Изобретение относится к патронам охотничьим для стрельбы из оружия с нарезным каналом ствола [далее в тексте - "патроны"], содержащим гильзу, метательный заряд, капсюль-воспламенитель и пулю.
Патроны имеют широкую известность, массовое изготовление и установившееся применение. Их устройство и характеристики приведены в различных справочных и специальных материалах, например в [1], [2], [3], патентных, в том числе - [4], [5] и др.
Вид патрона устанавливается его назначением и требуемой эффективностью выстрела [действием пули по цели, дальностью, меткостью, скорострельностью и пр.]. Действие пули после выстрела определяет эффективность выстрела при обеспечении баллистических условий выстрела с требуемой эффективностью по результату стрельбы из оружия, имеющего установленные параметры канала ствола, что производится всеми составными частями патрона - гильзой, метательным зарядом, капсюлем-воспламенителем и пулей.
Для отстрела животных, являющихся объектами охоты, применяются патроны с пулями недеформирующимся и деформирующимися [1].
Примеры выполнения патронов с пулями недеформирующимися - патроны 7,62 х 51Б или 7,62 х 51Ф, Б [6].
Примеры выполнения патронов с пулями деформирующимися: полуоболочечными - патроны с индексом "A" по [6], патроны с пулей по [7]; патроны с пулями, имеющими канавки на оболочке по [8], с пулями, имеющими надрезы оболочки по [9] и [10] , с пулями, имеющими открытую полость в головной части по [11]; патроны 7,62 х 39 - 8 по [12] с пулями по [13] или [14], имеющими разупрочнение головной части продольными канавками на внутренней поверхности оболочки, изготовленной по способу [15].
Характер деформации или недеформации пуль в соответствующих патронах при стрельбе зависит от конструкции оболочки, а конструкция, в свою очередь, неразрывно связана со способом изготовления оболочки. Способы изготовления оболочек для патронов с указанными типами пуль по [4] - [11] общеизвестны и их описание имеется в технической литературе, например по [16]. Общие признаки по всем известным способам - изготовление оболочек с частями, соответствующими частями головной, ведущей и хвостовой в пулях, причем в недеформирующихся пулях головная часть не имеет разупрочнения, а в деформирующихся - головная часть или ее участок имеет разупрочнение, т.е. уменьшение прочностных характеристик за счет конструктивного исполнения: незакрытой оболочкой со стороны вершинки пули свинцовый сердечник, канавки и надрезы на головной части оболочки, открытая со стороны вершинки полость в головной части и пр. Параметры поражения значительно выше у патронов с деформирующимися пулями, в том числе для отстрела таких крупных животных, как лось, олень, кабан и др. , а пробивная способность выше у патронов с пулями недеформирующимися при одинаковых условиях выстрела.
В пулях деформирующихся оболочки пуль выполняются открытыми со стороны вершинки и закрытыми со стороны хвостовой части, а также - открытыми или разупрочненными со стороны вершинки и открытыми со стороны хвостовой части.
Оболочки, выполненные по известному способу изготовления закрытыми со стороны хвостовой части и открытыми со стороны вершинки, применяются в патронах с пулями по [4] - [11]. Большая часть примененных в патронах пуль, оболочка которых изготовлена подобным образом, состоит из двух элементов - оболочки с сердечника. Недостаток выстрелов патронами с указанными пулями - сравнительно короткая дальность надежного поражения, увеличение которой требует повышения энергетических параметров пуль на траектории, что не беспредельно.
Оболочки, выполненные по известному способу изготовления [15] открытыми со стороны хвостовой части и со стороны вершинки, применяются в патронах [12] с пулями по [13] и [14].
Патрон по [13], выбранный в качестве прототипа, содержит гильзу с открытым по срезу и закрытым по дну корпуса концами на одной продольной оси, метательный заряд внутри гильзы, капсюль-воспламенитель, прочно вставленный в центре закрытого конца корпуса гильзы на той же продольной оси, и пулю, расположенную на открытом конце гильзы на одной продольной оси с ней, состоящую из оболочки и размещенных в ней рубашки и сердечника, и выполненную с частями открытой хвостовой и ведущей, заходящими в гильзу, а также цельнотянутой головной со срезом в вершинке, свободным объемом под срезом, открытым со стороны среза, и разупрочняющими продольными канавками, расположенными на внутренней поверхности оболочки.
Способ изготовления оболочки пули охотничьего патрона, открытой со стороны хвостовой части и со стороны вершинки, выполненной с прилегающей к ней головной частью, включающий изготовление полуфабриката оболочки посредством вырубки и свертки полого колпака, а также многопереходных вытяжек с обжимами, пробивку сквозного отверстия в вершинке головной части полуфабриката посредством матрицы и гладкого пуансона со стороны внутренней полости полуфабриката, с уменьшением длины головной части и общей длины полуфабриката оболочки, штамповку на внутренней поверхности головной части со стороны внутренней полости полуфабриката продольных канавок переменной глубины посредством матрицы и пуансона, имеющего лезвия на боковой поверхности рабочей части.
Положительное качество патронов по [12] с пулями по [13] и [14], оболочки в которых изготовлены по способу [15], - дальность надежного поражения увеличена в 2 - 3 раза при сравнении с патронами, пули в которых, например, полуоболочечные, в случае стрельбы с одинаковыми начальными условиями выстрела. Патроны с пулями по прототипу успешно выполняют свое назначение, но, как показали расчеты и проведенные испытания, их можно усовершенствовать путем улучшения аэродинамических качеств пуль за счет уменьшения силы лобового сопротивления, в результате воздействия которого нисходящая ветвь траектории получается короче восходящей. А это значит, что при сравнении патронов усовершенствуемого и усовершенствованного при одинаковых начальных условиях выстрела - смотри [2] , с. 33 - у второго уменьшается разность скоростей пуль, замеренных в двух точках траектории [V25 и V100 или V25 и V200 и т. д.], уменьшается полетное время пули между этими точками, уменьшаются потери кинетической энергии на траектории, траектория пули становится более настильной, дальность прямого выстрела и дальность полета пули при стрельбе патронов возрастают, в результате чего повышаются параметры поражения [17] и увеличивается останавливающее действие пули, определяемое воздействием шокового состояния на организм животного, поскольку результат выстрела обуславливает увеличение скорости деформации пули в тканях животного, т. е. в итоге увеличивается убойное действие пули усовершенствованного патрона при стрельбе сравниваемыми патронами с замерами результатов на одинаковых дальностях.
При этом следует отметить, что диаметр отверстия, открывающего свободный объем под срезом, и соответствующий ему диаметр среза в вершинках пуль в патронах по прототипу определены диаметром пробитого сквозного отверстия в вершинке полуфабриката оболочки, изготовленного по способу [15], величина которого при последующем монтаже пули /и патрона/ не изменяется.
Технической задачей является повышение убойного действия патрона по результату выстрела путем улучшения аэродинамических качеств пули.
Поставленная задача решается за счет того, что в патроне по первому варианту изобретения, содержащем гильзу с открытым по срезу и закрытым по дну корпуса концами на одной продольной оси, метательный заряд внутри гильзы, капсюль-воспламенитель, вставленный в центре закрытого конца корпуса гильзы на той же продольной оси, и пулю, расположенную на открытом конце гильзы на одной продольной оси с ней, состоящую из оболочки и размещенного в ней сердечника и выполненную с частями открытой хвостовой и ведущей, заходящими в гильзу, а также цельнотянутой головной со срезом в вершинке, свободным объемом под срезом, открытым со стороны среза, и разупрочняющими продольными канавками, расположенными на внутренней поверхности оболочки, согласно изобретению свободный объем под срезом в вершинке пули открыт отверстием, коаксиально расположенным относительно гильзы, причем диаметр отверстия по срезу меньше диаметра этого же отверстия со стороны свободного объема под срезом, участок головной части пули, прилегающий к срезу, вытянут по направлению к срезу при длине канавок не более длины головной части.
Согласно второму варианту изобретения патрон содержит пулю, состоящую из оболочки и размещенных в ней рубашки и сердечника при указанных отличительных признаках.
В обоих вариантах патронов пуля может быть выполнена с составным сердечником.
Поставленная задача решается также тем, что при изготовлении оболочки пули охотничьего патрона, открытой со стороны хвостовой части и со стороны вершинки, выполненной с прилегающей к ней головной частью, включающем изготовление полуфабриката оболочки посредством вырубки и свертки полого колпака, а также многопереходных вытяжек с обжимами, пробивку сквозного отверстия в вершинке головной части полуфабриката посредством матрицы и гладкого пуансона со стороны внутренней полости полуфабриката с уменьшением длины головной части и общей длины полуфабриката оболочки, штамповку на внутренней полости полуфабриката оболочки, штамповку на внутренней полости полуфабриката продольных канавок переменной глубины посредством матрицы и пуансона, имеющего лезвия на боковой поверхности рабочей части, согласно изобретению пробивку отверстия проводят перед штамповкой после проведения последнего обжима оболочки полуфабриката, причем отверстие пробивают коаксиально расположенным относительно наружных поверхностей полуфабриката, при этом для пробивки отверстия матрица выполнена с центральным сквозным отверстием и рабочей частью, геометрические параметры которой определены геометрическими параметрами преимущественно наружной поверхности головной части полуфабриката, а гладкий пуансон выполнен профильным, для штамповки канавок матрица выполнена глухой с профильной рабочей частью, геометрические параметры которой определены геометрическими параметрами наружной поверхности преимущественно головной части полуфабриката с плавным переходом к участку, оформляющему контур вершинки и прилегающего к ней участка головной части полуфабриката, а пуансон выполнен профильным и имеет лезвия, притупленные на участке, расположенном от торца рабочей части, причем при штамповке наружную поверхность головной части полуфабриката упирают в соответствующий участок профильной части матрицы и воздействуют лезвиями рабочей части пуансона на стенку головной части полуфабриката, чем образуют истечение материала полуфабриката на участке, прилегающем к отверстию в вершинке полуфабриката, между стенками глухой матрицы и поверхностями, образованными притуплением лезвий пуансона штамповки, в сторону направления перемещения пуансона при выполнении рабочего хода, вследствие чего увеличивают длину головной части и общую длину полуфабриката, уменьшают диаметр отверстия по срезу в головной части полуфабриката с соответствующим уменьшением диаметра среза в вершинке головной части полуфабриката, уменьшают толщину стенки полуфабриката в канавках по направлению к срезу на участке воздействия лезвий пуансона штамповки без притупления и увеличивают толщину стенки полуфабриката в канавках по направлению к срезу на участке воздействия лезвий пуансона штамповки с притуплением.
Именно заявленный способ изготовления оболочки пули патрона обеспечивает согласно конструкции патронов расположение относительно гильзы отверстия, открывающего свободный объем под срезом в вершинке пули, величину и форму указанного отверстия, форму прилегающего к срезу участка головной части пули, длину разупрочняющих канавок относительно длины головной части пули и достижение цели изобретений. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Изобретения поясняются чертежами, на которых приведены:
фиг. 1 - общий вид патрона по первому изобретению, содержащего гильзу, метательный заряд, капсюль-воспламенитель и пулю, состоящую из оболочки и размещенного в ней сердечника;
фиг. 2 - общий вид патрона по первому изобретению, содержащего гильзу, метательный заряд, капсюль-воспламенитель и пулю, состоящую из оболочки и размещенного в ней составного сердечника;
фиг. 3 - общий вид патрона по второму изобретению, содержащего гильзу, метательный заряд, капсюль-воспламенитель и пулю, состоящую из оболочки и размещенных в ней рубашки и сердечника;
фиг. 4 - общий вид патрона по второму изобретению, содержащего гильзу, метательный заряд, капсюль-воспламенитель и пулю, состоящую из оболочки и размещенных в ней рубашки и составного сердечника;
фиг. 5 - общая схема расположения рабочего инструмента и полуфабриката оболочки последнего обжима перед пробивкой сквозного отверстия в вершинке полуфабриката при изготовлении оболочки для пули в патроне способом по третьему изобретению;
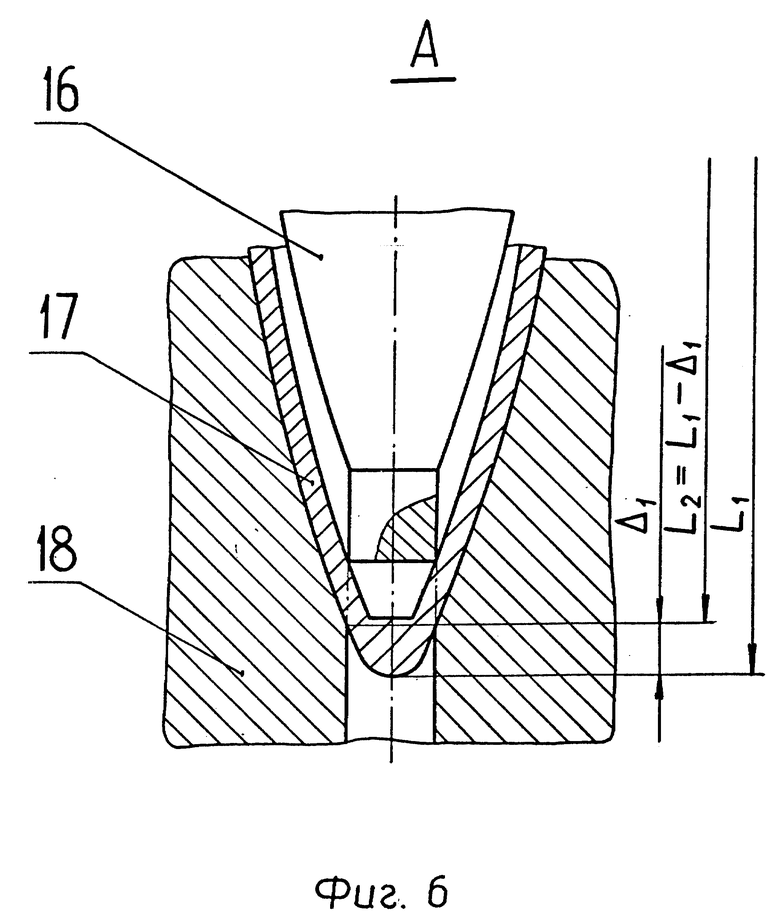
фиг. 6 - увеличенное изображение схемы по фиг. 5 в качестве выносного элемента;
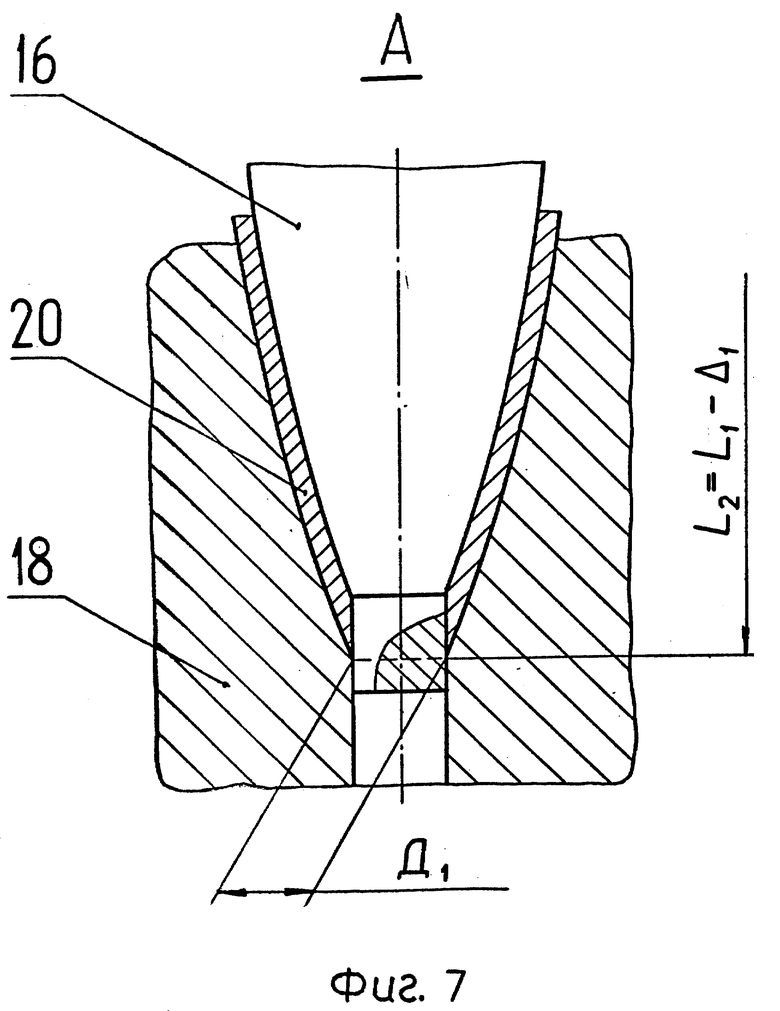
фиг. 7 - увеличенное изображение того же участка схемы по фиг. 5, что и на фиг. 6 [в качестве выносного элемента], но после пробивки сквозного отверстия в вершинке полуфабриката;
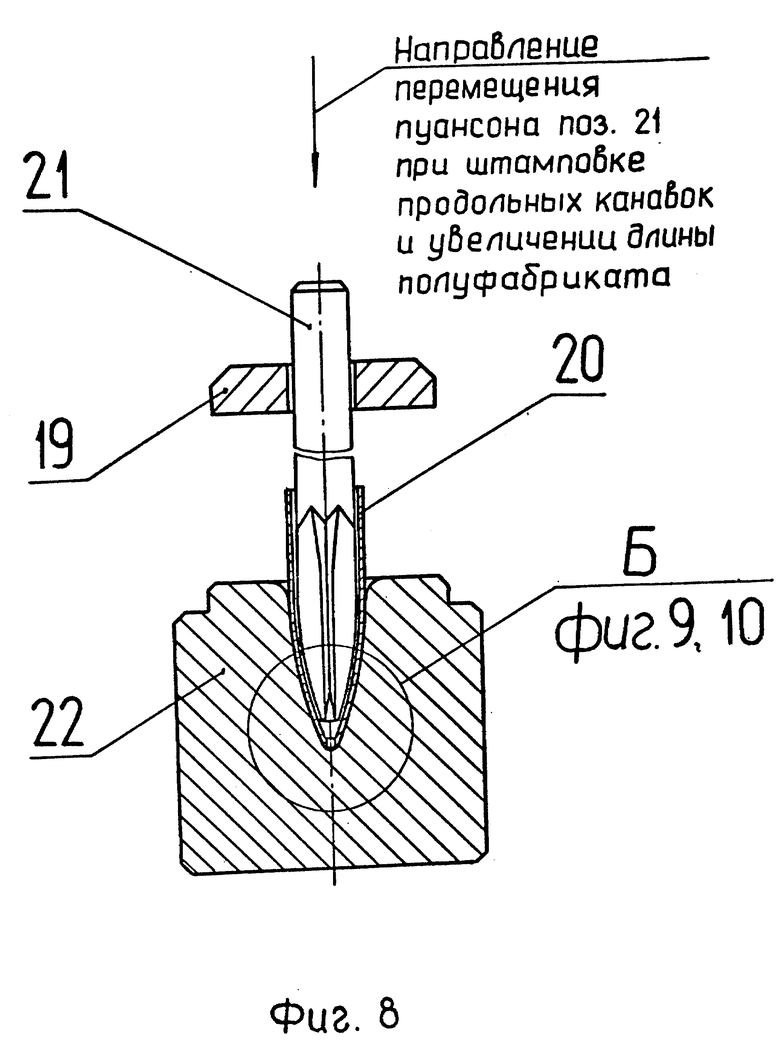
фиг. 8 - общая схема расположения рабочего инструмента и полуфабриката оболочки [полуфабрикат - после выполнения операции по фиг. 7] перед штамповкой на внутренней поверхности головной части полуфабриката продольных канавок при изготовлении оболочки для пули в патроне способом по третьему изобретению;
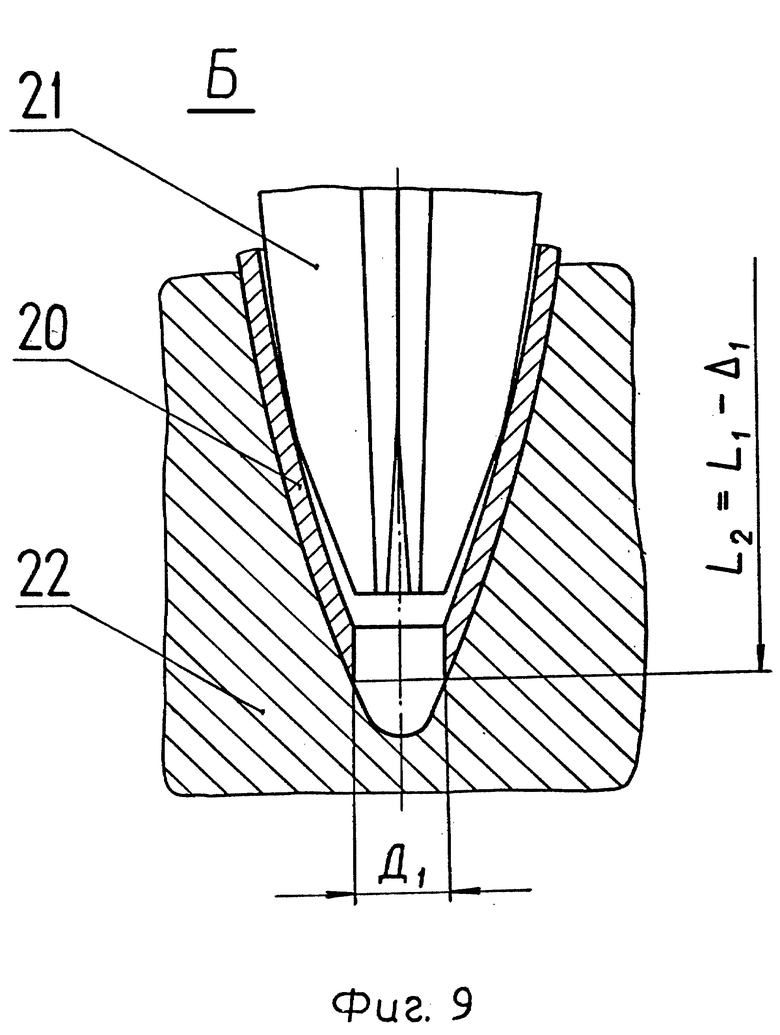
фиг. 9 - увеличенное изображение схемы по фиг. 8 в качестве выносного элемента;
фиг. 10 - увеличенное изображение того же участка схемы по фиг. 8, что на фиг. 9 [в качестве выносного элемента], но после выполнения операции штамповки по образованию продольных канавок на внутренней поверхности головной части полуфабриката.
В чертежах приняты следующие обозначения:
L1 - длина головной части полуфабриката оболочки последнего обжима до пробивки сквозного отверстия в его вершинке;
L2 - длина головной части полуфабриката оболочки последнего обжима после пробивки сквозного отверстия в его вершинке;
L3 - длина головной части полуфабриката оболочки после выполнения операции штамповки;
Δ1 - размер, на величину которого уменьшена длина головной части полуфабриката оболочки последнего обжима после пробивки в нем сквозного отверстия;
Δ2 - размер, на величину которого увеличена длина головной части полуфабриката оболочки после штамповки;
Δ3 - размер для отладки величины рабочего хода пуансона штамповки [с лезвиями];
D1 - диаметр сквозного отверстия, пробитого в вершинке полуфабриката оболочки последнего обжима;
D2 - диаметр сквозного отверстия на срезе в вершинке полуфабриката оболочки после штамповки.
Патрон по фиг. 1 содержит гильзу 1 с открытым по срезу и закрытым по дну концами, размещенный внутри гильзы метательный заряд 2, прочно вставленный в центре закрытого конца гильзы капсюль-воспламенитель 3 и вставленную в гильзу с открытого конца пулю 4, состоящую из оболочки 5 и сердечника 6. Гильза, капсюль-воспламенитель и пуля расположены на одной продольной оси.
Гильза соединяет в одно целое все элементы патрона - метательный заряд, капсюль-воспламенитель и пулю, обеспечивает обтюрацию пороховых газов со стороны заднего среза ствола при выстреле и вместе с пулей изолирует метательный заряд и ударный состав капсюля-воспламенителя от воздействия внешней среды. По фиг. 1 гильза - цельнотянутая, бутылочного типа [со скатом], с невыступающим фланцем и креплением пули в дульце, например, путем натяга при монтаже пули в гильзу и обжима [или завальцовки] дульца по срезу гильзы. По изобретению может быть применена гильза и другой конструкции из известных с центральным расположением капсюля-воспламенителя.
Метательный заряд является источником энергии движения пули при выстреле. По изобретению может быть применен метательный заряд из пороха любого известного или вновь разработанного типа, применяемого в аналогичных патронах стрелкового оружия, но по результатам баллистического решения при разработке конкретного исполнения.
Капсюль-воспламенитель воспламеняет метательный заряд в патроне в результате динамического сжатия его ударного состава бойком ударного механизма оружия на наковальне. По изобретению капсюль-воспламенитель - центрального боя, с собственной наковальней или без наковальни [в последнем случае наковальня расположена на гильзе]. Ударный состав в капсюле-воспламенителе - из общепринятых.
Пуля выполнена с хвостовой, ведущей и головной частями. Хвостовая и ведущая части входят в гильзу. В хвостовой части оболочка пули открыта, что позволяет применять конструктивное исполнение хвостовой части любого типа, известного для пуль с цельнотянутой головной частью, обеспечивающего удержание сердечника в оболочке без демонтажа пули от воздействия инерционных нагрузок при движении пули по каналу ствола во время выстрела. Ведущая часть пули по чертежу выполнена гладкой, но при необходимости может иметь поперечную канавку снаружи, если требуется увеличить силу извлечения пули из гильзы при обжиме или завальцовке дульца гильзы по срезу в конкретном исполнении патрона. Головная часть пули - цельнотянутая, выполнена со срезом оболочки в вершинке и свободным объемом под срезом, открытым отверстием со стороны среза. Диаметр отверстия по срезу меньше по размеру диаметра этого же отверстия со стороны свободного объема под срезом ввиду того, что участок головной части, прилегающий к срезу, вытянут по направлению к срезу при изготовлении оболочки пули. Передний торец сердечника является дном свободного объема. На внутренней поверхности головной части оболочки расположены разупрочняющие пулю продольные канавки переменной глубины, длиной не более длины головной части, при этом условия прочности оболочки у основания головной части пули при выстреле не нарушаются, т.к. по [2, с. 29 и с. 111] толщина стенок оболочек в пулях стрелкового оружия, по крайней мере у основания головной части, находится в пределах [0,06 - 0,08]d, а глубина нарезов в канале ствола [1,02 - 1,04]d, где d - калибр оружия. Разность размеров оболочки по толщине после врезания пули в нарезы составляет [0,04 - 0,07]d. Продольные канавки у основания головной части оболочки пули начинают только намечаться и на толщину оболочки, а также на ее прочность в этом месте практически не влияют.
После монтажа патрона отверстие, открывающее свободный объем под срезом в вершинке пули, относительно гильзы расположено коаксиально, причем диаметр среза в вершинке пули больше диаметра отверстия по срезу за счет притупления острых кромок по срезу при досылании соответствующим пуансоном пули в гильзу при монтаже патрона [такое же притупление происходит при монтаже пули].
Работа патрона по фиг. 1 заключается в следующем. После разбития ударным механизмом оружия капсюль-воспламенитель воспламеняет метательный заряд, образующиеся в результате раскаленные пороховые газы, количество которых в малом объеме создает высокое давление, выбрасывают пулю из канала ствола и пуля по определенной траектории летит в цель. Ввиду того что головная часть пули разупрочнена, пуля при попадании в цель и проникании в ткани животного деформируется со стороны головной части или в зависимости от назначения разрушается полностью или частично, проявляя требуемые параметры поражения, определяющие убойное действие.
В конкретном исполнении патрона по изобретению гильза, метательный заряд, капсюль-воспламенитель и пуля в комплексе должны обеспечивать требуемые условия выстрела и его результаты.
Если конкретное исполнение заявленного патрона предназначено для стрельбы из оружия известной и применяемой на практике модели, то длина патрона при этом несмотря на увеличение длины головной части пули, устанавливается не более, чем у аналога - одно из требований по [3].
В системе "оружие - патрон" при нахождении патрона в патроннике и при начальной стадии выстрела гильза определяет обеспечение соосности поверхностей пули с каналом ствола, что уменьшает при перемещении пули в канале ствола и на траектории влияние действующих на нее боковых возмущений поверхностных сил сопротивления воздуха, вызываемых несимметричностью геометрической формы пули и ее расположением относительно гильзы, например, - за счет допусков на изготовление. Коаксиальное расположение относительно гильзы отверстия, открывающего свободный объем под срезом в вершинке пули, уменьшение диаметра этого отверстия на срезе и соответственно диаметра среза оболочки в вершинке пули в сочетании с увеличенной длиной головной части пули на участке, прилегающем к срезу в вершинке, делают пулю заявленного патрона более обтекаемой при движении в воздушной среде, что, с учетом уменьшения площади отверстия и среза в вершинке, уменьшает силу лобового сопротивления на траектории полета пули, при этом коаксиальное расположение указанного отверстия относительно гильзы стабилизирует суммарную силу сопротивления воздуха от выстрела к выстрелу.
Патрон по фиг. 2 выполнен как частный случай патрона по фиг. 1, содержит те же гильзу 1, метательный заряд 2 и капсюль-воспламенитель 3, а также пулю 7 с оболочкой 5 и сердечником, выполненным составным, т.е. состоящим из нескольких частей, например из двух - 8 и 9, расположенных одна за другой. Состав сердечника, конструкция, размеры, масса и материал его составных частей, пластичность и твердость материала выбирается в зависимости от назначения патрона по результатам выстрела при поражении цели [животного - объекта охоты] и степени деформации пули при этом. Прочие признаки те же, что в патроне по фиг. 1.
Патрон по фиг. 3 содержит, как патрон по фиг. 1, те же гильзу 1, метательный заряд 2 и капсюль-воспламенитель 3, а также пулю 10 с оболочкой 5, рубашкой 11 и сердечником 12. При выстреле рубашка обеспечивает врезание пули в нарезы канала ствола и уменьшает истирание поверхности канала ствола в случаях, когда сердечник имеет сравнительно низкую пластичность и относительно высокую твердость материала, как например при выполнении сердечника из стали [в охотничьих патронах - нетермообработанной]. Сердечник может также быть выполненным из свинца с твердостью, отличающейся по величине от твердости рубашки, или алюминия, а также - сплавов на его основе, или др. материалов. Материал рубашки, как правило, свинец с различными добавками, может быть пластмасса. Передний торец сердечника может быть закрыт рубашкой [как показано по фиг. 3] или не закрыт ею. Сердечник с повышенными прочностными характеристиками, требующими применения рубашки в пуле, применяется при выстреле, по результатам которого требуется более глубокое проникание пули или ее элементов в ткани животного с разрушительным воздействием при этом на костные ткани. Прочие признаки в патроне по фиг. 3 те же, что и в патроне по фиг. 1.
Патрон по фиг. 4 выполнен как частный случай патрона по фиг. 3, содержит те же гильзу 1, метательный заряд 2, капсюль-воспламенитель 3, а также пулю 13 с оболочкой 5, рубашкой 11 и составным сердечником, по фиг. 4 состоящим из двух частей 14 и 15, расположенных одна за другой. Прочие признаки те же, что в патроне по фиг. 3.
В пулях заявленных патронов реализован способ изготовления оболочки пули.
Общая схема расположения рабочего инструмента и полуфабриката оболочки последнего обжима перед пробивкой сквозного отверстия в вершинке полуфабриката по фиг. 5 содержит пуансон 16 заходящий при выполнении операции вместе с полуфабрикатом 17, имеющего головную часть длиной L1, в матрицу 18. Пуансон имеет гладкую профильную наружную поверхность с направляющим участком, геометрические параметры которого определены геометрическими параметрами внутренней поверхности преимущественно головной части полуфабриката 17, и рабочим участком, выполненным в виде цилиндрического выступа, диаметр которого по размерам согласован с диаметром центрального сквозного отверстия в матрице. При выполнении операции пуансон проходит через кольцо-съемку 19. Отделившаяся от полуфабриката 17 частица после пробивки в нем отверстия проходит через сквозное отверстие в матрице. Рабочая часть матрицы в профиле имеет геометрические параметры, определяемые геометрическими параметрами преимущественно наружной поверхности головной части полуфабриката 17 [в пределах допусков на изготовление полуфабриката и матрицы], что обеспечивает извлечение полуфабриката из матрицы пуансоном при перемещении последнего в направлении, обратном рабочему. Для обеспечения соосности полуфабриката 17 с матрицей 18 и пуансоном 16 в рабочем положении [с целью обеспечения соосности головной и цилиндрической - соответствующей ведущей части в пуле, - частей во вновь полученном полуфабрикате 20] можно допустить изготовление в матрице небольшого по высоте участка, в профиле диаметр которого равен наружному диаметру цилиндрической части полуфабриката 17. Но при этом усилие защемления полуфабриката 17 в матрице 18 после пробивки в нем отверстия должно быть меньше, чем усилие съемки полуфабриката с пуансона кольцом-съемкой 19.
Расположение инструмента и полуфабриката по фиг. 5 - пуансон 16 в процессе выполнения рабочего хода дослал полуфабрикат 17 до упора его наружной поверхности головной части в профильную [рабочую] часть матрицы 18, дальнейшее движение полуфабриката 17 в сторону перемещения пуансона 16 прекратилось, но движение пуансона 16 при этом будет продолжаться - при продолжении движения пуансона 16 начнется пробивка сквозного отверстия в вершинке полуфабриката 17.
Выносной элемент A схемы по фиг. 5 [увеличенное изображение на фиг. 6] приведен для более наглядного представления о расположении применяемого инструмента.
Общая схема расположения рабочего инструмента и изготовленного полуфабриката оболочки 20 после пробивки сквозного отверстия в вершинке, показанная на фиг. 7 [указано только место расположения выносного элемента A по фиг. 5, увеличенное изображение], имеет пуансон 16, находящийся в крайнем положении после завершения рабочего хода. По фиг. 7 между нижним концом направляющего участка пуансона и внутренней соответствующей поверхностью полуфабриката 20 зазор не указан, но он может быть - длину рабочего хода пуансона достаточно отрегулировать по факту пробивки сквозного отверстия в вершинке. Процесс пробивки отверстия в полуфабрикате происходит так же, как по [15]. Отделившаяся от полуфабриката 17 часть [крупка] после пробивки отверстия на схеме по фиг. 7 не указана.
В результате выполнения операции по фиг. 5 - 7 длина головной части полуфабриката 17 уменьшена на величину Δ1 и в полуфабрикате 20 стала равна величине L2 = L1-Δ1.
После завершения пуансоном 16 рабочего хода изготовленный полуфабрикат 20 с образованным в вершинке сквозным отверстием диаметра D1 плотно прилегает к поверхности пуансона 16, при обратном его ходе перемещается вместе с ним, выходит из матрицы 18 и снимается с пуансона кольцом-съемкой 19.
Общая схема расположения рабочего инструмента и полуфабриката оболочки [полуфабрикат - после выполнения операции по фиг. 5 - 7] перед началом штамповки на внутренней поверхности его головной части продольных канавок с одновременным выдавливанием материала полуфабриката на участке, прилегающем к вершинке полуфабриката, по фиг. 8 имеет пуансон 21, ход которого не завершен, с лезвиями для образования канавок, притупленными на участке, расположенном от торца рабочей части, проходящий через кольцо-съемку 19 и заходящий при штамповке вместе с полуфабрикатом 20, имеющим в вершинке сквозное отверстие диаметра D1, в матрицу 22. В основу конструкции пуансона 21 заложена конструкция аналогичного пуансона по [15], включая профильный контур лезвий, на которых в отличие от пуансона по [15] произведено указанное притупление от торца рабочей части, причем притупление может быть выполнено как в виде плоской поверхности, так и в виде фигурной. Предельным значением размера диаметра цилиндрической части пуансона 21, заходящей в полуфабрикат 20, и диаметра его части от начала образования лезвий до начала участка профильной части лезвий, образованной по радиусу в направлении к торцу рабочей части, является внутренний диаметр поперечного сечения полуфабриката 20 по основанию его головной части при наименее допускаемом наружном диаметре и наибольшей толщине стенки полуфабриката [с учетом допусков на изготовление полуфабриката]. При этом условии следы [в виде царапин] начала продольных канавок могут появиться у основания головной части полуфабриката, что при изготовлении партии у некоторой части изделий [полуфабриката оболочки 23] после выполнения операции по образованию продольных канавок и наблюдается. При проверке стрельбой после монтажа патронов с пулями, имеющими оболочки с фактическим началом продольных канавок от основания головной части, демонтажа пуль не наблюдалось.
Матрица 22 по фиг. 8 выполнена глухой и в профиле имеет те же геометрические параметры, что и в матрице 18 по фиг. 5 - 7 кроме вершинки. К геометрическим параметрам профиля рабочей части матрицы 22 предъявляются те же требования, что и к матрице 18. При этом переход профиля матрицы 22, образующего головную часть полуфабриката 23, в профиль, образующий его же вершинку, - преимущественно плавный. По фиг. 8 профиль в матрице, образующий вершинку, соответствует вершинке в полуфабрикате последнего обжима 17 и прилегающей к ней поверхности и образован радиусом, что в матрице имеет форму в виде полусферы. В случае необходимости поверхность рабочей части матрицы, соответствующая вершинке, а также - прилегающая к ней, вдоль которой происходит истечение материала полуфабриката при штамповке, может быть располирована, чтобы рабочую часть матрицы несколько углубить и увеличить объем для истечения материала внутри матрицы при выполнении операции штамповки. Форма головной части пули, а до того - оболочки пули и полуфабриката оболочки, образуется радиусом [2, с. 26]. Располировка матрицы в определенных пределах может эту форму несколько нарушить, что возможно допустить при условии сохранения симметрии ее рабочих поверхностей относительно продольной оси.
Расположение инструмента и полуфабриката по фиг. 8: пуансон 21 в процессе выполнения рабочего хода дослал полуфабрикат 20 до упора его наружной поверхности головной части в профильную [рабочую] часть матрицы 22, дальнейшее движение полуфабриката 20 в сторону перемещения пуансона 21 прекратилось, но движение пуансона 21 при этом продолжается и при последующем его перемещении на внутренней поверхности головной части полуфабриката начнется образование продольных канавок с одновременным истечением материала полуфабриката на участке, прилегающем к срезу в вершинке, в местах воздействия на полуфабрикат притуплений на лезвиях пуансона.
Выносной элемент Б схемы по фиг. 8 [увеличенное изображение на фиг. 9] приведен для более наглядного представления о расположении применяемого инструмента.
Общая схема расположения рабочего инструмента после штамповки и образования на внутренней поверхности головной части полуфабриката продольных канавок с одновременным выдавливанием материала полуфабриката на участке, прилегающем к отверстию, пробитому в вершинке полуфабриката, в местах воздействия на полуфабрикат притуплений на лезвиях пуансона и образования продукции - оболочки 23 пуль заявленных патронов, показана на фиг. 10 [указано только место расположения выносного элемента Б по фиг. 8, увеличенное изображение] и имеет пуансон 21, находящийся в крайнем положении после выполнения рабочего хода. Процесс образования канавок в полуфабрикате оболочки на участке, где лезвия не притуплены, аналогичен указанному по [15] и форма канавок - та же. На участке притупления лезвий пуансона большая часть материала полуфабриката истекает в сторону направления перемещения пуансона в свободный объем между пуансоном и матрицей, заполняя его неполностью с сохранением сквозного не обязательно цилиндрического отверстия в вершинке полученной оболочки 23 [в принципе - пока еще полуфабриката оболочки], несколько увеличивая за счет вытягивания участок в передней части полуфабриката, прилегающий к пробитому ранее отверстию. Форма канавок на участке притупления лезвий имеет их отпечаток, глубина канавок при этом уменьшается [увеличивается толщина стенки полуфабриката] по направлению к срезу, а на стенках сквозного отверстия после выполнения штамповки, как правило, остаются следы продольных канавок.
В результате выполнения операции по фиг. 8 - 10 сквозное отверстие диаметром D1 полуфабриката 20 по фиг. 9 уменьшено до диаметра D2 оболочки 23 по фиг. 10, а длина головной части полуфабриката 20 увеличена в оболочке 23 на величину Δ2 и равна L3 = L2+Δ2. На ту же величину Δ2 увеличена и длина полуфабриката 20. При выполнении операции по фиг. 8 - 10 требуется отладка рабочего хода пуансона 21 - его недоход до крайней точки рабочей части матрицы 22 на величину Δ3, иначе лезвия пуансона могут прорвать стенку оболочки 23.
После завершения пуансоном 21 рабочего хода, образования продольных канавок и окончательного оформления сквозного отверстия и участка, прилегающего к срезу оболочки в вершинке, изготовленная оболочка 23 плотно прилегает к поверхностям пуансона 21 в местах взаимодействия и при обратном ходе пуансона перемещается вместе с ним, выходит из матрицы 22 и снимается с пуансона кольцом-съемкой 19.
Изготовленная оболочка 23 по фиг. 10 принимает окончательную форму оболочки 5 после монтажа пули 4 по фиг. 1, пули 7 по фиг. 2, пули 10 по фиг. 3 или пули 13 по фиг. 4. Поскольку при монтаже пуль применяются выталкиватели для извлечения их из матриц [выталкиватель воздействует на пулю или ее полуфабрикат со стороны вершинки] после выполнения соответствующей операции, острая кромка на срезе в вершинке оболочки 23 на оболочке 5 указанных пуль в той же степени, что и в прототипе патронов по [12] с пулей по [13], но при этом диаметр среза, который находится в прямой зависимости от диаметра отверстия на срезе оболочки 23, будет явно меньше, чем в прототипе патронов.
Заявленный способ изготовления оболочки пуль охотничьих патронов позволяет улучшить аэродинамические качества пуль в заявленных патронах за счет уменьшения силы лобового сопротивления.
Охотничьи патроны, конкретное исполнение которых произведено с применением совокупности признаков в пределах, заявленных для любого из заявленных изобретений и вариантов, оболочки пуль в которых изготовлены заявленным способом, в результате выстрела при попадании пули в цель [животное - объект охоты] по величине гидродинамического воздействия на ткани животного и параметров раневого канала в сочетании с разрывным, осколочным [при хотя бы частичном разрушении пули в тканях животного] и энергетическим свойствами, ввиду улучшения аэродинамических параметров на траектории полета пуль обеспечат на применяемых дальностях стрельбы в условиях охоты более эффективный отстрел крупных, средних и сравнительно мелких по массе животных в силу повышения убойного действия при сравнении с аналогичными на одной дальности стрельбы и одинаковыми начальными условиями выстрела, что с технической стороны повышает вероятность надежного поражения животного - объекта охоты.
Изменение объема камеры заряжания за счет замены гильзы, как например в патронах 9,3 х 53 по [1], 9,3 х 64 или 9,3 х 74 по [3], позволяет изменять энергетические параметры пуль [как и изменение массы пули без изменения ее конструкции] заявленных патронов в зависимости от условий и объектов охоты и повышать аналогичные параметры известных патронов при одинаковых начальных условиях выстрела.
Литература
1. Блюм М.М., Шишкин И.Б. Охотничье ружье. - М.: Лесная промышленность, 1983, 216 с.: ил.
2. Кириллов В. М. , Сабельников В.М. Патроны стрелкового оружия. - М.: ЦНИИинформация, 1980, 372 с.: ил.
3. Постоянная международная комиссия [ПМК] по испытанию ручного огнестрельного оружия //Таблица размеров патронов и патронников. - 24 сессия ПМК. - Брюссель [М.: Госстандарт].
4. Патент N 4015079, F 42 B 5/02, 1991, Германия.
5. Патент N 4210204, F 42 B 5/02, 1995, Германия.
6. ГОСТ 21169-75. Патроны охотничьи 7,62 х 51. Типы и основные размеры.
7. Авторское свидетельство СССР N 328319, F 42 B 11/04, 1970.
8. Патент США N 3426685, F 42 B 11/10 [102 - 91], 1969.
9. Патент США N 3138102, 102-92.5, 1964.
10. Патент США N 3143966, 102-91, 1963.
11. Патент США N 3157137, 102-91, 1964.
12. Журнал "Охота и охотничье хозяйство", N 6, 1991, с. 26.
13. Патент СССР N 1753962, F 42 B 12/02, 1990 (прототип).
14. Патент РФ N 2003033, F 42 B 12/02, 1992.
15. Патент РФ N 2015495, F 42 B 12/34, 1991 (прототип).
16. Малов А.Н. Производство патронов стрелкового оружия - М.: Оборонпром, 1947, 416 с.: ил.
17. Охотничья стрельба /пер. с немец., Э.Балтруш и др. - М.: Всесоюзный центр переводов научно-технической литературы и документации, 1978, N A23860, 354 c.: ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ПУЛИ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ СТРЕЛЬБЫ ИЗ ОРУЖИЯ С НАРЕЗНЫМ КАНАЛОМ СТВОЛА | 1991 |
|
RU2015495C1 |
| ПУЛЯ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ НАРЕЗНОГО ОРУЖИЯ | 1997 |
|
RU2117909C1 |
| ПУЛЯ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ НАРЕЗНОГО ОРУЖИЯ | 1999 |
|
RU2166173C1 |
| ПАТРОН ПИСТОЛЕТНЫЙ | 2002 |
|
RU2212626C1 |
| ПУЛЯ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ НАРЕЗНОГО ОРУЖИЯ | 1998 |
|
RU2138008C1 |
| ПАТРОН ПИСТОЛЕТНЫЙ | 2002 |
|
RU2212627C1 |
| ПАТРОН ОХОТНИЧИЙ ДЛЯ НАРЕЗНОГО ОРУЖИЯ | 2012 |
|
RU2491500C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ПУЛИ | 1996 |
|
RU2141620C1 |
| ПУЛЯ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ НАРЕЗНОГО ОРУЖИЯ | 1997 |
|
RU2125703C1 |
| ПАТРОНЫ СТРЕЛКОВОГО ОРУЖИЯ (ВАРИАНТЫ) | 1996 |
|
RU2110752C1 |
Изобретение относится к патронам охотничьим для стрельбы из оружия с нарезным каналом ствола и способу изготовления оболочки пули. По первому изобретению патрон содержит гильзу, метательный заряд внутри гильзы, капсюль-воспламенитель и пулю. Пуля состоит из оболочки и сердечника. Головная часть пули выполнена со срезом оболочки в вершинке, свободным объемом под срезом, открытым со стороны среза, и продольными канавками на внутренней поверхности оболочки. Способ изготовления оболочки включает вырубку и свертку колпака, многопереходные вытяжки с обжимами, пробивку отверстия в вершинке полуфабриката и штамповку канавок. Новым в патроне является: последовательность выполнения операций при изготовлении оболочки - пробивка отверстия в вершинке и штамповка канавок - с измененным исполнением инструмента и изменением формы канавок, уменьшение до оптимальных размеров диаметра на срезе коаксиально расположенного относительно гильзы отверстия в вершинке, которым открыт свободный объем под срезом, уменьшение диаметра среза вершинки пули, а также увеличение длины ее головной части. По второму изобретению патрон в том же составе выполнен с пулей, содержащей оболочку, рубашку и сердечник, при указанных признаках, способе изготовления оболочки. Изобретение позволяет повысить убойное действие патронов. 3 с. и 2 з.п.ф-лы, 10 ил.
| Пуля охотничьего патрона для нарезного оружия | 1990 |
|
SU1753962A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ПУЛИ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ СТРЕЛЬБЫ ИЗ ОРУЖИЯ С НАРЕЗНЫМ КАНАЛОМ СТВОЛА | 1991 |
|
RU2015495C1 |
| ПУЛЯ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ НАРЕЗНОГО ОРУЖИЯ | 1993 |
|
RU2067283C1 |
| ОХОТНИЧИЙ ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ | 1992 |
|
RU2009444C1 |
| ПУЛЯ ОХОТНИЧЬЕГО ПАТРОНА ДЛЯ НАРЕЗНОГО ОРУЖИЯ (ВАРИАНТЫ) | 1994 |
|
RU2087842C1 |
| Технологический инструмент для продольной прокатки труб | 1983 |
|
SU1110507A1 |
| US 4517897 А, 21.05.85. | |||

