Изобретение относится к технологическим процессам снаряжения патронов кольцевого воспламенения.
В настоящее время при снаряжении патронов кольцевого воспламенения применяют различные приемы размещения накольного состава в кольцевом зазоре гильзы [1], [2].
К примеру, приемы: воздействие вибрации на гильзу с дозой накольного состава, втирание пасты накольного состава пуансоном со скошенными фасками и последующая сушка увеличивают технологический цикл.
В качестве прототипа взят способ изготовления строительно-монтажных патронов, в котором для улучшения размещения накольного состава на дне гильзы выполняется сферическая выпуклость диаметром 0,5 - 0,9 от диаметра гильзы [3].
При этом способе применены технологические приемы группового снаряжения патронов кольцевого воспламенения, имеющих большую производительность, но эффективность снаряжения от использования выпуклостей недостаточно велика.
Цель изобретения заключается в повышении надежности снаряжения патронов при сохранении высокой производительности.
Указанная цель достигается тем, что в способе снаряжения патронов кольцевого воспламенения, включающего в себя операции наборки гильз, дозирования и прессования накольного состава, дозирования и прессования порохового пыжа, дозирования основного порохового заряда, обжатия гильзы с пулей или без нее.
Прессование накольного состава осуществляется в кольцевой зоне, примыкающей к зоне кольцевого воспламенения, причем пуансон имеет участок с конусной рабочей поверхностью с высотой, соизмеримой с зазором в зоне кольцевого воспламенения, и расположенный ближе к центру участок с кольцевой торцовой поверхностью.
Донная часть гильзы формируется в виде усеченного конуса, обращенного вовнутрь гильзы, имеющего диаметр у основания в пределах 0,5 - 0,7 внутреннего диаметра гильзы, высоту, соизмеримую с зазором в зоне кольцевого воспламенения, и угол при вершине в пределах 60 - 90o.
При прессовании порохового пыжа на стороне, обращенной к основному пороховому заряду, формируется одно или несколько конусных углублений.
На фиг. 1, 2, 3 изображены сечения патрона кольцевого воспламенения.
Патрон кольцевого воспламенения, изображенный на фиг. 1, соответствует стадии прессования накольного состава. На фиг. 1 показаны: гильза 1 с зоной кольцевого воспламенения 2, и накольный состав 3, пуансон 4 с конической поверхностью 5 и торцевой кольцевой поверхностью 6.
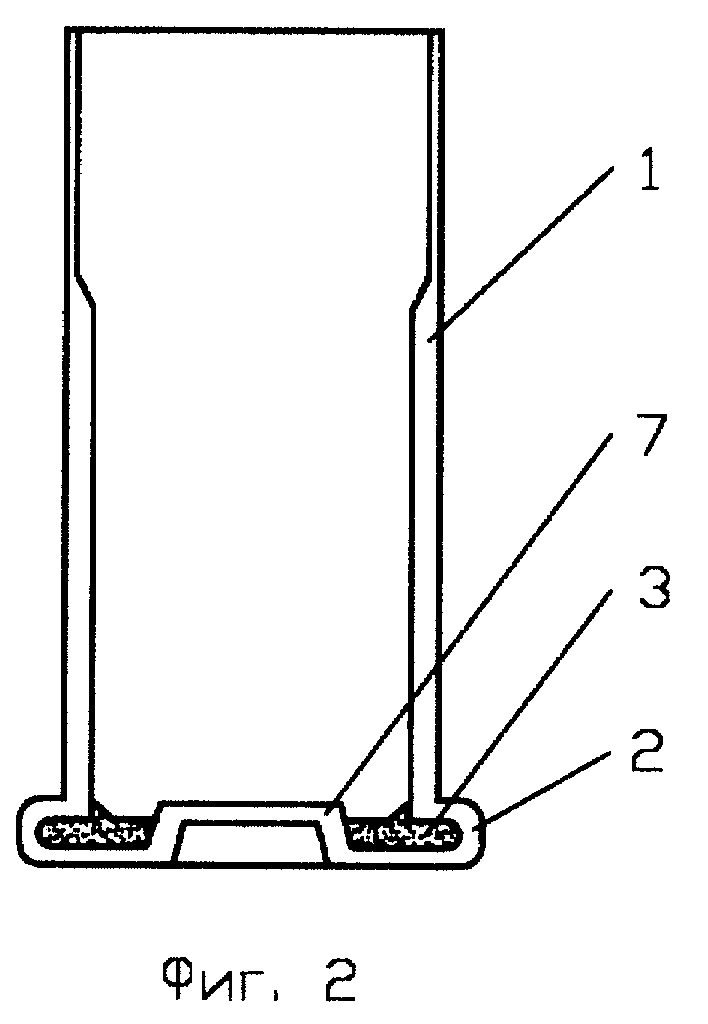
Фиг. 2 отличается от фиг. 1 наличием конического выступа 7 на донной поверхности гильзы 1.
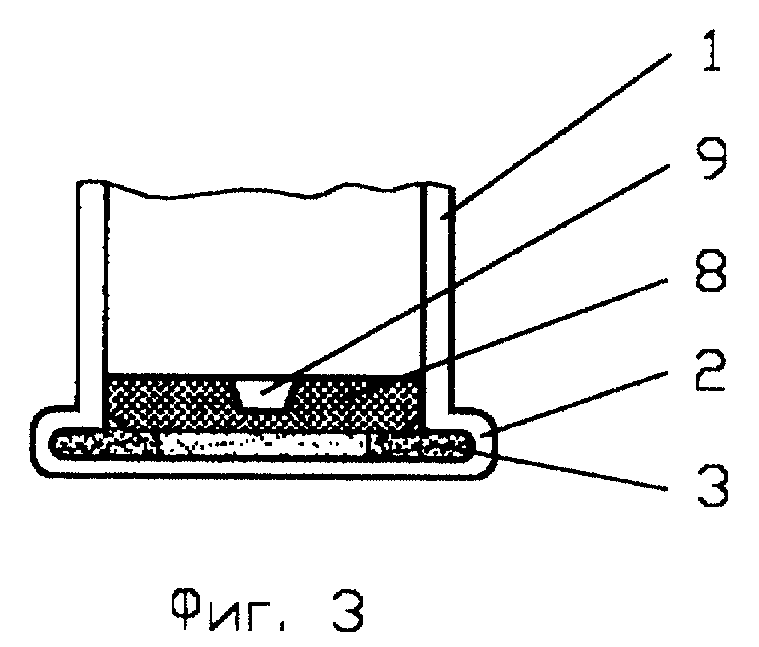
На фиг. 3 показан патрон кольцевого воспламенения после выполнения операции прессования порохового пыжа 8, на котором сформировано углубление 9.
Известно, что накольные составы 3 обладают плохой сыпучестью. Поэтому помещение их в зазор кольцевого воспламенения 2 затруднен. Для улучшения этого процесса целесообразно гильзы 1 с дозой накольного состава 3 подвергнуть воздействию вибрации, а после этого прессовать. Для стабильной работы патрона важна плотность накольного состава 3 в зоне кольцевого воспламенения 2.
Применение пуансона 4 с конической поверхностью 5, с высотой, соизмеримой с величиной зазора в зоне кольцевого воспламенения, и кольцевой торцевой поверхностью 6 увеличивает боковое смещение накольного состава 3 и улучшает уплотнение его в зоне кольцевого воспламенения 2. Часть накольного состава 3 уплотняется кольцевой торцевой поверхностью 6 до большей плотности, чем под конической поверхностью пуансона 5. Это способствует удержанию накольного состава 3 в зоне кольцевого воспламенения в месте воздействия бойка.
Непропрессованный накольный состав 3 из-под центральной зоны пуансона частично остается в центральной зоне и частично покрывает ранее пропрессованный накольный состав 3. Он смешивается с дозой пороха и уплотняется при прессовании порохового пыжа 8.
При этом уменьшается склонность к детонации накольного состава и улучшается процесс передачи горения к пороховому пыжу 8.
Формирование конического выступа 7 на донной поверхности гильзы 1 предназначено для улучшения размещения накольного состава 3 в зоне кольцевого воспламенения 2. При диаметре у основания выступа в пределах 0,5 - 0,7 от внутреннего диаметра гильзы 1, угле при вершине в пределах 60 - 90o и высоте, соизмеримой с высотой зазора в зоне кольцевого воспламенения 2, создаются оптимальные условия размещения накольного состава 3. Прессование может производится пуансоном только с кольцевой торцевой поверхностью.
При прессовании пыжа 8, на стороне, обращенной к основному пороховому заряду, могут быть сформировано одно или несколько углублений 9, предназначенных для формирования узких и продолжительных форсов пламени, поджигающих основной пороховой заряд. При этом происходит более полное сгорание порохового заряда и увеличивается его метательная способность.
Вышеприведенные технические решения применимы при использовании накольных составов на основе инициирующих веществ, но в большей степени при применении менее мощных экологически чистых накольных составов. При этом уменьшаются усилия прессования накольного состава, улучшается его размещение в зоне кольцевого воспламенения и этим достигается цель изобретения.
Источники информации
1. FR, заявка 2570816 F 42 B 5/32, 1996 г.
2. US, патент 2981137, 86 - 32.
3. Прототип: патент РФ N 2096730 F 42 B 5/32 от 04.04.95 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕТОНАТОР | 1996 |
|
RU2095734C1 |
| ДЕТОНАТОР | 1998 |
|
RU2148239C1 |
| СРЕДСТВО ИНИЦИИРОВАНИЯ | 1997 |
|
RU2124689C1 |
| СРЕДСТВО ИНИЦИИРОВАНИЯ | 1999 |
|
RU2163339C1 |
| СРЕДСТВО ИНИЦИИРОВАНИЯ | 1997 |
|
RU2113684C1 |
| СРЕДСТВО ИНИЦИИРОВАНИЯ | 1998 |
|
RU2148240C1 |
| ДЕТОНАТОР | 1997 |
|
RU2113685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДЕТОНАТОРОВ | 1995 |
|
RU2094742C1 |
| ПАТРОН КОЛЬЦЕВОГО ВОСПЛАМЕНЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2246686C1 |
| СПОСОБ СБОРКИ СРЕДСТВ ИНИЦИИРОВАНИЯ | 1997 |
|
RU2125225C1 |
Изобретение относится к технологическим процессам снаряжения патронов кольцевого воспламенения. Прессование накольного состава осуществляется в кольцевой зоне, примыкающей к зоне кольцевого воспламенения, причем пуансон имеет участок с конусной рабочей поверхностью, с высотой, соизмеримой с зазором в зоне кольцевого воспламенения, и участок с торцевой кольцевой поверхностью. Донная часть гильзы может быть сформирована в виде усеченного конуса с диаметром у основания 0,5 - 0,7 диаметра гильзы, высотой соизмеримой с зазором в зоне кольцевого воспламенения, и углом при вершине 60 - 90o. При прессовании порохового пыжа на стороне, обращенной к основному заряду, формируется одно или несколько конусных углублений. Использование изобретения позволяет повысить надежность снаряжения. 3 ил.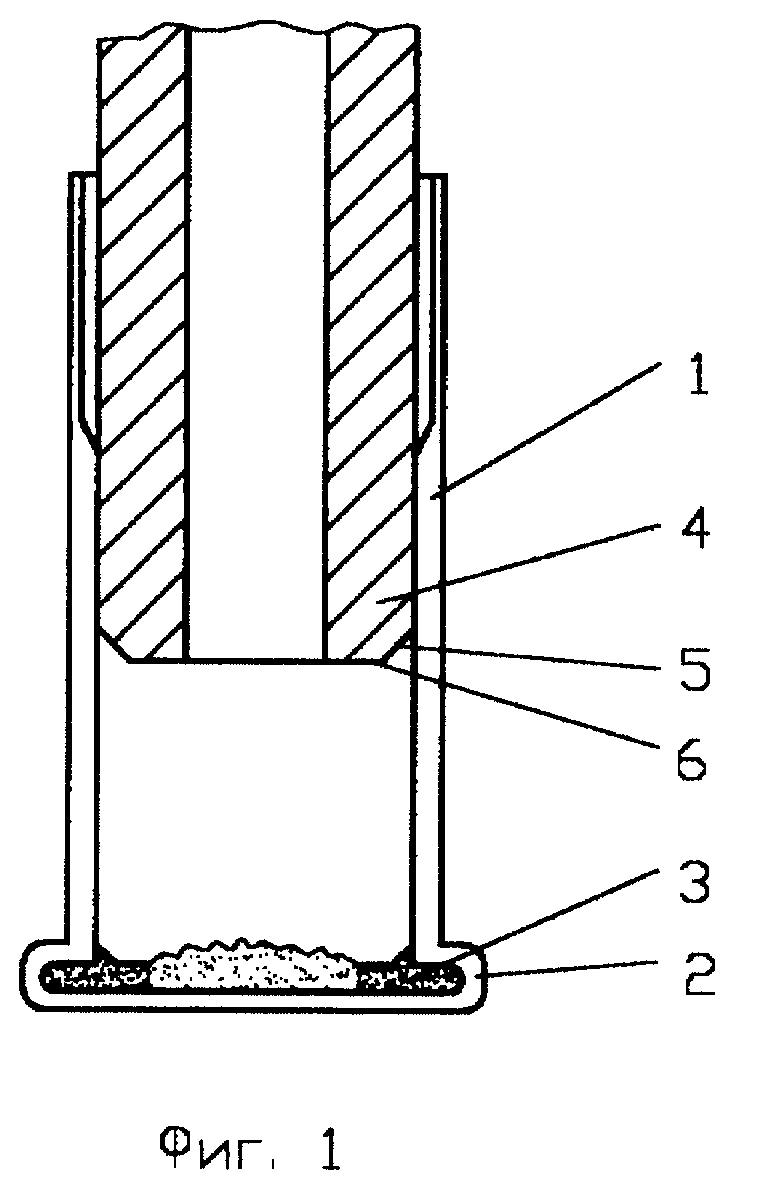
| СПОСОБ ПРОИЗВОДСТВА СТРОИТЕЛЬНО-МОНТАЖНЫХ ПАТРОНОВ КОЛЬЦЕВОГО ВОСПЛАМЕНЕНИЯ | 1995 |
|
RU2096730C1 |
| ПАТРОН КОЛЬЦЕВОГО ВОСПЛАМЕНЕНИЯ | 1992 |
|
RU2086899C1 |
| СПОСОБ СНАРЯЖЕНИЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1993 |
|
RU2045740C1 |
| Взрывонепроницаемая оболочка | 1974 |
|
SU500462A1 |
| СМОЛА СЛОЖНОГО ПОЛИЭФИРА, СОДЕРЖАЩАЯ БИОПОЛИОЛ | 2012 |
|
RU2570816C2 |
| US 5216199, 01.06.93. | |||
