Предложенный способ относится к технике изготовления ювелирных изделий.
Известно закрепление вставки с помощью крапанов, в которых делают высечки - своеобразные упоры, на которые укладывается вставка строго по линии рундиста. (Комягин Ю.П., Новиков В.П. Учебник ювелира-монтажника, Ленинград, Машиностроение, 1986, с. 258).
Известен способ, включающий закрепление вставки в крапановой оправе, при котором осуществляется закладка вставки в крапаны с продетой в них пружиной, прижатие крапанов к поверхности вставки с последующим скреплением крапанов с опорной деталью оправы. (Авторское свидетельство СССР N 1200890, A 44 C 17/02, 1985 г.).
Недостатком известного способа является использование сложных в изготовлении элементов оправы - крапанов с продетой сквозь них пружиной, крапаны с пружиной перекрывают боковой обзор закрепленной вставки, что отрицательно сказывается на визуальном восприятии ювелирного изделия.
Известен способ изготовления ювелирного изделия, включающий формирование фрезой двух противоположно расположенных посадочных мест, повторяющих форму противолежащих выпуклостей вставки, ее укладку в посадочные места с последующей стяжкой и фиксацией друг относительно друга деталей изделия (Заявка ФРГ N 3104396 кл. A 44 C 17/02, 1982).
Недостатком известного способа является невозможность вращения вставки вокруг горизонтальной оси, что снижает обзор вставки, а также сложность процесса закрепления вставки.
Задачей настоящего изобретения является разработка способа, позволяющего устранить указанные недостатки.
Техническим результатом является улучшение визуального восприятия изделия, упрощение процесса закрепления вставки, что сокращает сроки его изготовления, применение лазерной сварки сводит к нулю потери драгоценного металла в процессе сборки изделия. Поставленная задача решается за счет того, что в способе изготовления ювелирного изделия, включающем формирование фрезой двух противоположно расположенных посадочных мест, повторяющих форму противолежащих выпуклостей вставки, ее укладку в посадочные места с последующей стяжкой и фиксацией друг относительно друга деталей изделия, в отличие от известного способа; посадочные места под вставку формируют в отогнутых концах разомкнутой шинки, что позволяет вращать вставку вокруг своей горизонтальной оси, а фиксацию элементов проводят посредством импульсной лазерной сварки в следующем режиме - длительность импульса 4•10-3 с при начальном напряжении на лампах накачки, равном 580 V, при этом сварку производят лучом, диаметр пятна которого на поверхности свариваемой детали равен 0,2 мм.
Режимы импульсной лазерной сварки выбраны в соответствии со свойствами металла изделия.
Например, если изделие изготовлено из сплава ЗлСрМ 585-80, фиксация элементов изделия производится с применением установки лазерной сварки "Квант-15" в указанном выше режиме.
Диаметр пятна луча, равный 0,2 мм, делает сварной шов практически невидимым невооруженным глазом.
На чертеже представлен один из вариантов ювелирного изделия, изготовленного с использованием изложенного в заявке способа.
На чертеже: 1 - основа (разомкнутая шинка), 2 - вставка, 3 - стяжка, 4 - отогнутые концы шинки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНОГО ИЗДЕЛИЯ | 2001 |
|
RU2178259C1 |
| КАСТ ДЛЯ УКРАШЕНИЯ | 2018 |
|
RU2698509C1 |
| Способ визуального увеличения размера драгоценного камня, каст для ювелирного изделия | 2023 |
|
RU2822729C1 |
| ЮВЕЛИРНОЕ УКРАШЕНИЕ | 2015 |
|
RU2620240C2 |
| Устройство для закрепления вставки ювелирного изделия | 1983 |
|
SU1158156A1 |
| ДЕКОРАТИВНАЯ ДЕТАЛЬ, ВЫПОЛНЕННАЯ С ПОМОЩЬЮ УСТАНОВКИ НА АМОРФНОМ МЕТАЛЛЕ | 2013 |
|
RU2635788C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВЫ ДЛЯ ЗАКРЕПЛЕНИЯ В НЕЙ КАМНЯ | 1999 |
|
RU2147822C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2250156C2 |
| Способ заделки вставки в оправу ювелирного изделия | 1983 |
|
SU1155239A1 |
| ЮВЕЛИРНОЕ ИЗДЕЛИЕ, КОТОРОЕ МОЖЕТ БЫТЬ РАЗОБРАНО | 2020 |
|
RU2777587C1 |
Способ предназначен для использования в ювелирной промышленности. Включает формирование фрезой двух противоположно расположенных посадочных мест в отогнутых концах разомкнутой шинки, повторяющих форму противолежащих выпуклостей вставки, ее укладку в посадочные места с последующей стяжкой и фиксацией друг относительно друга деталей изделия. Фиксацию деталей стяжки осуществляют посредством импульсной лазерной сварки в следующем режиме - длительность импульса 4•10-3 с при начальном напряжении на лампах накачки, равном 580 V с лучом, диаметр пятна которого на поверхности свариваемой детали равен 0,2 мм. Обеспечивается лучшее визуальное восприятие ювелирного изделия и сокращение сроков его изготовления. Вследствие применения лазерной сварки сводятся к нулю потери драгоценного металла в процессе сборки изделия. 1 ил.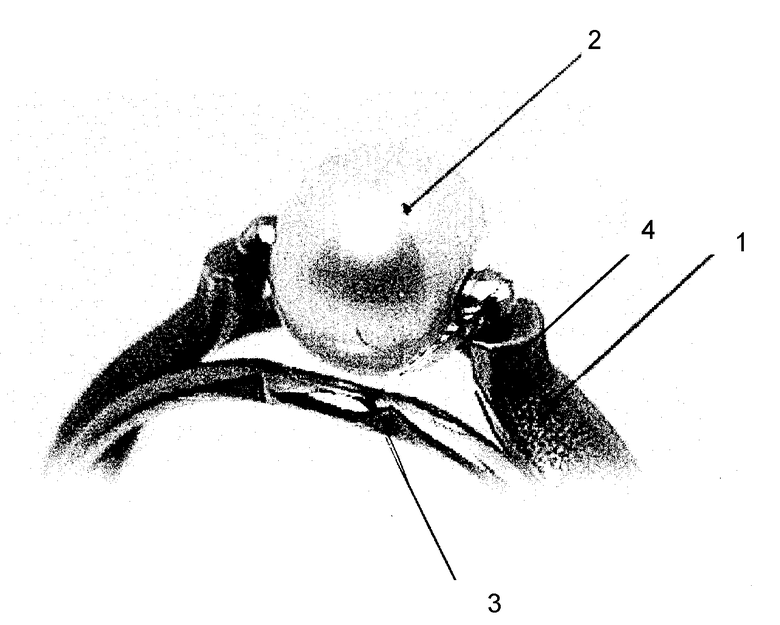
Способ изготовления ювелирного изделия, включающий формирование фрезой двух противоположно расположенных посадочных мест, повторяющих форму противолежащих выпуклостей вставки, ее укладку в посадочные места с последующей стяжкой и фиксацией друг относительно друга деталей изделия, отличающийся тем, что посадочные места под вставку формируют в отогнутых концах разомкнутой шинки, а фиксацию элементов проводят посредством импульсной лазерной сварки в следующем режиме - длительность импульса 4•10-3 с при начальном напряжении на лампах накачки, равном 580 V, при этом сварку производят лучом, диаметр пятна которого на поверхности свариваемой детали равен 0,2 мм.
| DE 3104396 А1, 12.08.82 | |||
| Вертолет с реактивным приводом несущего винта | 2018 |
|
RU2706746C1 |
| Способ закрепления ювелирного камня в крапановой оправе и оправа для ювелирного камня | 1984 |
|
SU1200890A1 |
| Пневматический демпфер | 1977 |
|
SU838174A1 |
| ИЗДЕЛИЕ, ПОКРЫТОЕ НИЗКОЭМИССИОННЫМ ПОКРЫТИЕМ, ВКЛЮЧАЮЩИМ ОКСИД ЦИРКОНИЯ И/ИЛИ ЦИРКОНИЙ-КРЕМНИЙ ОКСИНИТРИД | 2009 |
|
RU2493115C2 |
