Изобретение относится к устройству для удаления гребней окалины с металлических заготовок, например слябов, блюмов, заготовок для прокатки и т. п.
В процессе производства стали с применением, например, способа непрерывной разливки, сплошная литая заготовка, полученная непрерывной разливкой, выходящая из установки, разрезается на отрезки необходимой длины для получения отдельных металлических заготовок, которые обычно называют слябами, блюмами или заготовками для прокатки. Отдельные заготовки подвергают затем последующей обработке, например прокатке, с целью получения готовой продукции из стали.
Операция резки, описанная выше, обычно выполняется с помощью пламени или факела, когда струю чистого кислорода направляют на заготовку, нагретую до температуры возгорания кислорода. Полученная экзотермическая химическая реакция между железом и кислородом вызывает образование шлака или отходов, состоящих из оксида железа, металлического железа и других легирующих элементов. Этот шлак или отходы находятся в расплавленном состоянии и смещаются во время операции резки, причем часть их образует гребень материала вдоль нижнего края разрезанного конца. После охлаждения материал затвердевает и пристает к поверхности заготовки вдоль нижней поверхности, прилегающей к разрезанному концу, образуя то, что обычно называют "гребнем окалины".
Образование на заготовке гребней окалины создает проблемы при дальнейшей обработке. Так, например, гребень окалины может отпадать в нагревательной печи, что создает проблему его последующего удаления, связанную с дополнительными трудозатратами. Кроме того, в том случае, если гребень окалины остается приставшим к заготовке во время нагревания, он расплющивается на стали в процессе прокатки, вызывая снижение качества продукции.
До сих пор гребни окалины, образующиеся в результате кислородной резки, удаляют, переворачивая заготовку и удаляя гребни окалины горелками огневой зачистки. Однако потребность в дополнительном манипулировании заготовкой влечет за собой потребность в дополнительном оборудовании и дополнительных трудозатратах. Для этой цели применяются также механические резцы или зубила, что также является трудоемким процессом.
В патенте США N 4859126 описано устройство, предназначенное для эффективного удаления гребней окалины сразу же после резки заготовки и состоящее из балки для удаления окалины, имеющей в общем плоскую наружную поверхность и режущую кромку вдоль каждой из двух своих противоположных сторон. Лезвие располагается таким образом, что оно проходит поперек и ниже линии перемещения заготовки, и лезвие может поворачиваться между нейтральным положением, в котором лезвие находится ниже линии перемещения заготовки, и противоположными наклонными положениями, в которых одна или другая из числа режущих кромок взаимодействует с нижней, несущей гребень окалины, поверхностью заготовки, и таким образом, что каждая режущая кромка приспособлена к тому, чтобы взаимодействовать и "зачищать" гребень окалины на заготовке.
Балка для удаления окалины, описанная в вышеупомянутом патенте, применяется в первую очередь для зачистки прямоугольных слябов из стали, которые формируются в ходе наиболее широко используемого процесса кристаллизации стали, т.е. непрерывной разливки. Особенностью процесса непрерывной разливки является тот факт, что широкая поверхность сляба, к которой пристал гребень окалины, может быть вспученной, создавая несколько вогнутый или выпуклый профиль. Степень вспученности варьируется в зависимости от размеров сляба и других факторов и может иногда быть достаточно серьезной для того, чтобы препятствовать постоянному контакту между режущей кромкой балки для удаления окалины вдоль всей поверхности сляба. В дополнение к вспученности возможны и другие искривления профиля сляба, вызванные механическими или термическими воздействиями, которые также могут препятствовать достаточному контакту режущей кромки с поверхностью сляба. Эти условия могут оказывать отрицательное влияние на рабочие характеристики балки для удаления окалины, снижая ее надежность.
В соответствии с этим целью настоящего изобретения является создание балки для удаления окалины описанного типа, которая позволяет эффективно преодолеть описанные выше ограничения возможностей существующей балки.
Более конкретной целью настоящего изобретения является создание балки для удаления окалины, способной эффективно удалять гребень окалины вдоль вогнутой или выпуклой поверхности сляба.
Указанные и другие цели и преимущества настоящего изобретения достигаются в предложенной балке для удаления окалины, включающей в себя наружную поверхность и предпочтительно две продольных боковых кромки, проходящие вдоль соответствующих противоположных сторон наружной поверхности. Множество режущих лезвий установлено с возможностью вращения вокруг оси вдоль каждой из боковых кромок, причем лезвия выровнены продольно таким образом, чтобы образовать преимущественно непрерывную режущую кромку вдоль каждой боковой стороны. Таким образом, в процессе применения лезвия могут свободно поворачиваться для точного совпадения с контуром заготовки, что позволяет входить в зацепление с гребнем окалины по всей его длине для его удаления.
В предпочтительном варианте реализации опорная балка состоит из главного вала, образующего продольную ось, и двух продольных боковых пластин, присоединенных к главному валу соответственно с противоположных сторон. Боковые пластины совместно ограничивают обращенные в противоположные направления верхнюю и нижнюю поверхности и обращенные в противоположные направления боковые поверхности, а режущие лезвия установлены на боковых пластинах на осях, размещенных на соответствующей боковой пластине и установленных перпендикулярно ей.
Каждое из режущих лезвий предпочтительно включает в себя съемный держатель лезвия, установленный с возможностью вращения на соответствующей оси, а также съемный вкладыш, соединенный с указанным держателем лезвия. Вкладыш имеет относительно острую кромку, образующую отрезок указанной непрерывной режущей кромки. Такая конструкция допускает снятие и замену режущих кромок без демонтажа всей опорной балки.
Желательно также, чтобы режущие кромки проходили вдоль каждого из углов опорной балки. Таким образом, опорная балка имеет две группы режущих лезвий, из которых одна группа остается в резерве, в то время как другая группа используется, что позволяет удвоить полезный срок службы лезвий перед тем, как придется прекратить эксплуатацию опорной балки и приступить к ее обслуживанию с целью замены режущих лезвий.
Некоторые из целей и преимуществ настоящего изобретения уже перечислены, другие будут выявлены в ходе последующего описания, выполненного со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 показано трехмерное изображение установки непрерывной разливки металла и устройства для удаления окалины согласно изобретению;
на фиг. 2 показано трехмерное изображение, частично в разрезе, балки для удаления окалины, показанной на фиг. 1;
на фиг. 3 показано увеличенное изображение в разрезе балки для удаления окалины, выполненное вдоль линии 3-3 с фиг. 2;
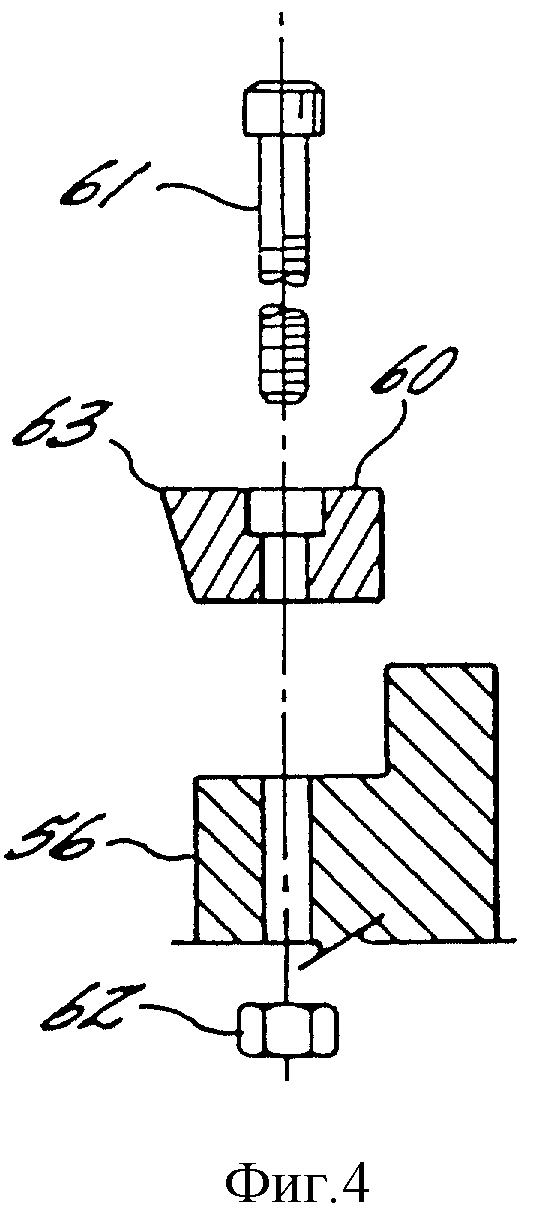
на фиг. 4 показано покомпонентное изображение в разрезе держателя лезвия и вкладыша балки, выполненное вдоль линии 4-4 на фиг. 2;
на фиг. 5 показан местный вид сбоку в вертикальной проекции линии транспортировки заготовки с балкой для удаления окалины согласно изобретению, и
на фиг. 6 показан местный вид в направлении перемещения сляба, иллюстрирующий способ, которым режущие лезвия совпадают с контуром нелинейного сляба.
На фиг. 1 показана обычная установка для непрерывной разливки стали 10, предназначенная для одновременного формирования двух литых заготовок 12, 12'. На нижнем конце каждого из ручьев расположено несколько кислородных резаков 13, предназначенных для разрезания литых заготовок на отдельные слябы, блюмы или заготовки, которые все вместе названы здесь заготовками 14. Как лучше всего видно на фиг. 5, каждая заготовка 14 имеет верхнюю поверхность 15, нижнюю поверхность 16, передний конец 18 и задний конец 19'. Кроме того, заготовка включает в себя гребень окалины 21, 22', образованный в результате операции кислородной резки на нижней поверхности, прилегающей к переднему концу 18 и заднему концу 19' заготовки соответственно.
Устройство включает в себя конвейерное средство, представляющее собой последовательность приводных конвейерных роликов 24 и предназначенное для перемещения каждой заготовки по горизонтальной линии в направлении, относительно которого концы 18, 19' и гребни окалины 21, 22' располагаются перпендикулярно. Однако эта ориентация может оказаться не вполне перпендикулярной, поскольку резаки 13 могут быть настроены на резку заготовок под углом, или же заготовки могут смещаться на роликах 24. Кроме того, конвейерные ролики 24 могут быть приспособлены для избирательного перемещения каждой заготовки в противоположных направлениях вдоль горизонтальной линии движения способом, дополнительно описанным ниже.
Устройство, являющееся предметом настоящего изобретения, содержит также опорную балку 25 для удаления окалины, установленную поперек и ниже линии перемещения каждой заготовки 14. Балка 25 включает в себя главный вал 27, образующий продольную ось, и две продольные боковые пластины 28, 29, присоединенные к главному валу 27 соответственно на его противоположных сторонах. Боковые пластины 28, 29 образуют таким образом в общем прямоугольную в поперечном разрезе коробчатую конструкцию и имеют обращенные в противоположных направлениях верхнюю и нижнюю поверхности 31, 32 и обращенные в противоположных направлениях боковые поверхности 33, 34. Верхняя перекрывающая пластина 36 проходит между верхними концами боковых пластин 28, 29 и располагается в одной плоскости с верхней поверхностью 31, а аналогичная нижняя пластина 38 проходит между нижними концами боковых пластин 28, 29 и располагается в одной плоскости с нижней поверхностью 32.
В показанном на чертеже варианте реализации опорная балка 25 снабжена линией режущих лезвий 40 вдоль каждого из ее четырех углов. Конкретнее, множество режущих лезвий 40 закреплено вдоль первой продольной линии 41, прилегающей к месту соединения между верхней поверхностью 31 и боковой поверхностью 33 боковой пластины 28 и вдоль второй продольной линии 42, прилегающей к месту соединения между нижней поверхностью 32 и боковой поверхностью 33 боковой пластины 28. Другая боковая пластина 29 снабжена лезвиями 40, размещенными вдоль соответствующих третьей и четвертой линий 43, 44. Таким образом, лезвия 40 вдоль первой и третьей линий 41, 43 образуют первую пару режущих кромок, которые могут поочередно использоваться для удаления гребней окалины так, как описано ниже, а лезвия 40 вдоль второй и четвертой линий 42, 44 образуют вторую пару режущих кромок, которые используются поочередно.
Конструкция для поворотного крепления режущих лезвий 40 к каждой из боковых пластин 28, 29 включает в себя множество осей 46. Как лучше всего видно на фиг. 3, каждая ось 46 включает в себя два соосных сегмента оси 48, 49 различного диаметра с образованием радиального буртика между ними. Сегмент 48 меньшего диаметра вставлен в отверстие в боковой поверхности пластины 28, будучи закреплен в нем с возможностью извлечения посредством шайбы 51 и болта 52. Сегмент большого диаметра 49, выступающий перпендикулярно к наружной боковой поверхности 33 боковой пластины 28, несет на себе соосную втулку 54, на которой в свою очередь установлен держатель 56 лезвия с возможностью свободного вращения относительно поворотной оси 46. Держатель 56 закреплен с возможностью отделения на втулке 54 посредством шайбы 57 и двух болтов 58.
Каждый держатель лезвия 56 имеет вырез, в котором, как показано на фиг. 4, посредством нескольких винтов с головкой под торцовый ключ 61 и гаек 62 крепится с возможностью отделения вкладыш 60. Каждый вкладыш 60 располагается вдоль верхней стороны держателя 56 и содержит режущую кромку 63. Кроме того, лезвия 40 располагаются, тесно прилегая друг к другу в продольном направлении, так что режущие кромки 63 вкладышей 60 образуют преимущественно сплошную режущую кромку по всей длине каждого из четырех углов балки 25. Конкретнее, вкладыши 60 лезвий 40 вдоль линии 41 образуют сплошную режущую кромку 64, вкладыши 60 лезвий 40 вдоль линии 42 образуют сплошную режущую кромку 65, вкладыши 60 лезвий 40 вдоль линии 43 образуют сплошную режущую кромку 66, вкладыши 60 лезвий 44 вдоль линии 42 образуют сплошную режущую кромку 67.
Предусмотрен ряд опор 70 для подшипников вала 27 и, таким образом, опорной балки 25 для вращательного движения относительно продольной оси, при этом опорная балка может устанавливаться непосредственно рядом с линией перемещения заготовки 14, опирающейся на конвейерную систему 24, и имеет продольную ось, проходящую, как показано на фиг. 1, в направлении, поперечном линии перемещения заготовки.
Двигатель 72 гидравлического привода с обычным датчиком положения предназначен для избирательного поворота опорной балки 25 относительно продольной оси таким образом, чтобы любая из режущих кромок 64-67 могла оставаться в контакте с прилегающей нижней поверхностью 16 заготовки 14, движущейся по линии перемещения, и так, чтобы каждая режущая кромка была готова к взаимодействию и удалению гребня окалины 21, 22, образованного на прилегающей заготовке. Как показано на фиг. 5, возможно применение двух нажимных роликов 74 для удержания заготовки относительно балки 25, которые не допускают подъема заготовки при соударении гребня окалины с режущей кромкой балки.
Способ применения устройства для удаления окалины, являющегося предметом настоящего изобретения, дополнительно описан в упомянутом выше патенте США N 4859126, описание которого непосредственно включено сюда в качестве ссылки. Коротко можно сказать, что заготовка 14 перемещается по конвейерным роликам 24, и после того как передний конец 18 заготовки проходит балку 25, балка наклоняется таким образом, что режущая кромка 64, противостоящая гребню окалины 22 на заднем конце заготовки, наклоняется до соприкосновения с нижней поверхностью 16 заготовки. Поскольку продвижение заготовки продолжается, режущая кромка 64 входит в зацепление и удаляет гребень окалины 22 на заднем конце. После этого направление движения заготовки меняется на противоположное, и балка 25 возвращается в нейтральное положение. Затем балка наклоняется в противоположном направлении, так что режущая кромка 66 входит в соприкосновение с нижней поверхностью заготовки, и продолжающееся движение заготовки в противоположном направлении вызывает зацепление и удаление гребня окалины 21 режущей кромкой 66, как показано на фиг. 5. После этого продвижение заготовки вновь прекращается и его направление меняется на противоположное, благодаря чему заготовка перемещается вперед, а балка наклоняется в нейтральное положение, в котором ожидает следующую заготовку.
В случаях, когда поперечный контур заготовки 14 является вогнутым или выпуклым, как показано на фиг. 6, отдельные режущие лезвия 40 поворачиваются по отдельности относительно своих шарнирных осей 46 так, чтобы тесно прилегать к искривленному контуру нижней поверхности заготовки. В результате удается эффективно удалить практически все гребни окалины.
При нормальных условиях работы используются только две верхние группы режущих лезвий, т.е. те, которые располагаются вдоль линий 41, 43. Однако, если верхние режущие лезвия потребуют ремонта или замены, вся балка 25 может быть повернута на 180o двигателем привода 72, так что может использоваться другая пара режущих лезвий, т.е. тех, которые располагаются вдоль линий 42, 44. Таким образом, можно отложить операцию ремонта или замены до тех пор, пока ремонта или замены не потребует вторая пара лезвий, и в результате балка 25 может оставаться в эксплуатации в течение более длительного периода времени, а простои установки непрерывной разливки можно свести к минимуму.
На чертежах и в описании приведен предпочтительный вариант реализации изобретения, и использованные здесь термины могут трактоваться широко и они не ограничивают изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления грата с краев металлической заготовки после газовой резки и подобных операций | 1987 |
|
SU1632367A3 |
| Насадка-гребень для устройства для срезания волос | 2019 |
|
RU2776805C1 |
| Бритва типа "Жиллет" | 1930 |
|
SU33068A1 |
| РЕЖУЩАЯ ПЛАСТИНА И ИНДЕКСИРУЕМЫЙ ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2013 |
|
RU2602919C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2393940C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ РЕЖУЩИЕ ПЛАСТИНЫ НЕСКОЛЬКИХ ТИПОВ | 2011 |
|
RU2567640C2 |
| СИСТЕМА ВЫДАЧИ ИЗДЕЛИЙ ИЗ УПАКОВКИ И УПАКОВКА ДЛЯ НЕЕ | 2010 |
|
RU2553010C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2501632C2 |
| БУРОВОЕ ДОЛОТО, ИМЕЮЩЕЕ ФАСОННЫЙ ПЕРЕДНИЙ РЕЗЕЦ И ИМПРЕГНИРОВАННЫЙ ВСПОМОГАТЕЛЬНЫЙ РЕЗЕЦ | 2018 |
|
RU2768347C2 |
| МИКРОВИТРЕОРЕТИНАЛЬНОЕ ЛЕЗВИЕ ТРОАКАРА | 2009 |
|
RU2470601C1 |




Использование: изобретение относится к устройству для удаления гребней окалины, образующихся на нижней поверхности металлической заготовки при газовой резке заготовки. Сущность: устройство включает в себя опорную балку, имеющую предпочтительно плоские верхнюю и нижнюю поверхности, и режущую кромку, идущую вдоль каждого из ее четырех углов. Балка располагается поперек и ниже линии перемещения заготовки, и балка может поворачиваться между нейтральным положением, когда одна из числа верхней и нижней поверхности располагается непосредственно под линией перемещения заготовки, и положениями наклона в противоположных направлениях, при которых одна из режущих кромок входит в зацепление и удаляет гребень окалины на нижней поверхности заготовки. Каждая из режущих кромок состоит из множества раздельно поворачивающихся режущих лезвий, благодаря чему режущая кромка, образованная лезвиями, может тесно прилегать к нелинейному контуру поверхности заготовки. Устройство позволяет повысить качество обработки заготовки, повысить надежность балки для удаления окалины. 2 с. и 8 з.п. ф-лы, 6 ил.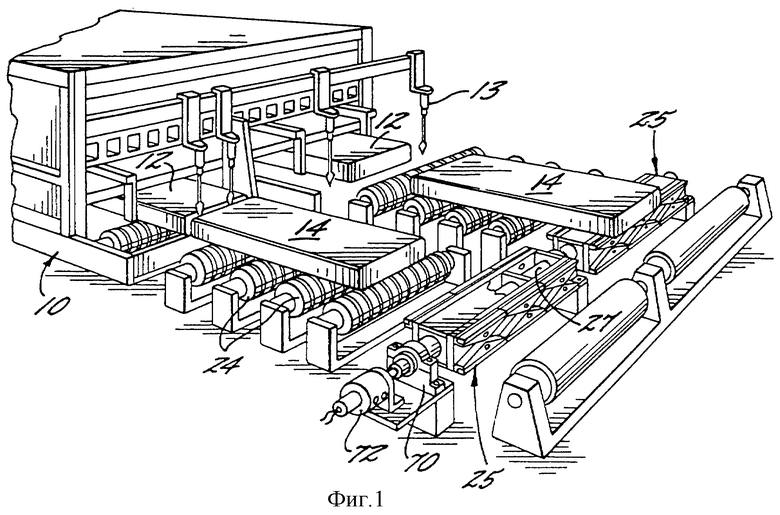
| US, 4859126, 14.06.89 | |||
| US, 4,498,821, 12.02.85 | |||
| US, 5.179.772 | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| US, 5,253,398, 19.10.93. | |||

