Все существующие методы получения фенола и ацетона кумольным методом включают в себя важнейшие стадии:
1) окисление кумола до гидропероксида кумола (ГПК);
2) дистилляция продуктов окисления с получением технического ГПК;
3) кислотное разложение ГПК и присутствующего в нем диметилфенилкарбинола (ДМФК) до целевых продуктов - фенола, ацетона и альфа-метилстирола (АМС);
4) стадии нейтрализации кислотного катализатора и отделение солей от продуктов реакции;
5) стадии разделения и очистки полученных продуктов.
Как правило, исследования всех разработчиков фенольного процесса с целью его улучшения относятся к какой-либо одной из стадий процесса без попыток взаимной увязки улучшить одновременно селективность процесса, его энергетические показатели, главный из которых - расход пара, а также безопасность процесса.
Если рассматривать вопрос селективности процесса, то поскольку основное количество побочных продуктов образуется на стадии кислотного разложения ГПК, то именно это и предопределяет особое внимание исследователей к этой стадии.
При разложении технического ГПК из-за присутствия в нем такого реакционноспособного продукта, как ДМФК, протекают химические реакции, приводящие к потере целевых продуктов и образованию трудно утилизируемых отходов, так называемой "фенольной смолы".
Важнейшим критерием селективности процесса является выход ценного побочного продукта альфа-метилстирола, который, как правило, гидрируется в кумол, либо иногда выделяется в виде целевого товарного продукта.
Подходы в решении вопроса увеличения выхода АМС различны. Ключевыми моментами выбора пути являются:
1) химический - выбор состава реакционной среды;
2) технологический - выбор типа реакторов и способов съема выделяющегося тепла;
3) сочетание химического и технологического подходов.
Как показали проведенные нами исследования, в среде фенола-ацетона из-за образования сильных водородных связей между молекулами фенола, а также между молекулами фенола и ацетона при изменении соотношения фенол-ацетон, а также при введении такого инертного растворителя, как кумол, каталитические свойства серной кислоты, используемой в качестве катализатора, могут меняться в десятки раз.
Не меньшее влияние на величину активности катализатора оказывает вода.
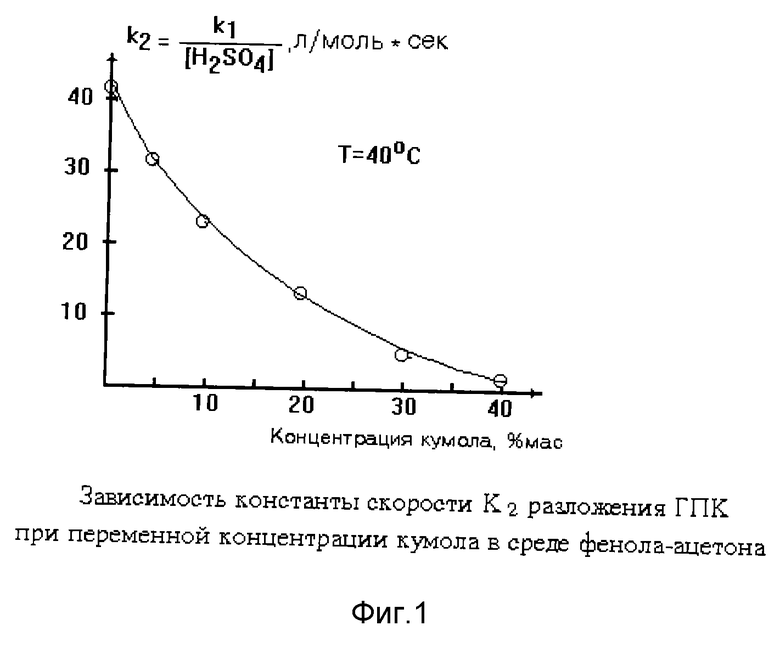
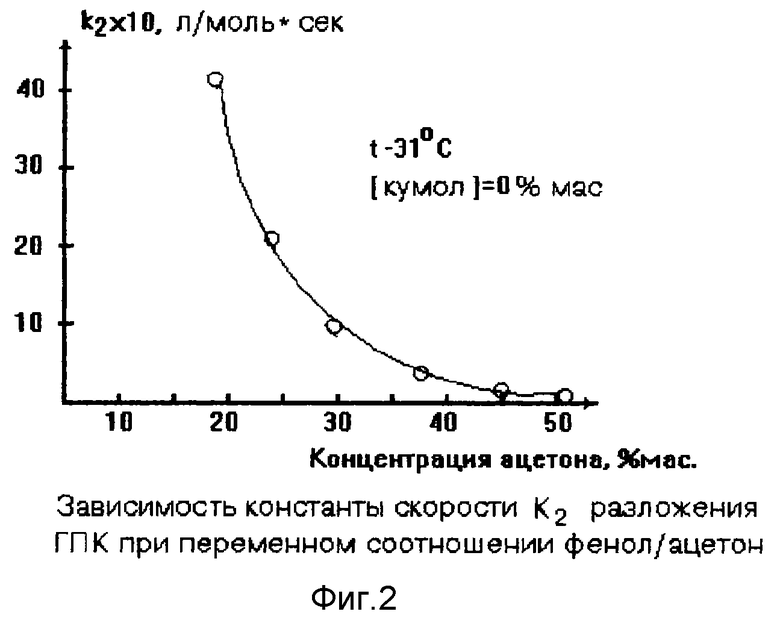
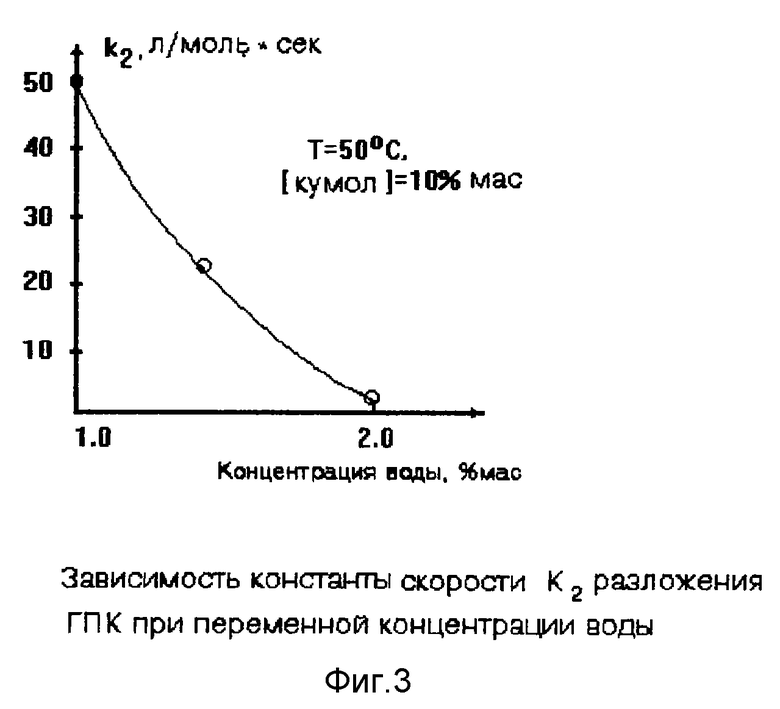
Сочетания изменяющихся величин соотношения фенол:ацетон:вода:кумол:серная кислота приводит к качественному изменению каталитических свойств данного многокомпонентного растворителя, что демонстрируется полученными нами данными, представленными на фиг. 1 - 3.
Такие аномально большие изменения каталитической активности кислотного катализатора в рассматриваемом смешанном растворителе, подтверждаемые чрезвычайно сильным изменением констант скорости разложения ГПК (фиг. 1 - 3), есть ничто иное, как переход от одного типа катализатора к другому, как переход от сверхсильного "magic acid" к слабому кислотному катализатору, имеющих принципиально разную природу и структуру.
Отсюда стало понятным, почему в различных патентах и в различных технологиях фенольных процессов при изменении состава реакционной среды получают принципиально различную селективность. Так, при использовании эквимольной смеси фенола-ацетона выход АМС составляет 40-45% теор.
В процессе [патент США 2663735, 1953], где используется большой избыток ацетона (мольное отношение ацетон:фенол до 5:1), выход АМС не превышает 55% теор. В процессе [патент Румыния, 63168, 1971], где в качестве реакционной среды используется эквимольная смесь фенола-ацетона, содержащая до 20 мас.% кумола, выход АМС составляет около 60% теор. В реакционной среде, содержащей 20 мас.% избыток ацетона и практически не содержащей кумол (только 1-2 мас. %), выход АМС, достигнутый на практике, составляет около 70% теор. В процессах [патент США, 5254751, 1993] и [патент США, 5530166, 1996] достигнут выход АМС 80% теор., где применяется подход изменения состава среды (до 20 мас. % кумола при мольном соотношении ацетон:фенол до 1,5:1) в сочетании с применяемыми в процессе реакторами смешения и вытеснения. Причем указанный выше высокий выход АМС достигнут на одной из крупнейшей промышленных установок.
Близкого к патентам [патент США, 5254751, 1993; патент США, 5530166, 1996] успеха при содержании до 15 мас.% кумола при эквимольном соотношении ацетон: фенол достигли в патенте [патент США, 4358618, 1982], где используется сочетание реактора смешения и двух реакторов вытеснения, причем состав реакционной среды (мольное соотношение фенол:ацетон:кумол = 1:1:0,23) во всех реакторах остается постоянным, но применяется различный диапазон температур: в реакторах смешения 50-90oC, а в реакторах вытеснения от 120 до 150oC.
Проведенные нами научные исследования в сочетании с анализом патентных данных показали, что вопрос количества дополнительно вводимого ацетона или кумола в реакционной среде с точки зрения селективности процесса является важным, но недостаточным. Значительно более важным, как показали наши исследования, является сочетание всех вместе указанных факторов - оптимальное мольное соотношение между фенолом, ацетоном, кумолом и водой, а также в каком из реакторов (смешения - реакторе разложения ГПК или вытеснения - реакторе разложения ДКП и ДМФК) указанное соотношение должно поддерживаться.
Во всех патентах и работающих промышленных технологиях состав реакционной среды, характеризуемый мольным соотношением фенол:ацетон:кумол, в реакторе смешения и вытеснения остается постоянным. В своих исследованиях мы установили, что состав реакционной среды в указанных реакторах должен значительно отличаться, чтобы достигнуть одновременно высокой селективности и минимального количества микропримесей (примеры 2 - 9).
В промышленном процессе получения фенола и ацетона чрезвычайно важным является не только селективность процесса, но и количество образующихся микропримесей, таких как оксид мезитила (ОКМ), гидроксиацетон (ГА), которые усложняют процесс разделения продуктов и приводят к значительному увеличению энергетических затрат.
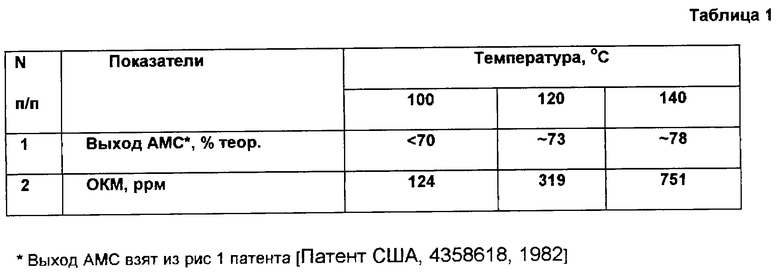
К сожалению, эта сторона вопроса не рассматривается в патентах. Как показали проведенные нами исследования (табл. 1), оптимальные условия с точки зрения выхода АМС не отвечают условию минимизации вышеуказанных примесей. Так, на основе проведенных нами исследований для эквимольной смеси фенол-ацетон, содержащей 15 мас.% кумола, применительно к температурному режиму патента [патент США, 4358618, 1982] нами было экспериментально установлено, что увеличение температуры приводит к нежелательному возрастанию ОКМ (до 750 ppm). Т.е., с одной стороны, с увеличением температуры достигается улучшение выхода АМС, а с другой стороны, значительно увеличивается концентрация ОКМ (табл. 1). Поскольку во всех процессах требования к фенолу по содержанию ОКМ чрезвычайно жесткие (<10-15 ppm), вопрос оптимизации процесса не только с точки зрения выхода АМС, но и с точки зрения минимизации выхода микропримесей является чрезвычайно важным.
В процессе с высоким содержанием ацетона в реакционной среде [патент США 2663735, 1953; патент США, 5371305, 1994] концентрация ОКМ в продуктах разложения достигает еще большего значения - 1200 ppm. Наличие большого количества микропримесей приводит к значительным энергетическим затратам в процессе.
Поскольку глубина окисления кумола в промышленных процессах составляет от 15 до 35 мас.%, то получаемые продукты окисления подвергают концентрированию. Концентрирование проводится в несколько ступеней таким образом, чтобы остаточная концентрация кумола в получаемом техническом ГПК составляла от 1- 2 мас.% до 10-15 мас.%. Т.о., из-за вынужденно низкой конверсии кумола возникает необходимость дополнительных энергетических затрат на отделение непрореагировавшего кумола из ГПК с последующим рециклом кумола на стадию окисления. Расчеты и промышленный опыт показывают, что при 100% превращении 1 т кумола (с конверсией 20 мол.% за проход) в продукты окисления через стадию концентрирования проходят 3,87 т кумола, что приводит к затратам пара 12 т/т фенола (при содержании 1-1,5 мас.% кумола в техническом ГПК).
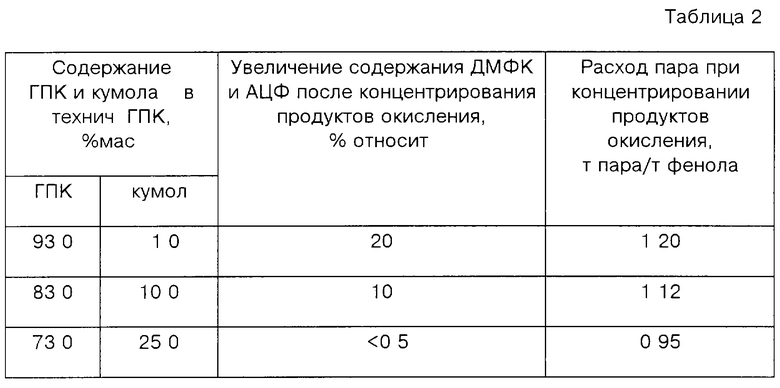
Одновременно с потерями пара на этой стадии происходит, как показали наши исследования, неселективные потери ГПК в ДМФК и ацетофенон (АЦФ). Количество последних возрастает на 20% относит. при остаточном содержании кумола 1-2 мас.% в техническом ГПК. Увеличение содержания кумола в техническом ГПК до 10-15 мас. % снижает потери до 8-10% относит. Проведенное изучение влияния кумола на стабильность ГПК показало, что полностью исключить термический распад ГПК возможно при концентрации кумола в техническом ГПК более 20 мас.%.
Как показали проведенные нами исследования и расчеты, в случае увеличения в техническом ГПК концентрации кумола до 25 мас.% одновременно практически с ликвидацией химических потерь ГПК энергетические затраты на стадии укрепления сокращаются приблизительно на 20% абс. и составляют 0,95 т пара на 1 т фенола (табл.2).
Увеличение доли неотогнанного кумола в техническом ГПК снижает химические потери и энергетические затраты на данной стадии, но вызывает осложнения на стадии гомогенного кислотного разложения ГПК.
Это останавливало исследователей, разработчиков и практиков данного процесса на уровне применения концентрации кумола в техническом ГПК, не превышающем 10-12 мас.%, хотя в ряде патентов и указывается диапазон до 20 мас. % кумола.
Фактически ключевая проблема применения высокой концентрации кумола на стадии кислотного разложения ГПК - это проблема безопасного проведения этой стадии. Без решения этой проблемы проведение процесса в среде, содержащей повышенное количество кумола, приведет к предсказуемым последствиям - к накоплению ГПК в реакторах и последующему взрыву, поскольку величина теплового эффекта разложения ГПК составляет 380 ккал/кг, что равноценно увеличению температуры на 700oC.
Вторая проблема, по которой не было найдено решения, это значительное увеличение энергетических затрат на стадии ректификации продуктов разложения в случае увеличения в них количества кумола.
Как показывает проведенный нами анализ и расчеты, в случае стандартного подхода и решений в рамках традиционной схемы ректификации продуктов разложения, когда весь поступающий кумол проходил все этапы разделения и последующую тщательную очистку от фенола до нескольких ppm (с целью возврата его на стадию окисления), энергетические и эксплуатационные затраты увеличиваются настолько, что значительно перекрывают снижение энергетических затрат, получаемое за счет уменьшения доли отгона кумола на стадии концентрирования ГПК.
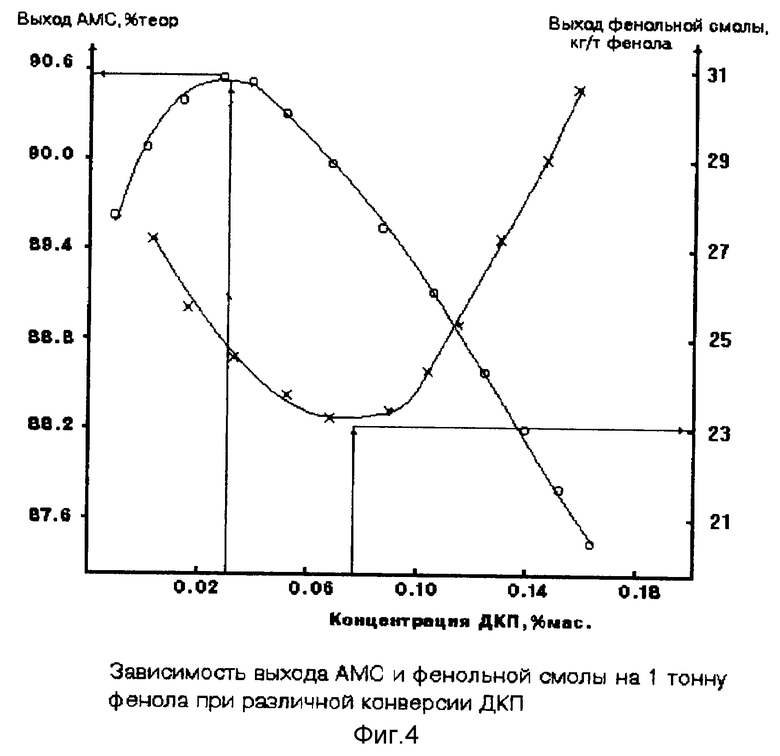
В разработанном нами комплексном подходе всех указанных недостатков удается избежать и получить выигрыш в энергетике по процессу в целом, достигнуть требуемого уровня безопасности на стадии разложения с одновременным увеличением селективности, снижением количества микропримесей и значительным улучшением степени выведения солей на стадии нейтрализации. Это демонстрируется результатами лабораторных исследований, представленных на фиг. 4 - 6 и в примерах 2 - 9.
Как показали проведенные нами исследования, реакции превращения ДКП и ДМФК следует проводить в реакционной среде, состав которой должен отличаться от состава реакционной среды, в которой проводится разложение ГПК. Это позволяет достигнуть более высокой селективности и более высокой конверсии ДКП.
Так, в среде эквимольной смеси фенола-ацетона, содержащей до 15 мас.% кумола [патент США, 4358618, 1982], оптимальная селективность достигается при остаточном содержании ДКП 0,5 мас.%, что эквивалентно потере 0,5% абс. целевых продуктов - фенола, ацетона и АМС вместе взятых.
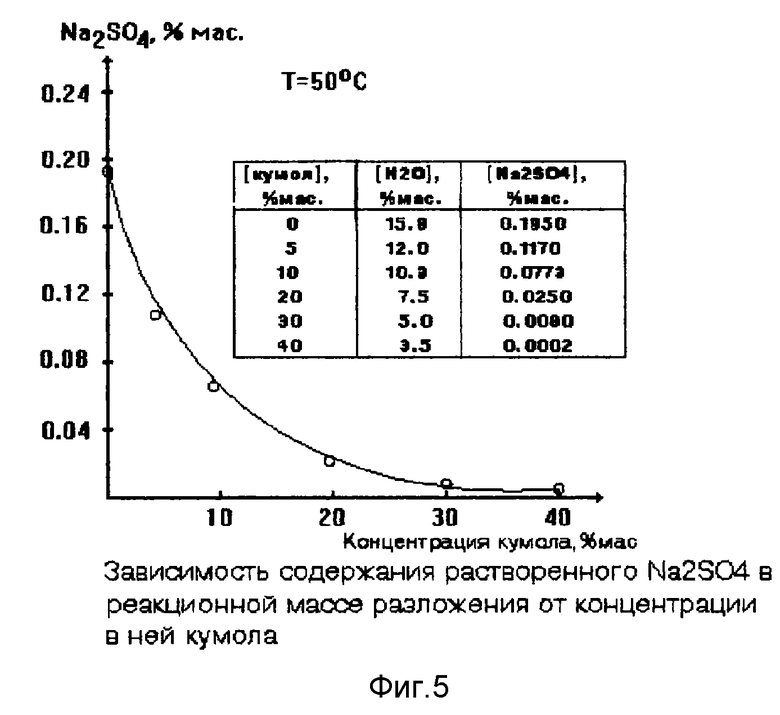
В результате в предлагаемой технологии за счет переменного состава реакционной среды решаются несколько технических проблем:
1) эффективное, не достигаемое в других технологиях, выведение натриевых солей (Na2SO4 NaHSO4, феноляты натрия) из продуктов, поступающих на разделение;
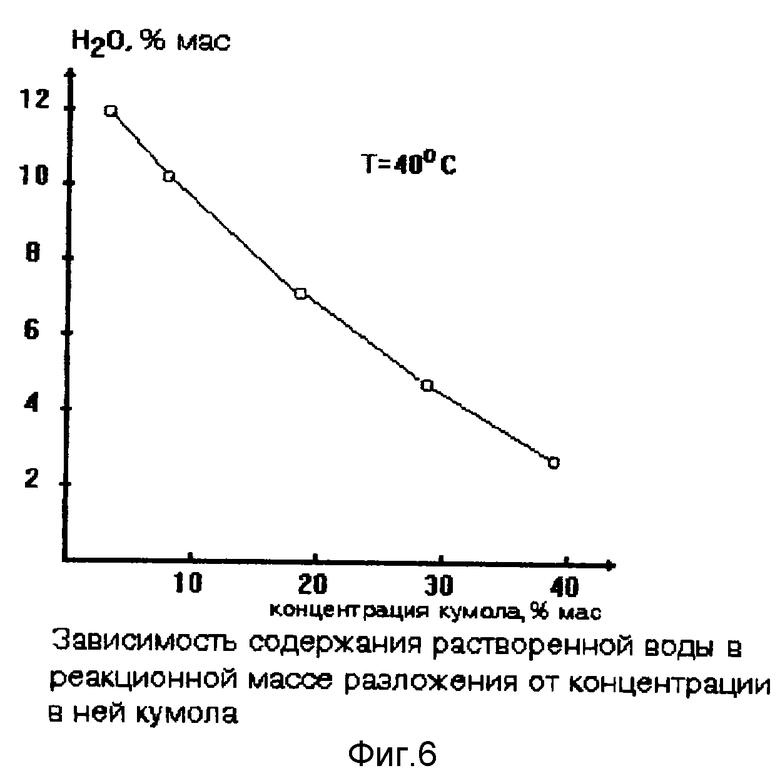
2) снижение энергетических затрат за счет снижения концентрации воды в РМР, теплота испарения которой значительно выше (539 ккал/г), чем у кумола (78 ккал/кг);
3) обеспечивается безопасное разложение ГПК в узле ее разложения;
4) обеспечивается высокая селективность в реакторе превращения ДКП и ДМФК, не достигаемая в других технологиях;
5) снижается выход микропримесей - оксида мезитила, гидроксиацетона (табл. 3.)
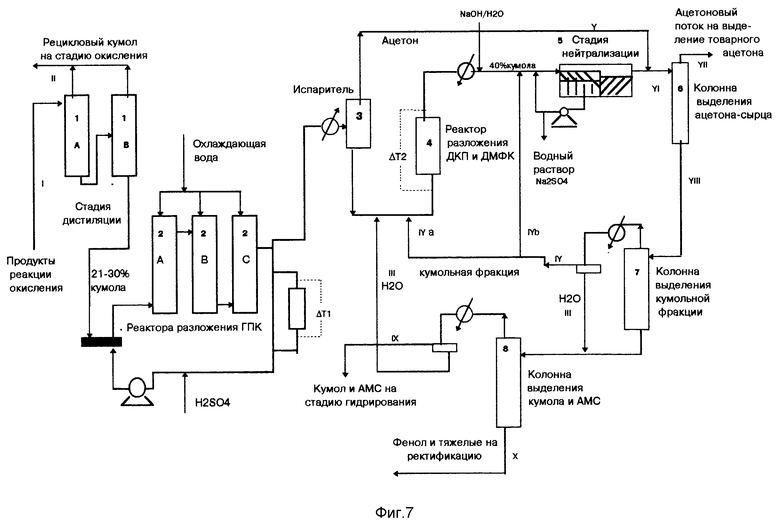
Принципиальная схема процесса представлена на фиг. 7. Продукты окисления поступают в аппарат 1A, где производится испарение части кумола за счет тепла, поступающего с продуктами окисления. Дальнейшее концентрирование осуществляют в одном или двух последовательных аппаратах таким образом, чтобы концентрация кумола в техническом ГПК превышала 21 мас.%, но была бы менее 30 мас. %. Для дистилляции продуктов окисления могут применяться аппараты стандартной конструкции со встроенными или выносными кипятильниками, с орошением или без орошения, пленочные испарители. Независимо от типа испарителя, концентрация кумола в кубовом продукте поддерживается предпочтительно 28-26 мас.%.
Получаемый технический ГПК имеет состав, мас.%:
ГПК - 75 - 64, предпочтительно 67-65
Кумол - 21 - 30, предпочтительно 28-26
ДМФК - 8 - 3
АЦФ - 1,2 - 0,4
ДКП - 0,5 - 0,2
Концентрация ДМФК, АЦФ и ДКП в зависимости от глубины окисления, температуры, pH в реакторах окисления может меняться в широком диапазоне и поэтому не ограничивает нас приведенным выше составом. Ограничение относится только к концентрации кумола и ГПК.
Узел разложения ГПК оформлен традиционным способом (фиг.7) и состоит из одного - трех теплообменников, предпочтительно трех, 2A,B,C, охлаждаемых водой, направляемой в трубное пространство, тогда как ГПК и циркулируемые продукты разложения поступают в межтрубное пространство. Разложение ГПК осуществляется с помощью H2SO4, концентрация которой 200-300 ppm поддерживается автоматически, путем установки датчиков кондуктометра. Разложение ГПК протекает в среде фенола-ацетона, содержащей предпочтительно 28-26 мас.% кумола, и мольном отношении фенол:ацетон, равном 1:1. Концентрация кумола может меняться в диапазоне 21-30 маc.%.
Разложение технического ГПК, содержащего переменную концентрацию кумола в указанном выше диапазоне, проводят в зависимости от концентрации кумола в соответствии с соотношением
где Gцирк - количество циркулирующих продуктов разложения, т/ч;
GТГПК - количество подаваемого на разложение технического ГПК, т/ч;
% кумола - массовый % кумола в техническом ГПК.
Благодаря проведению процесса разложения ГПК указанным образом, обеспечивается его устойчивость и безопасность при переменном содержании кумола в техническом ГПК и соответственно переменном составе реакционной среды, которая характеризуется мольным отношением фенол: ацетон: кумол, равным 1:1: (0,38-0,61).
При изменяющейся концентрации кумола в техническом ГПК величина конверсии ГПК в соответствии с вышеприведенным соотношением остается постоянной и корректируется величиной разности температур ΔT1 калориметра, представляющего из себя миниреактор вытеснения, установленного так, как показано на схеме (фиг.7). Величина конверсии ГПК за проход составляет от 76 до 88%. При отклонении от соотношения, определяемого формулой (1), корректирующий сигнал ΔT1 подается на клапаны, регулирующие расход охлаждающей воды в реакторах 2A,B,C.
Взаимосвязь между соотношением, представленным формулой (1), и корректирующим воздействием на регуляторы, управляющие расходом охлаждающей воды в реакторы разложения ГПК в зависимости от ΔT1, обеспечивает двойную степень защиты процесса разложения ГПК, а также минимизирует образование димеров альфа-метилстирола и сложных фенолов на этой стадии.
Продукты разложения, содержащие непревращенный ГПК, поступают в испаритель 3, где при использовании тепла разложения ГПК испаряется часть ацетона с тем, чтобы снизить его концентрацию и соответственно снизить количество образующегося из ацетона гидроксиацетона и оксида мезитила в реакторе превращения ДКП и ДМФК. Испарение ацетона проводится адиабатически предпочтительно под вакуумом 400- 500 мм рт.ст. или при атмосферном давлении.
Обедненный ацетоном продукт из нижней части испарителя 3 поступает в реактор 4 разложения ДКП и ДМФК, работающий по принципу реакторов вытеснения. Концентрация ГПК в данном потоке поддерживается равной 0%. Благодаря отгонке в испарителе 3 части ацетона разложение ДКП и дегидратация ДМФК осуществляются в реакционной среде, отличающейся от реакционной среды, в которой проводится разложение ГПК в реакторе смешения.
Для оптимизации состава реакционной среды с тем, чтобы получить повышенный выход АМС, в реактор вытеснения подается кумольная фракция (поток IV) до 160 кг/т технического ГПК и рецикловая вода (поток III) в количестве от 1 кг до 30,4 кг в расчете на 1 т технического ГПК, подаваемого в процесс. Состав реакционной среды в результате проведенных изменений в данном реакторе характеризуется мольным отношением фенол:ацетон:кумол, равным 1:(1 - 0,77): (0,35 - 0,87).
Продукты разложения после реактора 4 охлаждаются до температуры 30-50oC. К ним добавляется фракция кумола в количестве до 255 кг/т из верхней части колонны 7 и вода в количестве до 24 кг/т из фазоразделителя погона колонны 8 в расчете на 1 т технического ГПК.
Нейтрализация серной кислоты осуществляется щелочными агентами, такими как NaOH, Na2CO3, феноляты натрия. Достигнутое изменение состава среды за счет добавки кумольной фракции к продуктам разложения позволяет эффективно и за короткое время (в 2-3 раза меньшее в сравнении со стандартной технологией) и с высокой степенью разделения (более 95%) отделить от органической фазы образующиеся при нейтрализации соли. Остаточное содержание солей в указанных продуктах (поток VI) не превышает 10-20 ppm. Для сопоставления следует отметить, что во всех существующих технологиях процесс отделения солей протекает медленно (от 1,5 до 24 ч), что требует установки громоздкого емкостного оборудования. Несмотря на вышеуказанное, степень отделения солей не превышает 90% и в результате для достижения устойчивой работы теплообменной аппаратуры колонн разделения вынужденно устанавливают для очистки продуктов разложения от солей специальной конструкции дорогостоящие коалесцентные фильтры, с помощью которых содержание солей доводится до того же уровня 10-20 ppm, который достигается в нашей технологии в отсутствие фильтров.
Выделение кумола из продуктов разложения осуществляется на двух последовательно работающих колоннах 7 и 8. На колонне 7 по верху выделяется кумолсодержащая фракция, в составе которой находится не более 1 мас.% АМС и 0,3 мас. % фенола. По верху этой же колонны выделяется практически вся вода, которая отделяется от кумольной фракции в разделителе фаз и подается в колонну 8. Верхом колонны 8 выделяется фракция кумол-АМС (поток IX), поступающая на стадию ее переработки по традиционной технологии, низом фенол-сырец, практически не содержащий кумола и АМС.
Верхом колонны 8 выделяется также вся вода, которая в разделителе фаз отделяется от кумола и АМС и подается в реактор превращения ДКП и ДМФК. Такой прием позволяет минимизировать расход свежей воды в процессе в 2-3 раза и соответственно пропорционально снизить количество сточных вод.
Суммарное снижение энергетических затрат в представленной схеме разделения на двухколонной системе обусловлены тем, что растворимость воды при применяемом нами составе продуктов разложения, поступающих на разделение, снижается с 10-12 мас.% до 3-3,5 мас.%.
Суммарное снижение потребляемого в процессе тепла за счет его экономии на стадии концентрирования продуктов окисления и на стадии разделения продуктов разложения составляет 0,4-0,6 т/т фенола.
Отличительными особенностями разработанного нами процесса являются:
1. Стадия концентрирования ГПК осуществляется до остаточного содержания кумола от 21 до 30 мас.%, предпочтительно 26-28 мас.%.
2. Разложение ГПК и ДКП соответственно в реакторе смешения и реакторе вытеснения проводится при отличающемся в указанных реакторах составе реакционной среды, тогда как во всех других технологиях состав реакционной среды поддерживается неизменным.
3. Разложение ДКП и ДМФК в реакторе вытеснения осуществляется:
а) при пониженном содержании ацетона в реакционной среде за счет предварительного удаления части ацетона и(или) введения дополнительного количества кумольной фракции и воды;
б) при температуре, позволяющей сместить равновесие реакции превращения ДМФК в сторону АМС и достигнуть конверсии ДКП, близкой к 100%.
В сопоставляемых технологиях реакционная среда отвечает составу фенол: ацетон от 1:1 до 1:1,5, т.е. используется прием введения дополнительного количества ацетона. Примененный нами прием понижения концентрации ацетона в реакционной среде никем не применялся, равно как и прием добавки одновременно кумольной фракции и воды в реактор превращения ДКП и ДМФК.
Сочетание указанных приемов позволяет достигать высокой селективности при практически близкой к 100% конверсии ДКП и ДМФК, не достигаемой в других технологиях (не более 90%).
4. Управление процессом разложения ГПК и ДКП осуществляется через отношение (ΔT2/ΔT1), где (ΔT2) разность температур входа и выхода из реактора разложения ДКП-ДМФК, a (ΔT1) разность температур калориметра в узле разложения ГПК, что позволяет достигнуть одновременно требуемой безопасности процесса и его высокой селективности.
В сопоставляемых технологиях применяется прием использования только калориметра (ΔT1) для обеспечения безопасности процесса.
5. На стадию нейтрализации поддается дополнительное количество кумольной фракции для эффективного выведения образующихся солей (аналоги отсутствуют).
6. Обводнение продуктов разложения после стадии нейтрализации не превышает 3,5 мас.% (в сопоставляемых технологиях 6-12 мас.%), что позволяет снизить энергетические затраты в процессе.
7. Дополнительно вводимая кумольная фракция в реактор разложения ДКП-ДМФК и на стадию удаления солей выделяется с использованием специально устанавливаемой колонны и возвращается в рецикл на указанные стадии процесса.
8. В процессе снижается расход потребляемой свежей воды и соответственно затраты на переработки химически загрязненных сточных вод.
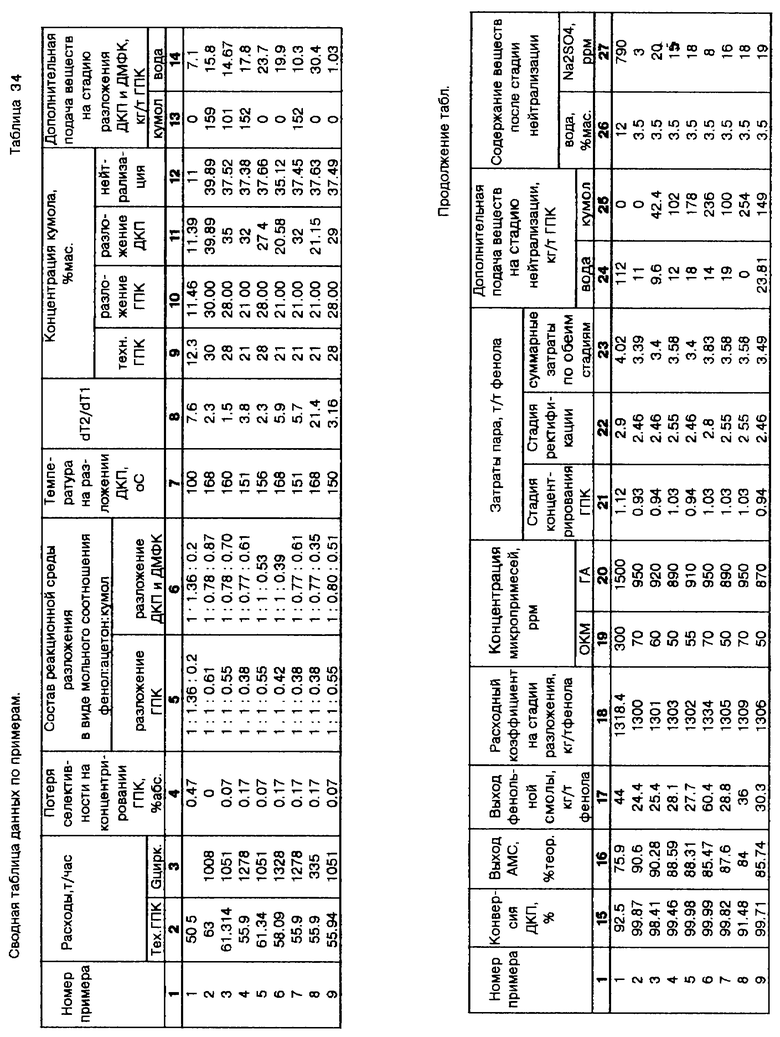
Указанные преимущества и отличия разработанной технологии демонстрируются примерами 1-9 (сводная таблица примеров - табл. 34).
Пример 1 (пример сравнения).
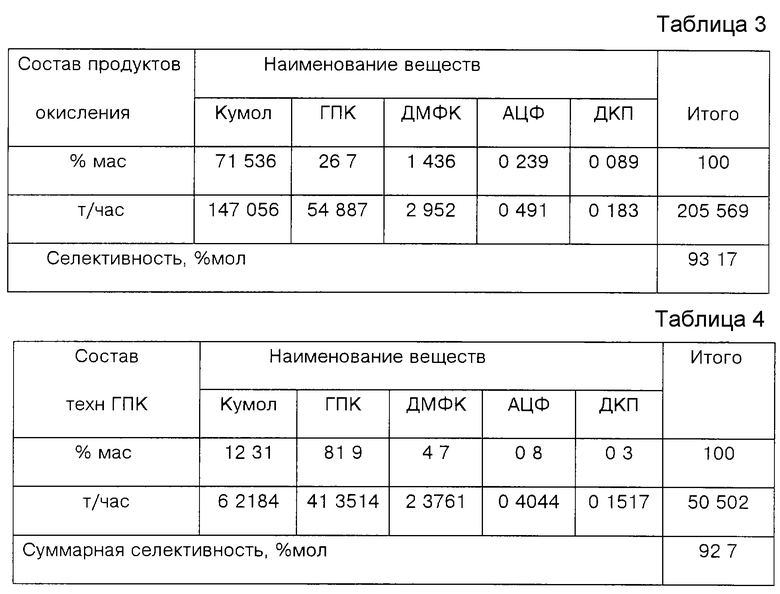
Продукты со стадии окисления кумола, имеющие состав, указанный в табл. 3, что отвечает достигнутой селективности 93,17 мол.%, поступают на стадию концентрирования с целью получения технического ГПК. В результате концентрирования технический ГПК имеет состав, указанный в табл. 4, что соответствует достигнутой суммарно по двум стадиям (окисления и концентрирования) селективности 92,7 мол. %. Потеря селективности за счет частичного распада ГПК на ДМФК, АЦФ на стадии концентрирования составляет 0,47%.
Полученный технический ГПК в количестве 50,502 т/ч подается на стадию разложения, которая осуществляется в присутствии 200-300 ppm H2SO4 в реакционной среде, состав которой определяется получаемыми продуктами разложения ГПК и дополнительно вводимым в них ацетоном.
Разложение осуществляется в соответствии с патентом [патент США, 5530166, 1996; пример 2] в реакторном блоке, состоящем из трех последовательно установленных реакторов, работающих по принципу реакторов смешения, создаваемого за счет циркуляции продуктов разложения.
Продукты разложения, выходящие из последнего по ходу реактора разложения ГПК, поступают в реактор разложения ДКП, работающий по принципу реакторов вытеснения.
В реакционную среду, в которой проводится разложение ГПК, подается в соответствии с заявленным соотношением ацетон в количестве 6025 кг/ч.
В результате введения в реактор дополнительного количества ацетона реакционная среда имеет состав, характеризуемый мольным отношением фенол:ацетон:кумол, равным в данном конкретном примере 1:1,36:0,2.
В реакторе, в котором осуществляется разложение ДКП, поддерживается тот же состав реакционной среды, что и в реакторе разложения ГПК.
Температура в реакторе разложения ДКП поддерживается в диапазоне 90-100oC, концентрация воды 1,38-1,7 мас.% в данном примере - 1,5 мас.%.
Дополнительно введенный на стадии разложения ГПК в реакционную среду ацетон выводится в испарителе, установленном после реактора разложения ДКП. Отогнанный в испарителе и сконденсированный в холодильнике ацетон направляется в рецикл на стадию разложения ГПК.
Для снижения неселективных потерь целевых продуктов (фенол и АМС) в испаритель подается водный раствор аммиака для частичной нейтрализации серной кислоты.
Контроль и управление стадией разложения ГПК с точки зрения безопасности осуществляется путем поддержания определенной разности температур между двумя калориметрами, установленными на линии циркуляции продуктов и линии подачи продуктов в реактор разложения ДКП.
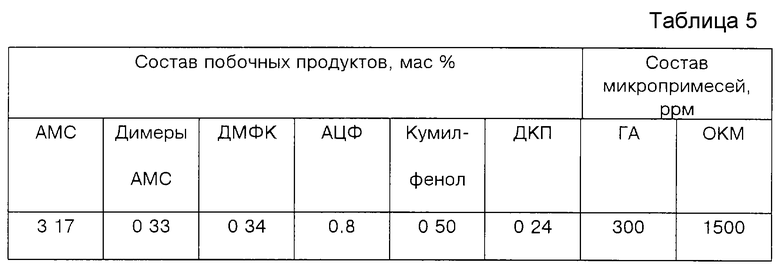
Состав основных примесей и побочных продуктов после испарителя ацетона представлен в табл. 5.
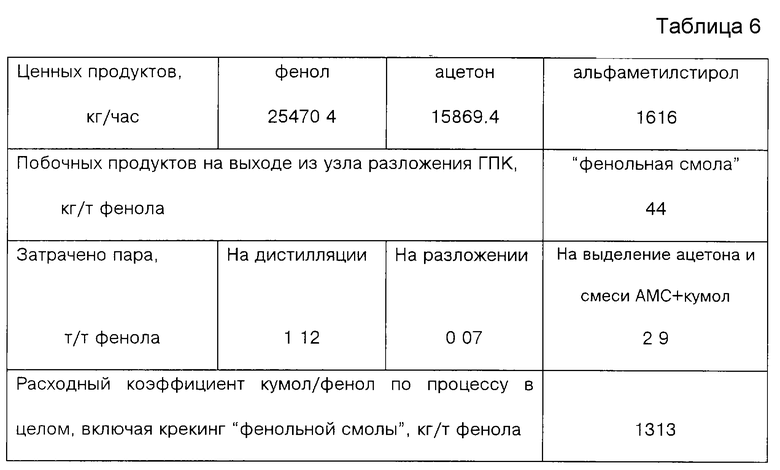
Выход АМС после стадии разложения составляет 76% теор., выход фенольной смолы со стадии разложения - 44 кг/т фенола.
Полученные продукты разложения нейтрализуются с помощью NaOH, обводняются до содержания в них воды 10-12 мас.%, направляются на отделение от них солей. После отделения большей части солей содержание последних в реакционной массе разложения (РМР) составляет 2000 ppm.
РМР, содержащая 12 мас.% воды, направляется на стандартную схему разделения, включающую выделение ацетона, смеси кумола и АМС, фенола и продуктов глубокой конденсации.
Расход пара на выделение ацетона и смеси кумола и АМС составляет 2,9 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1318 кг/т.
В результате в процессе получены данные, указанные в табл. 6.
Пример 2.
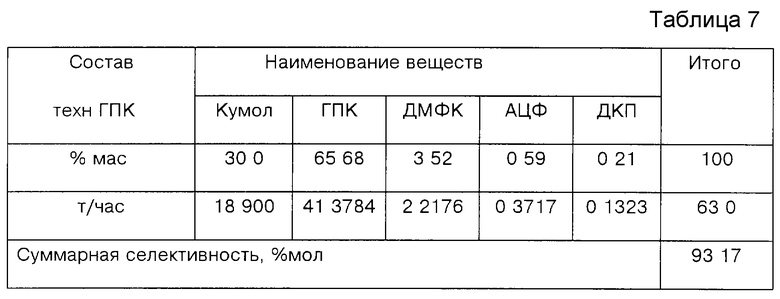
Продукты со стадии окисления кумола, где достигнута селективность 93,17 мол. %, состава по примеру 1, поступают на стадию концентрирования ГПК. В результате концентрирования технический ГПК имеет состав, указанный в табл. 7, что отвечает достигнутой селективности 93,17 мол.% суммарно по двум стадиям и доказывает отсутствие неселективного распада ГПК на стадии его концентрированиия.
Затраты пара на стадии концентрирования ГПК составляют в расчете на 1 т 100% ГПК - 0,576 т, на 1 т получаемого фенола - 0,933 т.
Полученный технический ГПК в количестве 63 т/ч подается на стадию разложения, осуществляемую, как дано в описании схемы процесса выше.
Разложение ГПК осуществляется в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,61.
Подача циркулирующих продуктов осуществляется в соответствии с соотношением Gцирк =(480•63)/30=1008 м3/ч, что позволяет поддерживать конверсию ГПК за проход, определяемую как разность концентрации ГПК на входе в реактор после смешения с циркулируемыми продуктами на выходе из третьего реактора, отнесенную к концентрации ГПК на входе в реактор (4,3-0,73)/4,3•100 = 83,0%. Величина отношения ΔT2/ΔT1 = 2,3. Температура процесса разложения ГПК при величине отношения ΔT2/ΔT1 = 2,3, Gцирк = 1008 м3/ч поддерживается равной 50oC за счет изменения подачи охлаждающей воды в теплообменники 2A,B,C.
Реакционная масса разложения поступает в испаритель, где под вакуумом (340 мм рт.ст.) отгоняется смесь, содержащая ацетон, кумол, воду и фенол в количестве 4400 кг/ч.
В выходящие из нижней части испарителя 3 продукты вводится кумол в количестве 10000 кг/ч, а также вода в количестве 1000 кг/ч. В результате проведенных изменений реакционная среда характеризуется мольным отношением фенол:ацетон:кумол = 1:0,78:0,87, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП составляет 2,5 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 168oC.
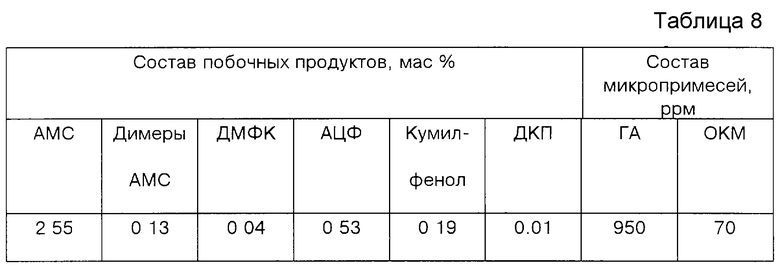
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 8.
Выход АМС после стадии разложения ДКП-ДМФК составляет 90,6% теор., выход фенольной смолы 24,4 кт/т фенола.
Полученные продукты разложения нейтрализуются с помощью NaOH, обводняются до содержания в них воды 3,5 мас.% и направляются на отделение от солей.
За счет повышенного содержания кумола в продуктах разложения (содержание кумола составляет 40 мас.%) отделение солей протекает эффективно и на выходе из аппарата 5 их концентрация в органической фазе составляет 3 ppm.
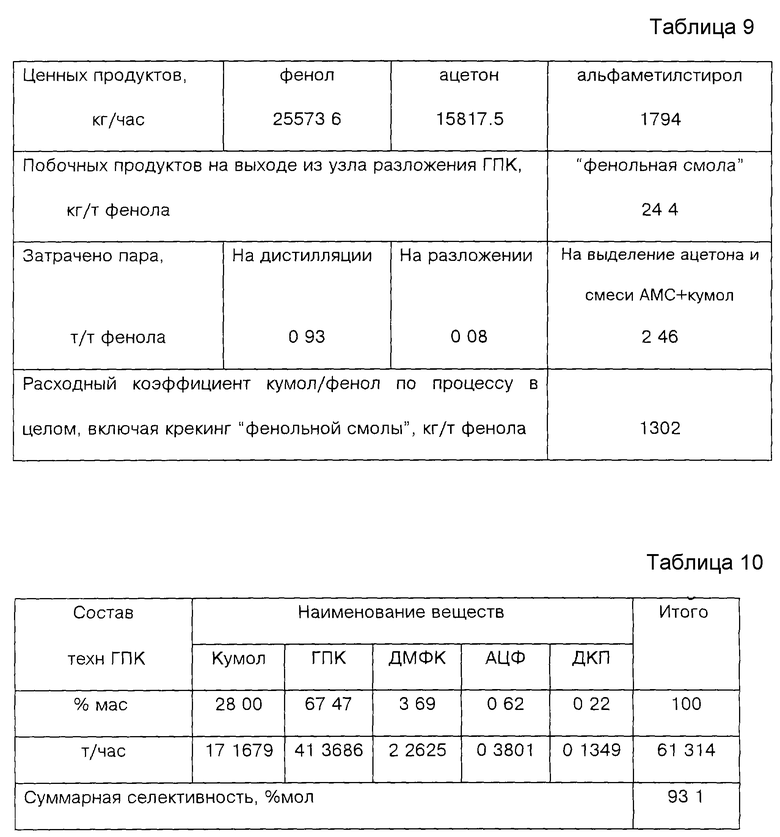
Очищенные от солей продукты (поток VI) поступают на колонну 6, где верхом выделяется ацетоновая фракция (поток VII). Кубовый продукт этой колонны поступает на колонну 7, где происходит выделение кумольной фракции и воды, разделяющихся в сепараторе. Кумольная фракция в количестве 10000 кг/ч поступает в реактор 4, и водная фаза (поток III) из сепаратора колонны 7 в количестве 1000 кг/ч поступает в колонну 8, где по верху выделяется направляемая на гидрирование фракция кумол-АМС (поток IX) с тем отличием, что выделяемая в сепараторе водная фаза (1000 кг/ч) направляется в рецикл в узел разложения ДКП-ДМФК. Расход пара на выделение ацетона и смеси кумол-АМС составляет 2,46 т/т фенола. Расходный коэффициент кумол/фенол по стадии разложения составляет 1300 кг/т.
В результате разделения продуктов разложения получают данные, указанные в табл. 9.
Пример 3.
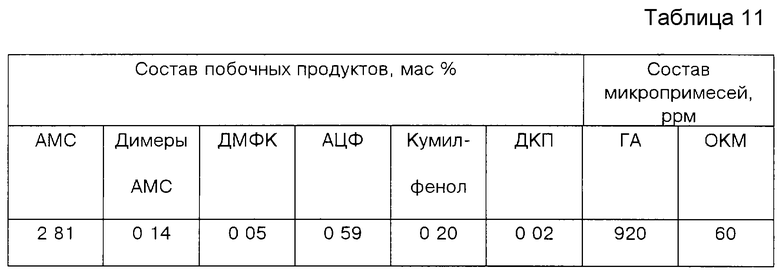
Процесс по примеру 2, когда технический ГПК имеет состав, указанный в табл. 10, что отвечает достигнутой селективности 93,1 мол.% суммарно по двум стадиям и показывает минимальный распад ГПК (0,07% абс.) на стадии его концентрированиия. Затраты пара на стадии концентрирования ГПК составляют в расчете на 1 т 100% ГПК 0,58 т, на 1 т получаемого фенола - 0,94 т.
Полученный технический ГПК в количестве 61,314 т/ч подается на стадию разложения, осуществляемую, как дано в описании схемы процесса выше.
Разложение ГПК осуществляется в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,55.
Подача циркулирующих продуктов осуществляется в соответствии с соотношением Gцирк= (480•61,31)/28= 1051 м3/ч, что позволяет поддерживать конверсию ГПК за проход 76,0% при величине отношения ΔT2/ΔT1 = 1,5.
Реакционная масса разложения поступает в испаритель, где под вакуумом (345 мм рт.ст.) отгоняется смесь ацетона, кумола, фенола и воды в количестве 4400 кг/ч.
В выходящие из нижней части испарителя 3 продукты вводится кумол в количестве 6200 кг/ч, а также вода в количестве 900 кг/ч. В результате проведенных изменений реакционная среда характеризуется мольным отношением фенол: ацетон: кумол = 1: 0,78:0,70, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП, составляет 2,75 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 160oC.
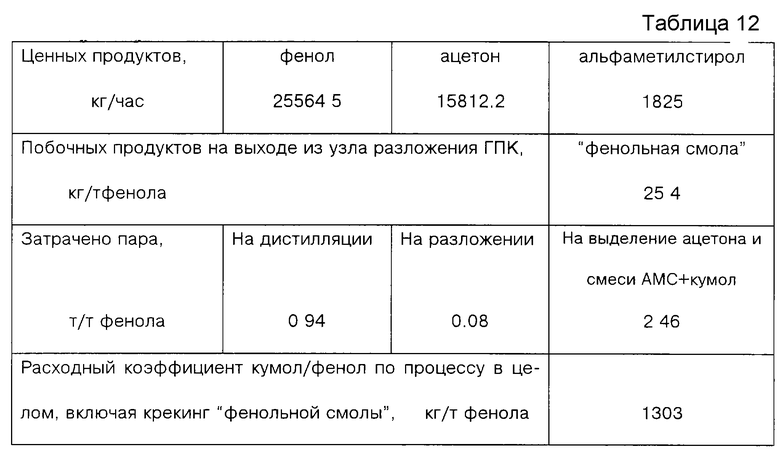
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 11.
Выход АМС после стадии разложения ДКП-ДМФК составляет 90,3% теор., выход фенольной смолы 25,4 кг/т фенола.
К полученным продуктам разложения добавляется кумольная фракция с таким расчетом, чтобы суммарная концентрация кумола и АМС равнялась 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 8790 кг/ч, распределяется так: 6200 кг/ч поступает на стадию разложения ДКП и ДМФК, а 2590 кг/ч на стадию нейтрализации.
Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 17 ppm.
Расход пара на выделение ацетона и смеси кумол-АМС составляет 2,46 т/т фенола. Расходный коэффициент кумол/фенол по стадии разложения составляет 1301 кг/т.
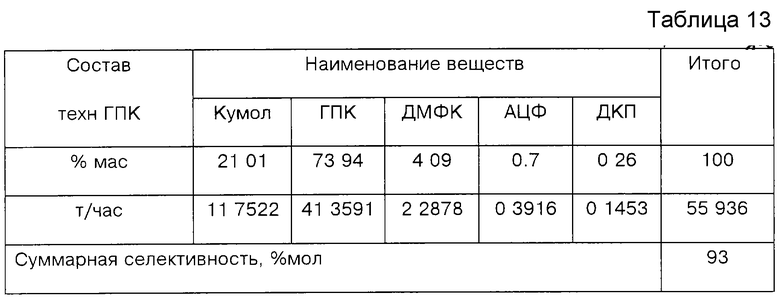
В результате разделения продуктов разложения получают данные, указанные в табл. 12.
Пример 4.
Процесс по примеру 2, когда технический ГПК имеет состав, указанный в табл. 13, что отвечает достигнутой селективности 93 мол.% суммарно по двум стадиям и показывает на неселективный распад ГПК в 0,17% абс. на стадии его концентрированиия.
Затраты пара на стадии концентрирования ГПК составляют в расчете на 1 т 100% ГПК 0,63 т, на 1 т получаемого фенола - 1,027 т.
Полученный технический ГПК в количестве 55,94 т/ч подается на стадию разложения, осуществляемую, как дано в описании схемы процесса выше.
Разложение ГПК осуществляется в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,38.
Подача циркулирующих продуктов осуществляется в соответствии с алгоритмом Gцирк = (480•55,94)/21 = 1278 м3/ч, что позволяет поддерживать конверсию ГПК за проход 88,0% при величине отношения ΔT2/ΔT1 = 3,76.
Реакционная масса разложения поступает в испаритель, где под вакуумом (340 мм рт.ст.) отгоняется смесь ацетона, кумола, фенола и воды в количестве 4400 кг/ч.
В выходящие из нижней части испарителя 3 продукты вводится кумол в количестве 8500 кг/ч, а также вода в количестве 1000 кг/ч. В результате проведенных изменений реакционная среда характеризуется мольным отношением фенол: ацетон: кумол = 1: 0,77:0,61, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП составляет 2,8 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 151oC.
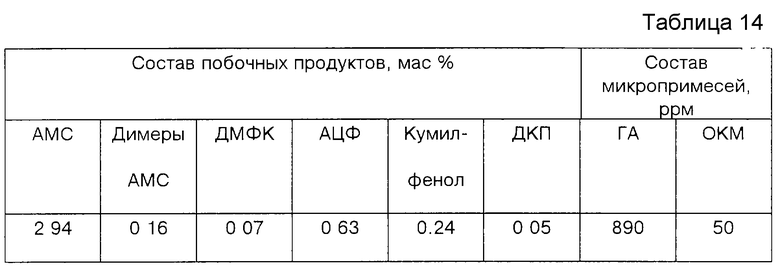
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 14.
Выход АМС после стадии разложения ДКП - ДМФК составляет 88,6% теор., выход фенольной смолы 28,1 кг/т фенола.
К полученным продуктам разложения добавляется кумольная фракция с таким расчетом, чтобы суммарное содержание кумола и АМС в продуктах разложения составляло 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 14200 кг/ч, распределяется так: 8500 кг/ч поступает на стадию разложения ДКП и ДМФК, а 5700 кг/ч на стадию нейтрализации.
Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 15 ppm.
Расход пара на выделение ацетона и смеси кумола-АМС составляет 2,55 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1303 кг/т.
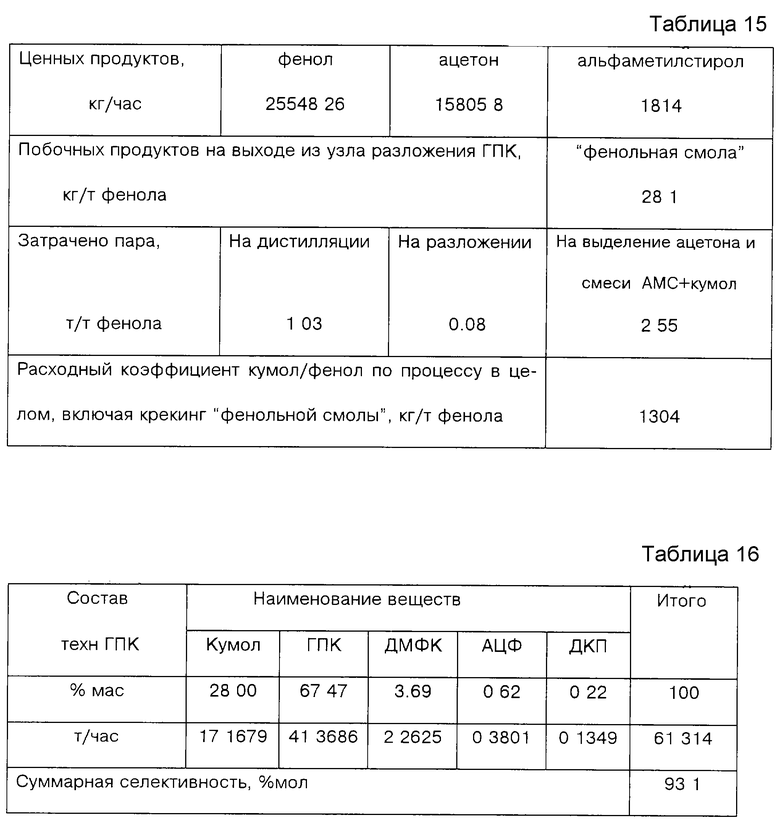
В результате разделения продуктов разложения получают данные, указанные в табл. 15.
Пример 5.
Процесс по примеру 4, когда технический ГПК имеет состав, указанный в табл. 16.
Полученный технический ГПК в количестве 61,314 т/ч подается на стадию разложения, осуществляемую в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,55.
Подача циркулирующих продуктов осуществляется в соответствии с алгоритмом Gцирк = (480•61,31)/28 = 1051 м3/ч, что позволяет поддерживать конверсию ГПК за проход 76,0% при величине отношения ΔT2/ΔT1 = 2,3.
В реакторе разложения ДКП и ДМФК состав реакционной среды характеризуется мольным отношением фенол: ацетон:кумол=1:1:0,53, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП составляет 2,8 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 156oC.
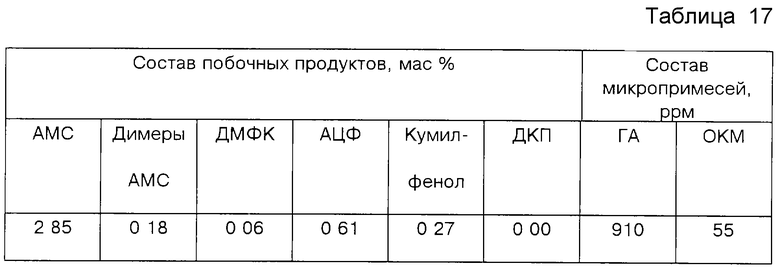
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 17.
Выход АМС после стадии разложения ДКП-ДМФК составляет 88,31% теор., выход фенольной смолы 27,7 кг/т фенола.
К полученным продуктам разложения добавляется кумольная фракция с таким расчетом, чтобы содержание кумола и АМС составляло 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 10915 кг/ч, поступает только на стадию нейтрализации.
Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 18 ppm.
Расход пара на выделение ацетона и смеси кумол-АМС составляет 246 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1302 кг/т.
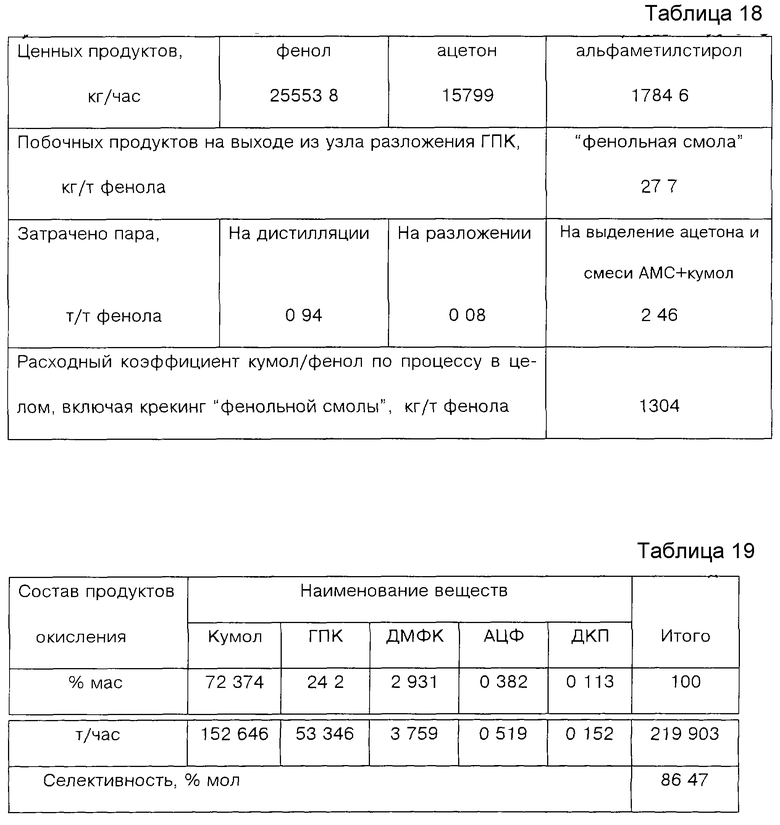
В результате разделения продуктов разложения получают данные, указанные в табл. 18.
Пример 6.
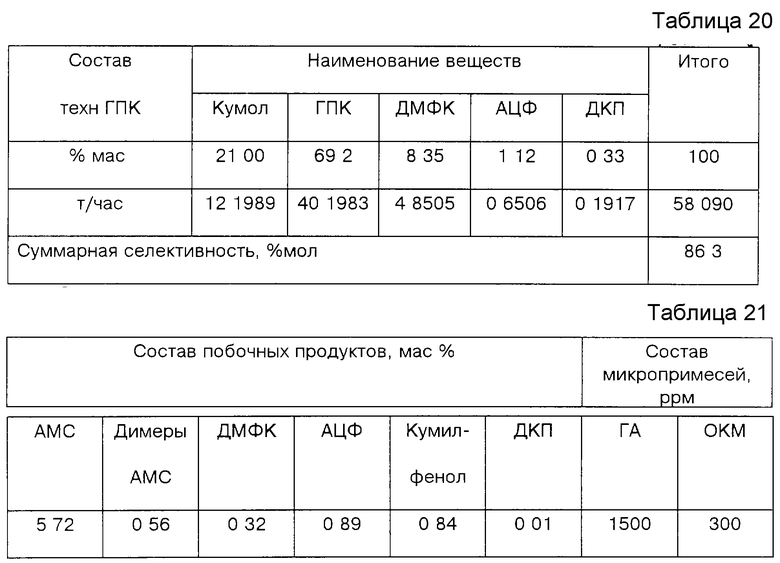
Продукты со стадии окисления кумола, имеющие состав, указанный в табл. 19, что отвечает достигнутой селективности 86,47 мол.%, поступают на стадию концентрирования с целью получения технического ГПК. В результате конценрирования технический ГПК имеет состав, указанный в табл. 20, что соответствует достигнутой суммарно по двум стадиям (окисления и концентрирования) селективности 86,3 мол.%. Потеря селективности за счет частичного распада ГПК на ДМФК, АЦФ на стадии концентрирования составляет 0,17% абс.
Полученный технический ГПК в количестве 58,09 т/ч подается на стадию разложения.
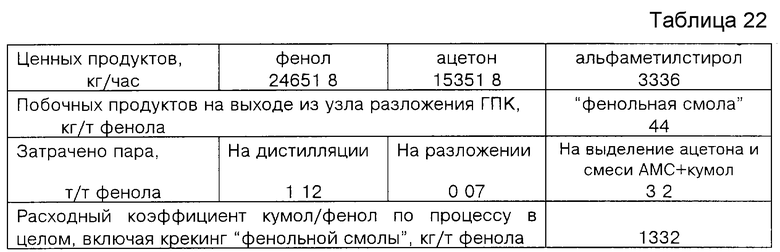
Если разложение данного технического ГПК, содержащего 8,35 мас.% ДМФК, провести так, как это описано в примере 1 (сравнения), то в результате проведения процесса получим состав основных примесей и побочных продуктов после испарителя ацетона, представленный в табл. 21.
Выход AMC после стадии разложения составляет 77,8% теор., выход фенольной смолы со стадии разложения 77,6 кг/т фенола.
Расход пара на выделение ацетона и смеси кумола и AMC составляет 3,2 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1350 кг/т.
В результате в процессе получены данные, указанные в табл. 22.
При проведении разложения полученного технического ГПК с содержанием ДМФК 8,35 мас.% по схеме процесса ИФ-96 мы получим следующее.
Состав реакционной среды разложения ГПК характеризуется мольным отношением фенол:ацетон:кумол, равным 1:1:0,42.
Подача циркулирующих продуктов осуществляется в соответствии с алгоритмом Gцирк = (480•58,09)/21 = 1328 м3/ч, что позволяет поддерживать конверсию ГПК за проход 77,0% при величине отношения ΔT2/ΔT1 = 5,9. Температура процесса разложения ГПК при величине отношения ΔT2/ΔT1 = 5,9. Gцирк = 1328 м3/ч поддерживается равной 52oC за счет изменения подачи охлаждающей волы в теплообменники 2A,B,C.
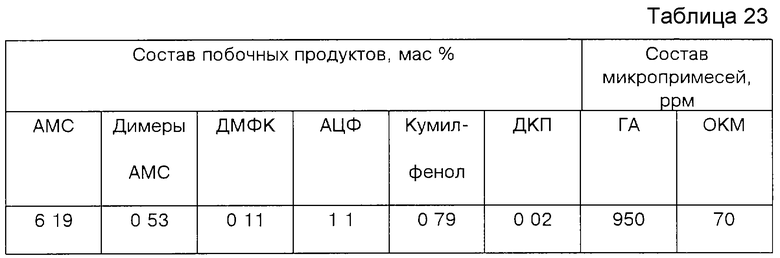
В выходящие из нижней части испарителя 3 продукты вводится вода в количестве 1156 кг/ч. В реакторе разложения ДКП и ДМФК состав реакционной среды характеризуется мольным отношением фенол:ацетон:кумол = 1:1:0,39, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП, составляет 3,0 мас. %. Процесс разложения ДМФК и ДКП проводится при температуре 168oC.
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 23.
Выход АМС после стадии разложения ДКП - ДМФК составляет 85,4% теор., выход фенольной смолы 60,4 кг/т фенола.
К полученным продуктам разложения добавляется кумольная фракция до содержания кумола 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 13710 кг/ч, подается на стадию нейтрализации.
Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 8 ppm.
Расход пара на выделение ацетона и смеси кумол-АМС составляет 2,8 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1334 кг/т.
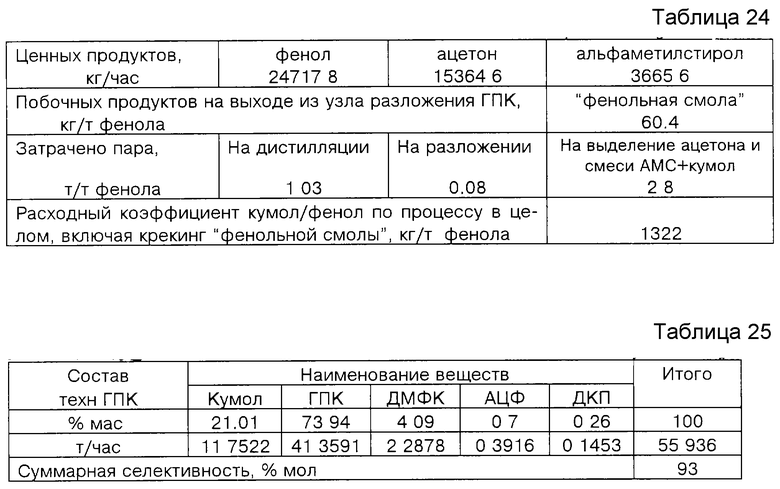
В результате разделения продуктов разложения получают данные, указанные в табл. 24.
Пример 7.
Процесс по примеру 3, когда технический ГПК имеет состав, указанный в табл. 25.
Полученный технический ГПК в количестве 55,94 т/ч подается на стадию разложения, осуществляемую в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,38.
Подача циркулирующих продуктов осуществляется в соответствии с алгоритмом Gцирк = (480•55,94)/21 = 1279 м3/ч, что позволяет поддерживать конверсию ГПК за проход 88,0% при величине отношения ΔT2/ΔT1 = 5,7.
Реакционная масса разложения поступает в испаритель, где под вакуумом (330 мм рт.ст.) отгоняется смесь ацетона, кумола, фенола и воды в количестве 4400 кг/ч.
В выходящие из нижней части испарителя 3 продукты вводится кумол в количестве 8500 кг/ч, а также вода в количестве 580 кг/ч. В результате проведенных изменений реакционная среда характеризуется мольным отношением фенол: ацетон: кумол = 1: 0,77:0,61, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП, составляет 21 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 151oC.
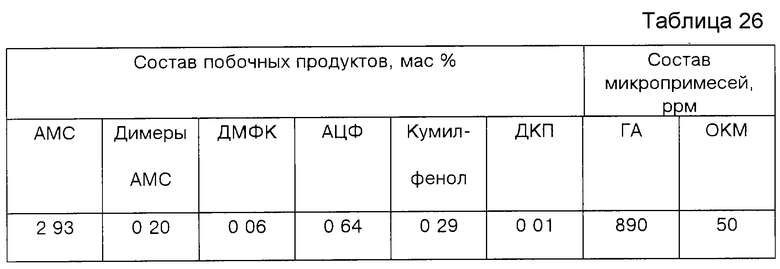
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 26.
Выход АМС после стадии разложения ДКП-ДМФК составляет 87,6% теор., выход фенольной смолы 28,8 кг/т фенола.
К полученным продуктам разложения добавляется кумольная фракция до содержания кумола 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 14100 кг/ч, распределяется так: 8500 кг/ч поступает на стадию разложения ДКП и ДМФК, а 5600 кг/ч на стадию нейтрализации.
Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 16 ppm.
Расход пара на выделение ацетона и смеси кумол-АМС составляет 2,55 т/т фенола.
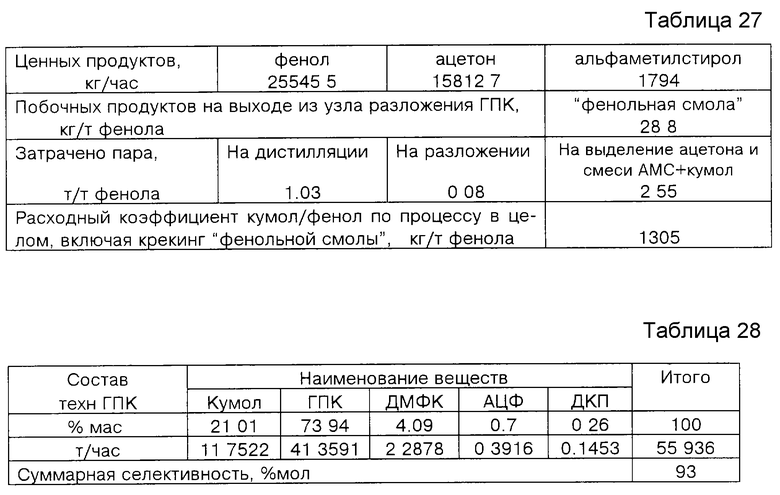
Расходный коэффициент кумол/фенол по стадии разложения составляет 1305 кг/т. В результате разделения продуктов разложения получают данные, указанные в табл. 27.
Пример 8.
Процесс по примеру 3, когда технический ГПК имеет состав, указанный в табл. 28.
Полученный технический ГПК в количестве 55,94 т/ч подается на стадию разложения, осуществляемую в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,38.
Подача циркулирующих продуктов осуществляется в количестве 335 м3/ч, что позволяет поддерживать отношение ΔT2/ΔT1 = 21,4.
Реакционная масса разложения поступает в испаритель, где под вакуумом (330 мм рт.ст.) отгоняется смесь ацетона, кумола, фенола и воды в количестве 4400 кг/ч.
В выходящие из нижней части испарителя 3 продукты вводится вода в количестве 1700 кг/ч. В результате проведенных изменений реакционная среда характеризуется мольным отношением фенол:ацетон:кумол = 1:0,77:0,35, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП, составляет 45 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 168oC.
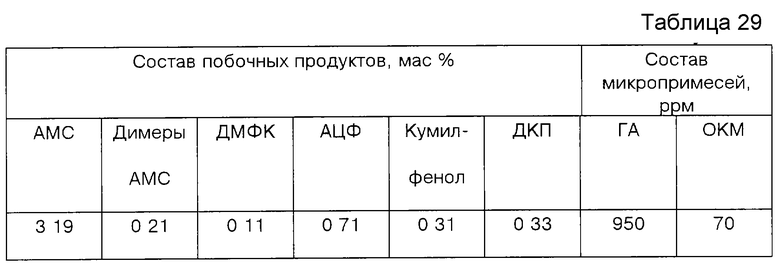
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 29.
Выход АМС после стадии разложения ДКП - ДМФК составляет 83% теор., выход фенольной смолы 35,6 кг/т фенола.
К полученным продуктам разложения добавляется кумольная фракция до содержания кумола 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 14200 кг/ч, поступает на стадию нейтрализации. Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 18 ppm.
Расход пара на выделение ацетона и смеси кумол-АМС составляет 2,55 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1309 кг/т.
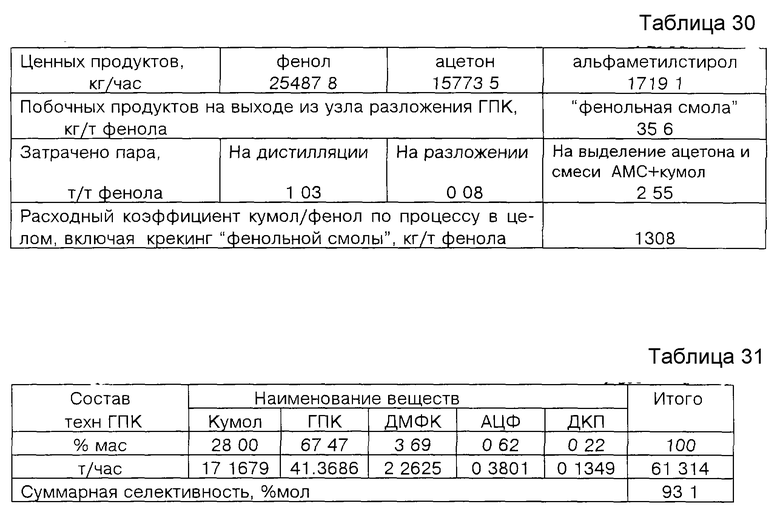
В результате разделения продуктов разложения получают данные, указанные в табл. 30.
Пример 9.
Процесс по примеру 5, когда технический ГПК имеет состав, указанный в табл. 31.
Полученный технический ГПК в количестве 61,314 т/ч подается на стадию разложения, осуществляемую в реакционной среде, в которой поддерживается мольное отношение фенол:ацетон:кумол, равное 1:1:0,55.
Подача циркулирующих продуктов осуществляется в соответствии с алгоритмом Gцирк = (480•61,31)/28 = 1051 м3/ч, что позволяет поддерживать конверсию ГПК за проход 76,0% при величине отношения ΔT2/ΔT1 = 3,16.
В реакторе разложения ДКП и ДМФК состав реакционной среды характеризуется мольным отношением фенол:ацетон:кумол = 1:1,80:0,51, концентрация воды в продуктах, поступающих в реактор разложения ДМФК и ДКП, составляет 1,3 мас.%. Процесс разложения ДМФК и ДКП проводится при температуре 150oC.
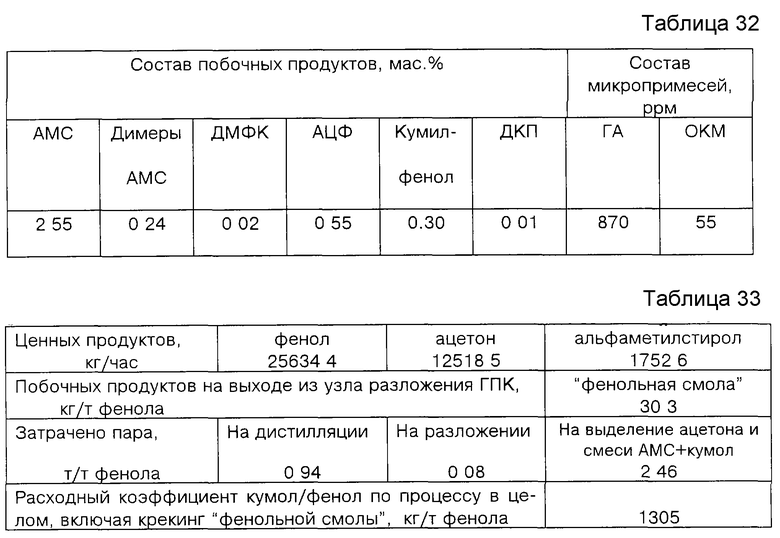
Состав основных примесей и побочных продуктов после реактора разложения ДКП и ДМФК представлен в табл. 32.
Выход АМС после стадии разложения ДКП-ДМФК составляет 85,7% теор.
К полученным продуктам разложения добавляется кумольная фракция с таким расчетом, чтобы содержание кумола и АМС составляло 40 мас.%. Кумольная фракция, выделяемая верхом колонны 7 в количестве 9434 кг/ч, поступает только на стадию нейтрализации.
Нейтрализация кислоты, отделение солей от продуктов реакции осуществляется по примеру 2. Содержание солей в РМР составляет 19 ppm.
Расход пара на выделение ацетона и смеси кумол-АМС составляет 2,46 т/т фенола.
Расходный коэффициент кумол/фенол по стадии разложения составляет 1306 кг/т.
В результате разделения продуктов разложения получают данные, указанные в табл. 33.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА | 2005 |
|
RU2291852C1 |
| ВЫСОКОСЕЛЕКТИВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА (ПРОЦЕСС ФАН-98) | 1997 |
|
RU2142932C1 |
| БЕЗОТХОДНЫЙ ЭКОНОМИЧНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА | 1996 |
|
RU2125038C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА | 2008 |
|
RU2404954C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА | 2007 |
|
RU2334734C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА, АЦЕТОНА И α-МЕТИЛСТИРОЛА | 2000 |
|
RU2179167C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА, АЦЕТОНА И α МЕТИЛСТИРОЛА | 1994 |
|
RU2108318C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНОЛА И АЦЕТОНА | 2007 |
|
RU2330011C1 |
| СПОСОБ РАЗЛОЖЕНИЯ ГИДРОПЕРЕКИСИ КУМОЛА КИСЛОТНЫМ КАТАЛИЗАТОРОМ НА ФЕНОЛ И АЦЕТОН | 2009 |
|
RU2423342C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ РАЗЛОЖЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ ГИДРОПЕРОКСИДОВ | 2014 |
|
RU2560183C1 |
Фенол и ацетон получают кислотным разложением технического гидропероксида кумола (ГПК), полученного окислением кумола. Разложение ГПК ведут после концентрирования продуктов окисления до остаточного содержания кумола в ГПК 21-30 мас.% в реакторах смешения при мольном отношении фенол:ацетон:кумол 1: 1: (0,38-0,61). Разложение дикумилпероксида (ДКП) осуществляют в реакторе вытеснения при мольном отношении тех же компонентов смеси 1:(1-0,77): (0,35-0,87), при температуре 150 -168oС, с подачей в него кумольной фракции и воды. Степень превращения ДКП более 97%. На стадию нейтрализации кислотного катализатора (серной кислоты) дополнительно подают фракцию кумола и воду с последующим выделением дополнительно введенной кумольной фракции и рециклом части кумольной фракции в реактор разложения дикумилпероксида и на стадию нейтрализации. Благодаря повышенному содержанию кумола в продуктах разложения, содержание в них солей после стадии нейтрализации составляет 10-20 ppm. В результате суммарный расход пара снижается на 0,4-0,6 т/т фенола. Процесс отличается высокой селективностью, характеризуется уровнем расхода кумола 1302-1305 кг/т фенола, а также сопровождается пониженным образованием гидроксиацетона и оксида мезитила. 7 ил., 34 табл.
Способ получения фенола и ацетона кислотным разложением технического гидропероксида кумола (ГПК) в реакторах смешения и дикумилперокида (ДКП) в реакторе вытеснения при поддержания определенной конверсии ГПК в каждом из трех последовательно установленных реакторов разложения ГПК, испарения части ацетона после реактора превращения ДКП с последующей нейтрализацией кислотного катализатора щелочными агентами, выведением солей из продуктов разложения и разделением продуктов реакции, отличающийся тем, что концентрирование продуктов окисления с получением технического ГПК проводится до остаточного содержания кумола в техническом ГПК 21 - 30 мас.%, разложение полученного технического ГПК проводят в зависимости от концентрации кумола в техническом ГПК по соотношению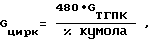
где Gцирк - количество циркулирующих продуктов разложения, т/ч;
Gтгпк - количество подаваемого на разложение технического ГПК, т/ч;
% кумола - массовый % кумола в техническом ГПК,
с поддержанием в циркулируемых продуктах, являющихся реакционной средой стадии разложения ГПК, мольного отношения фенол : ацетон : кумол = 1 : 1 : (0,38 - 0,61) и с последующим разложением ДКП и диметилфенилкарбинола (ДМФК) в реакторе вытеснения при температуре 151 - 168oС в реакционной среде, в которой за счет выведения части ацетона в испарителе и подачи дополнительно кумольной фракции до 160 кг/т технического ГПК и подачи дополнительно воды в количестве от 1 до 30,4 кг/т технического ГПК поддерживается мольное отношение фенол : ацетон : кумол, равное 1 : (1 - 0,77) : (0,35 - 0,87), достигается степень превращения ДКП более 97%, а управление процессом в реакторах смешения и вытеснения для достижения высокой селективности и безопасности осуществляется через величину отношения разности температур  в диапазоне от 1,5 до 21,4, предпочтительно 3 - 8, с последующей подачей кумольной фракции в количестве до 255 кг/т технического ГПК, так чтобы суммарная концентрация кумола и альфа-метилстирола (АМС) в реакционной массе разложения (РМР) на стадии нейтрализации составляла 40 мас.%, и воды в количестве до 24 кг/т технического ГПК, так чтобы ее концентрация в РМР на стадии нейтрализации не превышала 3,5 мас.%, с достижением содержания солей в органической фазе не более 10 - 20 ppm, выделением дополнительно введенной кумольной фракции с последующим рециклом получаемой кумольной фракции на стадию разложения ДКП - ДМФК и стадию отделения продуктов от солей.
в диапазоне от 1,5 до 21,4, предпочтительно 3 - 8, с последующей подачей кумольной фракции в количестве до 255 кг/т технического ГПК, так чтобы суммарная концентрация кумола и альфа-метилстирола (АМС) в реакционной массе разложения (РМР) на стадии нейтрализации составляла 40 мас.%, и воды в количестве до 24 кг/т технического ГПК, так чтобы ее концентрация в РМР на стадии нейтрализации не превышала 3,5 мас.%, с достижением содержания солей в органической фазе не более 10 - 20 ppm, выделением дополнительно введенной кумольной фракции с последующим рециклом получаемой кумольной фракции на стадию разложения ДКП - ДМФК и стадию отделения продуктов от солей.
| US 5530166 A, 25.06.96 | |||
| US 4358618 A, 1982 | |||
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ ФЕНОЛА, АЦЕТОНА И АЛЬФА-МЕТИЛСТИРОЛА | 1992 |
|
RU2068404C1 |
| US 5371305 A, 1994. | |||
