Изобретение касается управления непрерывной тканью в процессе непрерывной (поточной) обработки, где ткань включает в себя один или несколько элементов типа эластика, имеющих сокращающие силы, действующие в направлении поперек машины, с устранением при этом уменьшения ширины ткани из-за таких сокращающих сил.
Известно включение элементов типа эластика в непрерывную ткань в операции непрерывной обработки, причем эластичные элементы простираются в ткани в продольном направлении, или в направлении машины. Такие эластичные элементы можно включить таким образом, что элементы находятся в растянутом состоянии при действии сокращающих сил в продольном направлении, или в направлении машины, во время непрерывной обработки ткани. Поскольку такие сокращающие силы ограничены направлением машины, действие сокращающих сил на фиксацию ткани можно контролировать путем контроля напряжения ткани.
Известно, что при непрерывной обработке по существу бесконечной ткани, как в данном изобретении, множество стадий обработки ткани выполняют последовательно. Обычно, желательно выполнение одной или нескольких стадий обработки в конкретных местах в ткани, причем вторая стадия выполняется в определенном местоположении относительно первой, или предыдущей, стадии, вследствие чего критической является возможность определить на рабочем месте для выполнения второй стадии, место, в котором была выполнена предыдущая стадия. В данной области техники это известно как возможность "зарегистрировать" (зафиксировать) вторую стадию относительно первой стадии.
Первым фактором в возможности зарегистрировать вторую стадию обработки относительно первой стадии является возможность определить расстояние, на которое рабочее местоположение на ткани, где была выполнена первая стадия, переместилось от участка в обрабатывающем устройстве, где была выполнена первая стадия, а также направление этого перемещения. Такое определение можно разделить на четыре стадии оценки.
Во-первых, определяют продольное расстояние, в направлении машины, на которое переместилось рабочее местоположение в ткани.
Во-вторых, определяют расстояние в ширину, в направлении поперек машины, пройденное рабочим местоположением.
В-третьих, определяют сжатие в направлении машины.
В-четвертых, определяют сжатие поперек направления машины.
Первый и третий факторы можно измерить и контролировать путем использования стандартного устройства и способов регулирования скорости движения и напряжения в ткани. Второй фактор можно контролировать путем использования стандартных боковых направляющих устройств и способов.
Четвертый фактор нормально устанавливается как зависимая величина, регулируемая величиной напряжения натяжения/прочности на разрыв, сообщаемого ткани в направлении машины. А именно, так как напряжение прочности на разрыв приложено к ткани в направлении машины, величина напряжения/растяжения в направлении машины создает зависимую величину сжатия в ткани в направлении поперек машины.
Такое размещение, однако, предполагает, что нет сил типа сокращения в ткани в направлении поперек машины. В некоторой степени силы типа сокращения действуют в ткани в направлении поперек машины, при отсутствии других регулирований, ткань сжимается в направлении ширины (поперек движения машины) в ответ на такие действующие силы типа сокращения, тем самым изменяя ширину ткани в направлении поперек машины. В операциях обработки, где важно поддерживать постоянную, или почти постоянную ширину ткани, необходимы другие средства для поддержания ширины ткани постоянной.
Известно поддержание ширины ткани путем использования ширильной рамы, где сборка захватывающих устройств захватывает противоположные края ткани в близко размещенных участках и движется с тканью, тем самым физически сдерживая ткань от уменьшения по ширине, поскольку захватывающие устройства удерживают края ткани.
Использование ширильных рам имеет четыре серьезных недостатка.
Во-первых, они занимают драгоценное рабочее пространство, примыкающее к обрабатываемой ткани, так что они могут мешать наладке и/или процессу стадий обработки, вследствие чего ткань иначе модифицируется.
Во-вторых, ширильные рамы являются относительно сложными, дорогостоящими механическими устройствами.
В-третьих, применение ширильных рам обычно ограничено прямыми отрезками линии обработки. А именно, ширильные рамы обычно не используются для поддержания ширины ткани, когда ткань движется по окружности поворачивающего ролика или обрабатывающего ролика в последовательности стадий в обрабатывающей линии. Все же поворачивающие ролики и обрабатывающие ролики обычно являются предпочтительными как эффективные вращательные устройства для выполнения стадий нормального режима работы над обрабатываемыми тканями.
В-четвертых, края ткани, захваченные зажимами ширильной рамы, обычно впоследствии не используются как часть конечного продукта, вследствие чего зажимы могут увеличивать количество отходов, связанных с производственным процессом.
Другой известный способ для обеспечения стабильности размеров ширины ткани, находящейся под напряжением в направлении поперек машины, состоит в том, чтобы обрабатывать ткань на ролике, покрытом силиконовым каучуком, как показано, например, в United States Patent 4925520 Beaudoin и др. Однако покрытие силиконовым каучуком представляет множество ограничений, связанных с характеристиками силиконового каучука. Например, силиконовый каучук на ролике, несущем ткань, не может обеспечить достаточно твердую поверхность, на которой нужно выполнять продольную резку и подобные режущие операции.
Таким образом, было бы желательно обеспечить дополнительные способы и устройство для контроля стабильности размеров ткани в направлении поперек машины, когда ткань подвергается воздействию на нее сил сокращающего типа, действующих в направлении поперек машины.
Данное изобретение направлено на преодоление обсужденных выше проблем. Эта цель достигается способом по независимому п. 1 и далее посредством устройства по независимому пункту 20 формулы изобретения.
Дальнейшие преимущества, признаки, аспекты и детали изобретения очевидны из зависимых пунктов изобретения, описания и сопутствующих чертежей. Пункты формулы изобретения следует понимать как первый, неограничивающий подход к определению изобретения в общем виде.
Согласно одному аспекту, это изобретение описывает устройство и способы для обеспечения стабильности размера поперек машины в непрерывной ткани, обрабатываемой в непрерывном процессе, причем ткань имеет растянутые элементы типа эластика, которые проявляют силы сокращающего типа, действующие в направлении поперек машины.
Согласно дополнительному аспекту, это изобретение обеспечивает такие устройства и способы, которые включают первое вращательное транспортное устройство, транспортирующее ткань, имеющее на нем первый ряд выступов для зацепления и удерживания ткани, и переносящее ткань ко второму вращательному транспортному устройству, включающему второй ряд выступов на нем для зацепления и удерживания ткани.
Согласно дополнительному аспекту, данное изобретение обеспечивает такое устройство и способы, в которых первое и второе вращательные транспортные устройства имеют внешние рабочие поверхности, несущие ткань, и эти внешние рабочие поверхности выровнены друг с другом по всей ширине ткани.
Согласно еще одному аспекту, данное изобретение обеспечивает такое устройство и способы, в которых состав одной или нескольких рабочих поверхностей содержит внешнее покрытие, включающее антиадгезив такой, как политетрафторэтилен.
Согласно еще одному аспекту, данное изобретение обеспечивает устройство и способы, включающие засасывание в одно или оба вращательные транспортные устройства.
Согласно еще одному аспекту, данное изобретение обеспечивает устройства и способы, в которых сжимание (усадка) ткани в направлении ширины ограничено до не более чем 5%, предпочтительно не более чем около 1%, наиболее предпочтительно не более чем около 0,5%. Данное изобретение описывает способы и устройства для управления, перемещения, переноса, транспортировки и т.п. непрерывной ткани, включающей растянутые элементы типа эластика, имеющие сокращающую силу, действующую в направлении поперек машины, при поддержании общей ширины ткани, что, таким образом, минимизирует сжимание ткани по ширине.
Первое семейство вариантов изобретения содержит способ управления непрерывной тканью в процессе, где ткань продвигается вперед в направлении машины, причем ткань имеет длину, определяемую в направлении машины, и ширину, определяемую в направлении поперек машины, между первым и вторым краями ткани, причем элементы субстрата ткани определяют отверстия между ними в ткани, а также края отверстий. Способ содержит стадии включения в ткань растянутых элементов типа эластика, имеющих сокращающую силу, действующую в направлении поперек машины и вызывающую действительное уменьшение ширины ткани; транспортировки ткани на первой внешней рабочей поверхности первого вращательного транспортного устройства, причем первая внешняя рабочая поверхность включает первое множество выступов на ней, которое взаимодействует с элементами субстрата, определяя края первого множества отверстий в ткани, и тем самым подавляет боковое движение соответствующих элементов субстрата, определяющих края первого множества отверстий, и стабилизирует ширину ткани в направлении поперек машины между первым и вторым краями ткани на первом вращательном транспортном устройстве; а также переноса ткани от первого вращательного транспортного устройства ко второй внешней рабочей поверхности второго вращательного транспортного устройства, причем вторая внешняя рабочая поверхность включает второе множество выступов на ней, которое взаимодействует с элементами субстрата второго множества отверстий в ткани и тем самым подавляет боковое движение соответствующих краев второго множества отверстий и стабилизирует ширину ткани в направлении поперек машины между первым и вторым краями ткани во время стадии переноса.
В предпочтительных вариантах способ включает выравнивание первой и второй внешних рабочих поверхностей в месте ближайшего приближения первой и второй рабочих поверхностей, предпочтительно по всей ширине ткани, во время переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству.
Также предпочтительно, чтобы первое и второе вращательные транспортные устройства содержали соответствующие первый и второй субстраты с субстратами, содержащими соответствующие первую и вторую опоры для соответствующих первой и второй внешних рабочих поверхностей, а также первое и второе покрытия на соответствующих первом и втором субстрате, причем первое и второе покрытия имеют выступы и включают в себя первый и второй антиадгезивы, предпочтительно содержащие политетрафторэтилен, в соответствующих композициях первого и второго покрытий.
Предпочтительные способы включают протягивание засасыванием в одно из первых и вторых вращательных транспортных устройств, а предпочтительно в оба, что способствует стабилизации ткани на соответствующих вращательных транспортных устройствах.
Способы изобретения обычно эффективны в удерживании такой ширины ткани, что сжимание (усадка) в направлении поперек машины между первым и вторым краями ткани во время обработки ткани на первом и втором вращательных транспортных устройствах, составляет не более чем около 5%, предпочтительно не более чем около 1%, наиболее предпочтительно не более чем около 0,5%.
В некоторых вариантах способ предусматривает поддержание промежутка между первым и вторым вращательными транспортными устройствами в месте переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству. В других вариантах способ предусматривает наличие зажима в месте переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству, и приложение давления на зажим во время переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству.
В предпочтительных вариантах первое и второе вращательные транспортные устройства имеют соответствующие первую и вторую окружности, и первое и второе множества выступов описывают соответствующие окружности первого и второго вращательных транспортных устройств.
В наиболее предпочтительном варианте второе множество выступов взаимодействует с элементами субстрата, определяя второго множества отверстий в ткани, примыкающего к первому и второму краям ткани, и тем самым подавляет боковое движение первого и второго краев ткани во время стадии переноса таким образом, что общий эффект способа состоит в удерживании такой ширины ткани, что сжимание в направлении поперек машины во время стадии переноса составляет не более чем около 5%.
При обычной работе размеры отверстий в ткани незначительны по сравнению с шириной ткани, так что ткань имеет в основном однородную структуру и может иметь пористую структуру.
Во втором семействе вариантов изобретение описывает устройство для транспортировки непрерывной ткани в процессе, где ткань движется в направлении машины, причем ткань имеет длину, определяемую в направлении машины, и ширину, определяемую в направлении поперек машины, между первым и вторым краями ткани, где элементы субстрата ткани определяют отверстия между ними в ткани и края отверстий, и ткань включает в себя растягиваемые элементы типа эластика, имеющие сокращающую силу, действующую в направлении поперек машины и вызывающую действительное уменьшение ширины ткани, причем устройство содержит первое вращательное транспортное устройство, имеющее первую внешнюю рабочую поверхность, которая имеет на ней первое множество выступов, причем первое множество выступов приспособлено для взаимодействия с элементами субстрата, определяющего края первого множества отверстий в ткани, и тем самым для подавления бокового движения соответствующих краев первого множества отверстий, и стабилизации ширины ткани в направлении поперек машины между первым и вторым краями ткани на первом вращательном транспортном устройстве; и второе вращательное транспортное устройство, расположенное в рабочей связи с первым вращательным транспортным устройством для получения ткани, переносимой от первого вращательного транспортного устройства, и имеющее вторую внешнюю рабочую поверхность, причем первая и вторая внешние рабочие поверхности выровнены друг с другом в месте ближайшего приближения первой и второй внешних рабочих поверхностей, а вторая внешняя рабочая поверхность включает в себя второе множество выступов, причем второе множество выступов выровнено с первым множеством выступов вдоль направления движения ткани и приспособлено для взаимодействия с элементами субстрата, определяющего края второго множества отверстий в ткани, что подавляет боковое движение соответствующих краев второго множества отверстий, и стабилизирует ширину ткани в направлении поперек машины между первым и вторым краями ткани, во время переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству.
Предпочтительно, первая и вторая внешние рабочие поверхности выровнены друг с другом в месте ближайшего подхода первой и второй внешних рабочих поверхностей по всей ширине ткани, для переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству.
Также предпочтительно, чтобы первое и второе вращательные транспортные устройства имели соответствующие первый и второй субстраты, содержащие соответствующие первую и вторую опоры для соответствующих первой и второй внешних рабочих поверхностей, а также первое и второе покрытия на соответствующих первом и втором субстратах, причем первое и второе покрытия включают в себя выступы и содержат первый и второй антиадгезивы, предпочтительно включающие политетрафторэтилен, в соответствующих композициях первого и второго покрытий. Один из первого и второго вращательных транспортных устройств, а предпочтительно оба, включают в себя всасывающее устройство, чтобы тем самым способствовать стабилизации ткани на соответствующих вращательных транспортных устройствах, причем общий эффект устройства состоит в удерживании такой ширины ткани, что сжимание в направлении поперек машины между первым и вторым краями ткани составляет не более чем около 5%, предпочтительно не более чем около 1%, наиболее предпочтительно не более чем около 0,5%.
Устройство, будучи установленным, предпочтительно имеет промежуток между первым и вторым вращательными транспортными устройствами в месте переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству. Однако данное изобретение действительно охватывает некоторые варианты, в которых устройство имеет зажим в месте переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству, а также средство для приложения давления на зажим во время переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству. В некоторых вариантах, первое и второе вращательные транспортные устройства имеют соответствующие первую и вторую окружности, и первое и второе множества выступов описывают эти соответствующие окружности.
В типичных работающих конструкциях устройства второе множество выступов приспособлено для взаимодействия с элементами субстрата, определяющего края второго множества отверстий в ткани, примыкающего к первому и второму краям ткани, чтобы тем самым препятствовать боковому движению первого и второго краев ткани во время переноса ткани от первого вращательного транспортного устройства ко второму вращательному транспортному устройству, причем устройство эффективно удерживает такую ширину ткани, что сжимание ткани в направлении поперек машины, во время такого переноса составляет не более чем около 5%, предпочтительно не более чем около 1%, наиболее предпочтительно не более чем около 0,5%.
Данное изобретение будет понято более полно, и дальнейшие преимущества станут очевидными при ссылке на следующее подробное описание изобретения и сопутствующие чертежи, в которых:
Фиг. 1 является видом сверху законченного предмета одежды, который можно изготовить путем использования способов и устройства данного изобретения.
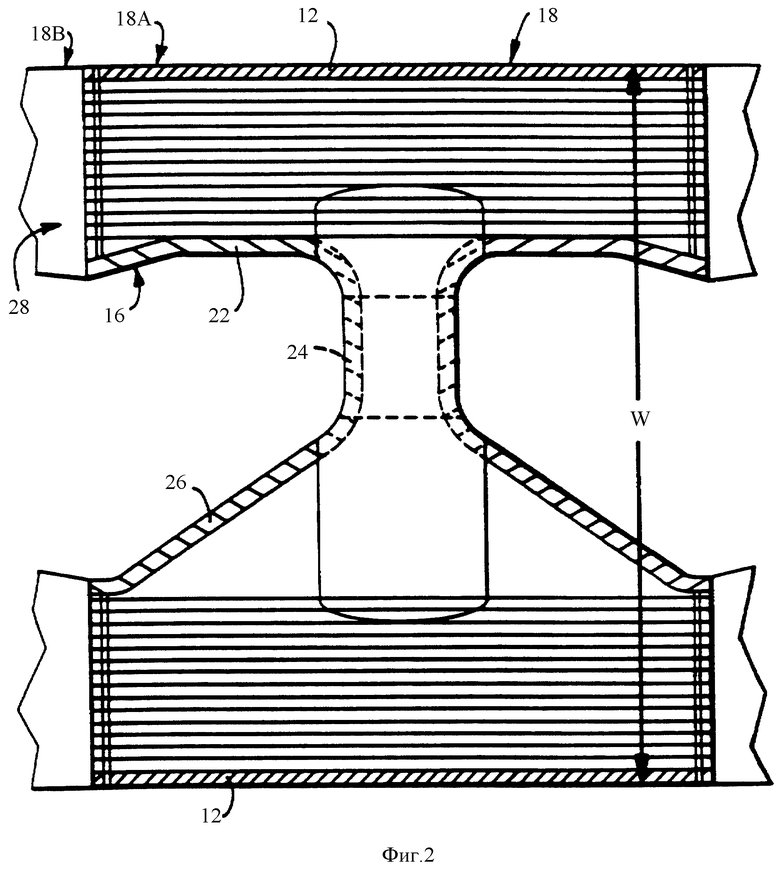
Фиг. 2 является видом сверху заготовки законченного предмета одежды в виде обрабатываемого куска в непрерывной ткани, из которой можно изготовить предмет одежды фиг. 1.
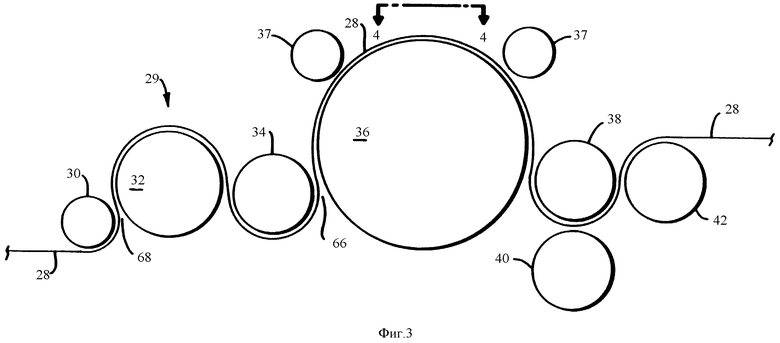
Фиг. 3 является схематическим представлением вида сбоку в вертикальном разрезе части технологической линии, включающей обрабатывающие ролики, при использовании устройства и способа изобретения.
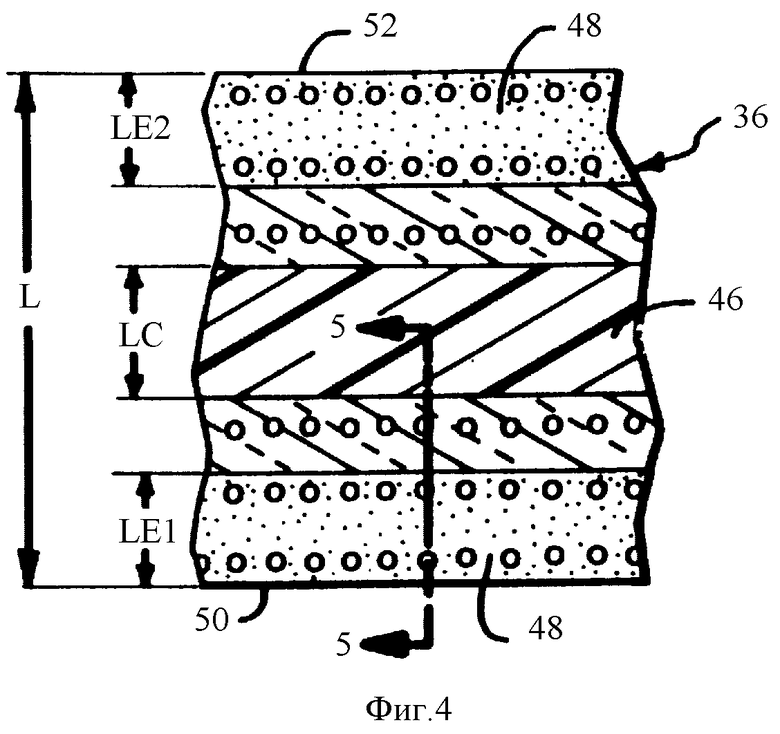
Фиг. 4 является видом сверху фрагмента одного из обрабатывающих роликов, взятым в 4-4 фиг. 3.
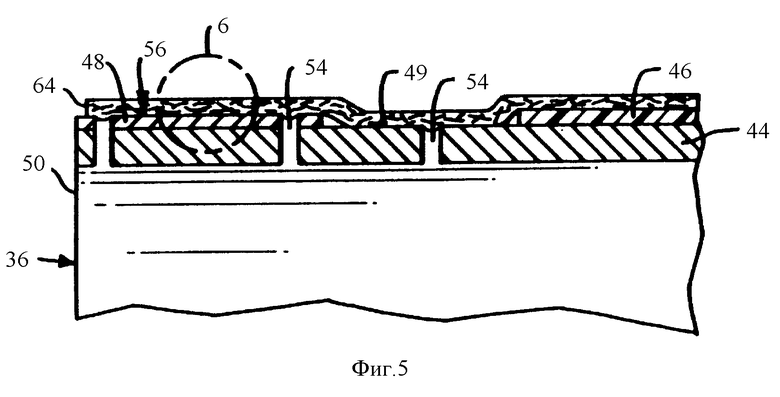
Фиг. 5 является фрагментарным поперечным разрезом обрабатывающего ролика, показывающим типичное покрытие, нанесенное на ролики изобретения, и включающее в себя выступы, взятым в 5-5 фиг. 4.
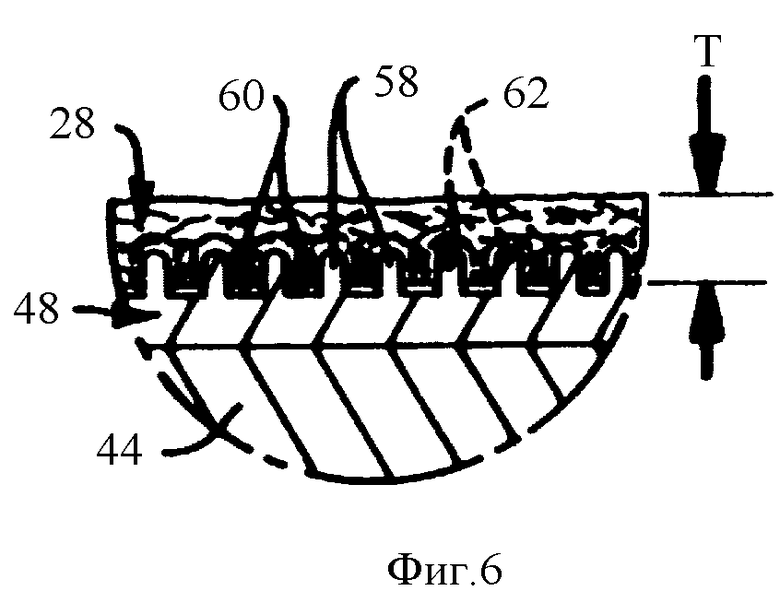
Фиг. 6 является увеличенным поперечным разрезом части ролика фиг. 5, взятым по прерывистой окружности 6 в фиг. 5.
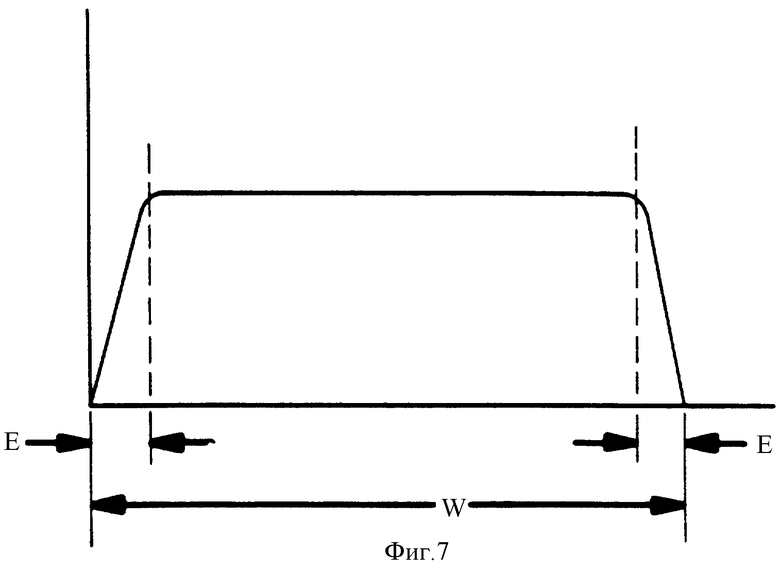
Фиг. 7 является графическим представлением нисходящей силы, действующей на ткань поперек ширины ткани.
Следующее подробное описание иллюстрированных вариантов делается в контексте изготовления нижней одежды типа трусов и включает устройство и способы, касающиеся обработки ткани, соответствующей одному слою материала, такого как пленки и нетканые материалы, предпочтительно двум наложенным один на другой слоям материала типа плетеного полипропилена, например, 23,7 г/м2 (0,7 унции на квадратный ярд (osy)) каждый, предусматривающие выполнение множества стадий обработки в каждом из множества зарегистрированных (фиксированных) участков на ткани.
Конкретный контекст состоит в изготовлении удаляемых предметов одежды в непрерывной комбинированной ткани, содержащей один или несколько таких слоев материала. Заготовки одежды в ткани простираются поперечно через ширину ткани с суженными частями одежды простирающимися в ткани в направлении машины вдоль соответствующих противоположных боковых краев ткани или смежно с ними. Передняя и задняя части одежды находятся на противоположных сторонах ткани. В иллюстрированных вариантах, устройство и способы касаются поддержания постоянного поперечного к направлению движения машины размера ширины ткани, во время прохождения ткани через несколько стадий обработки.
Общеизвестно изготовление предмета 10 одежды типа, показанного в фиг. 1. Такие предметы одежды обычно содержат сборку из двух или нескольких слоев или частичных слоев тканого или нетканого материала или пленок вместе с другими элементами. Эластик можно использовать в талии 12, в части тела 14 и вокруг отверстий 16 для ног.
В данном контексте, как в большинстве таких процессов для изготовления предмета одежды, такого как 10, заготовка 18, такая как заготовка, показанная в фиг. 2, сначала выполняется как часть непрерывно обрабатываемой ткани из материала. После полного изготовления заготовки 18, выполняются боковые швы 20 и предмет 10 одежды отрезается от ткани либо как заготовка, полностью законченная или частично законченная, либо как полностью сформированное изделие одежды.
Процесс, рассматриваемый изобретением, включает формование смежных ведущей и буксируемой заготовок 18A и 18B в ткани, как показано в фиг. 2. В показанных заготовках 18A, 18B передние эластичные элементы 22, эластичные элементы 24 разветвления и задние эластичные элементы 26 расположены в растянутом состоянии в ткани смежно к краям соответствующих отверстий 16 для ног, с соответствующими растянутыми эластичными элементами, ориентированными в направлениях, по существу следуя за контурами краев отверстий 16 для ног. Каждый из таких эластичных элементов 22, 24 и 26 включает один или несколько сегментов, простирающихся в направлении, поперечно пересекающем ширину "W" ткани (направление поперек машины, или НПМ). Такие растянутые элементы, согласно их природе, прикладывают сокращающие силы, действующие в направлении поперек машины и вызывающие действительное уменьшение ширины "W" ткани.
Фиг. 3-6 иллюстрируют один вариант устройства и способов изобретения. Как показано на фиг. 3, непрерывная ткань 28 входит в часть 29 технологической линии, показанную первым вращающимся роликом 30, проходя под вращающимся роликом 30 в зажим 68 между вращающимся роликом 30 и включающим эластик роликом 32. На одном или нескольких рабочих местах (не показано), на включающем эластик ролике 32, эластичные элементы 22, 24 и 26 включаются в ткань 28 в растянутом состоянии в положения, которые они окончательно занимают в заготовке 18 и предмете 10 одежды. Обычно эластичные элементы 22, 24 и 26 растянуты от около 100% до около 300% в момент времени, когда они включаются в ткань 28.
От включающего эластик ролика 32, ткань 28 проходит под вторым вращающимся роликом 34 и на поверхность конструкционного ролика 36. На одном или нескольких рабочих местах 37 обычно представленных как ролики на конструкционном ролике 36, дополнительная работа выполняется над тканью 28 в изготовлении заготовок, последовательно вдоль по существу бесконечной длины ткани 28, таким образом, что серия заготовок 18, или заготовочных предварительных форм, изготовляется в ткани 28, одна за другой в основном, как показано в 18A и 18B в фиг. 2. От конструкционного ролика 36 ткань 28 проходит под опорным роликом 38 и между опорным роликом 38 и режущим роликом 40. От опорного ролика 38, ткань 28 проходит над третьим вращающимся роликом 42 и далее для дальнейшей обработки вне сферы данного изобретения.
Как видно из фиг. 3, эластичные элементы 22, 24 и 26 оказывают сокращающие воздействия (силы) в ткани 28, в направлении поперек машины, начиная от включающего эластик ролика 32, и вдоль всей ткани на остатке длины части обрабатывающей системы, иллюстрируемой в фиг. 3, включая рабочие места 37. Работа, выполняемая на рабочих местах 37, и на опорном ролике 38, требует регистрации (фиксирования) каждой предварительной формы заготовки рабочими элементами на соответствующем рабочем месте. Поэтому размеры ткани должны быть стабильными, как размер длины ткани, так и размер ширины ткани, во время всего обрабатывающего процесса, представленного частью 29 обрабатывающей линии.
Как показано на фиг. 4-6, внешняя окружность конструкционного ролика 36 по существу включает субстрат 44, который простирается целиком вокруг окружности конструкционного ролика и вдоль всей длины "L" ролика, которая обычно соответствует ширине "W" ткани 28.
Первое покрытие 46, содержащее каучук или подобный упругий материал, простирается целиком вокруг окружности конструкционного ролика 36 и только вдоль центральной части "LC" длины ролика.
Второе покрытие 48 имеет состав, включающий в основном металлические элементы. Покрытие 48 простирается целиком вокруг окружности конструкционного ролика и вдоль первой и второй частей "LE1" и "LE2" длины "L" конструкционного ролика смежно с первым и вторым концами 50 и 51 ролика.
Как показано на фиг. 4 и 5, серия каналов 54 всасывания связывают всасывание от внутренней части конструкционного ролика 36, прочно прижимая ткань к композиционному материалу внешней рабочей поверхности 56 ролика 36, причем композиционный материал внешней рабочей поверхности включает покрытия 46 и 48, также как непокрытые части 49 внешней поверхности субстрата 44. Как показано на фиг. 6, второе покрытие 48 предпочтительно наносится в виде по существу металлической композиции посредством плазменного или другого высокотемпературного процесса нанесения. Например, покрытие 48 может быть нанесено плазменным распылителем, или при помощи электрической дуги. Такие покрытия доступны от Plasma Coatings Inc., Waterbury, Connecticut. Предпочтительное покрытие доступно от Plasma Coatings Inc. под номером продукта 936.
При использовании таких процессов нанесения, результирующее покрытие 48 характеризуется нерегулярной поверхностной текстурой, включающей выступы 58, отстоящие друг от друга на покрывающей поверхности в произвольных, хотя и близко расположенных, участках. В зависимости от использованного способа нанесения и использованного состава, поверхность покрытия 48 может быть похожа на рабочую поверхность стандартной стеклянной шкурки. Шероховатая поверхность, содержащая множество выступов, выступает наружу по меньшей мере на около 0,006 мм, предпочтительно до около 3 мм, более предпочтительно между около 0,01 мм и около 0,03 мм. В некоторых приложениях, как и в данном приложении, для поддержания стабильности размеров непрерывной ткани во время переноса от одного ролика к другому, поверхность покрытия 48 не должна быть столь агрессивной и, таким образом, подобна больше рабочей поверхности затупленной, или использованной стеклянной шкурки.
В сочетании с выступами 58 поверхность покрытия 48 соответственно включает желобки 60 вокруг соответствующих выступов.
Точный характер любого конкретного основанного на металле покрытия 48 зависит, в некоторой степени, от используемой композиции или способа ее нанесения. Поэтому выступы нанесенного покрытия могут быть охарактеризованы как совершенно агрессивные, как свежая стеклянная шкурка, или могут быть более притупленными, как использованная стеклянная шкурка. Покрытие 48 может включать в себя один или несколько агентов для облегчения высвобождения ткани из рабочей поверхности, таких как политетрафторэтилен, обычно продаваемый под торговой маркой Teflon® Dupont Nemours Corporation, Wilmington, Delaware.
В данном приложении ткань 28 при вхождении в процесс, изображенный на вращающемся ролике 30, может быть в сущности представлена как стандартная пористая, связанная с полипропиленом неплетеная ткань, 23,7 г/м2 (0,7 унций на квадратный ярд), имеющая по существу запутанный матрикс из полипропиленовых волокон. Дополнительные слои подобного материала могут быть добавлены в ткань 28 по мере ее продвижения через несколько стадий обработки.
Фиг. 6 иллюстрирует, что, пока ткань 28 прижимается к покрытию 48, например, в результате нормального напряжения в ткани или посредством всасывания соответствующими роликами 32, 34, 36 или 38, выступы 58 выступают в ткань в существующих отверстиях в сплетаемой ткани между волокнами. Когда выступы входят в ткань при прижимании под действием всасывания или под влиянием продольного напряжения в ткани, они расширяют существующие пространства между волокнами, создавая первую серию расширенных отверстий 62, имеющих края, при которых размещены волокнистые элементы ткани, в зацеплении с выступами.
Несмотря на то, что выступы 58 могут простираться целиком через ткань, обычно это не имеет места и не является необходимым. Простираясь по существу на толщину "T" ткани, как показано на фиг. 6, выступы зацепляют волокна ткани по существу вокруг всей площади ткани, налагаясь на область, покрытую покрытием 48 с зацеплением, достаточным для того, чтобы ткань удерживалась устойчивой в размерах особенно против сокращающих сил эластика, приложенных в направлении поперек машины. Как видно из фиг. 4, покрытие 48 простирается до концов 50 и 52 конструкционного ролика 36 таким образом, что под краями 64 ткани 28 лежит покрытие 48. Соответственно, соответствующие выступы 58, лежащие под тканью, зацепляют ткань даже при наружных краях концов 64, тем самым удерживая ткань устойчивой в размерах против сокращающих размер ширины сил, прилагаемых эластичными элементами 22, 24 и 26, даже на краях 64.
Фиг. 7 представляет нисходящее давление на ткань через ее ширину "W", и, следовательно, эффективную способность этого нисходящего давления удерживать ткань устойчивой в размерах против боковых сил в ткани, стремящихся дестабилизировать ткань в размере ширины.
На каждом конце 64 ткани, общее нисходящее давление на ткань происходит из общего максимального давления, представленного горизонтальной частью кривой через середину ширины "W", до нуля в наружных краях ткани. Переход от общего максимального давления к нулевому давлению представлен переходной зоной, обозначенной как "E".
Ширина переходной зоны "E" зависит от способности покрытия 48, в комбинации с всасыванием, если оно есть, зафиксировать края 64 ткани по ширине, или в НПМ. При использовании специфического покрытия 48, описанного выше, с вышеописанной тканью, в комбинации с всасыванием воды от около 0 до около 203 см (от около 0 до около 80 дюймов), предпочтительно от около 127 до около 381 мм (от около 5 до около 15 дюймов), более предпочтительно около 254 мм (10 дюймов) воды, уменьшение по ширине, связанное с переходной зоной, ограничивается до менее, чем около 5%. Если используется менее агрессивное покрытие 48 или если уменьшено всасывание, то уменьшение по ширине, связанное с переходными зонами, возрастает до точки, где без использования покрытия 48, уменьшение по ширине может быть существенно больше, чем около 5%.
В части 29 показанной технологической линии все ролики, транспортирующие ткань после включения в ткань эластиков 22, 24 и 26, имеют покрытие 48 эффективное для поддержания стабильности в НПМ в ткани во время транспортировки ткани на соответствующем ролике. Все ролики предпочтительно также включают всасывание для усиления удерживания ткани покрытием 48. Таким образом, по меньшей мере ролики 32, 34, 36, 38 и 42 имеют покрытие 48.
Ткань может эффективно удерживаться без всякого всасывания. Однако использование всасывания уменьшает сжимание по ширине, поэтому предпочтительно использование всасывания на каждом из роликов.
Кроме того, авторы изобретения обнаружили, что ткань может пересекать промежуток 66, как показано на фиг. 3, между роликами все еще при сохранении стабильности размеров ткани, поскольку оба ролика включают покрытие 48, пригодное для зацепления особенно краев 64 ткани. В противоположность этому ролики могут быть удовлетворительно зацеплены в стандартном зажиме с соответствующими стандартными величинами давления, например, для переноса ткани 28 от одного ролика к другому. Поскольку выступы 58 произвольно расположены в покрытии 48, покрытие на каждом ролике зацепляет свое собственное уникальное множество существующих отверстий в ткани и тем самым создает свое собственное множество расширенных отверстий 62 при зацеплении с волокнами ткани.
Хотя это не является абсолютно необходимым, эффективность поддержания размерной стабильности в ткани несколько увеличивается в том случае, когда внешние рабочие поверхности 56 соответствующих роликов, переносящих и принимающих ткань, выравнены друг с другом по всей ширине ткани.
Авторы изобретения обнаружили, что при использовании покрытия 48, имеющего в своем составе политетрафторэтилен, адгезив и подобные ему обычно агрессивно прилипающие материалы можно легко счистить с поверхности покрытия 48, не жертвуя способностью покрытия 48 удерживать ткань 28 и посредством этого поддерживать размерную стабильность ткани.
Предполагается, что действие и функции изобретения стали полностью очевидными из предшествующего описания элементов, но для завершенности описания, будет кратко описано использование изобретения.
Ткань 28 входит в процесс обработки, показанный на фиг. 3 при вращающемся ролике 30, и прижимается к включающему эластик ролику 32 при зажиме 68. Когда ткань транспортируется на ролике 32, нити эластика (не показаны) включаются в ткань в участках, расположенных должным образом для обеспечения эластичных свойств, желательных в конечном продукте, а именно, в предмете 10 одежды.
Как только эластики были включены в ткань на ролике 32, ткань включает элементы, имеющие сокращающие силы, действующие в направлении поперек машины и вызывающие значительное уменьшение ширины ткани.
От включающего эластик ролика 32, ткань 28 переносится к вращательному ролику 34 и от вращательного ролика 34 к конструкционному ролику 36. На конструкционном ролике 36 дальнейшая работа производится над тканью на рабочих местах, представленных схематично как 37. От конструкционного ролика 36 ткань переносится к опорному 38. Отверстия 16 для ног вырезаются режущим роликом 40 на опорном ролике 38. Затем ткань проходит над поворотом 42 и выходит наружу из части 29 описанной в данном изобретении обрабатывающей линии.
После полного описания данного изобретения во всех подробностях будет легко понять, что различные изменения и модификации могут быть сделаны без отхода от сущности изобретения. Все подобные изменения и модификации считаются входящими в объем данного изобретения, определенного следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОНКОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 1997 |
|
RU2201190C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КРЕПЕЖНОГО СРЕДСТВА (ВАРИАНТЫ) | 1997 |
|
RU2176493C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ УЛУЧШЕННУЮ СУХОСТЬ ПОЯСНОГО УЧАСТКА, И СПОСОБ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2201189C2 |
| СИСТЕМА ФИКСАЦИИ | 1995 |
|
RU2145830C1 |
| ОТДЕЛЬНО ЗАВЕРНУТОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 1998 |
|
RU2204975C2 |
| ПЕЛЕНКА С ДИНАМИЧЕСКОЙ ПОДГОНКОЙ | 1994 |
|
RU2137452C1 |
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ РАСТЯЖИМЫЕ УЧАСТКИ | 1996 |
|
RU2194480C2 |
| СКРЕПЛЯЮЩИЙ ЯЗЫЧОК | 1995 |
|
RU2142265C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С БОКОВЫМИ БАРЬЕРАМИ | 1996 |
|
RU2188614C2 |
Изобретение относится к управлению непрерывной тканью в непрерывном технологическом процессе. Ткань включает один или несколько растянутых элементов типа эластика, имеющих сокращающие силы, действующие в направлении поперек машины и ограничивающие сжимания ткани в направлении поперек машины не более чем около 5%. Сжимание размера ширины регулируется с использованием способов, включающих транспортировку ткани на последовательных роликах, имеющих на своих внешних рабочих поверхностях выступы, которые взаимодействуют с краями отверстий в ткани, подавляя боковое движение элементов, определяющих края отверстия, и тем самым стабилизируя размер ширины ткани. Изобретение обеспечивает хорошее качество формирования непрерывной ткани, имеющей включенные в ее состав и находящиеся в натянутом состоянии элементы эластичного типа. 2 с. и 32 з.п.ф-лы, 7 ил.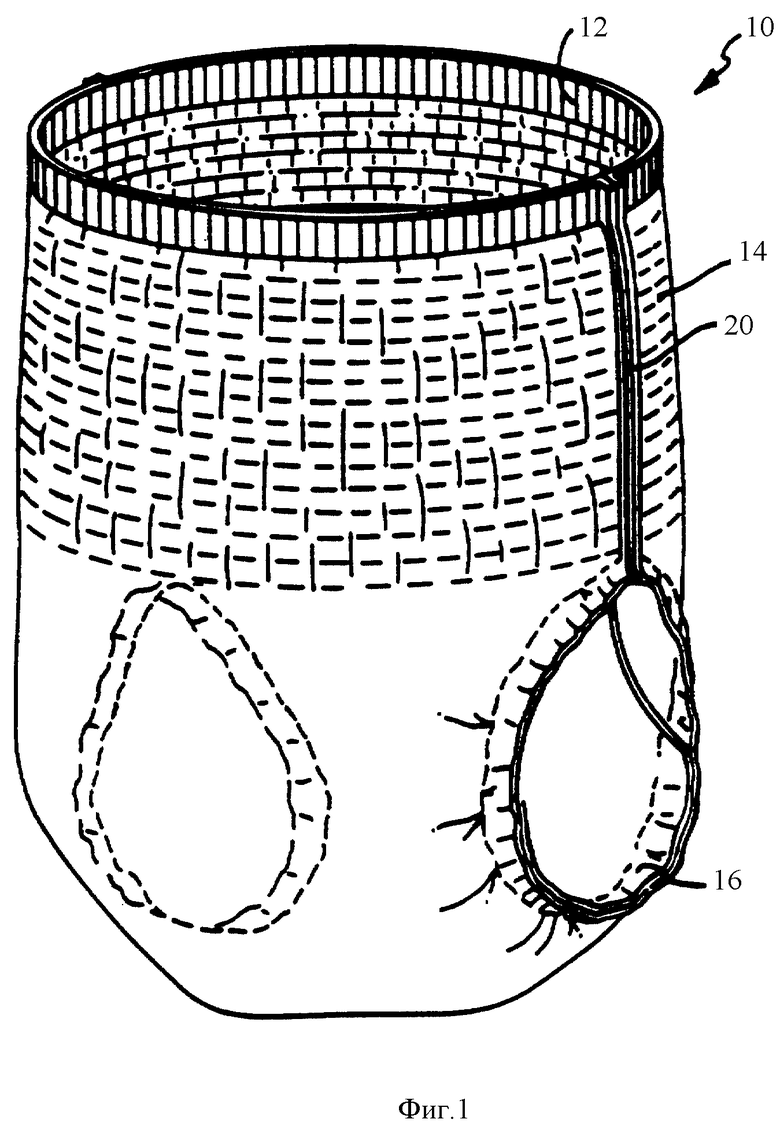
| Талавашек С., Сватый В | |||
| Бесчелночные ткацкие станки | |||
| - М.: Легпромбытиздат, 1985, с.84 - 89 | |||
| US 4925520 A, 19.05.90 | |||
| Вальян товарного регулятора ткацкого станка | 1978 |
|
SU773165A1 |
| JP 61121922 A, 09.06.86. | |||

