Изобретение относится к способу вентилирования обрабатывающей секции, в частности секции окрашивания или распыления, предназначенной для окрашивания таких объектов, как кузова транспортных средств, причем при данном способе свежий воздух, подлежащий подаче в секцию, подается через воздухопроницаемый потолок, а камера подачи воздуха расположена над потолком, причем эта камера сообщается с камерой для поступающего воздуха, соединенной, по меньшей мере, одним отверстием с системой подачи свежего воздуха, и, кроме того, при данном способе количество свежего воздуха, поступающего в камеру подачи воздуха, можно регулировать путем изменения размера отверстия.
Изобретение также относится к обрабатывающей секции, в частности к секции окрашивания и распыления, предназначенной для окрашивания таких объектов, как кузова транспортных средств, которая имеет камеру подачи воздуха, расположенную над воздухопроницаемым потолком и по существу проходящую через всю длину потолка секции, и имеет камеру для поступающего воздуха, сообщающуюся, по меньшей мере, через одно регулируемое отверстие с камерой подачи воздуха и соединенную с системой подачи свежего воздуха.
Обрабатывающая секция указанного типа известна из патента ФРГ DE 2932392 C3. В этой известной секции свежий воздух или обработанный отработавший воздух проходит через вертикальные воздуховоды для поступающего воздуха и поступает в одну или более камер для поступающего воздуха, которые, в свою очередь, сообщаются через расположенные горизонтально, регулируемые заслонки, находящиеся внутри сквозных отверстий, с впускной камерой для воздуха, расположенной под ними. Впускная камера для воздуха расположена над воздухопроницаемым потолком секции распыления.
Когда свежий воздух подается в обрабатывающую секцию указанного типа, для достижения высокого качества покрытия или покраски объектов, подлежащих обработке, таких как кузова транспортных средств, необходимо обеспечить высокую равномерность скорости поступления воздуха вниз внутрь обрабатывающей секции. Следует избегать турбулентности или поперечных потоков как внутри различных зон обработки, так и между ними, внутри обрабатывающей секции, поскольку - в результате их отрицательного воздействия на устройство для нанесения краски, расположенное в обрабатывающей секции, - они ухудшают качество полученного в результате покрытия.
В известной обрабатывающей секции желательное количество свежего воздуха подается регулируемым образом через расположенные горизонтально заслонки, находящиеся в сквозных отверстиях, из камеры для поступающего воздуха в отдельные секции камеры подачи воздуха. Для удаления отработавшего воздуха используются вентиляторы для отработавшего воздуха, которые расположены в зоне пола обрабатывающей секции и удаляют воздух из секции через уловитель красочного "тумана".
Недостатком известной обрабатывающей секции является то, что точное регулирование желаемого подаваемого количества воздуха может быть достигнуто только при значительных затратах времени и усилий, поскольку сначала необходимо задать регулировку, которая определяется заранее удаленным количеством воздуха на стороне выхода отработавшего воздуха, которое служит в качестве основного регулирующего параметра (уставки) для подачи внутрь отдельных секций на стороне подачи, а затем отрегулировать количества подаваемого воздуха таким образом, чтобы добиться желательного и реального надлежащего направления поступающего воздуха внутри обрабатывающей секции. Следовательно, любые неожиданно возникающие изменения в режиме работы сопровождаются очень сложным процессом регулировки, требующим значительных затрат времени, в частности при использовании заслонок для поступающего воздуха, которые необходимо отрегулировать вручную. Кроме того, в известном устройстве по предшествующему техническому уровню фактически невозможно выполнить точное измерение количества поступающего воздуха, поскольку соответствующее измерение требует достаточно большой протяженности набегающего потока, а она в известных обрабатывающих секциях ограничена заданной высотой конструкции.
В основу изобретения положена задача разработать способ вентилирования обрабатывающей секции, при котором можно точно определить количество свежего воздуха, подлежащего подаче в обрабатывающую секцию.
Эта задача решается способом вентилирования обрабатывающей секции, при котором свежий воздух, подлежащий подаче в секцию, подается через воздухопроницаемый потолок, при этом камера подачи воздуха расположена над потолком и сообщается, по меньшей мере, через одно отверстие с камерой для поступающего воздуха, соединенной с системой подачи свежего воздуха, и при данном способе количество свежего воздуха, поступающего в камеру подачи воздуха, можно регулировать путем изменения размера отверстия, причем способ отличается тем, что, по меньшей мере, часть количества свежего воздуха, подаваемого в камеру поступающего воздуха, принудительно направляется вдоль участка с заранее определенной длиной параллельно потолку до того, как принудительно направляемый свежий воздух поступает через сквозное отверстие в камеру подачи воздуха, и тем, что параметры, необходимые для определения объема свежего воздуха, проходящего через систему, измеряются в конце зоны принудительного направления.
Другая техническая задача, для решения которой предназначено изобретение, состоит в разработке обрабатывающей секции, в которой, несмотря на ограниченную высоту конструкции, количество свежего воздуха, поступающего в обрабатывающую секцию, может быть определено с большой точностью.
Обрабатывающая секция, которая имеет камеру подачи воздуха, расположенную над воздухопроницаемым потолком, проходящую по существу по всей длине потолка обрабатывающей секции и сообщающуюся с камерой для поступающего воздуха, соединенной с системой подачи свежего воздуха, решает эту техническую проблему за счет того, что, по меньшей мере, один воздуховод, сообщающийся с отверстием, проходит параллельно потолку на заранее определенную длину, что впускное отверстие воздуховода, через которое свежий воздух, введенный в камеру для поступающего воздуха, поступает в воздуховод, проходит частично или полностью по всей ширине и частично по высоте камеры для поступающего воздуха и что, по меньшей мере, одно измерительное устройство, с помощью которого можно определить объем свежего воздуха, подходящего через систему, расположено в концевой зоне воздуховода.
Изобретение основано на идее, заключающейся в том, что свежий воздух, подлежащий подаче в обрабатывающую секцию, больше не должен распределяться через вертикально расположенные воздухораспределительные трубки или каналы в камеру подачи воздуха, которая необходима для распределения воздуха по всей поверхности и расположена над потолком - как в известном устройстве по предшествующему техническому уровню -, а, напротив, объем свежего воздуха предварительно следует принудительно направить параллельно потолку перед тем, как этот воздух сможет проходить в камеру подачи воздуха или в ее разделенные секции, что обеспечивает возможность более точного определения количества свежего воздуха, поступающего в эту камеру, на данном участке заранее определенной длины до того, как этот воздух сможет соответственно проходить в одну или более указанных секций камеры подачи воздуха.
Путь (маршрут) для соответствующего измерения обеспечивается за счет параллельной подачи свежего воздуха рядом с камерой подачи воздуха или над ней, не увеличивая при этом общую высоту конструкции.
Участок с заранее определенной длиной, на котором осуществляется принудительное направление свежего воздуха, предпочтительно выбирается таким, что на этом участке принудительного направления может сформироваться профиль воздушного потока по существу с постоянной скоростью, тем самым обеспечивается возможность точного определения объема свежего воздуха, проходящего через поперечное сечение участка или воздуховода для принудительного направления.
После формирования профиля потока по существу с ламинарной скоростью, если смотреть в направлении потока на конце участка принудительного направления подаваемого свежего воздуха, параметры, необходимые для расчета точного объема воздушного потока, такие как влажность воздуха, плотность воздуха и т.д., предпочтительно определяются соответствующими измерительными устройствами, и затем величина отверстия изменяется до заранее определенной величины в соответствии с рассчитанной управляющей переменной. В данном случае впервые появилась возможность установить и точно придерживаться величин скорости поступления свежего воздуха вниз для одной или более секций внутри камеры подачи воздуха и для зон обрабатывающей секции, расположенных под камерой подачи воздуха, и при этом отсутствует необходимость итеративного регулирования подаваемого количества свежего воздуха в зависимости от направления отработавшего воздуха.
Следовательно, впервые обеспечена возможность автоматически точно поддерживать (заданное) подаваемое количество свежего воздуха и тем самым скорость его поступления вниз для одной или более зон внутри обрабатывающей секции за счет того, что поступающее количество свежего воздуха точно определено заранее и поперечное сечение потока соответствующим образом изменено, например, с помощью регулируемых заслонок, которые расположены в зоне отверстий и соответственно принадлежат им, таким образом всегда обеспечивается возможность поддерживать заранее определенную величину объема поступающего свежего воздуха.
Путем непосредственного отклонения потока свежего воздуха, подаваемого в камеру подачи воздуха, после его поступления в камеру подачи воздуха с помощью стенки, наклоненной по отношению к вертикали, поданный в камеру подачи воздуха свежий воздух может быть распределен - без непосредственного столкновения с воздухопроницаемым потолком - внутри камеры подачи воздуха или ее отдельных секций, и после этого он может равномерно проходить через воздухопроницаемый потолок.
Если при операциях обработки, подлежащих выполнению для объектов - таких как кузова транспортных средств, - желательно иметь различные скорости поступления свежего воздуха вниз в отдельных зонах обрабатывающей секции, предпочтительно, чтобы камера подачи воздуха была разделена на отдельные секции с помощью перегородок и чтобы свежий воздух, подаваемый в камеру для поступающего воздуха, был разделен на различные частичные воздушные потоки в соседних или последовательно расположенных местах, если смотреть в направлении поступающего потока, и чтобы воздух соответственно принудительно направлялся вдоль участка соответствующей длины, параллельно потолку, и только после этого поступал в отдельные секции камеры подачи воздуха через отверстия, имеющиеся в них. Это обеспечивает возможность точного определения объема свежего воздуха для каждой секции камеры подачи воздуха и сохранения этого объема на уровне заранее определенной величины независимо от других секций камеры подачи воздуха путем регулирования отверстий, принадлежащих данным секциям.
Путем нагревания, увлажнения свежего воздуха и других операций, выполняемых для достижения заранее определенных параметров свежего воздуха, если смотреть в направлении потока, перед началом или в начале принудительного направления свежего воздуха параллельно потолку, можно точно поддерживать желательным образом отдельные параметры, такие, как скорость поступления воздуха вниз, количество подаваемого воздуха, влажность воздуха, температура воздуха и т.д., причем эти параметры могут поддерживаться независимо друг от друга для каждой секции камеры подачи воздуха или для каждой зоны обрабатывающей секции, расположенной под секцией камеры подачи воздуха.
В обрабатывающей секции по данному изобретению, в которой воздуховод, соединенный с отверстием, проходит на заранее определенную длину параллельно потолку, а впускное отверстие воздуховода, через которое свежий воздух, введенный в камеру для поступающего воздуха, поступает в воздуховод, проходит частично или полностью по всей высоте и ширине камеры для поступающего воздуха, по меньшей мере, одна регулирующая заслонка предпочтительно расположена в концевой зоне - если смотреть в направлении потока свежего воздуха воздуховода, расположенного параллельно потолку, так что объем свежего воздуха, поступающего в камеру подачи воздуха, можно постоянно регулировать с обеспечением его заранее определенной величины за счет количества свежего воздуха, проходящего через поперечное сечение воздуховода, на базе управляющей переменной, измеренной измерительным устройством. При использовании соответствующей общей высоты конструкции это приводит к тому, что оптимальным образом обеспечивается возможность точного регулирования количества свежего воздуха, подаваемого в отдельные секции камеры подачи воздуха, до заранее определенной величины, поскольку (расположенные) перед отверстием измерительные устройства позволяют точно определить объем подаваемого воздушного потока независимо от каких-либо более ранних изменений в камере для поступающего воздуха.
Путем размещения внутри камеры для поступающего воздуха в направлении потока свежего воздуха ряда соседних и/или последовательно соединенных воздуховодов, которые проходят на заранее определенную длину параллельно потолку и каждый из которых сообщается, по меньшей мере, с одним регулируемым сквозным отверстием и ведет в камеры подачи воздуха, разделенные на некоторое, соответствующее числу воздуховодов количество отдельных секций с помощью стенок, наклоненных относительно вертикали, скорость потока воздуха или скорость его поступления вниз, а также объем поступающего свежего воздуха можно точно регулировать для тех зон обрабатывающей секции, которые расположены под секциями камер подачи воздуха, за счет того, что, например, каждая из регулируемых заслонок, расположенная в зоне перед соответствующим сквозным отверстием, автоматически регулируется в соответствии с измеренными по отдельности объемами потока воздуха, и в результате всегда поддерживается заранее определенная величина для соответствующей зоны в обрабатывающей секции или для секций камеры подачи воздуха.
Для обрабатывающей секции по данному изобретению чрезвычайно предпочтительно, чтобы в отдельных воздуховодах соответственно были предусмотрены воздухоувлажняющие и/или нагревающие устройства по одному в каждом воздуховоде, с помощью которых для каждой отдельной зоны в обрабатывающей секции или для каждой секции разделенной камеры подачи воздуха можно желательным образом регулировать скорость поступления воздуха вниз, объем подаваемого свежего воздуха и его влажность и/или температуру независимо друг от друга при использовании высоты конструкции в оптимальной степени.
Поскольку устройства для увлажнения и/или нагревания воздуха по отдельности предусмотрены для каждого воздуховода в камере для поступающего воздуха, объем воздуха для каждой секции можно точно определить с помощью измерительных устройств, расположенных в конце, несмотря на изменение характеристических параметров отдельных частичных воздушных потоков, которые подаются в отдельные секции камеры подачи воздуха, и - как уже упоминалось - размер отверстия, принадлежащего отдельным секциям, или каждого из таких отверстий можно изменять, например, с помощью регулируемых заслонок таким образом, что можно точно поддерживать заданную величину (после ее задания) для каждой зоны в обрабатывающей секции, расположенной под камерой подачи воздуха.
При наличии камеры подачи воздуха, разделенной перегородками, которые проходят под углом менее 90o относительно направления потока свежего воздуха внутри камеры для поступающего воздуха, свежий воздух в отдельных секциях разделенной камеры подачи воздуха равномерно отклоняется приблизительно параллельно потолку и только после этого проходит через воздухопроницаемый потолок в обрабатывающую секцию при равномерной скорости поступления вниз. Перегородки в камере подачи воздуха и концевые стенки, направленные к сквозным отверстиям у конца параллельных воздуховодов в камере для поступающего воздуха, предпочтительно расположены параллельно друг другу, тем самым равномерно распределяя поток воздуха.
В результате использования устройства и способа по настоящему изобретению можно отрегулировать количество поступающего воздуха с очень большой точностью по всему объему обрабатывающей секции за счет того, что желаемое количество воздуха или скорость поступления воздуха вниз вводится как заданная величина и выполняется соответствующая настройка устройства для измерения объема вместе с отдельными измерительными приборами в сочетании с регулирующим устройством для каждой регулируемой заслонки, причем указанная настройка осуществляется на требуемую величину. Каждый оператор обрабатывающей секции может вводить эту заданную величину с помощью пульта управления, отслеживать и записывать, если подключено записывающее устройство. Точность функций регулирования повышается при увеличении числа зон на единицу площади обрабатывающей секции.
Это обеспечивает наличие системы регулирования для поддержания равновесного состояния воздуха в обрабатывающей секции; принципиальными свойствами этой системы являются следующие: операторы могут легко обращаться с ней и автоматически управлять ею и можно более точно регулировать равновесное состояние воздуха внутри обрабатывающей секции по сравнению с имеющимися на сегодня системами, тем самым характеристики воздуха в пределах их диапазона, применяемого для обрабатывающей секции, улучшаются за счет более стабильного направления воздуха при меньшем количестве поперечных потоков. Это упрощает нанесение материала для окрашивания на обрабатываемое изделие, подлежащее покрытию, и повышает качество наносимого покрытия. В результате того, что покрытие имеет более высокое качество, уменьшаются затраты на повторную отделку при выполнении окрасочных работ и увеличивается число обрабатываемых изделий, которые покрыты надлежащим образом уже при первой операции окрашивания.
Устройство и способ по изобретению можно использовать для обрабатывающих секций, предназначенных для влажного окрашивания и для нанесения защитного покрытия спеканием.
Ниже описывается и разъясняется приведенный в качестве примера вариант исполнения для дополнительного разъяснения существа изобретения и для его лучшего понимания.
Фиг. 1 показывает схематическое изображение продольного сечения секции окрашивания, в соответствии с изобретением, которая оснащена рядом последовательно соединенных воздуховодов, расположенных параллельно потолку секции и предназначенных для подачи свежего воздуха.
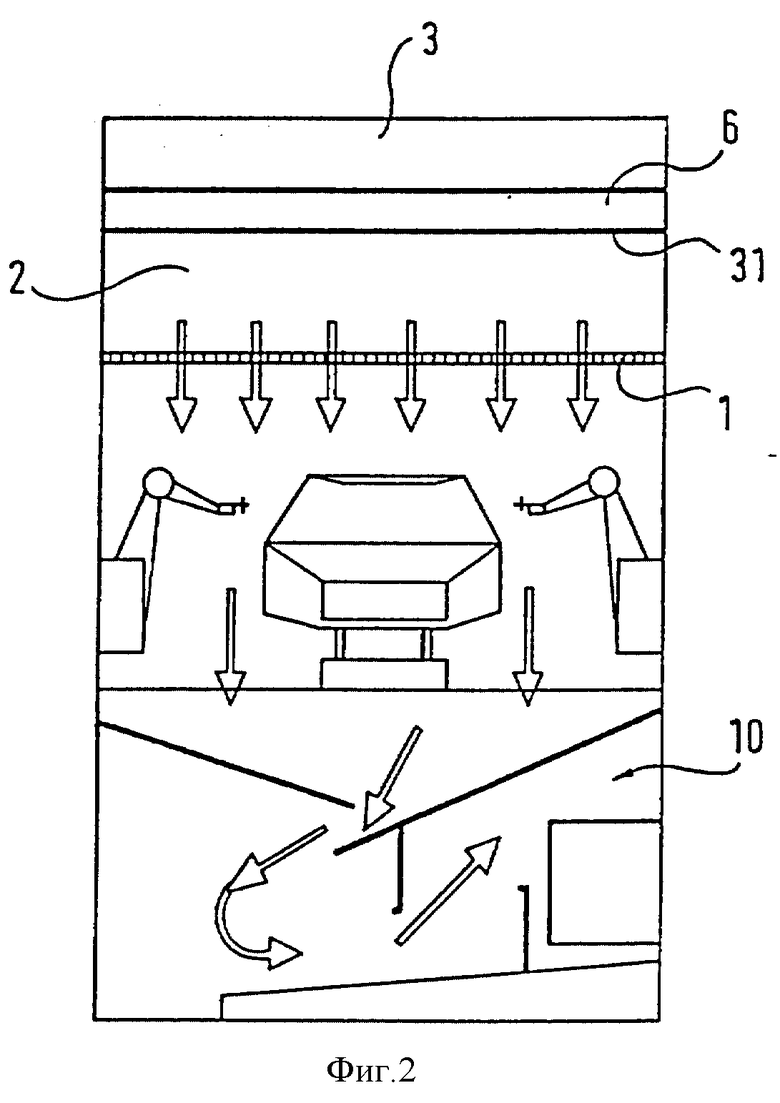
Фиг. 2 показывает поперечное сечение II-II на фиг. 1.
Как показано на фиг. 1, в приведенном в качестве примера варианте исполнения секции окрашивания распылением по изобретению камера 2 подачи воздуха, разделенная на различные секции с помощью наклонных перегородок 8, расположена над воздухопроницаемым потолком 1. Камера 3 для поступающего воздуха, которая отделена от камеры 2 подачи воздуха промежуточным потолком 31, проходит над камерой 2 подачи воздуха. Камера 3 для поступающего воздуха подсоединена к системе подачи свежего воздуха (непоказанной), которая обеспечивает подачу свежего воздуха в камеру 3 для поступающего воздуха.
Если смотреть в направлении потока свежего воздуха, введенного в камеру 3 для поступающего воздуха, то можно видеть, что промежуточный потолок 31 содержит некоторое число последовательно расположенных отверстий 4, с помощью которых камера 3 для поступающего воздуха соединена с отдельными секциями камеры 2 подачи воздуха. Отдельные секции камеры 2 подачи воздуха образованы перегородками 8, присоединенными к потолку 1 и к промежуточному потолку 31; каждая из перегородок 8 предпочтительно присоединена, как имеет место в данном приведенном в качестве примера варианте исполнения, к переднему краю отверстия 4, и если смотреть в направлении потока, то видно, что перегородки проходят пол углом до потолка 1. Каждая из регулируемых заслонок 5 закреплена с возможностью поворота в зоне перед отверстием 4, причем с помощью этих заслонок поперечное сечение потока, проходящего в направлении отверстия 4, или самого отверстия 4 можно соответствующим образом изменять регулируемым образом, то есть величину потока свежего воздуха можно регулировать в отдельных секциях камеры 2 подачи воздуха. Средство 10 для улавливания красочного тумана и для отвода расположено под обрабатывающей секцией или под зоной нанесения.
В данном приведенном в качестве примера варианте исполнения несколько воздуховодов 6, проходящих параллельно потолку 1, расположены последовательно в направлении потока внутри камеры 3 для поступающего воздуха, при этом их соответствующие впускные отверстия 7 расположены перпендикулярно к потоку свежего воздуха, поступающему из системы подачи свежего воздуха, подсоединенной к камере 3 для поступающего воздуха. Что касается высоты и ширины соответствующих впускных отверстий 7, то они проходят вдоль части поперечного сечения через камеру 3 для поступающего воздуха, заставляя одну часть подаваемого свежего воздуха соответственно проходить в воздуховод 6, а другую часть - над ним и/или рядом с ним, чтобы обеспечить возможность дальнейшего поступления этого воздуха в воздуховоды 6, расположенные за первым воздуховодом. Воздуховод 6 легко образуется промежуточным потолком 31 и стенкой, расположенной параллельно этому потолку, удаленной на некоторое расстояние от него и находящейся над ним; эта стенка проходит по всей ширине камеры 3 для поступающего воздуха. Это приводит к тому, что частичный поток воздуха соответственно принудительно направляется параллельно потолку 1 внутри воздуховода 6, и внутри воздуховода 6 соответственно образуется профиль потока с по существу постоянной скоростью, тем самым обеспечивается возможность точного определения объемов свежего воздуха, поступающего через соответствующее поперечное сечение воздуховода, с помощью измерительного средства 9, расположенного у конца воздуховода 6 непосредственно перед отверстием 4, которое соответственно принадлежит данному воздуховоду и которое имеет регулирующие заслонки 5, расположенные в нем.
Объем свежего воздуха, соответственно проходящего через данный воздуховод, затем поступает через отверстие 4 в свою секцию камеры 2 подачи воздуха над воздухопроницаемым потолком 1, при этом перегородки 8, которые расположены под углом, отклоняют поступающий свежий воздух в направлении, параллельном потолку 1, и только после этого свежий воздух проходит вниз через воздухопроницаемый потолок 1 вертикально и равномерно и поступает в соответствующие зоны обрабатывающей секции.
Средства для нагревания и/или для увлажнения воздуха (непоказанные) предпочтительно предусмотрены у начала каждого водуховода 6, так что воздух может быть отдельно увлажнен или нагрет желательным образом для отдельных зон обрабатывающей секции или для отдельных секций внутри камеры 2 подачи воздуха. У конца воздуховода 6 соответственно поступающий объем свежего воздуха может быть точно определен с помощью измерительного средства, а положение заслонки 5 можно регулировать в каждом отверстии 4 с помощью соответствующего приводного устройства, такого как электродвигатель, так что объем поступающего воздуха точно поддерживается на уровне заранее определенной величины.
Как показывает фиг. 2, отдельные воздуховоды проходят вдоль части высоты камеры 3 для поступающего воздуха, что приводит к тому, что только часть объема поступающего свежего воздуха соответственно отклоняется в камере 3 для поступающего воздуха в отдельные секции камеры 2 подачи воздуха. Для каждой зоны обрабатывающей секции частичный поток воздуха затем отдельно подготавливается с учетом предусмотренной температуры, влажности воздуха, а также количества свежего воздуха, подлежащего подаче.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ ЧАСТИЦ ВЕЩЕСТВА С ЖИДКОСТЬЮ | 1995 |
|
RU2137535C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЫМОВЫХ ГАЗОВ | 1999 |
|
RU2209657C2 |
| ОРОСИТЕЛЬНЫЙ МОКРЫЙ СЕПАРАТОР | 1995 |
|
RU2136352C1 |
| КРЫЛЬЧАТКА | 1997 |
|
RU2184275C2 |
| СПОСОБ ОТДЕЛЕНИЯ ГАЗООБРАЗНЫХ ЗАГРЯЗНЕНИЙ ОТ ГОРЯЧИХ ПРОЦЕССНЫХ ГАЗОВ | 1995 |
|
RU2147919C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ДВУОКИСИ СЕРЫ ИЗ ГАЗА | 1995 |
|
RU2135268C1 |
| СМЕСИТЕЛЬНАЯ СЕКЦИЯ ДЛЯ ПОДАЧИ И ОТВОДА ВОЗДУХА УСТРОЙСТВА КОНДИЦИОНИРОВАНИЯ | 1994 |
|
RU2120583C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2116234C1 |
| СПОСОБ ОЧИСТКИ И/ИЛИ ОХЛАЖДЕНИЯ ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2102118C1 |
| СОПЛОВОЙ КОРОБ УСТАНОВКИ ДЛЯ СУШКИ ПОЛОТНА ВОЛОКНИСТОГО МАТЕРИАЛА | 1996 |
|
RU2154130C2 |
Изобретение относится к способу вентилирования обрабатывающей секции, такой как секция окрашивания или распыления, используемая для окрашивания предметов, таких как кузова транспортных средств. Свежий воздух, подлежащий подаче в обрабатывающую секцию, подается через воздухопроницаемый потолок (1), над потолком (1) предусмотрена камера (2) подачи воздуха, которая сообщается с камерой (3) поступающего воздуха, соединенной по меньшей мере посредством одного отверстия (4) с системой подачи свежего воздуха. Объем свежего воздуха, поступающего в камеру (2) подачи воздуха, регулируют путем изменения сечения отверстия (4). По меньшей мере часть свежего воздуха, введенного в камеру (3) поступающего воздуха, принудительно направляется вдоль траектории, параллельной потолку (1), и проходит по этой траектории на заранее определенное расстояние перед поступлением через отверстие (4) в камеру (2) подачи воздуха, при этом параметры, необходимые для регулирования потока свежего воздуха, измеряются в концевой зоне принудительно направленного потока воздуха. Изобретение позволяет точно определить количество свежего воздуха, подлежащего подаче в обрабатывающую секцию. 2 с. и 11 з.п.ф-лы, 2 ил.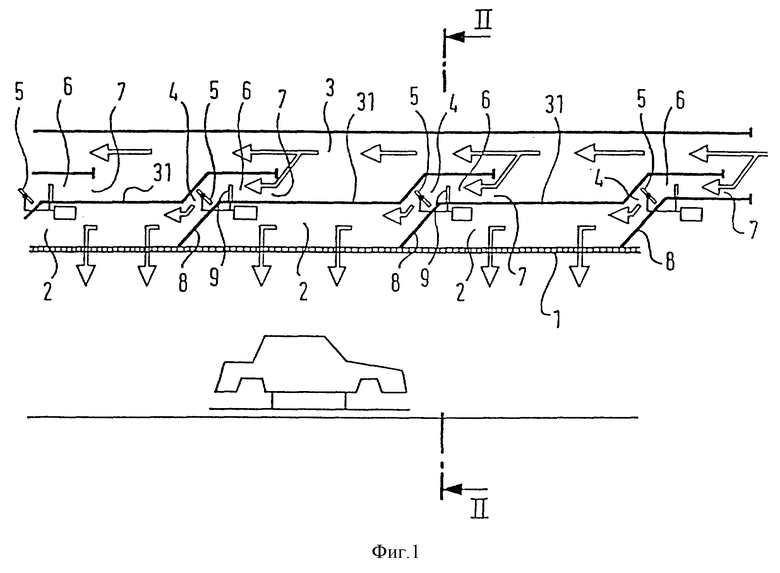
| DE 2932392 A, 19.02.1981 | |||
| Установка для окраски изделий | 1983 |
|
SU1125064A1 |
| Установка для окрашивания изделий | 1991 |
|
SU1834717A3 |
| US 4730553 A, 15.03.1988 | |||
| US 5173118 A, 22.12.1992 | |||
| US 5178679 A, 12.01.1993 | |||
| Способ обработки листового стекла | 1972 |
|
SU480664A1 |
