пакетами ротора, жестко прикрепленной к корпусу машины, трансформатора (Т)(9) тока возбуждения, четырех миломощных диодов (V1-V4) (10-13), настроченного резистора R1(14) и регулировочного реостата R2(15), выпрямительный блок (VD) (16) с плюсовым и минусовым вводами (17 и 18), расположенный внутри дополнительного жесткого кожуха-корпуса (19) с вентиляционной решеткой (20), укрепленного по одному из торцов (21) корпуса машины, вспомогательный шунтовой резистор (R3) (22), подключенный своими входом-выходом соответственно к плюсовому и минусовому выводам выпрямительного блока и к цепи сварочных проводов, и коробку (23) распределительных устройств, в которой размешены переключатель (S) (24) силовой обмотки, т.е. диапазонов сварочного тока, трансформатор (9) тока системы возбуждения, зажимы (25-26) для подключения сварочных проводов, диоды (10-13) системы возбуждения, регулировочный реостат (15) и др. Между выпрямительным блоком (16) и торцом (21) машины внутри дополнительного кожуха-корпуса (19) на конце (7) ротора установлен осевой вентилятор (27), а на противоположном торце (28) корпуса машины может быть установлен переходной фланец (29), приспособленный для возможного сочленения с конкретным двигателем, например с дизельным двигателем типа Д-144 Владимирского тракторного завода. Корпус машины снизу снабжен опорными элементами (30), например стойками или полозьями.
Сам генератор сварочный (ГД-400 У2) в двух конструктивных исполнениях.
Исполнение 00 - базовое, универсальное, предназначенное для привода от двигателя любого типа (ДВС, электродвигателя, от вала отбора мощности и прочего) посредством ременной или иной передачи, через муфту или что-либо другое, изготовляемое самим пользователем, исходя из его задач и возможностей.
Исполнение 01 - предназначено для присоединения к дизельному двигателю типа Д-144 Владимирского тракторного завода. Имеет соединительный чугунный фланец обработанный под замок картера маховика упомянутого двигателя.
В обоих исполнениях в качестве элементов схемы генератора предпочтительно использовать:
R1- элемент сопротивления (нихром 1h10-C X15 H 60 ГОСТ 12766, 1-77
R2 - реостат регулировочный
R3 - резистор C-5-35B-25-1 Ком ±5% ОЖО 467.541 ТУ;
S - переключатель ПВП14-27-100602 ТУ16-526.517-83;
V1...V4 - диод полупроводниковый Д248Б aAO.336.206ТУ;
VD - блок NF 023+8.460NF 091 ТУ или 6 диодов Д161-200 с охладителями 0171.
В схеме (фиг.4) показаны точки (31 и 32) для объяснения принципа работы системы возбуждения.
Генератор сварочный работает следующим образом.
Магнитный поток в воздушном зазоре сварочного генератора образуется обмоткой возбуждения (ОВ), обтекаемой постоянным током системы возбуждения и распределяется так, что один пакет железа ротора имеет только северные полюса, а другой - только южные. Так как южные полюса сдвинуты относительно северных полюсов на π эл. град., то при вращении ротора каждый виток обмотки статора пронизывается магнитным потоком, который периодически меняет свою величину. В результате этого в каждой из трех фаз обмотки статора (ОС) наводятся переменные ЭДС, которые сдвинуты между собой на 2 π/3 эл. град. Возникающий при этом переменный ток имеет высокую частоту, поскольку пакеты ротора многополюсные. Трехфазный переменный ток при помощи выпрямительного блока (16) преобразуется в постоянный ток, снимаемый с зажимов (25 и 26) в сварочную цепь. Генератор работает с самовозбуждением от двух фаз трехфазной цепи переменного тока до их присоединения к входу в выпрямительный блок посредством малогабаритного трансформатора Т и выпрямляется для питания обмотки возбуждения маломощными диодами (V1...V4). Начальное возбуждение - от остаточного магнетизма магнитной цепи электрической машины. Далее процесс возбуждения осуществляется в следующем порядке: после запуска ненагруженного генератора на зажимах обмотки статора появляется ЭДС величиной 2-3 В. Под действием этого напряжения по цепи: зажим (31)- диод (10) - обмотка возбуждения (8), резистор (R1) (14) зажим (32) потечет ток, приводящий к возбуждению генератора и возрастанию напряжения на зажимах генератора до величины холостого хода. С появлением нагрузки (а этому способствует шунтовой резистор (22) обмотку возбуждения начинает питать трансформатор (9) через диоды (12 и 13). С ростом нагрузки напряжение, подаваемое на обмотку возбуждения от зажимов (31 и 32), уменьшается, а от трансформатора (9) - увеличивается (в результате работы диода (11), шунтирующего обмотку возбуждения).
Для ведения сварки необходимо:
- подключить сварочные провода к зажимам (25 и 26) генератора;
- убедиться, что концы сварочных приводов не замкнуты между собой;
- установить регулировочный реостат (15) в положение минимального сопротивления;
- установить переключатель (24) диапазонов в желаемое положение;
- пустить приводной двигатель;
- по окончании пускового периода, т.е. после возбуждения генератора, установить с помощью резистора R1 (14) нужный ориентировочный сварочный ток и приступить к сварке.
В случае, когда после пуска сварочный генератор не возбуждается, следует на 1-2 с закоротить сварную цепь, замыкая электрод на изделие с резким отрывом электрода от изделия. Эту операцию повторить несколько раз. Если и при этом генератор не возбуждается, то поставить переключатель диапазонов в положение "больших токов", вывести реостат и проделать то же самое.
Если к тогда генератор не возбуждается, необходимо кратковременно (на 1-2 с) подключить к обмотке возбуждения посторонний источник постоянного тока не выше 15 B, т.е. зажим "+" подключить в радиатору маломощных диодов (в коробке (22) распределительных устройств), а зажим "-" - к выходному концу резистора R1 (14).
Напряжение холостого хода в пределах 85-95 В и сварочный ток регулируется на заводе-изготовителе положением хомутиков на резисторе R1 (14) по схеме на фиг.5, т.е. перемещением хомутика настройки тока в сторону выхода к реостату регулировочному R2 (15) увеличивается ток, а перемещением хомутика настройки напряжения в направлении к зажиму (32) увеличивается напряжение. Так же производится подрегулировка в процессе эксплуатации генератора.
Реостатом R2 (15) производится плавное регулирование сварочного тока внутри диапазонов.
Реализация предлагаемого изобретения позволяет создать сварочный генератор повышенной мощности, имеющий высокий КПД, повышенную надежность и расширенную функциональность, обеспечивающий проведение дуговой сварки, резки и наплавки металла постоянным током плавящимся электродом с высоким качеством сварного шва, в том числе и в условиях отсутствия внешнего источника электроэнергии при наличии вала отбора мощности работоспособного двигателя любого типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ РЕЛЕ-РЕГУЛЯТОРОВ | 1996 |
|
RU2110421C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПЕРЕМЕННОГО ТОКА | 1993 |
|
RU2071628C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ СВАРОЧНОГО ГЕНЕРАТОРА ПОСТОЯННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189892C2 |
| ИСТОЧНИК ПИТАНИЯ ПУТЕВОЙ | 2008 |
|
RU2361033C1 |
| ИНДУКЦИОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1998 |
|
RU2224348C2 |
| УСТРОЙСТВО ДЛЯ ТОКОВОЙ ЗАЩИТЫ СЕТИ ПЕРЕМЕННОГО ТОКА | 1997 |
|
RU2136096C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ ТЯГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА ТЕПЛОВОЗА | 1994 |
|
RU2076809C1 |
| ТЯГОВЫЙ ЭЛЕКТРОПРИВОД ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2364526C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ПЕРЕМЕННОГО ТОКА ОТ АНОРМАЛЬНЫХ РЕЖИМОВ | 1994 |
|
RU2069435C1 |
| АСИНХРОННЫЙ СВАРОЧНЫЙ ГЕНЕРАТОР | 2001 |
|
RU2211519C2 |
Изобретение относится к электротехнике, в частности к автономным сварочным устройствам, сочленяемым с приводным двигателем, и предназначено для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металла плавящимся электродом. Генератор выполнен в виде двухпакетной трехфазной индукторной электрической машины переменного тока высокой частоты с самовозбуждением и с выпрямлением сварочного тока. Ротор 4 состоит из двух зубчатых пакетов из электротехнической стали, расположенных на одном валу. Зубцы одного пакета сдвинуты на π эл. град. относительно зубцов второго пакета. Система возбуждения состоит из обмотки 8 возбуждения, расположенной между пакетами ротора, жестко прикрепленной к корпусу машины, вспомогательного трансформатора 9 тока возбуждения, четырех маломощных диодов 10-13, настроечного резистора 14 и регулировочного реостата 15. Выпрямительный блок 16 с плюсовым 17 и минусовым 18 выводами расположен внутри дополнительного жесткого кожуха-корпуса с вентиляционной решеткой. Вспомогательный шунтовой резистор 22 связан с выпрямительным блоком. В коробке распределительных устройств размещены переключатель 24 силовой обмотки, трансформатор 9 тока системы возбуждения, зажимы для подключения сварочных проводов, диоды 10-13 системы возбуждения, настроечный резистор 14, регулировочный реостат 15. Генератор обладает высокой мощностью, позволяет проводить сварку в диапазоне малых и больших токов. 3 з.п.ф-лы, 5 ил.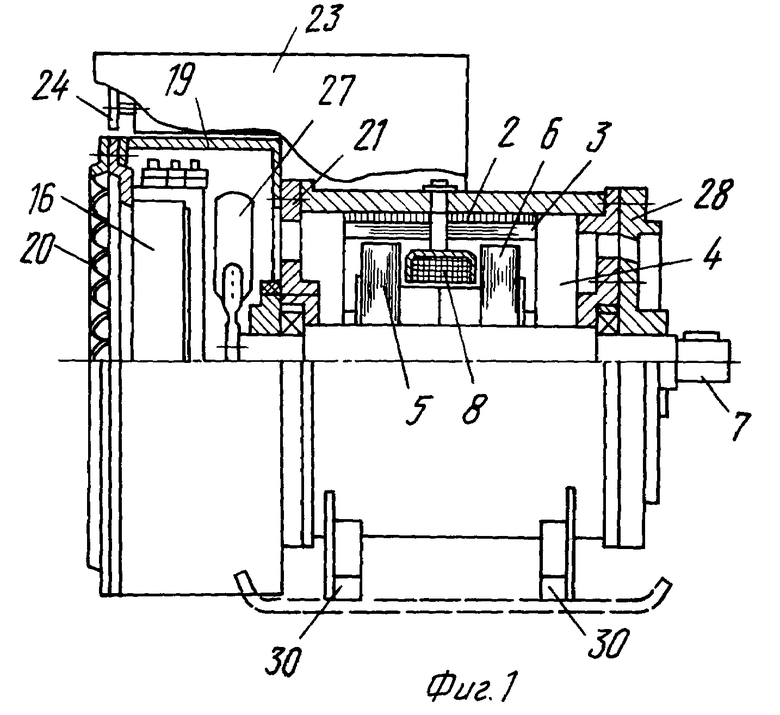
| СПОСОБ ПОЛУЧЕНИЯ ТЕТРАФТОРГАЛОГЕНБЕНЗОЛОВ | 2000 |
|
RU2219154C2 |
| Трансформатор для газоэлектрической резки | 1990 |
|
SU1776510A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2036755C1 |
| RU 2060125 C1, 20.05.96 | |||
| Вентильный сварочный генератор | 1987 |
|
SU1479221A1 |
