Изобретение относится к перерабатывающей промышленности и предназначено для использования при дозировании и упаковке в пакеты сыпучих и мелкоштучных продуктов, таких как различные крупы, кукурузные палочки, чипсы, короткорезанные макаронные изделия, печенье, пряники, продукты химического производства, машиностроения и т.д.
Известен автомат для весового дозирования сыпучих и мелкоштучных продуктов с транспортно-дозирующим модулем, содержащим закрепленный на раме неподвижный накопитель и расположенные каскадом последовательно в линию две емкости-емкость подачи и емкость дозирования, выполненных в виде линейных лотков с виброприводами [патент ФРГ N 1019610, кл. 81 e 51, 1957]. Лотки имеют U-образную форму, т.е. имеют дно, две боковые стенки, а кроме того, в приемной зоне - заднюю стенку. Накопитель неподвижно закреплен на раме, а лоток подачи и лоток дозирования закреплены на плитах, связанных с виброприводом, при этом выход накопителя расположен в приемной зоне лотка подачи, выход которого расположен в приемной зоне лотка дозирования, а выход лотка дозирования расположен в приемной зоне емкости весоизмерительной головки. Осуществляя дозирование потока продукта, данный автомат имеет ряд существенных недостатков, а именно: он предназначен для работы с сыпучими продуктами, свойства которых лежат в весьма узком диапазоне по дисперсности и сыпучести: это могут быть либо крупы, либо мелкоштучные изделия, причем оперативный переход в процессе работы от одного вида продукта к другому практически невозможен, т.к. требует переустановки почти всех элементов автомата. Такое положение вызвано тем, что при настройке автомата на производительную работу с мелкодисперсным продуктом, подача штучных продуктов будет происходить весьма неравномерно. Кроме того, при чрезмерно малом зазоре (требование равномерной подачи) и значительной скорости транспортирования (требование достаточной производительности) имеется опасность появления проскальзывания, т.е. подачи продукта по лотку с промежутками, что приводит к неравномерной его подаче. Появление промежутков объясняется значительным сопротивлением прохождению продукта в зазоре между накопителем и лотком подачи. В процессе перемещения продукта имеет место некоторое сглаживание упомянутых неровностей, однако этого явно недостаточно для обеспечения стабильной работы автомата в целом. Таким образом, равномерная подача мелкодисперсного продукта требует жесткого выбора и соблюдения точного размера упомянутого зазора, что затруднительно выдержать при переналадке автомата, т.е. автомат обеспечивает нормальную работу только с продуктом одного вида.
Отмеченные недостатки частично устранены в автомате для сортировки сыпучих и мелкоштучных продуктов, имеющем многоручьевые линейные лотки транспортно-дозирующего модуля, расположенные каскадом между неподвижно закрепленными на раме накопителем и емкостью весоизмерительной головки [патент ФРГ N 1290869, кл. 81e-51, 1967] . Поток продукта из накопителя поступает в приемную зону лотка подачи, из него - в приемную зону лотка выравнивания потока, выход которого расположен над приемной зоной лотка дозирования. Упомянутые лотки выполнены многоручьевыми (разделены на ряд параллельных желобов), снабжены виброприводом, имеют коробчатое сечение и с одной стороны приемной зоны - сзади - ограничены стенкой. Выполнение всех лотков многоручьевыми, коробчатой формы и с определенным сужением в зоне входа в каждый из лотков позволяет несколько снизить неравномерность подачи продукта и одновременно обеспечивает повышение точности дозирования за счет разделения потока в лотках на ряд более тонких, однако это значительно повышает металлоемкость и габариты автомата, делает конструкцию нетехнологичной, а также снижает функциональные возможности автомата из-за невозможности обработки штучных продуктов (если последние имеют размер, превышающий ширину сужения в зоне входа).
Наиболее близкой по технической сущности (прототипом) к заявляемому решению является конструкция упаковочного автомата с весовым дозированием сыпучих и мелкоштучных продуктов, содержащая закрепленные на раме накопитель и три транспортно-дозирующих модуля, состоящих каждый из весоизмерительной головки и расположенных последовательно в каскаде по направлению потока продукта емкостей подачи, выравнивания потока и дозирования, выполненных в виде линейных лотков, имеющих дно, боковые и заднюю (в области приемной зоны) стенки, и снабженных каждый виброприводом однонаправленного (т.е. по заданному конкретному направлению) перемещения сыпучего продукта со средством задания этого направления перемещения, в частности грузом, закрепленным на соответствующем подвижном основании, а каждый из упомянутых лотков закреплен на соответствующей подвижной плите [фасовочный автомат МС 700C фирмы FMC Packaging Machinery Divigion spa, simionato, 35035 Mestrino (Padova), Italy, Via Trieste, 53 - см. журнал "Пищевая и перерабатывающая промышленность", N 12, Москва, ВО "Агропромиздат", 1987, стр. 54]. Лотки в каскаде каждого транспортно-дозирующего модуля расположены таким образом, что выход накопителя находится над приемной зоной лотка подачи, выход которого находится над приемной зоной лотка выравнивания потока, его выход - над приемной зоной лотка дозирования, а выход последнего - над приемной зоной емкости весоизмерительной головки. Приемную зону каждого лотка ограничивают 4 поверхности - дна, задней и боковых стенок, а зону выхода-3 поверхности - дна и боковых стенок. Над лотком выравнивания на кронштейне расположен датчик уровня потока продукта, подающий сигнал на систему управления виброприводом емкости подачи и регулирующую подачу продукта в емкость выравнивания. В приемной зоне лотка дозирования поток продукта разделяется на два ручья и движется вдоль лотка по желобам грубой и тонкой подачи, на выходе которых смонтированы индивидуально управляемые заслонки. Однако при этом из-за прерывистой работы вибролотка подачи поток продукта, поступающий в емкость выравнивания, имеет весьма высокую неравномерность, выражающуюся для сыпучих продуктов в волнистом (синусоидальном) профиле потока продукта. В процессе перемещения потока вдоль лотка выравнивания происходит сглаживание упомянутых неровностей. При этом чем длиннее вибролоток выравнивания, тем больше степень сглаживания неровностей потока продукта, поступающего на лоток дозирования. Теоретически, полная равномерность потока достижима только при бесконечно длинном лотке выравнивания. Следовательно, данная конструкция также имеет значительные габариты и металлоемкость, причем для обеспечения приемлемой неравномерности потока требуется практически двукратное увеличение длины транспортно-дозирующего модуля. При этом увеличение металлоемкости как самого лотка, так и элементов его вибропривода (наличие грузов), требует повышение мощности последнего, что приводит к увеличенному расходу электроэнергии. Кроме того, в данной конструкции, как и в рассмотренных ранее, затруднена равномерная подача мелкоштучного продукта, особенно при переходе с одного вида продукта на другой (по размеру и форме).
Техническим результатом, получаемым при реализации настоящего изобретения, является создание высокопроизводительного автомата, который, отличаясь компактностью и пониженной металло- и энергоемкостью, одновременно обеспечивает стабильную работу и оперативный переход при дозировании как сыпучих, так и мелкоштучных продуктов, различных по форме и отличающихся размерами частиц.
Указанный технический результат достигается путем обеспечения полной равномерности потока продукта, поступающего в приемную зону лотка дозирования и далее - в емкость весоизмерительной головки при одновременном сокращении продольных размеров и массы лотка выравнивания и массы его вибропривода за счет выполнения последнего в виде вибропривода ненаправленного перемещения (т. е. исключения из его конструкции массивного груза, задающего направление перемещения потока продукта).
Указанный технический результат достигается тем, что в известном упаковочном автомате с весовым дозированием сыпучих и мелкоштучных продуктов, содержащем закрепленные на раме накопитель и один или несколько транспортно-дозирующих модулей, каждый из которых включает весоизмерительную головку и последовательно расположенные каскадом после накопителя по направлению транспортирования потока продукта емкость подачи, емкость выравнивания потока с датчиком уровня потока и емкость дозирования, оснащенных виброприводами, из которых емкость подачи и емкость дозирования выполнены в виде линейных лотков с виброприводами однонаправленного перемещения и средствами задания направления перемещения потока продукта, такими как грузы, и имеющими каждый приемную зону, ограниченную поверхностями соединенных между собой дна, боковых и задней стенок, а емкость выравнивания выполнена в виде вертикального питателя, снабженного передней стенкой, которая соединена с прилегающими боковыми стенками, причем в указанном питателе дно отсутствует, а передняя, задняя и боковые стенки этого питателя образуют замкнутую в угловом направлении поверхность, нижний край которой размещен в границах приемной зоны линейного лотка дозирования, а между нижним краем упомянутой поверхности и дном приемной зоны линейного лотка дозирования образована щель, предназначенная для прохода продукта.
Приведенная совокупность известных и отличительных существенных признаков позволяет реализовать указанный ранее технический результат, а именно создать упаковочный автомат с равномерным потоком транспортируемого продукта, имеющий по сравнению с прототипом меньшие габариты, металлоемкость, более низкое потребление электроэнергии и обеспечивающий возможность оперативного перехода с одного вида продукта на другой, например с дозирования крупы на дозирование пряников.
Частные отличительные признаки, приведенные в зависимых пунктах формулы изобретения, позволяют оптимизировать указанный результат.
Так, снабжение передней стенки вертикального питателя подвижой в вертикальном направлении заслонкой со средством ее фиксации позволяет ввести предварительное регулирование потока дозируемого продукта, а выполнение на нижнем крае заслонки фигурного выреза, форма которого соответствует профилю мелкоштучного продукта, обеспечивает равномерность поштучной подачи указанного продукта.
Одновременно в этом случае для интенсификации поштучной подачи целесообразно расположить переднюю стенку вертикального питателя под некоторым (отличным от 90o) углом по отношению к боковым стенкам лотка дозирования, причем упомянутый вырез целесообразно выполнить в той части передней стенки, которая расположена относительно одной из боковых стенок линейного лотка дозирования под острым углом по движению потока продукта.
Для упрощения конструкции и снижения металлоемкости при дозировании легких сыпучих продуктов, например кукурузных палочек, целесообразно вертикальный питатель жестко закрепить на линейном лотке дозирования.
В этом случае целесообразно боковые и заднюю стенки питателя выполнить как продолжение соответствующих стенок приемной зоны лотка дозирования, а переднюю стенку питателя - в виде перемычки между боковыми стенками приемной зоны лотка дозирования.
Наличие таких отличительных признаков, как выполнение емкости выравнивания в виде вертикального питателя, снабженного передней стенкой, соединенной с прилегающими боковыми стенками и образующей вместе с упомянутыми и задней стенками замкнутую поверхность, расположенную в приемной зоне линейного лотка дозирования, позволяет резко сократить продольную протяженность и массу транспортно-дозирующего модуля. Упомянутые признаки в совокупности с такими известными признаками, как наличие вибропривода, позволяют получить эффект равномерной подачи как сыпучего, так и разнообразного мелкоштучного продукта в линейный лоток дозирования.
Далее, как указывалось ранее, выполнение привода вертикального питателя разнонаправленным посредством исключения из него средства задания перемещения, т.е. груза, позволяет упростить конструкцию, снизить металлоемкость и потребляемую мощность привода.
Анализ уровня техники позволяет заявителю констатировать факт отсутствия источника информации, характеризующегося наличием признаков, тождественных существенным признакам заявляемого изобретения, что позволяет сделать вывод о соответствии заявляемого технического решения критерию "новизна".
Также не выявлены признаки, совпадающие с отличительными от прототипа признаками изобретения, а характер предлагаемых заявителем преобразований для достижения технического результата не следует для специалиста явным образом из известного уровня техники. Таким образом, налицо соответствие заявляемого технического решения критерию "изобретательский уровень".
Изобретение иллюстрируется чертежами, на которых:
на фиг. 1 изображен упаковочный автомат (вид спереди);
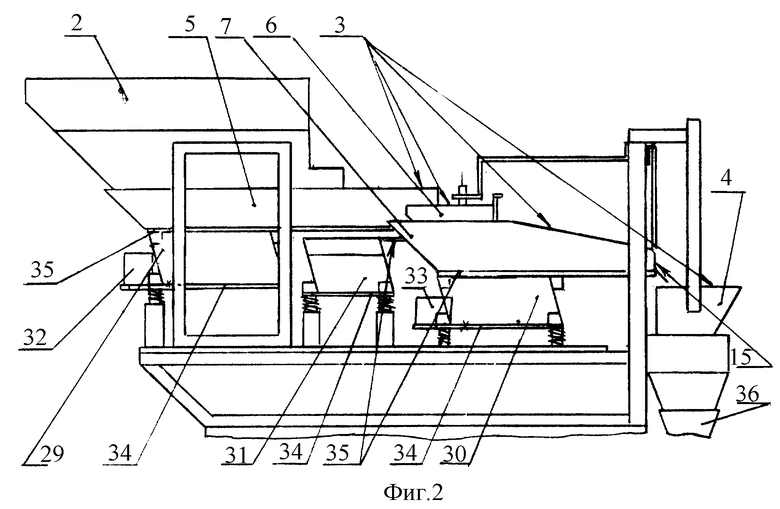
на фиг. 2 - то же, вид сбоку на весоизмерительную часть автомата;
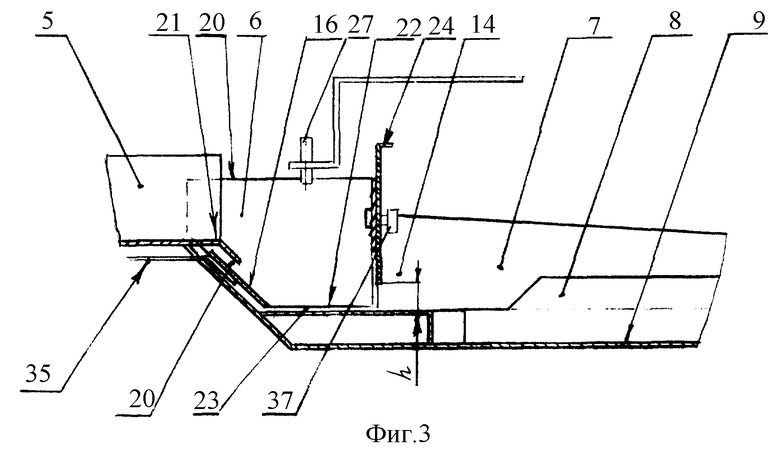
на фиг. 3 изображен вертикальный питатель в разрезе, расположенный в пределах приемной зоны линейного лотка дозирования;
на фиг. 4 - то же, вид сверху;
на фиг. 5 изображен разрез вертикального питателя, в котором передняя стенка расположена относительно боковых стенок линейного лотка дозирования под углом, отличным от 90o;
на фиг. 6 - то же, вид сверху;
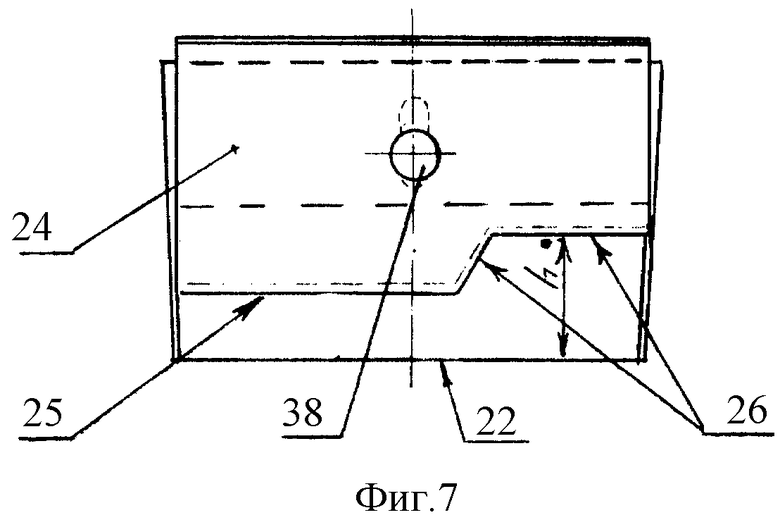
на фиг. 7 изображен вид спереди на подвижную заслонку вертикального питателя, в которой выполнен фигурный вырез;
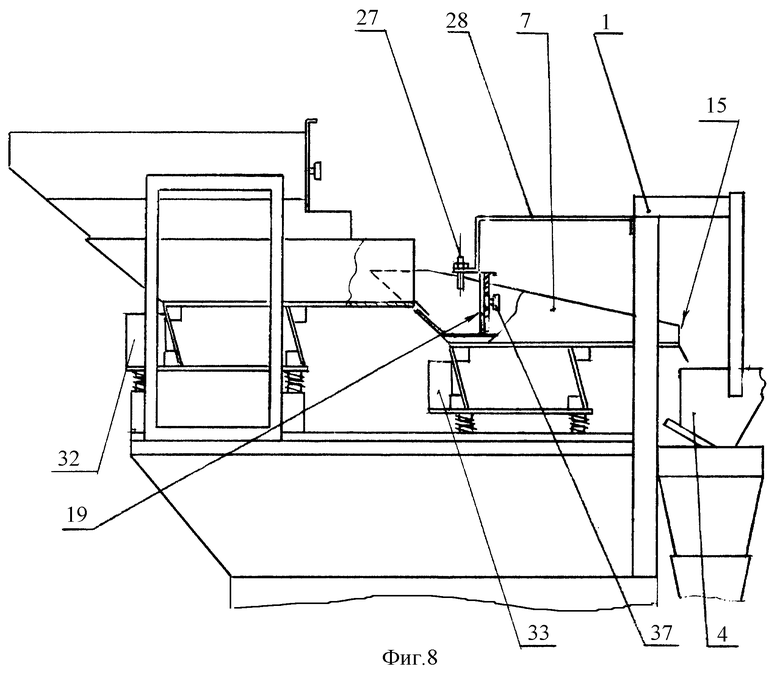
на фиг. 8 изображен упаковочный автомат, в котором боковые и задние стенки вертикального питателя выполнены зацело с соответствующими стенками линейного лотка дозирования.
Упаковочный автомат, выполненный согласно изобретению, включает основание с пространственной рамой 1, в верхней части которой смонтированы неподвижный общий накопитель 2 (фиг. 2) и один или более (в данной конструкции - три) транспортно-дозирующих модуля 3, каждый из которых содержит весоизмерительную головку 4 и последовательно расположенные каскадом емкость подачи 5, емкость выравнивания 6 и емкость дозирования 7. Емкости 5 и 7 выполнены в виде линейных лотков, имеющих U-образную форму, т.е. имеющих параллельные боковые стенки и дно, причем в линейном лотке дозирования 7 (фиг. 3) имеется продольная перегородка 8, поднимающаяся от его дна 9 на некоторую высоту (меньшую, чем высота боковых стенок 10 и 11 - фиг. 4) и проходящая вдоль упомянутых стенок, которая разделяет лоток 7 на две продольные части - желоба 12 и 13 грубой и тонкой подачи продукта соответственно. Перегородка 8 проходит от общей части (приемной зоны) 14 лотка 7 до его зоны выхода 15 (фиг. 2), расположенной над весоизмерительной головкой 4. Между линейными лотками подачи 5 и дозирования 7 расположена емкость 6 (фиг. 2), выполненная в виде вертикального питателя с задней 16 (фиг. 3, 5), боковыми 17 и 18 (фиг. 4, 6) и передней стенкой 19, совместно образующими замкнутую в угловом направлении поверхность, контактирующую с сыпучим или мелкоштучным продуктом (не показан). Питатель 6 расположен между линейными лотками 5 и 7 таким образом, что вход 20 (фиг. 3, 5) упомянутого питателя 6 расположен под выходной частью 21 лотка подачи 5, а его выход (находящийся в его донной части, т.к. питатель не имеет дна), ограниченный нижним краем 22 поверхностей стенок 16, 17, 18, 19 находится над приемной зоной (общей частью) 23 линейного лотка дозирования 7. Вертикальный питатель 6 размещен таким образом, что между дном 9 линейного лотка дозирования 5 и нижним краем 22 стенок вертикального питателя 6 имеется некоторый промежуток. Передняя стенка 19 вертикального питателя 6 снабжена подвижной заслонкой 24, смонтированной с возможностью установочных вертикальных перемещений в направляющих стенки 19 и оснащенной средством фиксации ее положения в указанном направлении. При этом между дном 9 лотка 7 и нижним краем 25 упомянутой заслонки 24 образована щель (зазор) h, предназначенная для прохода продукта. На нижнем крае 25 (фиг. 7) подвижной заслонки 24 может быть выполнен фигурный вырез 26, соответствующий по форме профилю мелкоштучного продукта. Также стенка 19 может быть расположена относительно боковой стенки 10 (фиг. 6) линейного лотка дозирования 7 под острым углом β, т. е. отличным от 90o, что в совокупности с фигурным вырезом 26, расположенным в данном случае в зоне размещения желоба тонкой подачи 13, где стенка 19 образует с боковой стенкой 10 упомянутый острый угол, позволяет более эффективно выравнивать и интенсифицировать поток при работе с мелкоштучным продуктом, что объясняется благоприятными силовыми условиями, в которых находится продукт в данном случае, т.к. на частицу продукта действует дополнительная сила, способствующая ее прохождению в вырез 26. На входе 20 вертикального питателя 6 размещен датчик уровня 27 (фиг. 3, 5, 8), закрепленный на раме 1 посредством кронштейна 28. Один из примеров реализации изобретения, а именно при работе с легкими сыпучими продуктами, предусматривает такое выполнение вертикального питателя 6 (фиг. 8), при котором его задняя 16 и боковые 17, 18 стенки выполнены как часть (т.е. зацело) с соответствующими стенками линейного лотка дозирования 7, а передняя стенка 19 при этом выполнена в виде перемычки (обозначена поз. 19 на фиг. 8) между боковыми стенками 10, 11 в приемной зоне 23 линейного лотка дозирования 7. Лотки 5, 7 и питатель 6 имеют индивидуальные приводы 29, 30 и 31 (фиг. 2) соответственно, из которых приводы 29 и 30 выполнены в виде виброприводов однонаправленного перемещения (т.е. обеспечивающие направленное, т.е. с конкретным направлением перемещение продукта), для чего последние снабжены грузами 32 и 33 (фиг. 8) соответственно. Привод 31 питателя 6 также выполнен вибрационным, однако в отличие от упомянутых приводов 29 и 30 он должен обеспечивать лишь постоянную вибрацию продукта в питателе 6 с целью обеспечения беспрепятственного выхода продукта, а не направленное перемещение продукта, в силу чего наличие груза в нем не обязательно и, таким образом, привод может быть выполнен не однонаправленным, а разнонаправленным. В остальном же все перечисленные приводы выполнены аналогично для всех емкостей: имеют подпружиненное относительно рамы 1 основание 34 (фиг. 2), вибратор (в виде соленоида или электродвигателя с эксцентриком), воздействующий на плиту 35, на которой закреплена соответствующая емкость. В случае выполнения боковых и задней стенок вертикального питателя 6 как продолжения соответствующих стенок линейного лотка дозирования 7 (фиг. 8), приводы упомянутых емкостей также совмещены и конструктивно выполнены в виде единого вибропривода однонаправленного перемещения (что свойство направленности обусловлено требованием работоспособности лотка 7). В зоне выхода 15 лотка 7 (на выходе каждого из его желобов 12 и 13) размещены управляемые заслонки (не показаны), регулирующие грубую и тонкую подачу продукта в весоизмерительную головку 4, под которой расположено упаковочное устройство 36 (фиг. 1). Заслонка 24 на передней стенке 19 вертикального питателя 6, регулирующая подачу продукта на лоток 7, фиксируется в вертикальном положении с помощью упомянутого средства фиксации, например винта 37 (фиг. 3, 8), проходящего в отверстие 38 (фиг. 7), выполненное в заслонке 24.
Упаковочный автомат работает следующим образом. Предварительно, в зависимости от свойств сыпучего или формы мелкоштучного продукта производят регулировку величины h путем установки подвижной заслонки 24 и фиксации ее винтом 37. После включения автомата осуществляется наполнение сыпучим или мелкоштучным продуктом неподвижного накопителя 2 посредством транспортера подачи (не показан), откуда упомянутый продукт под действием собственного веса попадает в линейный лоток подачи 5. Затем включаются виброприводы 29, 30 и 31, в результате чего продукт, поступающий сначала на линейный лоток подачи 5, перемещается вдоль него вследствие вибрации последнего. Из лотка 5 продукт поступает в вертикальный питатель 6 и собирается в нем некоторым объемом, величина которого зависит от уставки датчика уровня 27. Затем продукт, проходя через щель h под заслонкой 24, попадает в приемную зону 23 лотка 7. Вследствие вибраций питателя 6 продукт беспрепятственно высыпается из него, а проходя под нижним краем 25 заслонки 24 и перемещаясь при этом вперед по лотку 7, поток продукта разравнивается, т.е. на нем отсутствуют характерные чередования возвышений и впадин, поток имеет совершенно ровную поверхность не только в области приемной зоны 23 (после заслонки 24), но и в желобе грубой 12 и в желобе тонкой 13 подачи. Далее, таким же равномерным потоком сыпучий продукт поступает в весоизмерительную головку 4. По мере наполнения головки 4 подается команда на закрытие сначала управляемой заслонки желоба грубой подачи 12, а затем при достижении массы продукта в головке 4 заданной величины - на закрытие управляемой заслонки желоба тонкой подачи 13. Затем отмеренная доза продукта поступает на упаковочное устройство 36.
В случае работы с мелкоштучным продуктом устанавливают заслонку 24 с фигурным вырезом 26 по форме упомянутого проекта, в остальном работа автомата не отличается от вышепредставленной. В данном случае целесообразно использовать питатель 6 с передней стенкой 19, расположенной под углом - острым углом β к боковой стенке 10, принадлежащей также желобу тонкой подачи 13. Указанный вырез 26 расположен в зоне размещения желоба 13. Действие сил в этом случае будет облегчать проход мелкоштучного продукта в вырез 26.
Если же имеет место такое конструктивное исполнение автомата, при котором вертикальный питатель 6 жестко закреплен на линейном лотке дозирования 7 или боковые и задняя стенки питателя 6 выполнены зацело с одноименными стенками приемной зоны 23 этого лотка, то в этом случае питатель и лоток имеют один совместный (объединенный) вибропривод, хотя и несколько повышенной мощности, но не превышающей, однако, суммарной мощности виброприводов питателя 6 и лотка 7 при их раздельном исполнении. Конструкция автомата и система его управления при этом существенно упрощаются, а металлоемкость снижается.
При необходимости перехода от одного вида продукта к другому достаточно сменить положение заслонки 24 (или установить заслонку 24, имеющую вырез 26 под заранее заданным углом β), а также отрегулировать уставку датчика 27 и параметры работы виброприводов 29, 30, 31.
Таким образом, заявляемый автомат позволяет повысить точность дозирования за счет равномерности потока продукта с одновременным снижением металлоемкости и упрощением конструкции за счет упрощения вибропривода вертикального питателя. Кроме того, повышается универсальность автомата путем обеспечения возможности работы с легкими мелкоштучными продуктами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ И МЕЛКОШТУЧНЫХ ПРОДУКТОВ | 2001 |
|
RU2196713C1 |
| ВЕСОВОЙ ДОЗАТОР ДЛЯ СЫПУЧИХ ПРОДУКТОВ | 2015 |
|
RU2621260C2 |
| МОДУЛЬ МНОГОКОМПОНЕНТНОГО ДОЗИРОВАНИЯ | 2014 |
|
RU2561825C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ И СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ ГРАНУЛИРОВАННОЙ АММИАЧНОЙ СЕЛИТРЫ | 2010 |
|
RU2452719C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФИТОПРЕПАРАТОВ | 1993 |
|
RU2060683C1 |
| ЗАГРУЗОЧНО-РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ШАХТНОЙ ПЕЧИ ДЛЯ ОБЖИГА КУСКОВОГО МАТЕРИАЛА | 2013 |
|
RU2525957C1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ИЗДЕЛИЙ ПУХОМ | 2007 |
|
RU2340536C1 |
| АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ПЕЛЬМЕНЕЙ | 2008 |
|
RU2379894C1 |
| КОМБИНИРОВАННЫЙ САМОРЕГУЛИРУЮЩИЙСЯ СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367621C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОМЫШЛЕННОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЫШЛЕННОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 2009 |
|
RU2393138C1 |



Изобретение предназначено для дозирования и упаковки в пакеты, например, крупы, короткорезанных макаронных изделий, печенья, продуктов химического производства. Автомат имеет неподвижный общий накопитель, весоизмерительную головку, транспортно-дозирующий модуль, состоящий из расположенных последовательно и каскадом емкости подачи, емкости выравнивания и емкости дозирования. Емкость выравнивания выполнена в виде вертикального питателя, образованного задней, боковыми и передней стенками. Последняя снабжена подвижной заслонкой и винтом ее крепления. Между дном лотка дозирования и нижним краем упомянутой заслонки образован щелевой зазор, предназначенный для прохода продукта в приемную зону лотка. Привод каждой емкости выполнен вибрационным. Для лотков он имеет в своем составе средство задания направления перемещения потока продукта, для емкости он отсутствует. При работе с мелкоштучным продуктом передняя стенка может быть расположена под острым углом относительно боковых стенок лотка. На нижнем крае подвижной заслонки целесообразно выполнить фигурный вырез. Для упрощения конструкции вертикальный питатель может быть закреплен на лотке, или задняя и боковые стенки вертикального питателя могут быть выполнены как продолжение соответствующих стенок лотка, а передняя стенка - в виде перемычки между боковыми стенками. Автомат обеспечивает стабильную работу и оперативный переход при дозировании различных по форме и размерам продуктов. 6 з.п. ф-лы, 8 ил.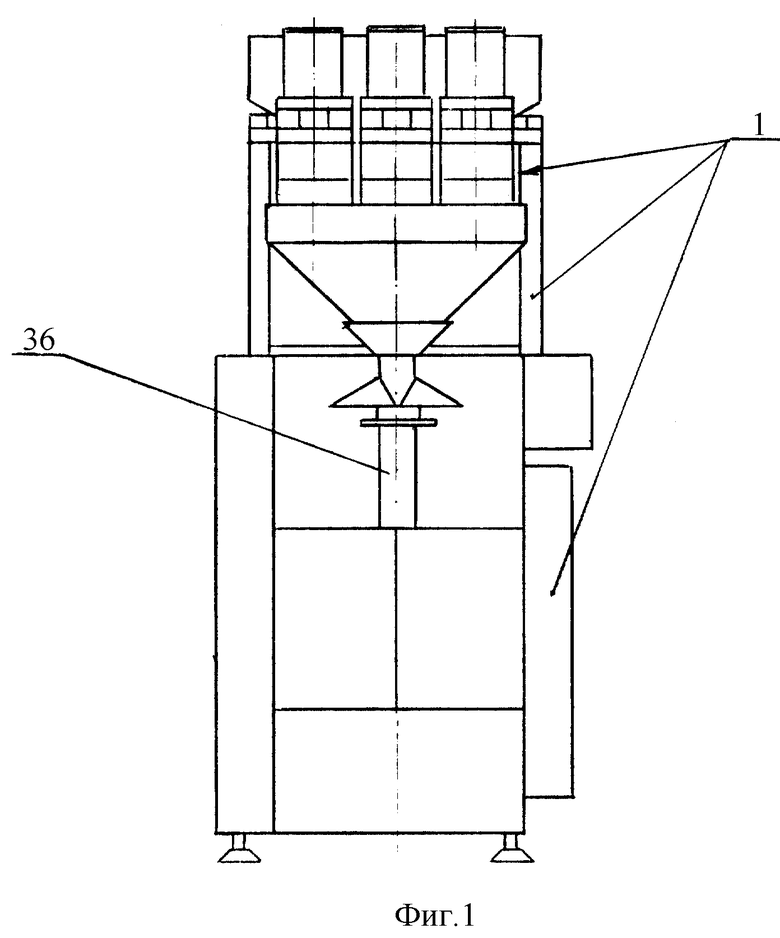
| Додонов А.М | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| - М.: Пищевая и перерабатывающая промышленность, N 12, Агропромиздат, 1987, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| DE 4033582 A1, 23.04.92. | |||

