Изобретение относится к капельному орошению и, в частности, к шлангу для капельного орошения с компенсацией давления и способу его изготовления.
Шланг для капельного орошения можно классифицировать как шланг, имеющий периодические выпускатели (эмиттеры) либо непрерывные выпускатели. Пример периодических выпускателей показан в патенте США N 4850531. Пример непрерывных выпускателей для ламинарного потока показан в патенте США N 4247051.
Шланг для капельного орошения предназначен для достижения постоянной скорости потока капель из каждого выпускателя. Поскольку давление воды в системе капельного орошения изменяется в зависимости от высоты поля, то обычно выпускатели оснащают механизмом регулирования давления. Скорость турбулентного потока менее чувствительна к изменению давления, чем скорость ламинарного потока. Таким образом, обычно применяют для шланга капельного орошения змеевидные каналы для регулирования потока в качестве единых непрерывных выпускателей для создания турбулентного потока. Пример такого шланга для капельного орошения раскрыт в патенте США N 4984739.
Согласно другому аспекту изобретения шланг для капельного орошения изготавливают путем непрерывной передачи первого отрезка пластиковой пленки через позицию сборки шланга для капельного орошения. На центральную часть пленки осаждают один или несколько смежных расплавленных шариков. Из шариков формируют канал для регулирования потока, определенный боковыми стенками. Другой отрезок пластиковой пленки, который уже, чем первый отрезок пленки, приваривают к боковым стенкам, все еще расплавленным, для образования канала для регулирования потока между боковыми стенками и первым и вторым отрезками пленки. Впускные и выпускные отверстия в канале для регулирования потока образуют через разнесенные интервалы. Первый отрезок пленки продольно складывают для перекрытия краев пленки, а перекрывающиеся края сваривают для завершения шланга.
Отличительные признаки конкретного примера наилучшего исполнения способа в соответствии с изобретением показаны на чертежах, на которых:
Фиг. 1 - схематический вид сбоку устройства для изготовления шланга для капельного орошения в соответствии с принципами изобретения;
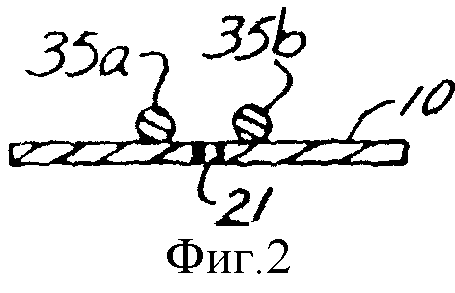
Фиг. 2 - вид в разрезе в плоскости 2-2 фиг. 1;
Фиг. 3 - вид в разрезе в плоскости 3-3 фиг. 1;
Фиг. 4 - вид в разрезе в плоскости 4-4 фиг. 1;
Фиг. 5 - вид в разрезе, в плоскости 5-5 фиг. 1;
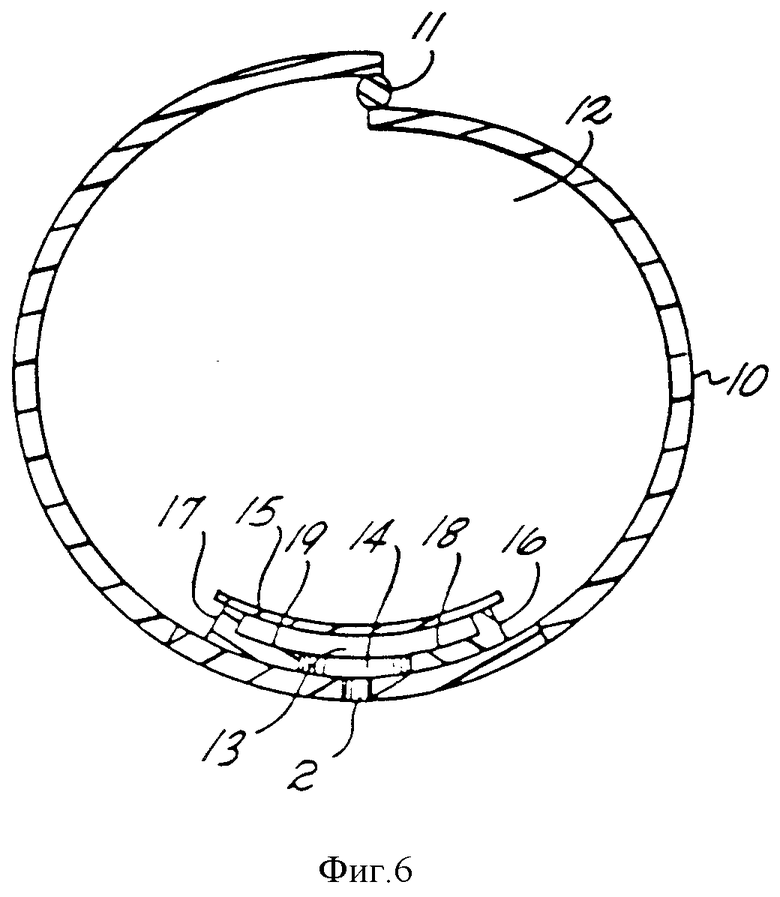
Фиг. 6 - вид в разрезе шланга для капельного орошения, изготовленного с применением устройства, показанного на фиг. 1;
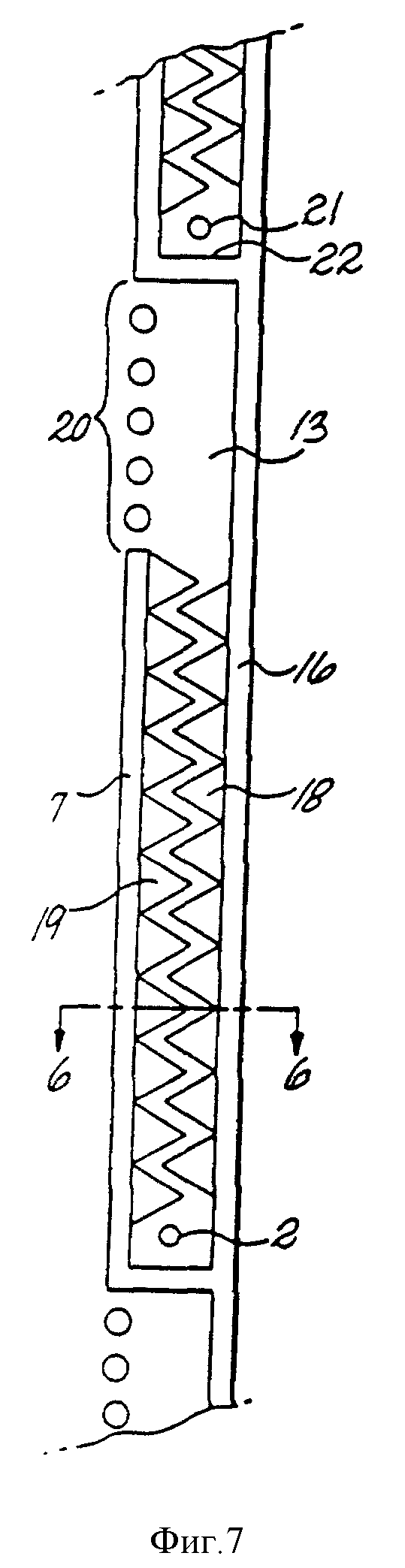
Фиг. 7 - вид в продольном разрезе через канал для регулирования потока, показанный на фиг. 6.
Подробное описание конкретного исполнения
Как показано на фиг. 6, непрерывную полосу 10 гибкой водонепроницаемой пластиковой пленки складывают продольно так, чтобы ее края перекрывались. Перекрывающиеся края сваривают вместе при помощи расплавленного пластикового шарика 11 из совместимого пластмассового материала для изготовления шланга. Либо края полосы 10 можно нагреть и прямо соединить вместе, если это потребуется. Обычно полоса 10 имеет толщину порядка 4-15 мил (101,6-481 мкм). Внутренняя поверхность шланга образует относительно большой канал 12 для подачи воды. Значительно меньший канал 13 для регулирования потока образуют частично из секции 14 полосы 10 и тонкой полосы 15 пластиковой пленки для модуляции непрерывного потока. Полоса 15 более гибкая, чем полоса 10. Таким образом, полоса 15 больше деформируется, чем полоса 10, в ответ на давление воды. Обычно полоса 15 более тонкая и/или более эластомерная, чем полоса 10. Например, полоса 15 может быть из пластиковой пленки толщиной порядка 4 мил (101,6 мкм), состоящей из 50% слоистого полиэтилена низкой плотности (LLDPE) и 50% термопластичного эластомера. От поверхности полосы проходят внутрь формованные пластмассовые направляющие 16 и 17 для соединения полосы 10 с полосой 15 по длине шланга. Направляющие 16 и 17 имеют гладкие прямые внутренние поверхности. Формованные пластиковые боковые стенки 18 и 19 выступают внутрь от поверхности полосы 10 по длине шланга параллельно направляющим 16 и 17, но на расстоянии от полосы 15. Боковые стенки 18 и 19 имеют смежные зубчатые или шевронные поверхности, которые предназначены для создания турбулентного потока. Каждый зуб зубчатых поверхностей имеет перекрывающие смещенные выступы (фиг. 7), таким образом, вся жидкость, проходящая между боковыми стенками 18 и 19, должна изменять направление на каждом выступе. Боковые стенки 18 и 19 образуют таким образом секцию турбулентного потока вдоль длины канала 13 для регулирования потока. Зубья также имеют ножки зуба, которые сцентрированы с гладкими поверхностями направляющих 16 и 17. Благодаря гладким поверхностям направляющих 16 и 17 пространство между верхней частью боковых стенок 18 и 19 и поверхностью полосы 15 образует секцию ламинарного потока смежно и в сообщении с секцией турбулентного потока. Пластик полосы 15, направляющих 16 и 17 и боковых стенок 18 и 19 является также совместимым с пластиком полосы 10.
Как показано на фиг. 7, канал 13 для регулирования потока проходит непрерывно по всей длине шланга, но он предпочтительно разделен на сегменты, которые имеют повторяющуюся конфигурацию. Каждый сегмент имеет вход 20, образованный промежутками в направляющей 17 вблизи одного конца сегмента, и выход 21, образованный в полосе 10 вблизи другого конца сегмента. Выходом 21 может быть отверстие или щель. Поперечная торцовая стенка 22 отделяет вход 20 одного сегмента от выхода смежного сегмента. Торцовые стенки 22 имеют такую же толщину, как и направляющие 16 и 17, обе из которых образуют уплотнение с полосой 15. В результате единственный путь для потока воды из канала 12 для подачи воды в выпускные отверстия 21 проходит через секции турбулентного потока и секции ламинарного потока каналов 13 для регулирования потока.
Когда давление в канале 12 для подачи воды увеличивается, полоса 15 отклоняется в сторону верхних поверхностей боковых стенок 18 и 19 для уменьшения пространства между полосой 15 и боковыми стенками 18 и 19 и, следовательно, площади поперечного сечения секций ламинарного потока. Это увеличивает отношение турбулентного потока к ламинарному потоку, уменьшает общую площадь поперечного сечения каналов 13 для регулирования потока и стремится сделать скорость потока из шланга для капельного орошения менее зависимой от давления.
Для изготовления описанного шланга для капельного орошения на позиции сборки, показанной на фиг. 1, непрерывная полоса 10 из пластика сначала проходит на позицию образования выпускных отверстий 30, где выпускные щели или отверстия образуют способом, описанным в патенте США N 5123984 или в заявке N 08/067.382, которые указаны здесь для сведения. Полосу 10 наматывают вокруг колеса 32, изменяющего направление, для подготовки к прохождению в экструдер 34, который осаждает пару непрерывных расплавленных пластиковых шариков 35a и 35b на внутреннюю поверхность полосы 10 с каждой стороны выпускных отверстий 21 (фиг. 2). Шарики 35a и 35b и полоса 10 проходят через зазор колеса 36, формирующего рисунок или ребра, и опорное колесо 37, причем они все еще расплавлены, для образования направляющих 16 и 17, боковых стенок 18 и 19, впускных отверстий 20 и поперечных торцовых стенок 22, которые выполнены в виде формованного валика 35 (фиг. 3). Предпочтительно формующее колесо 36 установлено на том же валу, что и колесо на позиции 30 для образования выпускных отверстий. Полоса 15 подается с рулона или из бункера в зазор формующих колес 38 и 39 с полосой 10 и формованным валиком 35, все еще расплавленным (фиг. 4), для соединения полосы 15 с направляющими 16 и 17 и торцовыми стенками 22. После того, как она оставит зазор формующих колес 38 и 39, один край полосы 10 складывают под углом 90o посредством направляющей для пленки (не показана) известным способом, а другой край полосы 10 складывают под углом 180o посредством направляющей для пленки для образования плоской поверхности, на которую осаждается непрерывный шарик 42 из экструдера 43 (фиг. 5). После этого другой край складывается на шарик 42, и образующийся шов пропускают через зазор формующих колес 44 и 45 для завершения шланга для капельного орошения. Во время описанного способа, изготовления шланга для капельного орошения полоса 10 поддерживается на поверхности (не показана).
Описанный пример осуществления изобретения следует рассматривать только как предпочтительный и иллюстрирующий идею изобретения, поскольку объем изобретения не ограничен такими примерами исполнения. В объеме изобретения возможны различные другие устройства.



В непрерывном способе изготовления шланга непрерывно подают на стадию сборки первую полосу пластиковой пленки, имеющей первую и вторую продольные кромки. Первая полоса пленки имеет продольную центральную часть между кромками, на которую осаждают один или более сплошных расплавленных шариков из совместимой пластмассы. Из шариков на центральной части формуют канал для регулирования потока с расплавленными боковыми стенками. Подают вторую полосу пластиковой пленки, более узкую, чем первая полоса. Приваривают ее к расплавленным стенкам и образуют канал для регулирования потока между боковыми стенками, первой и второй полосами пленки. Выполняют впускные отверстия из шланга в регулирующий канал через разнесенные интервалы вдоль длины шланга. Образуют впускные отверстия шланга из канала регулирования потока через разнесенные интервалы вдоль длины шланга. Продольно складывают кромки первой полосы с их перекрытием и в нахлестку и сваривают кромки. Шланг для капельного орошения содержит удлиненный канал для подачи воды большей площади поперечного сечения, удлиненный канал для регулирования потока меньшей площади поперечного сечения, множество впускных отверстий в канал для регулирования потока из канала подачи, множество выпускных отверстий из канала для регулирования потока наружу из шланга и секцию турбулентного потока, образованную по длине канала для регулирования потока. Шланг имеет секцию ламинарного потока, образованную по длине канала для регулирования потока смежно с секцией турбулентного потока. Шланг имеет средства, реагирующие на давление в канале для подачи воды для уменьшения площади поперечного сечения секции ламинарного потока при повышении давления для компенсации эффекта изменения давления на скорость потока капель из шланга. Шланг позволяет достигнуть постоянной скорости потока капель из каждого выпускного отверстия. Наличие секций турбулентного и ламинарного потоков позволяет скорость потока воды из шланга сделать менее зависимой от давления. 2 с. и 13 з.п. ф-лы, 7 ил.
| US 5163622 A, 17.11.92 | |||
| US 3870236 A, 11.03.75 | |||
| US 4177946 A, 11.12.79 | |||
| US 5123984 A, 23.06.92 | |||
| US 4050531 A, 25.07.89 | |||
| US 4984739 A, 15.01.91 | |||
| US 4247051 A, 27.01.81 | |||
| ИРРИГАЦИОННОЕ УСТРОЙСТВО ДЛЯ МЕЛКОКАПЕЛЬНОГО РАСПЫЛЕНИЯ | 0 |
|
SU358812A1 |
| SU 1568945 A1, 07.06.90 | |||
| ЛАБОРАТОРНАЯ ДОЖДЕВАЛЬНАЯ УСТАНОВКА | 0 |
|
SU244952A1 |

