Данное изобретение относится к средствам и способу изготовления строительных панелей и в особенности, но не исключительно предназначено для несущих нагрузку стеновых панелей, используемых как во внутренних, так и в наружных системах стен.
В моей ранее поданной заявке 60234/90 от 7 августа 1990 г. описан способ формования блока полой строительной панели, содержащей две прямоугольные лицевые панели, расположенные друг напротив друга с некоторым промежутком и предпочтительно выполненные из строительного гипса, армированного стекловолокном и параллельные, разделенные промежутками, удлиненные перемычки, также предпочтительно выполненные из строительного гипса, армированного стекловолокном, соединяющие и скрепляющие вместе указанные панели параллельно друг другу, проходящие поперечно по отношению к панели и образующие элементы внутренней структуры или полости, которые проходят между расположенными друг напротив друга сторонами отформованной панели. Хотя технология литья, описанная в указанном патенте, оказалась в целом удовлетворительной и пригодной для мелкосерийного производства, она оказалась неудовлетворительной для крупносерийного производства по причине слишком больших трудозатрат.
В книге Х.С.Воробьева "Гипсовые вяжущие изделия", М., Стройиздат, 1983, описан способ производства строительной панели путем подачи в форму формуемого и армирующего материалов с последующим выдерживанием влажной текучей смеси в форме до затвердевания и удалением из формы отформованной панели. Недостатком этого способа является то, что он применим для производства только цельной строительной панели.
В этой же книге описано средство производства строительной панели, включающее бункер для подачи жидкого гипса, предназначенный для подачи жидкого гипса в форму при ее прохождении под ним, устройство для подачи армирующего материала, установленное под направляющими и предназначенное для подачи армирующего материала в форму по мере ее прохождения под ним. Недостатком этого средства является то, что оно также может применяться для производства только цельной строительной панели.
Задачей настоящего изобретения является создание усовершенствованного способа производства строительной панели, применимого для изготовления монолитной полой строительной панели и экономически выгодного в крупносерийном производстве, а также создание средства производства такой строительной панели.
Решение поставленной задачи обеспечивается путем создания способа производства строительной панели путем подачи в форму формуемого и армирующего материалов с последующим выдерживанием влажной текучей смеси в форме до затвердевания и удалением из формы отформованной панели, при этом для формования монолитной полой строительной панели, имеющей расположенные друг напротив друга стенки, соединенные между собой поперечными перемычками, которые расположены с промежутками и которые со стенками панели образуют внутренние полости, проходящие по всей ширине панели, (i) добавляют первое количество влажной заливаемой смеси формуемого материала, предпочтительно из строительного гипса и воды, в удлиненную поддонообразную форму для формирования в ней первого слоя или одной стенки панели, (ii) вводят слой армирующего материала, например, стеклянных ровингов, для смешивания с указанным первым слоем, (iii) вводят параллельные удаляемые вставки, расположенные с малыми промежутками поперек формы между ее противоположными продольными сторонами и поддерживаемые так, что их нижние поверхности отделены некоторым промежутком от стенки основания формы, причем промежутки между смежными вставками образуют внутренние полости формы для формирования перемычек панели, (iv) добавляют дополнительный армирующий материал, например, стеклянные ровинги, в форму поверх вставок и в промежутки между ними, (v) добавляют в форму дополнительное количество влажной заливаемой смеси, достаточное для заполнения промежутков между вставками и формирования второго слоя поверх вставок с образованием внешними поверхностями вставок внутренних поверхностей формы, (vi) после выдерживания влажной текучей смеси в форме до затвердевания, (vii) извлекают из формы внутренние вставки в горизонтальном боковом направлении с помощью механических средств.
Введение в форму параллельных вставок с последующим дополнением армирующего материала и влажной заливаемой смеси и извлечением вставок после затвердевания смеси обеспечивает возможность изготовления полых строительных панелей, имеющих внутренние полости, проходящие по всей ширине панели.
В предлагаемом способе этапы (ii) и (iii) могут быть осуществлены перед добавлением первого количества влажной текучей смеси. Кроме того, этап (iii) может быть осуществлен с одновременным прижатием армирующего материала к стенке основания формы с помощью параллельных удерживающих лезвий, разделенных промежутками и выполненными с возможностью вертикального перемещения относительно формы.
Форма может быть установлена на подвижной тележке или подвижном столе с возможностью перемещения, осуществляемого в продольном направлении по направляющим, причем ввод указанного формуемого материала и указанного армирующего материала в форму осуществляют при ее перемещении по направляющим под соответствующими устройствами для подачи указанных материалов. Стол или тележка могут быть установлены на направляющих с возможностью перемещения под стационарным бункером для подачи жидкого гипса, из которого жидкий гипс поступает в движущуюся форму, а также под стационарным многоголовочным устройством для измельчения стекла, которое подает волокнистый армирующий материал. Очевидно, что возможно использование неподвижной формы, над которой установлены с возможностью продольного перемещения бункер для подачи гипса и устройство для измельчения стекла.
При вводе вставок с установкой их на месте первый слой армирующего материала удерживают внизу предпочтительно с помощью поперечных вертикальных пластин, установленных продольно по длине формы с промежутками, несколько превышающими ширину вставок. Пластины установлены на монтажной раме, которая в свою очередь установлена с возможностью перемещения над трассой перемещения тележки, а также увеличения и уменьшения высоты установки относительно нее. Пластины действуют в качестве удерживающих лезвий, которые эффективно прижимают вниз слой армирующего материала, так что он не может быть вытеснен или поврежден при поперечном вводе вставок.
Способ может быть осуществлен путем первоначального наложения первого слоя армирующего материала на горизонтальную стенку основания формы при ее прохождении под устройством для подачи армирующего материала и последующего горизонтального ввода в форму, которая не перемещается, вставок с одной стороны формы с поперечной их установкой в форме, после чего в форму по мере ее перемещения под бункером для подачи жидкого гипса добавляют первое количество влажной смеси.
Подвижной стол предпочтительно проходит под устройством для разбрызгивания смазки для надлежащего смазывания поверхностей формы перед заливкой в нее жидкого гипса. Вставки перед их вводом в форму также следует смазывать подходящим агентом, способствующим их освобождению.
Предлагаемый способ также может дополнительно включать вибрационное воздействие на форму в процессе формования, осуществляемое с помощью вибрационного устройства, прикрепленного к нижней стороне поддерживающего ее стола, для обеспечения хорошей заделки армирующего материала в жидкую гипсовую смесь.
Удаляемые вставки можно вводить через отверстия соответствующей конфигурации, выполненные в одной из продольных боковых стенок формы.
Возможно использование удаляемой вставки, состоящей из двух соосных сопряженных половин, извлекаемых с противоположных сторон формы. Эти половины могут соединяться вместе своими внутренними концами при вводе в форму. В этом случае половины вставок могут быть введены с противоположных сторон формы с пропусканием каждой половины вставки через соответствующее отверстие, выполненное в боковой стенке формы. Извлечение половин вставок в этом случае осуществляется с противоположных стороны формы. Благодаря использованию двух половин вставки, которые являются более короткими, связь между вставками и затвердевшим гипсом может быть разорвана более легко, чем при использовании сравнительно длинной единой вставки.
Форма может быть установлена с возможностью перемещения на удлиненных поддерживающих роликах, продольно установленных с возможностью вращения на тележке или столе.
Панель могут удалять из формы путем, во-первых, передачи формы целиком с тележки в поперечном направлении на горизонтально расположенную подвижную платформу и, во-вторых, поворота подвижной платформы вместе с формой в почти вертикальное положение, в котором панель выводят из формы.
Три из четырех боковых стенок формы могут быть откинуты на шарнирах наружу в открытое положение перед выводом панели из формы.
Вставки одновременно могут быть введены в форму, а затем одновременно извлечены из нее, при этом вставки могут быть извлечены из формы путем первоначального их горизонтального перемещения в боковом направлении от формы на малое расстояние с помощью гидравлического цилиндра и последующего горизонтального перемещения вставок на сравнительно большое расстояние с помощью приводного устройства для полного вывода вставок из формы.
Каждая вставка предпочтительно имеет установочный выступ, выступающий по центру из торцевой поверхности ее переднего конца и размещаемый в отверстии во второй из указанных боковых стенок при полностью введенной вставке. Таким образом, в процессе формования вставка прочно удерживается своими противоположными концами над стенкой основания формы.
Для одновременного ввода вставок в форму, осуществляемого сбоку в горизонтальном направлении, а также извлечения вставок из формы предпочтительно используют зажимающую балку, к которой присоединены с возможностью разъединения задние концы вставок. Предпочтительно зажимающая балка функционально связана с гидравлическим цилиндром, предназначенным для осуществления первоначального частичного извлечения вставок, для разрыва связи между затвердевшим материалом гипса и поверхностями вставок. После разрыва таких связей вставки могут быть полностью извлечены из формы с помощью механической транспортировочной системы, присоединенной к зажимающей балке.
После должного затвердевания формуемого материала форму перемещают с тележки на наклоняемую подвижную платформу, установленную на одной стороне тележки и выполненную с возможностью поворота, осуществляемого посредством приводного механизма, из горизонтального загрузочного положения в близкое к вертикальному разгрузочное положение, в котором панель может быть удалена из формы для хранения. То есть после этапа (vii) форма может быть повернута в близкое к вертикальному разгрузочное положение, а отформованную полую строительную панель, обращенную краем вниз, удаляют из формы при нахождении последней в указанном положении.
Предлагаемый способ может быть осуществлен путем перемещения с приводом, например, от механизма, включающего трос и ворот, подвижного стола или тележки вперед и назад по прямой направляющей с прохождением под верхними бункером для подачи жидкого гипса и устройством подачи армирующего материала, установленными между концами направляющей, причем вблизи одного конца направляющей на ее противоположных сторонах установлены механизм ввода и удаления вставок и наклоняемая платформа. Как правило, на этом конце направляющей, непосредственно над ним устанавливают верхнее устройство для удержания армирующего материала.
Следует иметь в виду, что предлагаемый способ может быть осуществлен с использованием непрерывной производственной линии с размещением различных рабочих станций с интервалами вдоль направляющей. Для передачи формы от одной станции к следующей может быть использовано непрерывное конвейерное устройство.
Решение поставленной задачи обеспечивается также путем создания средства производства строительной панели, включающее бункер для подачи жидкого гипса, предназначенный для подачи жидкого гипса в форму при ее прохождении под ним, устройство для подачи армирующего материала, установленное под направляющими и предназначенное для подачи армирующего материала в форму по мере ее прохождения под ним, при этом для производства монолитной полой строительной панели, имеющей две расположенные друг напротив друга стенки, соединенные между собой поперечными перемычками, которые расположены с промежутками и которые совместно со стенками панели образуют внутренние полости, проходящие по всей ширине панели, средство снабжено механизмом ввода вставок, предназначенным для ввода в форму параллельных удаляемых вставок, разделенных малыми промежутками, так что эти вставки проходят поперек формы между ее противоположными продольными сторонами, а промежутки между смежными вставками образуют внутренние полости формы для формирования перемычек панели, механизмом поддержания вставок внутри формы так, что нижние поверхности вставок отделены от стенки основания формы некоторым промежутком, механизмом извлечения вставок для горизонтального вывода в боковом направлении из формы и механизмом удаления отформованной панели из формы после затвердевания, причем форма, выполненная удлиненной поддонообразной, установлена с возможностью удаления на подвижной тележке, перемещаемой в продольном направлении по направляющим.
Наличие в предлагаемом средстве механизма ввода и извлечения параллельных вставок и механизма поддержания вставок внутри формы при затвердевании гипса обеспечивает возможность изготовления полых строительных панелей, имеющих внутренние полости, проходящие по всей ширине панели.
Поддонообразная форма может содержать параллельные боковые стенки, которые проходят вдоль ее противоположных продольных краев, параллельные торцевые стенки и горизонтальную стенку основания, причем эта форма выполнена открытой сверху, высота боковых и торцевых стенок примерно равна толщине формуемой панели, а торцевые стенки и одна из боковых стенок шарнирно установлены по отношению к стенке основания для откидывания наружу в открытое положение для облегчения удаления отформованной панели из формы. Одна из боковых стенок может быть снабжена сквозными отверстиями, которые равномерно размещены по ее длине и через которые указанные вставки горизонтально вводят или извлекают. Еще одна из указанных боковых стенок может быть снабжена установочными отверстиями, равномерно размещенными по ее длине и предназначенными для плотной установки передних концов вставок, полностью введенных в форму.
Средство производства строительной панели может дополнительно содержать наклоняемую подвижную платформу, которая расположена вблизи указанных направляющих, на которую форма может быть передана по завершении процесса формования, и которая выполнена с возможностью поворота между горизонтальным положением загрузки формы и примерно вертикальным положением вывода панели, в котором отформованную панель удаляют из формы, и крепежные средства для разъемного прикрепления формы к наклоняемой платформе.
Тележка и наклоняемая платформа могут содержать поддерживающие ролики для поддержки с возможностью прокатывания по ним установленной на них формы.
Механизм ввода и извлечения вставок может содержать удлиненную зажимающую балку, проходящую параллельно одной стороне формы вдоль этой стороны и содержащую удлиненный зажим, поверхности которого ограничивают проходящее по его длине отверстие для размещения конца вставки, который удерживается в этом отверстии с возможностью разъединения, и приводное устройство для осуществления горизонтального перемещения зажимающей балки по направлению к форме или от нее, так что вставки могут быть введены в форму и впоследствии извлечены из нее. Приводное устройство может содержать узлы, включающие цепь и звездочку, установленные под зажимающей балкой и соединенные с ней, и моторные средства для привода звездочек указанных узлов, а также дополнительно может содержать отдельный гидравлический цилиндр для осуществления первоначального частичного отвода вставок из формы.
Средство производства строительной панели дополнительно может содержать механизм поворота формы в близкое к вертикальному разгрузочное положение для обеспечения возможности удаления после затвердевания отформованной панели, обращенной краем вниз, из формы при нахождении последней в указанном положении.
Ниже более подробно описан вариант выполнения данного изобретения, схематично поясняемый прилагаемыми чертежами, на которых:
фиг. 1 схематично изображает линию по производству панелей путем формования согласно предпочтительному варианту выполнения изобретения;
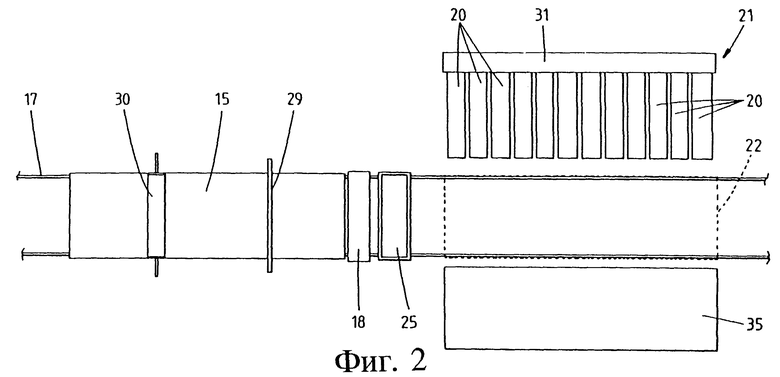
фиг. 2 схематично изображает вид сверху производственной линии, показанной на фиг. 1;
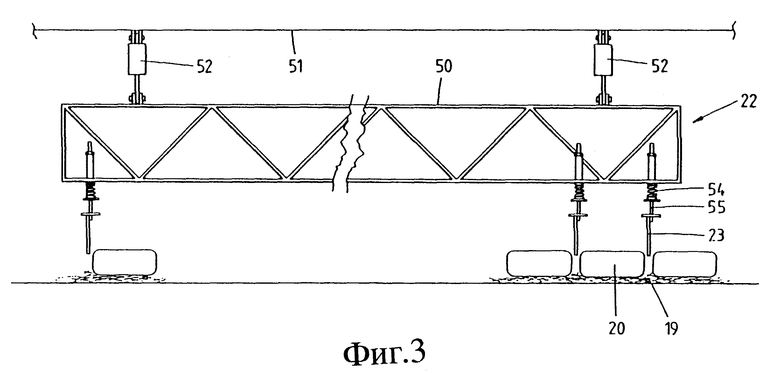
фиг. 3 изображает частичный вид сбоку устройства удержания армирующего материала в частично опущенном положении над формой, содержащей слой стекловолокна, со вставками, введенными сверху волокон;
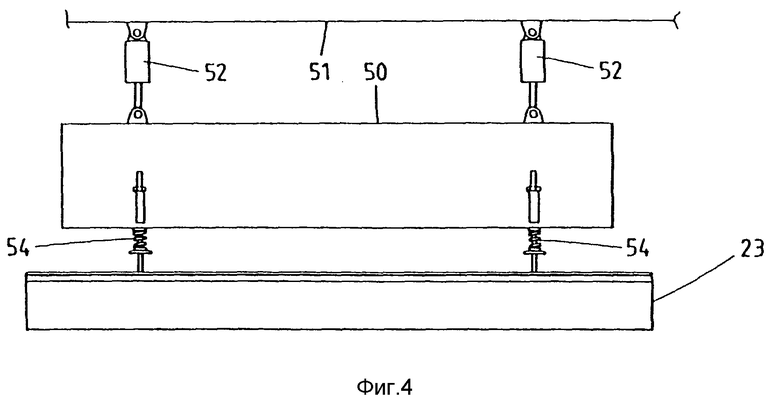
фиг. 4 изображает в вертикальном разрезе вид с торца устройства, показанного на фиг. 3;
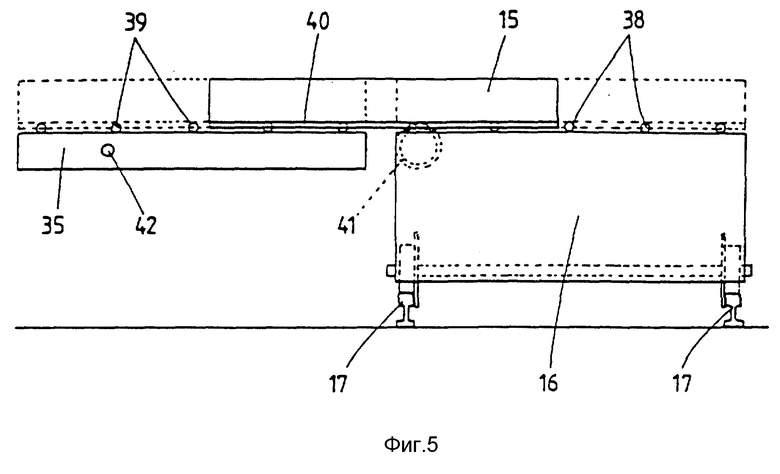
фиг. 5 схематично изображает в вертикальном разрезе частичный вид с торца, иллюстрирующий передачу формы с подвижной тележки на поворотную наклоняемую подвижную платформу;
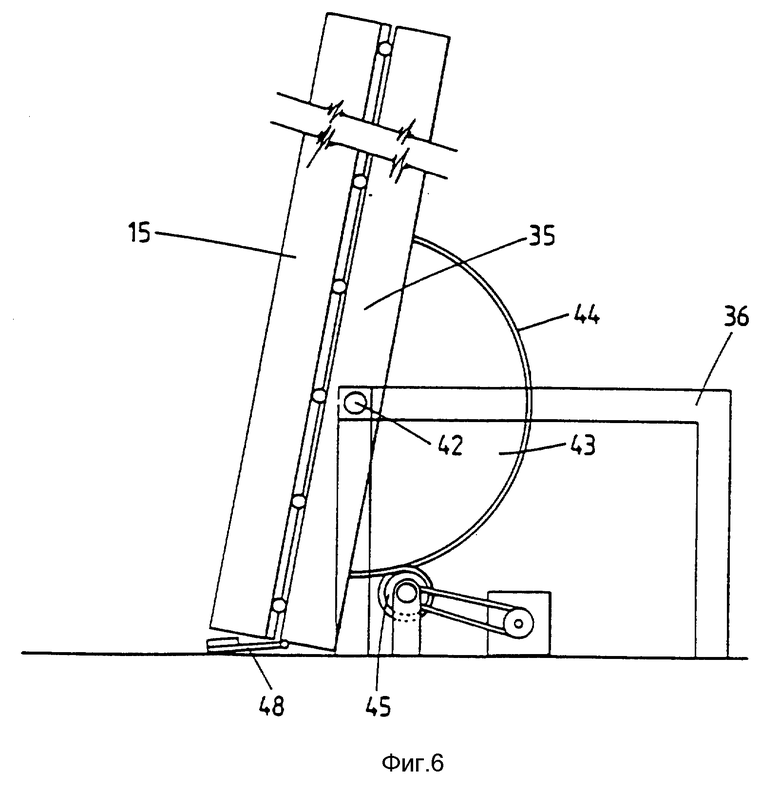
фиг. 6 изображает вид сбоку наклоняемой подвижной платформы, показанной в наклоненном положении перед удалением отформованной панели из формы, прикрепленной к передаточному столу с возможностью отсоединения;
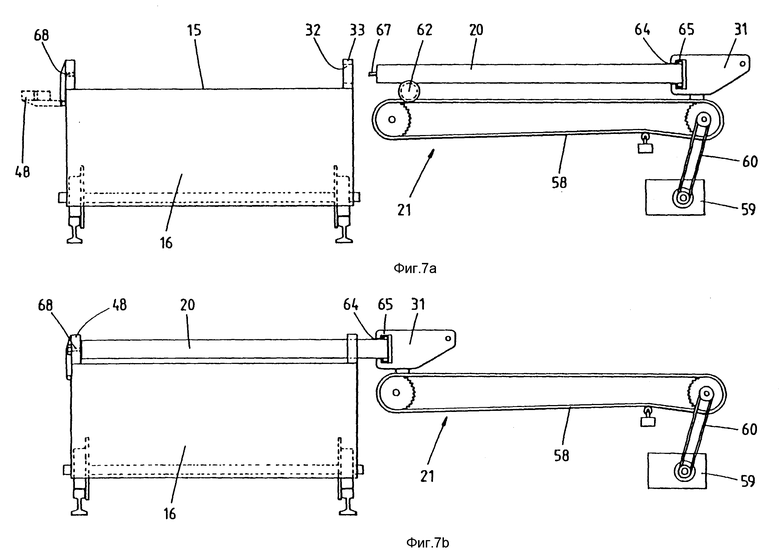
фиг. 7 (a) и 7(b) схематично иллюстрируют способ работы устройства для ввода и удаления вставок соответственно при полностью извлеченной вставке и полностью введенной вставке; и
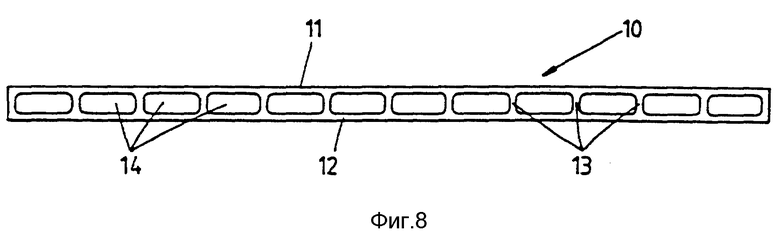
фиг. 8 изображает в вертикальном разрезе вид строительной панели, произведенной в соответствии с изобретением.
На фиг. 8 изображена строительная панель 10, выполненная из строительного гипса, армированного стекловолокном, и содержащая две прямоугольные внешние стенки 11 и 12, расположенные друг напротив друга с некоторым промежутком и соединенные вместе удлиненными перемычками 13, разделенными промежутками и проходящими поперечно по отношению к панели, причем внутренние поверхности стенок и противолежащие вертикальные поверхности перемычек вместе образуют элементы внутренней структуры или полости 14 прямоугольной формы, проходящие между стенками 11, 12 панели по всей ее ширине. В этом варианте выполнения перемычки 13 параллельны друг другу и имеют прямоугольную форму поперечного сечения, хотя могут быть использованы и перемычки другой формы поперечного сечения.
В серийном технологическом процессе формования с использованием стола, проиллюстрированном на фиг. 1 и 2, поддонообразная форма 15, в которой осуществляется формование панели 10, установлена на тележке 16, выполненной с возможностью перемещения по рельсам 17, и первоначально проходит под разбрызгивающим устройством (не показано), которое разбрызгивает по поверхностям формы 15 подходящий агент, способствующий освобождению формы для обеспечения возможности удобного извлечения из нее отформованной панели после затвердевания. От устройства для разбрызгивания смазки тележка 16 проходит под станцией приема армирующего материала, содержащей многоголовочный стекольный режущий пульсирующий питатель 18 (известный в данной области), подающий стеклянные ровинги в движущуюся форму 15 с формированием в целом ровного слоя 19, покрывающего стенку основания формы 15.
После добавления первого слоя 19 армирующего материала тележку 16 перемещают на станцию установки вставок, на которой при неподвижной тележке 16 с помощью устройства 21 для ввода и извлечения вставок вводят сбоку в горизонтальном направлении через отверстия в одной из боковых стенок формы удаляемые полые вставки 20 так, что они проходят по всей ширине формы, а их нижние поверхности прилегают к первому слою 19 стеклянных волокон. Вставки 20 располагают и поддерживают параллельно друг другу с малыми промежутками (например, 20 мм), так что они образуют ряд вертикальных полостей, которые образуют перемычки 13 в готовой панели 10. В поперечном сечении металлические вставки 20 имеют примерно овальную форму; их противоположные параллельные верхняя и нижняя плоские стенки соединены криволинейными концевыми стенками. При таком вводе вставок их верхние поверхности расположены примерно в одной плоскости и служат в качестве внутренних поверхностей формы.
В этом варианте выполнения для удержания внизу слоя 19 стекла при вводе вставок 20 в полость формы используют вертикально подвижное удерживающее устройство 22, содержащее ряд удлиненных лезвий 23, установленных продольно с промежутками, причем каждую вставку 20 располагают между двумя смежными лезвиями 23 (см. фиг. 3). После того, как вставки 20 полностью введены, лезвия 23 одновременно поднимают над тележкой 16 в отведенное положение.
Затем подвижной стол 16 еще раз перемещают под устройство для разбрызгивания смазки для должного покрытия поверхностей вставок 20, а после этого - под бункер 25 для подачи жидкого гипса, в который гипс поступает из верхнего накопителя 26, причем гипс смешивают с водой в бункере 25. Жидкий гипс выпускают в форму 15 на глубину, которая примерно соответствует толщине стенки 12 готовой панели. Вибраторы 27, прикрепленные к тележке 16, приводят в действие, чтобы вызвать вибрацию влажной смеси в форме.
Форма 15 затем совершает еще один проход (или проходы) под устройством 18 для подачи стекловолокна, и поверх вставок 20 по всей ширине формы укладывают следующие стеклянные ровинги. При неподвижной тележке 16 стеклянные ровинги заделывают вручную в промежутки между смежными вставками 20 с использованием ручной трамбовочной планкой или лезвия 29. После этого форму 15 перемещают вдоль направляющей и заливают в нее дополнительный жидкий гипс из бункера 25 для заделки вставок 20 и заполнения промежутков между ними до тех пор, пока форма не будет заполнена. Затем жидкий гипс равномерно разравнивают по открытой верхней части формы 15. В заключение на верхнюю поверхность влажной смеси накладывают дополнительный слой нарубленных стеклянных ровингов и подходящим способом закатывают в смесь с помощью ручного валка 30 (операция, которая хорошо известна в данной области).
После затвердевания влажной смеси используют устройство 21 для удаления внутренних вставок 20 из формы 15. При этом устройство 21 удаления приводят в действие так, что вначале зажимающая балка 31 устройства 21 вместе со вставками 20 отводится от формы 15 горизонтально в боковом направлении на малое расстояние, достаточное для разрыва связи между схватившимся материалом гипса и поверхностями вставок 20. После такого первоначального разделения балку 31 отводят на сравнительно большое расстояние для полного извлечения вставок 20 из формы 15, при этом вставки 20 проходят через отверстия 32 соответствующей конфигурации, выполненные в одной из продольных крайних стенок 33 формы 15, (см. фиг. 7 (a)). После извлечения таким образом вставок форму 15 передают с тележки 16 на наклоняемую подвижную платформу 35, установленную с возможностью поворота на поддерживающей раме 36, которая расположена напротив устройства 21 с другой стороны направляющих 17 (см. фиг. 5). Платформу 35 затем поворачивают примерно на 90o (см. фиг. 6), панель выводят из формы 15 и передают на подвижную установку (не показана), которая передает панель на сушильный стеллаж (не показан).
Тележка 11 затем может быть возвращена в первоначальное положение для повторения процесса.
Как видно из фиг. 5, передача формы 15 на поворотный стол 35 осуществляется с помощью ряда свободно вращающихся удлиненных поддерживающих роликов 38, 39 установленных на верхней части тележки и платформы 35. Форму прокатывают по роликам 38 с использованием ряда крючковых цепей 40, прикрепленных к нижней стороне основания формы 15, причем каждая цепь 40 взаимодействует с ведущей звездочкой 41, кинематически связанной с приводным двигателем (не показан).
Как показано на фиг. 6, платформа 35 имеет смещенную шарнирную ось 42, установленную с возможностью поворота в раме 36, а поворот платформы 35 осуществляют с помощью по меньшей мере двух отдельных тросов 43 (показан только один), каждый из которых проходит вокруг соответствующего сегмента 44 круга, прикрепленного к нижней стороне стола 35, и вокруг барабана 45 двухходового ворота, который в свою очередь соединен с приводным двигателем 47. Платформа 35 снабжена противовесом (не показан) для уравновешивания ее наклонного движения вверх.
Когда поворотный стол 35 находится в почти вертикальном наклоненном положении, три боковые стенки 48 формы 15 откидывают на шарнирах наружу для облегчения удаления отформованной панели из формы 15 и передачи на указанное подвижное средство.
Как показано на фиг. 3 и 4, металлические пластинообразные лезвия 23 устройства 22, которые временно удерживают стекловолокно, уложенное в форму 15, при вводе вставок, поддерживаются верхней рамой 50, которая в свою очередь установлена на верхней несущей конструкции 51 с помощью пневматических цилиндров 52, осуществляющих подъем и опускание рамы 50 вместе с лезвиями 23. В этом варианте выполнения каждое из лезвий подпружинено витой пружиной 54, проходящей между держателем 55 лезвия и монтажной рамой 50, и предназначенной для создания амортизирующего эффекта при опускании лезвий 23 в форму 15 и их взаимодействии со стенкой ее основания.
Как показано на фиг. 7 (a) и (b), зажимающая балка 31 устройства 21 прикреплена, например, с помощью сварки по меньшей мере к одному из звеньев ряда толстых продольных роликовых цепей 58, разнесенных по ширине устройства 21, привод каждой из которых осуществляется от двигателя 59 через приводной ремень 60. Поддерживающий ролик 62, который установлен на одном конце пневматического цилиндра (не показан) для вертикального перемещения вверх и вниз, используется для поддержания переднего конца каждой вставки 20 при ее вводе, причем ролик 62 выполнен с возможностью опускания, что позволяет осуществить полный ход балки 31 в положение вблизи стороны 33 формы 15.
Балка 31 снабжена зажимом, который ограничивает внутренний Т-образный паз 64, проходящий по длине зажима и предназначенный для захвата с возможностью освобождения концов 65 вставок 20. Концы вставок установлены в пазу 64 с возможностью скольжения, когда вставки введены в форму и осуществляется ход стационарной балки 31.
Концы 65 вставок разъединяются с зажимом балки 31 при перемещении формы по направляющим в направлении от балки 31.
При необходимости извлечения вставок 20 используют гидравлический цилиндр (не показан) для осуществления первоначального отвода от формы 15 балки 31 вместе со вставками 20, после чего они полностью отводятся с помощью узла 58 с роликовыми цепями. Очевидно, что первоначально требуется значительное усилие, чтобы разорвать связь между затвердевшим гипсом и внутренними вставками 20. В этом варианте выполнения это осуществляют путем использования горизонтально установленного силового цилиндра (не показан), с которым балка 31 соединена механически.
Как показано на фиг. 7 (a), каждая из вставок 20 имеет на торцевой поверхности ее переднего конца центральную бобышку или выступ 67, который расположен с возможностью размещения в отверстии 68, выполненном в боковой стенке 48 формы 15, когда вставка полностью введена. В некоторых случаях может быть желательно использовать болты, которые вводят через отверстия 68 (снаружи формы) и закрепляют на резьбе в резьбовых отверстиях, выполненных в выступах 67. Это обеспечивает прочное удержание вставок 20 на месте в процессе литья.
Краткое рассмотрение описанного выше варианта выполнения показывает, что изобретение предлагает существенно усовершенствованный способ производства строительной панели весьма экономичным способом, причем панели формуются с поверхностью, не требующей дальнейшей обработки и готовой для окраски, наклеивания обоев и т.п.
Изобретение относится к средствам и способам изготовления строительных панелей. При формовании монолитной полой строительной панели, имеющей расположенные друг напротив друга внешние стенки, соединенные между собой поперечными перемычками, которые совместно со стенками образуют полости, проходящие между противоположными сторонами панели, удаляемые вставки вводят размещением их поперек поддонообразной формы и удержанием с промежутком между их нижними сторонами и стенкой основания формы, промежутки между смежными вставками образуют внутренние полости формы для формирования перемычек панели, и в котором влажную текучую смесь формуемого материала вместе с армирующим материалом порциями добавляют в форму для заливки вставок и заполнения промежутков между ними. После затвердевания текучей смеси в форме вставки извлекают с помощью устройства для извлечения из формы, осуществляемого горизонтально в боковом направлении, после чего отформованную панель удаляют из формы. Способ не трудоемок и экономичен, при этом панели формуются с поверхностью, не требующей дальнейшей обработки и готовой для окраски, наклеивания обоев и т.п. 2 и 21 з.п. ф-лы, 8 ил.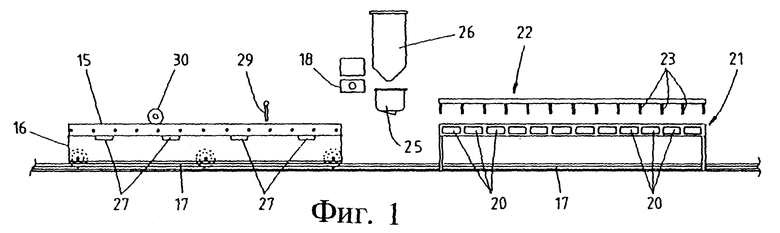
| Воробьев Х.С | |||
| Гипсовые вяжущие и изделия | |||
| - М.: Стройиздат, 1983, с.97 - 99, 102 - 103, 154 | |||
| Пустотообразователь для формования многопустотных железобетонных изделий | 1975 |
|
SU607735A1 |
| Установка для формования железобетонных многопустотных изделий | 1973 |
|
SU466996A1 |
| Приспособление для снятия мерок с корпуса человека и передачи контуров корпуса на манекен | 1948 |
|
SU80980A1 |
| АВТОМАТИЧЕСКИЙ ГРАНАТОМЁТНЫЙ КОМПЛЕКС | 2003 |
|
RU2241192C1 |
| РЕЗИНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР КОЧЕТОВА | 2007 |
|
RU2354868C1 |
