Изобретение относится к области технологии создания неразъемных муфтоклеевых соединений труб, стержней и тому подобных погонажных изделий, в частности, изготовленных из таких плохо склеивающихся полимерных материалов, как полиолефины, с помощью соединительных элементов с памятью формы, т.е. восстанавливающих свою первоначальную форму в результате нагревания, полученных из термореактивных (эпоксидных) полимеров.
Изобретение может быть использовано для прочного соединения полиолефиновых труб при сооружении и ремонте газопроводов и водопроводов, а также для соединения труб и стержней из разнородных материалов в машиностроении, энергетике, связи, химической, авиационно-космической, судостроительной промышленности и других отраслях.
Известны неразъемные муфтоклеевые соединения полимерных труб с использованием подвижных гладких муфт и полимерного клея (Агапчев Н.И. Полимерные клеи для склеивания и ремонта трубопроводов. Томск, 1985, с. 39). Прочность таких соединений в значительной мере зависит от точности центровки труб и обеспечения равномерного зазора между трубой и муфтой.
В последнее десятилетие во всем мире широкое применение для строительства газораспределительных систем находят полиэтиленовые трубы, которые по сравнению с трубами из других полимерных материалов обладают большей прочностью. Полиэтиленовые трубы для транспортирования газа применяются до давлений 0,6 МПа (ТУ 6-19- 352-37), а для транспортировки жидких сред до 1 МПа (ГОСТ 18599-83). Однако вследствие плохой склеиваемости полиолефинов создание надежных муфтоклеевых соединений труб весьма затруднительно. Тем не менее для создания неразъемных соединений труб из полиэтилена применяются термоусаживающиеся муфты из этого же материала в комбинации со сваркой или специальными реакционноспособными клеями, преимущественно эпоксидными клеями горячего и холодного отверждения (см., например, а.с. СССР N 828558, 828559, B 29 C 65/30; патент Великобритании N 2235740 F 16 L 13/00 (РЖ ВИНИТИ, 45, Трубопроводный транспорт, N 1, 1992, реф. 1.45.122П); патент Великобритании N 2255041, B 29 C 65/66 и др.).
Известен аналог, совпадающий с предлагаемым решением по выполняемой функции (Ю. С.Васильев, В.И.Мышко. Ремонт трубопроводов из полимерных материалов многослойными термоусаживающимися муфтами. - В кн.: Сварка и склеивание изделий из полимерных материалов. Киев. Ин-т электросварки им. Патона, 1987, с.53-57). В данном случае для создания неразъемного муфтоклеевого соединения труб применяют специальную термоусаживающуюся пленку (ДТП). Она представляет собой композиционный материал, получаемый методом экструзии композиций на основе полиэтилена высокого давления и сополимера этилена с винилацетатом, а необходимые адгезионные свойства второй компоненты обеспечиваются адгезионными добавками. Адгезионный слой ДТП обеспечивает качественное формирование клеевого соединения в диапазоне температур 400-420 К. Для ДТП наиболее важной характеристикой является способность к свободной усадке, при реализации которой происходит стягивание слоев многослойной муфты (устранение монтажных зазоров) и плотное прижатие внутреннего слоя ее к поверхности трубы. Создание давления в момент расплавления клеевого слоя ДТП необходимо осуществлять с помощью различных технологических приемов (прокатка роликом, склеивание в "мешке" и т. п.). В связи с этим актуальной является задача обеспечения надежной адгезионной связи с поверхностью такого инертного материала, как полиэтилен. Наиболее приемлемым оказался метод направленного изменения свойств поверхности полиэтилена при использовании композиций силанов, прививка которых к поверхностям ДТП происходит за счет термического разложения введенных в них перекисей. В процессе распада перекисей на поверхностях образуются микрорадикалы, взаимодействующие с силанами. Полученный промежуточный слой обеспечивает высокий уровень адгезии сополимера с винилацетатом к полиэтилену.
Технология ремонта трубопроводов из полимерных материалов с помощью многослойных муфт состоит из следующих операций:
1. Механическая обработка (зачистка наждачной шкуркой зернистостью 220) поверхностей труб, подлежащих соединению. Очистка и обезжиривание обработанных поверхностей бензином.
2. Нанесение на поверхности труб и на клеевой слой ленты ДТП раствора композиций силанов и перекиси в бензине.
3. Навивка на соединяемые трубы требуемого количества слоев ленты ДТП (суммарная толщина обычно должна быть не меньше толщины стенки трубы) и закрепление наружного слоя с образованием многослойной муфты.
4. Нагрев соединения до температуры 420 К и охлаждение на воздухе.
Испытания при осевом нагружении клеевых соединений труб из ПЭВД (ГОСТ 18599-83) ⊘ 63 мм четырехслойными муфтами из ДТП показали, что разрушение происходит по многослойной муфте. Испытания на давление показали, что при давлении воздуха 0,6 МПа течи в соединениях не обнаружено.
К недостаткам аналога следует отнести сравнительно невысокую прочность на растяжение, а также повышенную трудоемкость обеспечения надежной адгезионной связи с поверхностью полиэтилена, когда в дополнение к механической обработке поверхностей труб, подлежащих соединению, операциям по очистке и обезжириванию обработанных поверхностей, используются композиции силанов, прививка которых к поверхности ДТП происходит за счет термического разложения введенных в них перекисей при температуре порядка 150oC. Достигнутая прочность соединения на продольное растяжение не является максимально достижимой. Кроме того, применяющийся материал ДТП не оптимизирован в части совмещения в один температурный интервал максимальных напряжений усадки в пленке и расплавления адгезионного слоя.
В качестве прототипа выбран способ соединения полимерных труб по патенту Украины на изобретение N 10298, B 29 C 61/08, бюл. N 4, 1996 г. с приоритетом от 19.06.95 г., заявителем которого также является ОАО "Донецкоблгаз". Способ соединения полимерных труб согласно прототипу включает следующие операции:
- размещение на концах соединяемых труб термоусаживающейся трубчатой муфты, выполненной из эпоксидной композиции, обладающей эффектом памяти формы (эффектом термоусадки), с температурой стеклования в температурном диапазоне 50-80oC, удобном для практического использования;
- нанесение на соединяемые поверхности в качестве адгезива эластичного эпоксидного клея, время жизнеспособности которого в диапазоне температур термоусадки муфты в 2-3 раза больше времени, необходимого для термоусадки муфты;
- нагрев места контакта соединяемых поверхностей до температуры термоусадки муфты, выдержка при этой температуре в течение определенного времени до полной термоусадки муфты, дальнейшее повышение температуры с выдержкой до полного отверждения эпоксидного клея.
После охлаждения места соединения до температуры окружающего воздуха трубопровод готов к эксплуатации. Для повышения адгезии эпоксидного клея к поверхности полиэтиленовой трубы может производиться дополнительная механическая и/или химическая активация поверхности концов соединяемых труб. В частности, на них наносятся по окружности насечки (канавки) глубиной 0,3-0,5 мм с шагом 5-7 мм и/или проводят операцию протравливания их жидкими составами с содержанием хромовых соединений. Предварительно осуществляется общепринятая подготовка концов труб путем их зачистки и обезжиривания.
Однако применение для соединения полиэтиленовых труб в газопроводах термоусаживающейся муфты из более прочного эпоксидного полимера по сравнению с муфтами из полиолефиновых труб приводит к возникновению мест повышенной концентрации напряжений в трубах вблизи торцов муфты, что в условиях длительной эксплуатации, особенно при наличии дополнительных изгибных деформаций, может привести к преждевременному разрушению газопровода. Аналогичным образом в материале самой эпоксидной муфты также имеют место повышенные кольцевые сжимающие напряжения и меридиональные изгибные напряжения, которые могут вызвать растрескивание и даже разрушение муфты. Для устранения этой проблемы нужны технические решения по обеспечению улучшенных эксплуатационных характеристик материала муфты и устранению мест концентрации повышенных напряжений.
Кроме того, на первом этапе разработки не был решен вопрос о создании более широкой гаммы соединительных элементов из эпоксидного полимера, например, тройников, боковых отводов, крестовин. К известным недостаткам эпоксидных полимеров следует отнести их хрупкость. Поэтому для повышения надежности соединения необходимо обеспечивать дополнительную защиту поверхностей соединительных элементов из эпоксидного полимера от возможных механических повреждений.
Известно большое разнообразие эпоксидных композиций, разработанных для получения требуемого комплекса полезных потребительских свойств в зависимости от назначения. Так, например, по патенту США N 4692499, кл. C 08 L 63/00, 525/524 известна эпоксидная композиция с уникальными свойствами, включающими хорошую адгезию к термопластичным полимерам и металлам; стабильность при хранении; текучесть при умеренном давлении; низкотемпературную отверждаемость; стойкость отвержденного продукта к растрескиванию при ускоренном термоциклировании. По а.с. СССР N 1346646, кл. C 08 L 63/100 известна так называемая нонборненовая полимерэпоксидная композиция с повышенным напряжением разрушения и относительно большим относительным удлинением, применяемая, в частности, для изготовления стеклопластиковых труб и их резьбовых соединений методом заливки в формы, используемых в водоснабжении и орошении.
Составы и основные характеристики большого числа эпоксидных полимерных материалов, образующихся при отверждении термореактивных композиций на основе эпоксидных смол специальными веществами - отвердителями, приведены в Справочнике по пластическим массам. Под ред. Катаева В.М., изд. 2-е, М.: Химия, 1975 г., т. 2, 568 с. Традиционные эпоксидиановые смолы марок ЭД-8, ЭД-16, ЭД-20 даже при аминном отверждении образуют очень жесткие и хрупкие полимеры (предельная деформация при растяжении в условиях комнатной температуры εp≤1%), что делает их непригодными для герметизации и заливки, и в настоящее время их не применяют даже для пропитки (Черняк К.И. Эпоксидные компаунды и их применение. Л.: Судостроение, 1967, 400 с.). Их использование возможно только при условии модификации композиций различными разбавителями, пластификаторами либо наполнителями. Однако и в этом случае деформационные свойства материалов на их основе настолько низкие, что осуществить деформирование изделий не представляется возможным. Кроме того, такая модификация приводит к понижению прочностных и ухудшению технологических свойств (Черняк К. И. Неметаллические материалы в судовой электро- и радиотехнической аппаратуре. Справочник, Л.: Судостроение, 1970, 560 с.).
Несколько выше уровень деформационных свойств ( εp ≈ 6%) при отверждении сложных диглицидиловых эфиров (СДГЭ) фталевых кислот ароматическими аминами (Свойства и применение эпоксидных смол на основе диглицидиловых эфиров. Экспресс-информация. Синтетические высокополимерные материалы, N 11, 1974, с. 39-44). Однако низкая ударная вязкость (A ≤ 4 кДж/м2) является причиной разрушения компаунда в изделиях при воздействии ударных нагрузок. Кроме того, эти композиции имеют неудовлетворительные технологические характеристики: высокую температуру отверждения (≥ 160oC) и вязкость. Высоким уровнем прочностных характеристик обладают композиции на основе СДГЭ и ангидридов кислот (Справочник по пластическим массам. Под ред. Катаева В.М. изд. 2-е, М.: Химия, 1975 г., т. 2, 568 с.). Так, композиция на основе СДГЭ изометилтетрагидрофталевого ангидрида (изо-МТГФА) и изо-МТГФА имеет σp = 70 МПа и А=10 кДж/м2. Однако ее предельная величина деформации при разрушении не превышает 5-6%, а отверждается эта композиция при еще более высоких температурах (до 200oC).
Известна эпоксидная композиция ангидридного отверждения, выбранная в качестве прототипа, созданная для изготовления из нее термоусаживающихся муфт для реализации герметичного соединения полиолефиновых труб с применением эластичного эпоксидного клея. Эпоксидная композиция - прототип раскрыта в патентных описаниях к двум взаимосвязанным изобретениям, разработанным заявителем ОАО "Донецкоблгаз" (см. указанные ранее патенты Украины N 10298, 10299, бюл. 4, 1996 г.).
Состав эпоксидной композиции согласно прототипу достаточно подробно раскрыт в формуле изобретения "Способ получения термоусаживающихся изделий", он включает подготовку исходной заготовки из эпоксидного полимера ангидридного отверждения, нагрев ее до перехода в высокоэластичное состояние и деформирование в высокоэластичном состоянии с последующим охлаждением при сохранении напряженного состояния и отличается тем, что в качестве эпоксидного полимера используют эпоксидную композицию с температурой стеклования ТС = 50-80oC, предельной деформацией в стеклообразном состоянии εc = 4-6%, в высокоэластичном состоянии εв = 65-80%, включающую жесткую и эластичную компоненты, при этом в качестве жесткой компоненты используют ароматический сложный диглицидиловый эфир, в качестве эластичной компоненты - блоколигомер из алифатической эпоксидной или эпоксидиановой смолы и кислого олигоэфира при их соотношении 3:2-2:1 соответственно, при этом деформирование заготовки осуществляют до увеличения диаметра на 2-20%. В основной, базовой композиции в качестве эластичного компонента использовалась смола марки УП-599 по ТУ 6-05-1869-79. Отвердителем для всех испытанных композиций - смесь изо-МТГФА(ТУ 6-09-3321-73) с ускорителем УП-606/2 (ТУУ6-0020. 9365. 18-95), взятая в стехиометрическом отношении к смоляной части, включающей жесткую и эластичную компоненты. Термоусаживающиеся муфты, изготовленные из этой эпоксидной композиции, обладают достаточно сбалансированным комплексом прочностных и эластичных свойств, что обеспечивает муфтоклеевому соединению полиэтиленовых труб герметичность и необходимую прочность в радиальном и продольном направлениях.
Вследствие достаточно низкой температуры стеклования у базового состава композиции (45-50oC) предварительно деформированные изделия-муфты могут при хранении постепенно релаксировать уже при температуре окружающей среды 35-40oC и принимать исходные размеры (до деформирования). Этот недостаток ограничивает климатические зоны и сезон использования указанных термоусаживающихся эпоксидных муфт для их целевого применения. Кроме того, базовая композиция имеет недостаточное относительное удлинение при разрыве и сравнительно высокие остаточные напряжения, что иногда приводит к растрескиванию заготовок муфт в процессе их деформирования. Поэтому актуальной является задача оптимизации состава эпоксидной композиции для улучшения комбинации прочностных и эластичных свойств и расширения сферы ее применения.
К прочности и эксплуатационной надежности соединительных элементов предъявляются высокие требования. Выше была сделана ссылка на работу по созданию прочных муфт на основе термоусаживающихся полимерных композитов. Известны работы по созданию прочных многослойных муфт и переходников для соединения труб с использованием литья под давлением, армированных материалов, причем материал внутреннего слоя выбирается из условия повышенной стойкости, например к воздействию горячей воды, а материал наружного слоя - из условия повышенной стойкости к удару, климатическим факторам и т.д. (см. блок патентов Японии N 3-112617, 112618, 112619 B 29 C 45/14; B 29 L 31/24; F 16 L 19/08; ИСМ N 7, 1992 г.).
Известна термоусаживающаяся муфта для защитного покрытия отдельных участков кабеля, изготовленного из сшитой полимерной композиции, которая является связующим для диспергированных в ней отдельных эластомерных частиц (патент ЕПВ N 042657, B 29 C 61/06, ИСМ N 5, 1992 г.).
Известны решения по использованию эффекта термоусадки для получения слоистых втулок из полиолефинов, поливинилхлорида и других полимерных материалов. Так, известен способ изготовления термоусаживающихся пластмассовых втулок, применяемых для соединения кабелей, трубопроводов, по патенту Японии N 58-193122, B 29 C 27/02 (РЖ Химия, реф. 22Т1174П-1984 г.). Термопластичная заготовка может состоять из внутреннего слоя, не содержащего сшивающего агента, и наружного слоя, включающего его. Заготовку экструдируют раздувом в первую форму. Затем ее помещают во вторую форму, деформируют с помощью горячего воздуха и получают изделие с памятью формы. С предлагаемым изобретением известное решение совпадает по ряду общих операций, но оно неприменимо для создания слоистой муфты из разнородных полимерных материалов, обладающих эффектом термоусадки.
Как уже отмечалось, заявителем, ОАО "Донецкоблгаз", была разработана технология получения термоусаживающихся трубчатых изделий из термореактивных полимерных материалов, в частности на основе двухкомпонентных эпоксидных композиций ангидридного отверждения (патент Украины N 10299, бюл. N 4, 1996 г. ). К недостаткам этих изделий (муфт) можно отнести хрупкость материала, и вследствие этого возможность их механического повреждения. Поэтому существует проблема создания дополнительной защиты соединительных элементов из эпоксидных полимеров для повышения их эксплуатационной надежности.
В качестве прототипа, совпадающего с предлагаемым изобретением по ряду существенных признаков, принят процесс изготовления трубчатых изделий с упругим восстановлением формы по патенту США N 4168192, кл. 156/86 (см. РЖ Химия, реферат 5Т273П, 1980 г.). В данном случае трубчатое изделие с эффектом термоусадки изготовляется из полимеров различной природы при следующей последовательности операций. Первоначально закрепляют склеиванием с помощью адгезива внешнюю поверхность внутренней трубы с внутренней поверхностью внешней трубы, причем одна труба выполнена из эластомерного материала, а вторая труба - из термопластичного материала, способного удерживать эластомерный материал в вытянутом состоянии. Производят нагрев и вытяжку соосно склеенных труб деформированием в радиальном направлении и затем охлаждают изделие. В дальнейшем при нагреве термопластичной трубы происходит усадка всей сборки.
Общими признаками прототипа и предлагаемого изобретения являются операции по формированию внутренней и наружной трубы из различных материалов с последующим соосным закреплением и деформирование их в радиальном направлении для создания эффекта термоусадки. Однако в решении по прототипу отсутствуют указания о возможности изготовления термоусаживающейся муфты из малопластичного эпоксидного полимера, защищенной по наружной поверхности от нежелательных внешних воздействий, таких как удар, климатические факторы, свет и т.д., втулкой из термопластичного полимера.
В основу изобретения поставлена задача усовершенствования известной технологии создания неразъемного муфтоклеевого способа соединения труб, стержней и тому подобных погонажных изделий с применением соединительных элементов из эпоксидного полимера с использованием эффекта памяти формы. Задача решается комплексно как в части усовершенствования непосредственно способа соединения, так и в части усовершенствования применяемого для получения соединительных элементов эпоксидного полимера и способа изготовления на его основе указанных соединительных элементов.
Применительно к способу неразъемного муфтоклеевого соединения поставлена задача усовершенствования известного по прототипу способа соединения полимерных труб, в котором за счет применения дополнительного силового воздействия на место соединения комбинацией растягивающих и сжимающих усилий обеспечивается повышение его прочности и уменьшение уровня концентрации напряжений, и за счет этого повышаются ремонтопригодность, эксплуатационная надежность и герметичность соединения.
Поставленная задача решается тем, что предложен способ соединения труб, стержней и т.п., заключающийся в размещении на концах соединяемых труб термоусаживающегося соединительного элемента, выполненного из эпоксидной композиции, нанесении на соединяемые поверхности эпоксидного клея, время жизнеспособности которого при температуре термоусадки муфты больше времени, необходимого для полной термоусадки указанного соединительного элемента, нагреве места соединения в два этапа, причем на первом этапе осуществляют полную термоусадку муфты, а на втором - повышают температуру и выдерживают ее до полного отверждения эпоксидного клея, в котором согласно изобретению одновременно с размещением муфты формируют клеевое соединение со стороны внутренней поверхности соединяемых труб путем нанесения указанного эпоксидного клея для фиксации устанавливаемой на зону стыка расширяющейся в радиальном направлении кольцевой втулки на длине, равной 0,5-1,5 длины участка трубы, соединяемого элементом, а перед вторым этапом нагрева дополнительно бандажируют место соединения снаружи на длине не менее двух длин муфты навивкой нескольких слоев ленты из прочного материала с нанесенным на нее указанным эпоксидным клеем.
В конкретной форме выполнения соединения в качестве расширяющейся в радиальном направлении кольцевой втулки применяют разрезную втулку из пружинной стали толщиной 0,1-0,5 мм и более в зависимости от диаметра. Термоусаживающуюся муфту выполняют с плавным уменьшением толщины стенки к ее торцам, а в качестве ленты для намотки бандажа используют ленту из стеклоткани. Возможный вариант изготовления бандажа осуществляют намоткой ленты на продольные шины из упругого материала, равномерно размещенные вдоль наружной поверхности места соединения.
Причинно-следственная связь между совокупностью существенных признаков предлагаемого изобретения и достигаемым техническим результатом заключается в следующем. При переходе к более жестким эпоксидным термоусаживающимся муфтам (по сравнению с аналогичными полиэтиленовыми муфтами) в соединяемых полиэтиленовых трубах могут появиться повышенные кольцевые сжимающие напряжения и меридиональные изгибные напряжения. Аналогичным образом в материале эпоксидной муфты также имеют место повышенные кольцевые растягивающие напряжения, которые могут вызвать растрескивание и даже разрушение муфты. Кроме того, в соединяемых трубах около мест расположения торцов муфты возникают повышенные концентрации напряжений, которые в сочетании с напряжениями изгиба трубопровода в условиях эксплуатации могут приводить к преждевременному разрушению последнего. Изгиб трубы круглого сечения приводит к тому, что сечение приобретает форму овала, и стенки трубы стремятся оторваться от стенок муфты, что ведет к возникновению растягивающих напряжений в клеевом слое. Известно также, что максимальная прочность клеевого соединения достигается при минимальной толщине слоя клея. Применительно к размещению каждой соединяемой трубы в муфте касательные напряжения в клеевом слое, подвергаемом растягивающей нагрузке, имеют минимум в средней части сопряжения муфты с трубой. Поэтому особое внимание должно уделяться качеству склейки на границах соединения: на концах труб и у торцoв муфты. На этих участках следует специально создавать условия для повышенной адгезии клея к поверхности полиэтиленовых труб, например, механическим путем за счет повышения шероховатости или за счет химической активации поверхности полиэтиленовых труб. Для приближения прочности неразъемного муфтоклеевого соединения к прочности полиэтиленовой трубы нужны технические решения по обеспечению равнопрочности соединения и устранению мест концентраций повышенных напряжений. Повысить равнопрочность соединения поможет дополнительная кольцевая пружинная втулка необходимой длины, установленная внутри трубы в месте стыка, которая за счет упругих сил будет с усилием прижиматься к внутренней поверхности труб и формировать слой эпоксидного клея минимальной толщины. За счет подбора характеристик кольцевой втулки (толщина полосы пружинной стали, длина втулки в диапазоне 0,5-1,5 длин муфты) можно регулировать уровень напряжения в трубах в месте их контакта с торцами муфты. Этот же технический результат также обеспечивается за счет увеличения площади контакта и снижения его жесткости в зоне размещения термоусаживающейся муфты. Для этого снаружи навивают бандаж из прочной ленты с нанесенным на нее эпоксидным клеем, отверждаемым одновременно с клеевым слоем, ранее сформированным со стороны внутренней поверхности труб. Применение одного и того же эластичного эпоксидного клея позволяет облегчить ремонт трубопроводов в заданном температурном диапазоне: от 50oC и не более 100oC. Такое решение позволяет обеспечить также повышенную герметичность соединения. Наружное покрытие в виде бандажа одновременно служит в качестве защиты от возможных повреждений эпоксидной муфты. Достижению цели снижения концентрации изгибных напряжений в соединяемых трубах служит и плавное уменьшение толщины стенки муфты к ее торцам, а также намотка бандажа из ленты на размещенные по окружности муфты шины из упругого материала. Таким образом, совместное использование для соединения полиэтиленовых труб известных термоусаживающейся муфты из эпоксидной композиции и эластичного эпоксидного клея в комбинации с установкой внутри труб в месте стыка кольцевой втулки с длиной 0,5-1,5 длины муфты, расширяющейся в радиальном направлении и формирующей дополнительный клеевой слой минимальной толщины, а также с перераспределением сжимающих напряжений на большую площадь за счет нанесения ленточного бандажа с использованием этого же эпоксидного клея позволяют обеспечить сформированному таким образом неразъемному муфтоклеевому соединению улучшенные свойства: повышение прочности на изгиб и растяжение, а также снижение концентрации напряжений.
В основу изобретения на материал поставлена задача усовершенствования известной эпоксидной композиции путем изменения рецептуры, техническим результатом которой является повышение температуры стеклования до 70-80oC с одновременным сохранением достигнутого уровня прочностных и эластичных свойств.
Поставленная задача решается тем, что модифицированная эпоксидная композиция ангидридного отверждения, включающая сложный диглицидиловый эфир (СДГЭ) фталевой или гидрофталевой кислоты, блоколигомер из алифатической эпоксидной смолы и кислого олигоэфира, изометилтетрагидрофталевый ангидрид (изо-МТГФА) и трис(диметиламинометил)фенол, согласно изобретению дополнительно содержит эпоксидиановую смолу с молекулярной массой 390-430 при следующем соотношении ингредиентов, мас.ч.:
- СДГЭ фталевой или гидрофталевой кислоты - 73-85;
- блоколигомер алифатической эпоксидной смолы и кислого олигоэфира в виде олигодиэтиленгликольсебацианата - 13-24;
- эпоксидиановая смола с мол. м. 390-430 - 2-3;
- изо-МТГФА - 56-85;
- трис(диметиламинометил)фенол - 0,5-0,9.
Композицию готовят совмещением всех ингредиентов при температуре 60-70oC.
Причинно-следственная связь между комбинацией компонентов смоляной части с дополнительным введением небольшого количества жесткой эпоксидиановой смолы и с одновременным достигаемым техническим результатом в виде повышения температуры стеклования является вполне ожидаемой. Дело в том, что температура стеклования является одной из фундаментальных физических характеристик сетчатых полимеров, причем ее величина коррелирует с прочностными характеристиками и деформируемостью. Снижение температуры стеклования свидетельствует об увеличении эластичности полимерной сетки, а увеличение температуры стеклования соответственно приводит к увеличению жесткости полимера. Неожиданный результат в части улучшения эластичных свойств вышеуказанной эпоксидной композиции при незначительной добавке эпоксидиановой смолы и увеличении содержания жесткой компоненты может быть в этом случае объяснен особенностями формирования сетчатой структуры.
В основу изобретения по технологии получения соединительного элемента поставлена задача создания способа изготовления термоусаживающейся муфты, в котором обеспечивается дополнительная защита от внешних воздействий с одновременным созданием сжимающих напряжений в материале муфты, за счет которых повышается прочность и эксплуатационная надежность соединения.
Поставленная задача решается тем, что в способе изготовления термоусаживающейся муфты, включающем формирование внутренней термоусаживающейся втулки и соосное закрепление на ней наружной защитной термоусаживающейся втулки, согласно изобретению в качестве внутренней термоусаживающейся втулки используют термоусаживающуюся втулку из эпоксидного полимера, а в качестве наружной защитной втулки используют втулку из полиолефина с эффектом термоусадки, при этом выбирают внутренний диаметр исходной заготовки наружной защитной втулки меньше наружного диаметра внутренней втулки в ее усаженном состоянии, раздают указанную защитную втулку при температуре деформации TД П < TУ Э, где TД П - температура деформации полиолефина, TУ Э - температура усадки эпоксидного полимера, до диаметра, обеспечивающего соосную сборку втулок и степень деформации, позволяющую с запасом компенсировать усадку внутренней втулки, а закрепление защитной втулки осуществляют путем соосной установки ее снаружи внутренней втулки с последующим кратковременным нагревом до температуры, близкой к температуре усадки полиолефина.
Наличие причинно-следственной связи между совокупностью существенных признаков изобретения и достигаемым техническим результатом заключается в следующем. При установке термоусаживающейся эпоксидной муфты на соединяемые концы труб возникают повышенные кольцевые растягивающие напряжения в муфте, а в трубах - кольцевые сжимающие напряжения и меридиональные изгибные напряжения. Эти напряжения могут вызывать растрескивание и даже разрушение достаточно хрупкой эпоксидной муфты. Поэтому закрепление наружной защитной термоусаживающейся втулки с постоянно действующим на внутреннюю эпоксидную втулку натягом благотворно сказывается на распределении напряжений при одновременном выполнении надежного скрепления внутренней и наружной втулок в условиях эксплуатации.
В предлагаемом изобретении с помощью эффекта термоусадки соединяются две втулки из полимерных материалов различных классов. Эпоксидные полимеры являются аморфными, малопластичными и характеризуются предельной степенью деформации не более 10%, тогда как полиолефины относятся к аморфно-кристаллическим полимерам и характеризуются большим запасом пластичности. Рассматриваемые два класса полимеров отличаются также и кинетикой термоусадки. В случае эпоксидных полимеров усадка достигает 100% при выдержке в области температур T ≥ TС, где TС - температура стеклования. У полиолефинов этот процесс растянут вплоть до температуры плавления. Вследствие этого для обеспечения натяга между наружной и внутренней втулками необходимо правильно подобрать температурные и силовые режимы деформирования этих втулок. Установить их расчетным путем очень сложно. В каждом случае нужно экспериментально находить температуру деформирования и степень деформации для выбранных пар материалов.
Таким образом, три изобретения взаимосвязаны единством изобретательского замысла для решения единой задачи: усовершенствовать известный способ неразъемного муфтоклеевого соединения труб и других подобных погонажных изделий в части более равномерного распределения напряжений в местах повышенной концентрации напряжений за счет создания дополнительных сжимающих и растягивающих напряжений и обеспечения дополнительной защиты от внешних воздействий.
Технический результат состоит в повышении прочности как самой муфты, так и прочности муфтоклеевого соединения, повышении температуры стеклования эпоксидного полимера до 70-80oC с одновременным сохранением достигнутого ранее в прототипе уровня пластичности. В конечном счете указанные нововведения приводят к повышению ремонтопригодности и эксплуатационной надежности способа, повышению герметичности и долговечности соединения.
На чертеже в качестве иллюстрации приведены изготовленные из эпоксидного полимера соединительные элементы различных типоразмеров, где позиция 1 - термоусаживающиеся муфты из эпоксидного полимера для соединения труб диаметром от 3 до 63 мм; позиция 2 - термоусаживающиеся эпоксидные муфты, бандажированные термоусаживающимися втулками из полиэтилена; позиция 3 - тройник из эпоксидного полимера с эффектом термоусадки. Ниже приведены сведения, подтверждающие возможность осуществления взаимосвязанных изобретений.
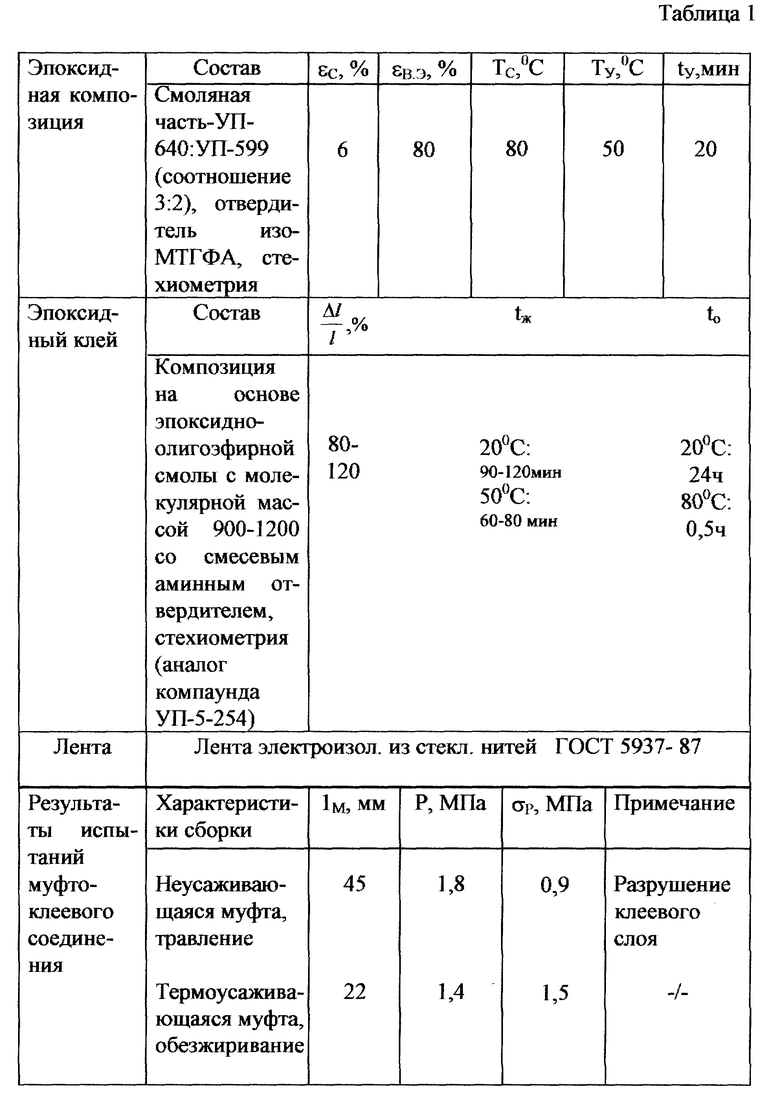
Пример осуществления муфтоклеевого соединения труб.
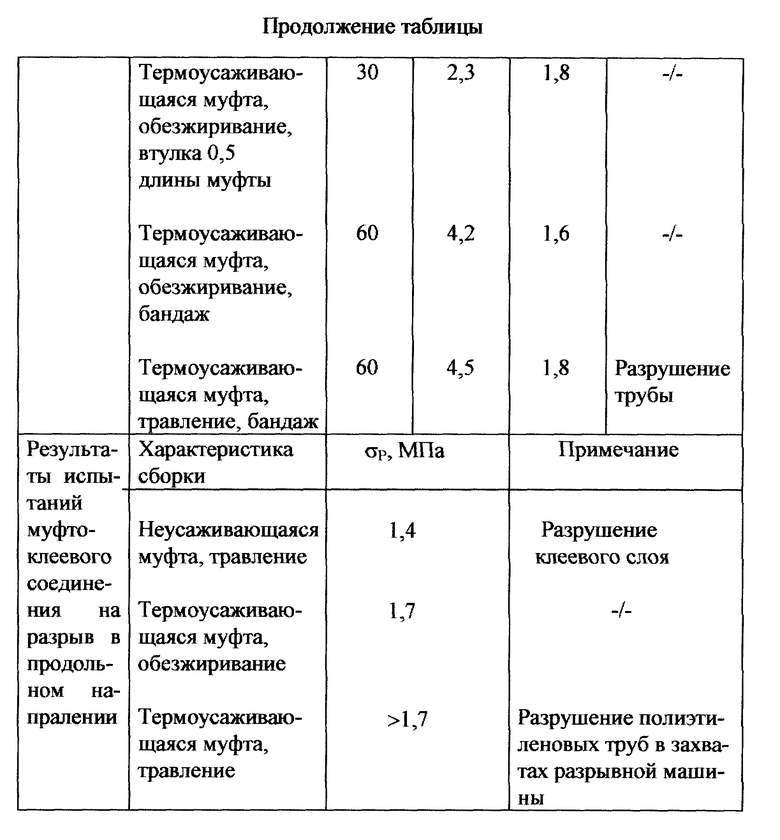
В табл. 1 приведены состав и наиболее характерные свойства эпоксидной композиции, использованной для изготовления эпоксидных муфт, характеристики эпоксидного клея, применяемой ленты и результаты гидравлических испытаний на разрыв муфтоклеевого соединения. Здесь εc, εв.э - соответственно деформация разрушения материала муфты в стеклообразном и высокоэластичном состояниях при испытаниях на растяжение; TС - температура стеклования; TУ, tУ - температура и время усадки муфты;  удлинение при растяжении; tЖ, tО - время жизнеспособности и отверждения эпоксидного клея; lМ - длина муфты; P, σp - соответственно предельное давление и напряжение разрушения муфтоклеевого соединения.
удлинение при растяжении; tЖ, tО - время жизнеспособности и отверждения эпоксидного клея; lМ - длина муфты; P, σp - соответственно предельное давление и напряжение разрушения муфтоклеевого соединения.
Испытания проводили на трубах из ПЭНП с наружным диаметром 63 мм (ТУ 6-19-352-87). Длина муфты составила 60 мм за исключением трех первых экспериментов, указанных в табл. 1. Толщина стенки всех муфт составила 4,8 мм, степень усадки - 6%, т. е. диаметральный зазор между трубой и муфтой составил ≈ 0,4 мм. При экспериментах с неусаживающейся эпоксидной муфтой диаметральный зазор между муфтой и трубой также был минимальным и составлял ≈ 0,4 мм. Для улучшения адгезии клея на концы соединяемых труб наносили по окружности насечки глубиной 0,3 мм и шагом 7 мм. Подготовку поверхности труб осуществляли удалением заусенцев и обезжириванием ацетоном или травлением смесью следующего состава, мас.ч.: серная кислота - 100, бихромат калия - 5, вода - 5. В качестве упругой разрезной втулки использовали ленту из пружинной стали толщиной 0,5 мм и длиной, равной длине внутренней окружности соединяемых труб. Ширина упругой втулки в эксперименте составляла 0,5 длины эпоксидной муфты.
После подготовки поверхности труб, муфты и упругой разрезной втулки на них наносили эпоксидный клей, размещали эпоксидную муфту и упругую разрезную втулку в месте стыка труб. Затем эпоксидную муфту нагревали до 50oC и выдерживали при этой температуре в течение 20 мин. Осуществляли бандажирование места соединения путем обмотки лентой из стеклоткани с нанесенным на нее эпоксидным клеем того же состава на длине, равной двум длинам муфты (120 мм). После термоусадки муфты и бандажирования температуру места соединения повышали до 80oC и выдерживали в течение 30 мин. Указанные температурно-временные режимы позволили обеспечить минимальную толщину клеевых соединений и исключить непроклеи, а также провести полное отверждение клеевой композиции. Из данных табл. 1 видно, что прочностные показатели при гидравлических испытаниях соединений возрастают при применении внутренней упругой втулки и ленточного бандажа. Предельные значения давления внутри труб достигают 4-4,5 МПа, что существенно превышает эксплуатационное давление в газопроводах - 0,6 МПа. Приведенные в табл. 1 данные о предельных напряжениях при осевом растяжении труб также подтверждают их эксплуатационную надежность. Абсолютные значения предельных значений таковы, что обеспечивают эксплуатационные требования даже при наиболее простой подготовке поверхности труб обезжириванием, что особенно важно для ремонта в сложных полевых условиях.
Совместное применение термоусаживающейся эпоксидной муфты, упругой кольцевой втулки, зафиксированной клеевым слоем с внутренней поверхности соединяемых труб, и ленточного бандажа не только благоприятно сказывается на прочностных свойствах неразъемного муфтоклеевого соединения при воздействии растяжения и изгиба, но и увеличивает допустимое предельное давление газа или жидкости в трубах, повышает герметичность соединения, т.е. улучшает в совокупности эксплуатационные характеристики соединения.
Ниже приведены данные по получению усовершенствованной эпоксидной композиции.
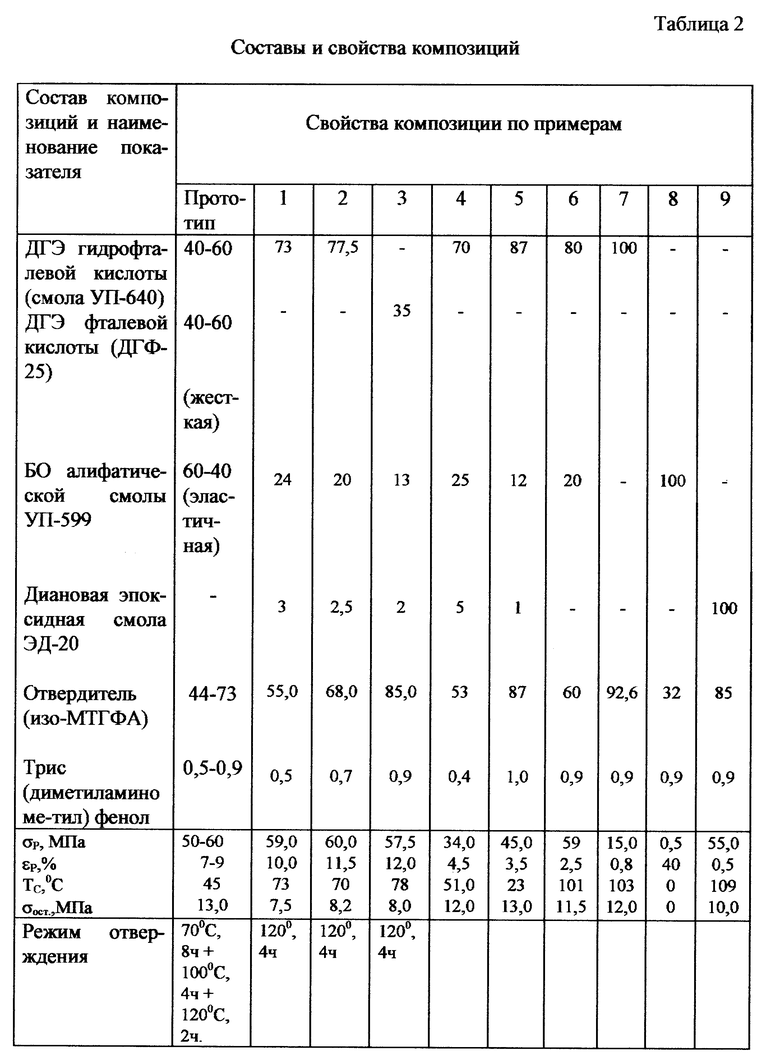
Отверждение образцов для формирования сетчатой структуры осуществляют в термошкафу за одну стадию при температуре 120oC в течение 4 ч. Составы и некоторые свойства исследованных эпоксидных композиций представлены в табл. 2, где TС - температура стеклования; σp - напряжение разрушения при температуре 20oC; εp - предельная степень деформации при растяжении при температуре 20oC; σост - остаточное напряжение при температуре 60oC (по методике УкрГНИИПМ). Данные измерений, приведенные в примерах 1-3 табл. 2, служат подтверждением возможности практического осуществления изобретения. Введение небольшого дополнительного количества (2-3 мас.ч.) жесткой эпоксидиановой смолы марки ЭД-20 (мол. м. 390-430) с одновременным увеличением содержания жесткой компоненты (ДГФ-25 и УП-640) в смоляной части известной эпоксидной композиции привело к увеличению температуры стеклования до 70-78oC при сохранении или даже некотором увеличении напряжения разрушения, при растяжении с одновременным неожиданным увеличением эластичных свойств: ростом на 10-25% εp и снижением на 30-40% σост. Проверка объективности факта появления указанного эффекта производилась в примерах 4-6 табл. 2 при другом соотношении компонентов или при исключении из композиции эпоксидиановой смолы. Налицо отсутствие аддитивности некоторых свойств предлагаемой эпоксидной композиции в зависимости от вклада каждого компонента, что дополнительно подтверждается данными примеров 7-9 табл. 2.
Из данных, приведенных в табл. 2, следует, что для получения предельно отвержденного полимера в случае материала-прототипа отверждение должно проводиться в течение длительного времени в три стадии: при температуре 70oC в течение 8 ч; при 100oC в течение 4 ч; при 120oC в течение 2 ч. Для композиции с добавкой эпоксидиановой смолы (примеры 1-3 табл.2) одноступенчатый режим отверждения при температуре 120oC с выдержкой в течение 4 ч обеспечивает формирование предельно отвержденного полимера. Приведенные в примерах 1-3 табл. 2 эпоксидные композиции с указанными характеристиками могут представлять интерес для заливки, герметизации изделий с соответствующими температурно-временными режимами, а также для пропитки материалов.
Пример осуществления способа изготовления трубчатой эпоксидной муфты с наружной защитной втулкой из полиэтилена.
Внутреннюю термоусаживающуюся втулку изготавливали из эпоксидного полимера, имеющего TС ≈ 50oC, согласно патенту Украины N 10299. Для этого первоначально получали трубчатую заготовку путем заливки и отверждения эпоксидной композиции в специальной металлической форме. Затем деформировали заготовку в высокоэластичном состоянии (T=80-90oC) раздачей методом дорнования по диаметру с последующим охлаждением на дорне до комнатной температуры. Размеры втулки до деформации: внутренний диаметр - 19,8 мм, наружный диаметр - 30,1 мм. После деформации: внутренний диаметр - 22,4 мм, наружный диаметр - 32,1 мм. Длину втулки выбирают близкой к размеру ее наружного диаметра.
Внешнюю втулку изготавливали из ПЭНП. Эффект термоусадки формировали также методом дорнования путем деформирования исходной трубчатой заготовки раздачей по диаметру. Температура деформации TД=20oC. Размеры втулки до деформации: внутренний диаметр - 25 мм, наружный диаметр - 31 мм. После деформации: внутренний диаметр - 33 мм, наружный диаметр - 38,8 мм.
После коаксиального размещения втулок сборка прогревалась при 40oC в течение 10 мин, что обеспечивало усадку наружной втулки и появление натяга, то есть формирование неразъемной термоусаживающейся муфты. Проверку работоспособности изготовленной таким образом муфты осуществляли путем нагрева и выдержки при температуре, обеспечивающей усадку внутренней втулки (T=60oC, 10 мин). Установлено, что одновременно с усадкой внутренней эпоксидной втулки происходит усадка наружной (полиэтиленовой) втулки. При этом натяг сохраняется на протяжении всего процесса усадки и после его окончания при охлаждении муфты до комнатной температуры.
Ниже приведена технология изготовления соединительных элементов типа тройника, отвода, крестовины из эпоксидного полимера, которая существенно расширяет возможности соединения труб разного диаметра из разнородных материалов в условиях различных производств.
Процесс получения эпоксидных термоусаживающихся трубчатых муфт по ранее указанному патенту Украины N 10299, выданному заявителю, ОАО "Донецкоблгаз", включает следующие технологические операции: формование исходной заготовки соединительного элемента методом заливки эпоксидной композиции в специальную форму; формирование бездефектной сетчатой структуры эпоксидного полимера путем отверждения по определенному температурно-временному режиму; нагрев отвержденной заготовки до ее перехода в высокоэластичное состояние; деформирование в высокоэластичном состоянии путем раздачи по диаметру на 2-20% методом дорнования; охлаждение заготовки на дорне до температуры на 20-30oC ниже температуры стеклования эпоксидного полимера.
Согласно прототипу, отверждение осуществлялось по ступенчатому температурно-временному режиму при общей выдержке в печи в течение 14 ч. Выбранный режим позволял обеспечить получение сетчатой структуры с максимально возможным содержанием золь-фракции (95- 97%). Деформирование осуществлялось с использованием одного дорна (на проход). Недостатком известного решения является отсутствие данных о возможности изготовления из такого достаточно хрупкого материала, как эпоксидный полимер, соединительных элементов более сложной формы, чем цилиндрическая муфта, в которых за счет наличия концентраторов напряжений может иметь место их разрушение.
Особенностью изготовления рассмотренных соединительных элементов является то, что формирование сетчатой структуры в материале осуществляют в одну стадию при температуре 120oC с выдержкой в течение 4-х часов, а деформирование всех отверстий осуществляют дорнами соответствующих диаметров одновременно на длину, составляющую 1-1,5 диаметра отверстия, с сохранением недеформируемой центральной части соединительных элементов на длине не менее одного диаметра отверстия. Для повышения прочности этих изделий в местах возможной концентрации напряжений формируют треугольные ребра жесткости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2216679C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЮЩИХСЯ ИЗДЕЛИЙ | 2003 |
|
RU2253659C2 |
| СПОСОБ РЕМОНТА ТРЕЩИН В ТОНКОСТЕННЫХ ОБОЛОЧЕЧНЫХ КОНСТРУКЦИЯХ | 2005 |
|
RU2310791C2 |
| СПОСОБ ПОЛУЧЕНИЯ УДЛИНЕННОГО ТРУБЧАТОГО ИЗДЕЛИЯ С СИСТЕМОЙ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ, ОБЛАДАЮЩЕЙ САМОВОССТАНОВЛЕНИЕМ | 2007 |
|
RU2442067C2 |
| ТЕРМОУСАЖИВАЕМАЯ МУФТА | 2012 |
|
RU2513861C1 |
| ТЕРМОУСАЖИВАЕМЫЙ ПОЛИМЕРНЫЙ КОЖУХ СОЕДИНИТЕЛЬНЫХ КАБЕЛЬНЫХ МУФТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2324270C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты | 2015 |
|
RU2610980C1 |
| Способ герметизации стыка предварительно изолированных труб | 2015 |
|
RU2611218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОВОЛОКОННОГО МОДУЛЯ | 2018 |
|
RU2706302C1 |
В изобретении представлена технология создания неразъемных муфтоклеевых соединений труб с помощью термоусаживающихся соединительных элементов из эпоксидного полимера для применения при сооружении и ремонте газопроводов и водопроводов, в машиностроении, энергетике, связи и других отраслях промышленности. На концах соединяемых труб снаружи размещают термоусаживающиеся элементы, а изнутри - упругую, расширяющуюся в радиальном направлении втулку, на соединяемые поверхности наносят эпоксидный клей, нагревают место соединения в два этапа, перед вторым этапом нагрева бандажируют место соединения навивкой нескольких слоев прочной ленты с этим же эпоксидным клеем. В эпоксидную композицию на основе сложного диглицидилового эфира фталевой или гидрофталевой кислоты с ангидридным отверждением дополнительно вводят эпоксидиановую смолу с мол.м. 390 - 430 в количестве 2 - 3 мас.ч. Термоусаживающаяся муфта включает в себя защитную втулку из полиолефина, внутренняя втулка выполняется из эпоксидного полимера. В результате повышается прочность муфтоклеевого соединения, снижается концентрация напряжений, улучшаются эластичные свойства эпоксидной композиции. 3 с. и 1 з.п. ф-лы, 2 табл., 1 ил.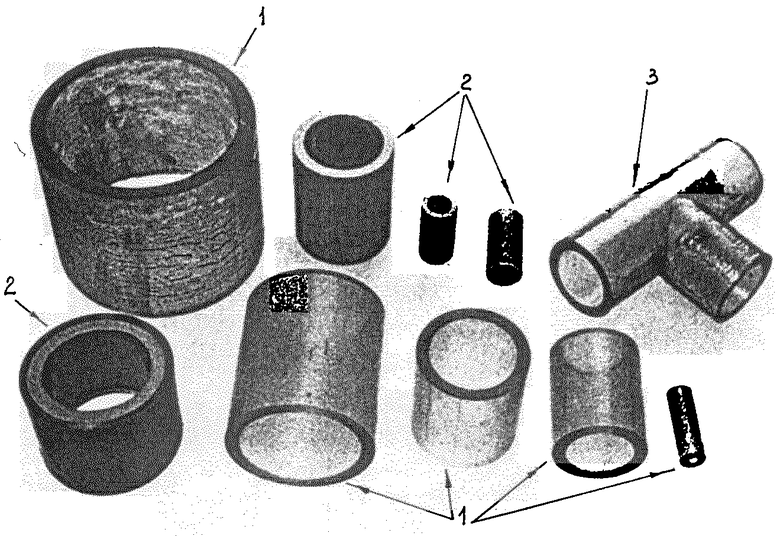
СДГЭ фталевой или гидрофталевой кислоты - 73 - 85
Блоколигомер алифатической эпоксидной смолы и кислого олигоэфира в виде олигодиэтиленгликольсебацианата - 13 - 24
Эпоксидиановая смола с мол.м. 390 - 430 - 2 - 3
изо-МТГФА - 56 - 85
Трис(диметиламинометил)фенол - 0,5 - 0,9
4. Способ изготовления термоусаживающейся муфты, включающий формирование внутренней термоусаживающейся втулки и соосное закрепление на ней наружной защитной термоусаживающейся втулки, отличающийся тем, что в качестве внутренней термоусаживающейся втулки используют термоусаживающуюся втулку из эпоксидного полимера, а в качестве наружной защитной втулки используют втулку из полиолефина с эффектом термоусадки, при этом выбирают внутренний диаметр исходной заготовки наружной защитной втулки меньше наружного диаметра внутренней втулки в ее усаженном состоянии, раздают указанную защитную втулку при температуре деформации Тд п < Ту э, где Тд п - температура деформации полиолефина, Ту э - температура усадки эпоксидного полимера, до диаметра, обеспечивающего соосную сборку втулок и степень деформации, позволяющую с запасом компенсировать усадку внутренней втулки, а закрепление защитной втулки осуществляют путем соосной установки ее снаружи внутренней втулки с последующим кратковременным нагревом до температуры, близкой к температуре усадки полиолефина.
| DE 3512674 A1, 17.10.85 | |||
| GB 1329364 A, 05.09.73 | |||
| GB 1121850 A, 15.11.65 | |||
| Эпоксидная композиция | 1977 |
|
SU749868A1 |
| ПОДЪЕМНОЕ УСТРОЙСТВО ДЛЯ ОБСЛУЖИВАНИЯ И РЕМОНТА КОНТАКТНОЙ СЕТИ | 1997 |
|
RU2114048C1 |
| Эпоксидная композиция | 1973 |
|
SU474548A1 |
| Заливочный и герметизирующий компаунд | 1989 |
|
SU1627553A1 |
| 0 |
|
SU160528A1 | |
| 0 |
|
SU233516A1 | |
