Предлагаемое изобретение относится к производству пищевых изделий из теста с начинкой, конкретно - пельменей.
Известно устройство для изготовления пельменей из тестовой трубки с фаршем (см. патент RU №2042328, 1992). Известна также линия для изготовления пельменей, на которой из тестовой ленты сначала вырубают овальную заготовку, затем в нее вводят при помощи фаршевого плунжера начинку (см. патент RU №2134969, 1999). К недостаткам указанных выше аналогов следует отнести их сложность и громоздкость.
Наиболее близким, на взгляд авторов к предлагаемому изобретению является устройство для приготовления изделий из теста с начинкой по патенту RU №50759, 2005 г. - прототип. В указанном устройстве пельмени штампуют при помощи пары сопряженных барабанов с ячейками. Между штамповочными барабанами заправляют тестовые ленты, которые раскатывают при помощи вальцов. Тесто на вальцы поступает из лотка сверху. Начинку для пельменей подают в стык между тестовыми лентами (далее - лентами) при помощи фаршевого насоса (нагнетателя) в непрерывном режиме с постоянной скоростью.
К недостаткам данного устройства следует отнести постоянство скорости подачи фарша. Испытания опытного образца пельменного автомата (см. описание к патенту №50759) показали, что при работе нагнетателя с постоянной скоростью тестяные оболочки в ячейках заполняются фаршем неравномерно, вследствие чего пельмени приобретают примятый вид. Попытки увеличить расход нагнетателя фарша для лучшего заполнения оболочек приводят к тому, что начинка начинает накапливаться на стыке лент горкой, которая затем обваливается, что приводит к потере фарша и загрязнению узлов устройства. Указанный недостаток объясняется тем, что ячейки на барабанах перемещаются относительно плоскости сопряжения лент с переменной скоростью (сначала с замедлением, затем с ускорением), так, что струя фарша, имеющая постоянную скорость, не синхронизируется с перемещением ячеек. В начале сопряжения, когда скорость ячеек велика, начинки не хватает, а в момент, когда скорость нулевая, но ячейки уже состыкованы, фарш поступает мимо оболочек, образуя горку. Кроме того, как показывает практика, при работе нагнетателя с неизменной скоростью начинка в нагнетающей трубке довольно часто спрессовывается в пробку. Для прочистки трубки приходится останавливать автомат, что снижает его производительность. Другим недостатком прототипа, снижающим его производительность, является несовершенство конструкции тестового питателя, выполненного в виде открытого лотка. Если емкость лотка невелика, тесто приходится часто добавлять. При разрыве между добавкой и остатком теста на лотке может произойти сбой подачи теста на вальцы и разрыв тестяных лент. В этом случае автомат приходится останавливать, так как в ячейки на барабанах начинает поступать начинка без теста. Если же увеличивать площадь лотка, то при достижении определенного объема тестяная масса начинает сползать мимо вальцов, что приводит к потерям теста.
Технической задачей является повышение производительности при сохранении качества пельменей путем сочетания непрерывной подачи теста с прерывистой (импульсной) подачей начинки.
Технический результат достигается тем, что в автомате для производства пельменей, включающем нагнетатель начинки, содержащий как минимум две нагнетающие трубки, питатель теста, сообщенный с вальцами для раскатки тестяных лент и подачи их на штамповочные барабаны с формирующими ячейками, расположенными на цилиндрических поверхностях рядами в шахматном порядке, нагнетающие трубки изготовлены из эластичного материала, проложены через прерыватель, выполненный с возможностью периодического прерывания потока начинки путем частичного или полного передавливания нагнетающих трубок, при этом питатель теста выполнен в виде бункера, оборудованного тестомесительным механизмом, включающим перемешивающие и уплотняющие ролики для теста, установленные попарно-симметрично над упомянутыми вальцами. Автомат характеризуется тем, что прерыватель потока начинки содержит вал, имеющий кольцевые канавки для нагнетающих трубок и прижимные ролики, закрепленные в кольцевых канавках с возможностью взаимодействия с нагнетающими трубками. Автомат характеризуется тем, что прижимные ролики закреплены в соседних кольцевых канавках с относительным смещением, отвечающим смещению ячеек в соседних рядах на цилиндрической поверхности барабана. Автомат характеризуется тем, что перемешивающие ролики питателя теста снабжены лопатками, имеющими высоту от 3 до 8 мм.
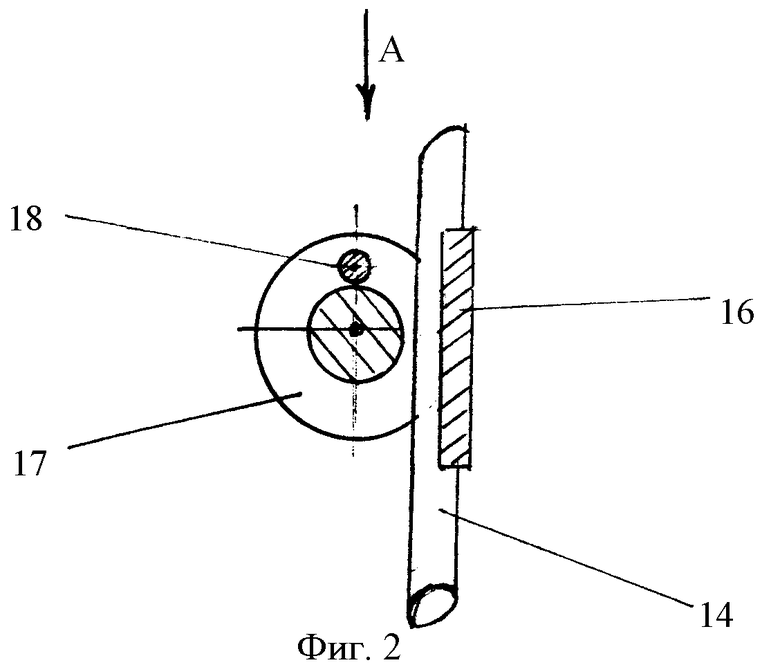
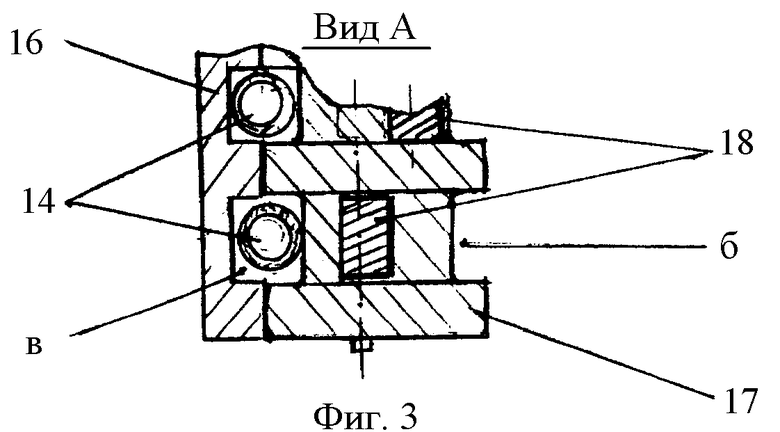
Предлагаемое изобретение поясняется чертежами. На фиг.1 схематично показано сечение устройства вертикальной плоскостью; на фиг.2 - сечение прерывателя потока начинки; фиг.3 - вид прерывателя по стрелке А на фиг.2 (показано схематично, без боковых стоек для вала).
В примере конкретного исполнения автомат содержит питатель теста 1, включающий бункер 2 с тестомесительным механизмом, состоящим из перемешивающих 3 и уплотняющих роликов 4, связанных передачами 5. На роликах 3 имеются лопатки 6 для перемешивания теста. Высота лопаток составляет от 3 до 8 мм, подбирается опытным путем в зависимости от вида теста (мягкое, твердое и т.п.). В дне бункера выполнена воронка 7 прямоугольного сечения. Бункер закреплен над вальцами 8, 9 для раскатки тестовых лент 10, 11 и подачи их на штамповочные барабаны 12, 13. Барабаны 12, 13 имеют на цилиндрических поверхностях формирующие ячейки, ряды которых размещены в шахматном порядке (не показано). В плоскости, перпендикулярной оси барабана, ячейки соседних рядов расположены с угловым сдвигом, равным 18° для барабана, имеющего 10 ячеек в одном ряду.
Нагнетатель начинки, он же фаршевый насос (не показан), имеет на выходе нагнетающие трубки 14, установленные в плоскости сопряжения лент 10, 11. Количество трубок 14 равно числу рядов ячеек на барабанах 12, 13 (в опытном образце это число равно двум). Трубки 14, выполненные из эластичного материала (например, из полиэтилена), проложены через прерыватель 15. Прерыватель 15 содержит основание 16, на котором закреплен с возможностью вращения вал 17, связанный с приводом (не показано). Вал 17 имеет кольцевые канавки «б». В основании 16 выполнены пазы «в». Канавки «б» образуют вместе с пазами «в» каналы для нагнетающих трубок 14. Внутри канавок «б» закреплены, с относительным угловым сдвигом, равным 18°, прижимные ролики 18. В зависимости от степени прижима трубки 14 (частичное или полное перекрытие) ролики 18 могут располагаться внутри канавок «б» или выступать из них. Степень прижима трубки 14 зависит от рецептуры используемой начинки (густая или жидкая). Позициями 19, 20 и 21 обозначены пельмени, транспортер и контейнер для готовых пельменей соответственно.
С автоматом для производства пельменей работают в следующем порядке. Предварительно замешанное тесто закладывают в требуемом количестве в питатель 1 и включают привод роликов 3. Тесто, сползая в бункер 2, попадает между роликами 3, которые лопатками 6 перемешивают его до требуемой кондиции. Ролики 4, уплотняя перемешанное тесто, направляют его в воронку 7, откуда оно выходит в виде непрерывной пластины прямоугольного сечения. Тесто поступает на вальцы 8, 9, которые раскатывают его в виде лент 10, 11. Концы лент заправляют между штамповочными барабанами 12, 13.
Обеспечив захват лент 10, 11, включают привод барабанов 12, 13. Одновременно включают фаршевый насос и прерыватель 15, вращение которого синхронизировано с вращением барабанов 12, 13. Вращаясь, барабаны 12, 13 сближают ленты 10, 11 на линии сопряжения. Когда пара формообразующих ячеек первого ряда начинает сопряжение, первый ролик 18 прерывателя 15 прокатывается по первой нагнетающей трубке 14, прижимая ее до установленной глубины. При этом в трубке создается импульс избыточного давления, который с большой скоростью вбрасывает между сопрягающимися лентами порцию фарша. Фарш, объем которого определяется диаметром ролика 18, вдавливает ленты в ячейки, формируя оболочку пельменя и заполняя ее за счет равномерности гидравлического давления. Частота вращения вала 17 рассчитана так, что в момент смыкания ячеек ролик 18 отходит от трубки 14, которая благодаря своей эластичности и давлению фаршевого насоса восстанавливает форму. Давление на выходе первой трубки 14 резко падает и фарш перестает поступать. В этот момент ячейки формируют пельмень, слепляя края тестяных оболочек.
При дальнейшем вращении барабанов пара ячеек второго ряда, расположенная с угловым сдвигом относительно пары первого ряда, начинает сближение. В этот момент второй ролик 18 прокатывается по второй трубке 14, конец которой расположен вдоль линии сопряжения в плоскости второго ряда ячеек. Под воздействием импульса избыточного давления вторая трубка вбрасывает порцию фарша между участками лент в плоскости второго ряда ячеек, заполняя оболочки второго пельменя. При дальнейшем вращении барабанов 12, 13 и вала цилиндра 17 вторая пара ячеек смыкается, формируя второй пельмень, а второй ролик отходит от второй трубки, сбрасывая давление фарша и т.д. При дальнейшем вращении барабанов первая пара ячеек полностью расходится, пельмень 19 выталкивается на транспортер 20 и доставляется в контейнер 21. Таким образом, за один оборот барабанов формируется около 20 пельменей. В дальнейшем цикл повторяется.
Согласно описанной выше схеме на предприятии заявителя изготовлен опытный образец автомата для производства пельменей с двумя рядами ячеек на каждом барабане. Испытания автомата показали отличный результат. Предлагаемый автомат для производства пельменей имеет ряд преимуществ по сравнению с прототипом. Во-первых, импульсный выброс фарша наилучшим образом заполняет начинкой оболочки в ячейках. Во-вторых, импульс давления удаляет фаршевые пробки и нагнетающие трубки дольше остаются в рабочем состоянии. В третьих, импульсный прерыватель отключает подачу фарша на время, когда ячейки, сомкнувшись, слепляют пельмень, и подача начинки не нужна. Наконец, питатель теста с бункером и тестомешалкой обеспечивает перемешивание и непрерывную подачу теста на валки. Указанные особенности обеспечили повышение производительности и качества пельменей.
По результатам испытаний начато проектирование автомата для варианта нагнетателя с четырьмя трубками. В новом варианте вал прерывателя имеет четыре прижимных ролика, которые взаимодействуют с нагнетающими трубками по следующей схеме: сначала одновременно работают 1-й и 3-й ролики, затем, с угловым сдвигом на 18°, 2-й и 4-й.
Неочевидность предлагаемого решения состоит, на взгляд авторов, в сочетании непрерывной подачи теста с импульсной подачей начинки. При непрерывном перемешивании и подаче теста исключается риск обрыва тестяных лент, а за счет импульсного впрыскивания начинки обеспечивается более качественное заполнение оболочек пельменя. При этом достигается сверхсуммарный эффект: удаление фаршевых пробок, которыми периодически забиваются нагнетающие трубки.
Описанное выше промышленно применимое новое техническое решение отвечает, на взгляд авторов, требованиям неочевидности, в связи с чем предлагается к правовой защите патентом на изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И НАГНЕТАТЕЛЬ ТЕСТА, ИСПОЛЬЗУЕМЫЙ В ЭТОМ УСТРОЙСТВЕ | 2014 |
|
RU2552048C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1997 |
|
RU2137370C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЛЬМЕНЕЙ | 1992 |
|
RU2042328C1 |
| Линия для производства изделий из теста с начинкой | 1985 |
|
SU1253563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262232C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 1991 |
|
RU2016515C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1991 |
|
RU2036584C1 |
| Устройство для изготовления изделий из теста с начинкой | 1981 |
|
SU1005749A1 |
| Устройство для формования заготовок из теста с начинкой | 1980 |
|
SU931137A1 |
| Пельменница Черепова для приготовления изделий из теста с начинкой в домашних условиях | 1990 |
|
SU1752172A3 |
Изобретение относится к оборудованию для производства пельменей. Автомат содержит бункер 1, тестомесительный механизм 3-6, вальцы 8, 9, штамповочные барабаны 12, 13 с формирующими ячейками, трубки 14 для нагнетания фарша между тестяными лентами 10, 11. Трубки изготовлены из эластичного материала, пропущены через прерыватель 15. Прерыватель содержит вал с канавками для трубок. В канавках закреплены ролики для периодического прижима нагнетающих трубок. При синхронизированном вращении барабанов и вала прижимные ролики периодически прижимают трубки 14. При этом происходит импульсный впрыск порции фарша между лентами 10 и 11, когда ячейки открыты, и перекрытие потока фарша, когда ячейки сомкнуты. Изобретение позволяет повысить производительность и качество продукции. 3 з.п. ф-лы, 3 ил.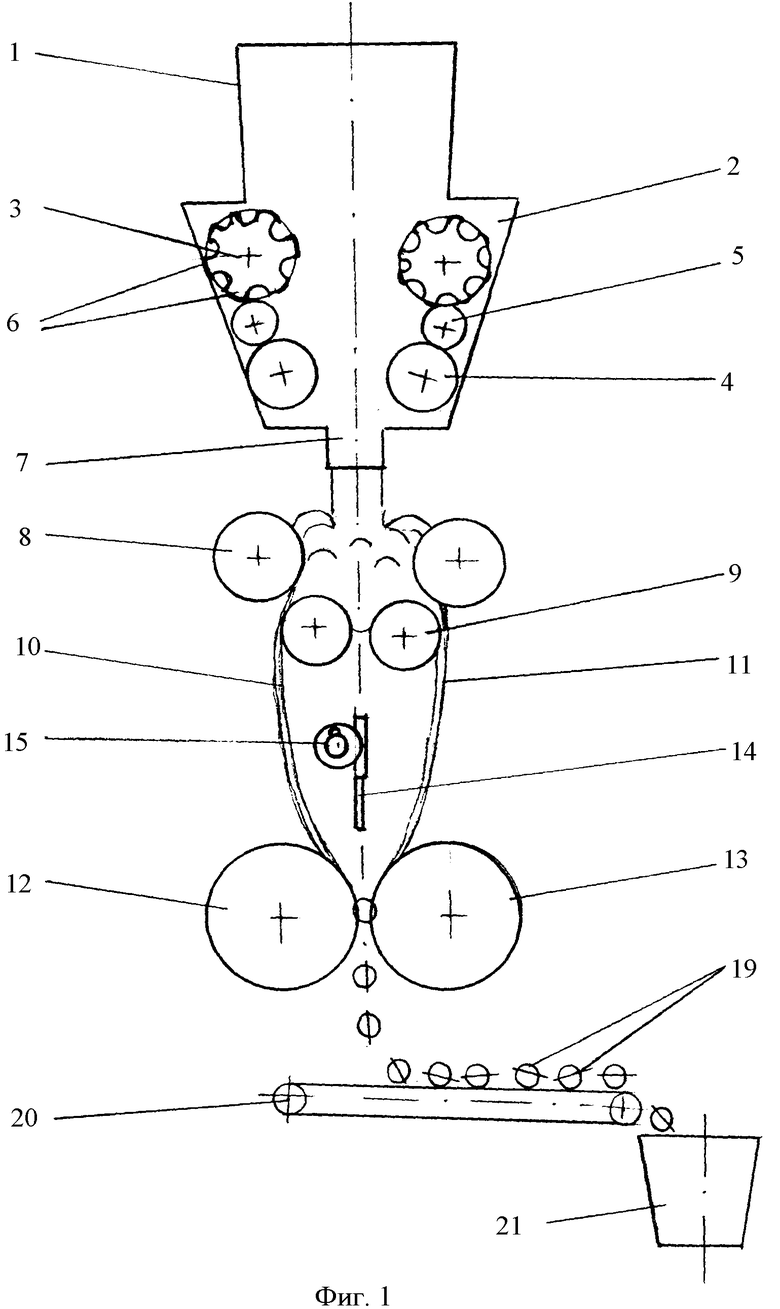
1. Автомат для производства пельменей, включающий нагнетатель начинки, содержащий как минимум две нагнетающие трубки, питатель теста, сообщенный с вальцами для раскатки тестовых лент и подачи их на штамповочные барабаны с формирующими ячейками, расположенными на цилиндрических поверхностях рядами в шахматном порядке, отличающийся тем, что нагнетающие трубки изготовлены из эластичного материала, проложены через прерыватель, выполненный с возможностью периодического прерывания потока начинки путем частичного или полного передавливания нагнетающих трубок, при этом питатель теста выполнен в виде бункера, оборудованного тестомесительным механизмом, включающим перемешивающие и уплотняющие ролики для теста, установленные попарно - симметрично над упомянутыми вальцами.
2. Автомат по п.1, отличающийся тем, что прерыватель потока начинки содержит вал, имеющий кольцевые канавки для нагнетающих трубок и прижимные ролики, закрепленные в кольцевых канавках с возможностью взаимодействия с нагнетающими трубками.
3. Автомат по п.1 или 2, отличающийся тем, что прижимные ролики закреплены в соседних кольцевых канавках с относительным смещением, отвечающим смещению ячеек в соседних рядах на цилиндрической поверхности барабана.
4. Автомат по п.1, отличающийся тем, что перемешивающие ролики питателя теста снабжены лопатками, имеющими высоту от 3 до 8 мм.
| Фрикционный регулятор | 1935 |
|
SU50759A1 |
| ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТЕСТА С НАЧИНКОЙ | 2005 |
|
RU2272410C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЛЬМЕНЕЙ | 1992 |
|
RU2042328C1 |

