Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к режущей пластине и индексируемому вращающемуся режущему инструменту. Более конкретно, настоящее изобретение относится к режущей пластине, используемой для фрезерования 90° уступа и индексируемому вращающемуся режущему инструменту, на который режущая пластина съемно устанавливается.
Уровень техники
[0002] Обычно индексируемые вращающиеся режущие инструменты используются в операциях фрезерования 90° уступа для обработки резанием поверхности боковой стенки заготовки под прямым углом к обрабатываемой поверхности нижней стенки. Каждая из публикаций патентной литературы 1-3 раскрывает пример режущей пластины, используемой в обработке резанием, как описано выше. Каждая из режущих пластин, раскрытых в этих публикациях патентной литературы, имеет форму, в которой задняя поверхность, продолжающаяся до главной режущей кромки, разделена на три части в направлении к центральной линии пластины. Более конкретно, задней поверхности, которая продолжается до главной режущей кромки, придана форма, состоящая из: закрученный участок поверхности, который является первым участком задней поверхности, расположен вдоль главной режущей кромки и имеет задний угол, постепенно изменяющийся вдоль главной режущей кромки; участок изогнутой поверхности, который является вторым участком задней поверхности и соединен с закрученным участком поверхности и плоским участком поверхности; и плоский участок поверхности, который является третьим участком задней поверхности и входит в контакт с поверхностью боковой стенки установочного гнезда под пластину корпуса инструмента.
Источники информации
Патентная литература (PTL)
[0003] PTL1: опубликованная заявка на патент Японии №2008-254128.
PTL2: опубликованная заявка на патент Японии №2008-254129.
PTL3: опубликованная заявка на патент Японии №2008-213078.
Раскрытие изобретения
Техническая задача
[0004] В случае фрезерования 90° уступа угол режущей кромки составляет 90° и, следовательно, наибольшая сила резания действует в радиальном направлении, в котором жесткость вращающегося режущего инструмента с центром на оси вращения является низкой. Таким образом, возникновение вибрации в виде автоколебаний является более вероятным по сравнению с другими вращающимися инструментами. Далее, при таком фрезеровании 90° уступа во многих случаях обработка выполняется в условиях, способствующих возникновению вибрации в виде автоколебаний таких, как обработка поверхности стенки с использованием длинного перекрывающего инструмента и обработка тонких заготовок. Более того, при увеличении глубины резания в радиальном направлении для увеличения эффективности обработки возникновение вибрации в виде автоколебаний более вероятно вследствие увеличения эффекта возбуждения вибрации. При возникновении вибрации в виде автоколебаний качество обработанной поверхности и стойкость инструмента значительно ухудшаются и, следовательно, подавление вибрации в виде автоколебаний является важной проблемой при фрезеровании 90° уступа.
[0005] Однако, ни одна из режущих пластин, описанных в источниках 1-3 патентной литературы, не имеет формы, эффективной в отношении проблемы, связанной с вибрацией в виде автоколебаний. Далее, при прямом уменьшении размера режущей пластины, описанной в каждом из источников 1-3 патентной литературы, толщина режущей пластины становится чрезмерно малой и ее общая прочность становится недостаточной так, что возникновение вибрации в виде автоколебаний становится намного более вероятным. Другими словами, миниатюризация режущей пластины делает проблему вибрации в виде автоколебаний более серьезной.
[0006] Настоящее изобретение было сделано в отношении описанной выше проблемы и его задачей является создание режущей пластины, способной к эффективному подавлению вибрации в виде автоколебаний, и индексируемого вращающегося режущего инструмента, на котором режущая пластина съемно устанавливается.
Решение задачи
[0007] В соответствии с первым объектом настоящего изобретения предложена режущая пластина, содержащая:
первую торцовую поверхность и вторую торцовую поверхность, обращенные противоположно друг другу;
периферийную боковую поверхность, продолжающуюся между первой торцовой поверхностью и второй торцовой поверхностью; и
режущую кромку, образованную на участке гребня пересечения между первой торцовой поверхностью и периферийной боковой поверхностью так, что первая торцовая поверхность выполняет функцию передней поверхности, а часть периферийной боковой поверхности выполняет функцию задней поверхности, причем
участок периферийной боковой поверхности, смежный, по меньшей мере, части режущей кромки, включает по меньшей мере первый участок задней поверхности, смежный режущей кромке, второй участок задней поверхности, третий участок задней поверхности и четвертый участок задней поверхности, которые расположены в этом порядке со стороны первой торцовой поверхности ко второй торцовой поверхности;
первый участок задней поверхности имеет угол наклона, который постепенно изменяется вдоль режущей кромки, и ширину, которая постоянна или по существу постоянна в области вдоль режущей кромки со стороны первой торцовой поверхности ко второй торцовой поверхности;
угол наклона первого участка задней поверхности имеет минимальное значение, которое находится в диапазоне не менее чем 2,0° и не более чем 6,0°, при этом угол наклона первого участка задней поверхности имеет максимальное значение, которое находится в диапазоне не менее чем 10,5° и не более чем 14,5°;
второй участок задней поверхности соединяет первый участок задней поверхности и третий участок задней поверхности;
угол наклона третьего участка задней поверхности находится в диапазоне не менее чем 0,0° и не более чем 11,0°; и
четвертый участок задней поверхности имеет угол наклона больше, чем третий участок задней поверхности.
[0008] Ширина первого участка задней поверхности может быть установлена в диапазоне не менее чем 0,1 мм и не более чем 0,6 мм.
[0009] Вписанная окружность может быть определена в первой торцовой поверхности на виде сверху на режущую пластину со стороны, противоположной первой торцовой поверхности. Предпочтительно, чтобы отношение диаметра вписанной окружности к толщине режущей пластины составляло не менее чем 1,5 и не более чем 2,2.
[0010] Предпочтительно, чтобы вторая торцовая поверхность была образована так, чтобы выполнять функцию опорной поверхности, когда режущая пластина установлена в корпусе инструмента, при этом вторая торцовая поверхность выполнена с по меньшей мере тремя выступами.
[0011] Предпочтительно, режущая кромка включает главную режущую кромку, вспомогательную режущую кромку и угловую режущую кромку, соединяющую главную режущую кромку и вспомогательную режущую кромку. В этом случае предпочтительно, чтобы первый участок задней поверхности являлся примыкающим к, по меньшей мере, главной режущей кромке. Предпочтительно, чтобы главная режущая кромка была образована так, чтобы постепенно приближаться ко второй торцовой поверхности с увеличением расстояния от угловой режущей кромки. Далее, предпочтительно, чтобы первый участок задней поверхности был образован так, чтобы его угол наклона постепенно увеличивался с увеличением расстояния от угловой режущей кромки вдоль главной режущей кромки.
[0012] Предпочтительно, форма режущей пластины является по существу треугольной на виде со стороны противоположной первой торцовой поверхности. В этом случае режущая пластина может включать три режущие кромки. Следует отметить, что режущая пластина в соответствии с настоящим изобретением может включать только одну режущую кромку. Предпочтительно, режущая пластина в соответствии с настоящим изобретением включает множество режущих кромок и более предпочтительно включает по меньшей мере три режущие кромки.
[0013] Далее, в соответствии со вторым объектом настоящего изобретения предложен индексируемый вращающийся режущий инструмент, содержащий корпус инструмента, имеющий по меньшей мере одно гнездо для установки пластины на переднем торцовом участке, с режущей пластиной, съемно установленной в гнезде, при этом
режущая пластина является режущей пластиной, описанной выше;
режущая пластина установлена в гнезде с осевым передним углом, находящимся в диапазоне не менее чем 6° и не более чем 14°, и радиальным передним углом, находящимся в диапазоне не менее чем -8° и не более чем 0°; и
задний угол первого участка задней поверхности режущей пластины, установленной в гнезде, составляет не менее чем 5° и не более чем 13°.
Краткое описание чертежей
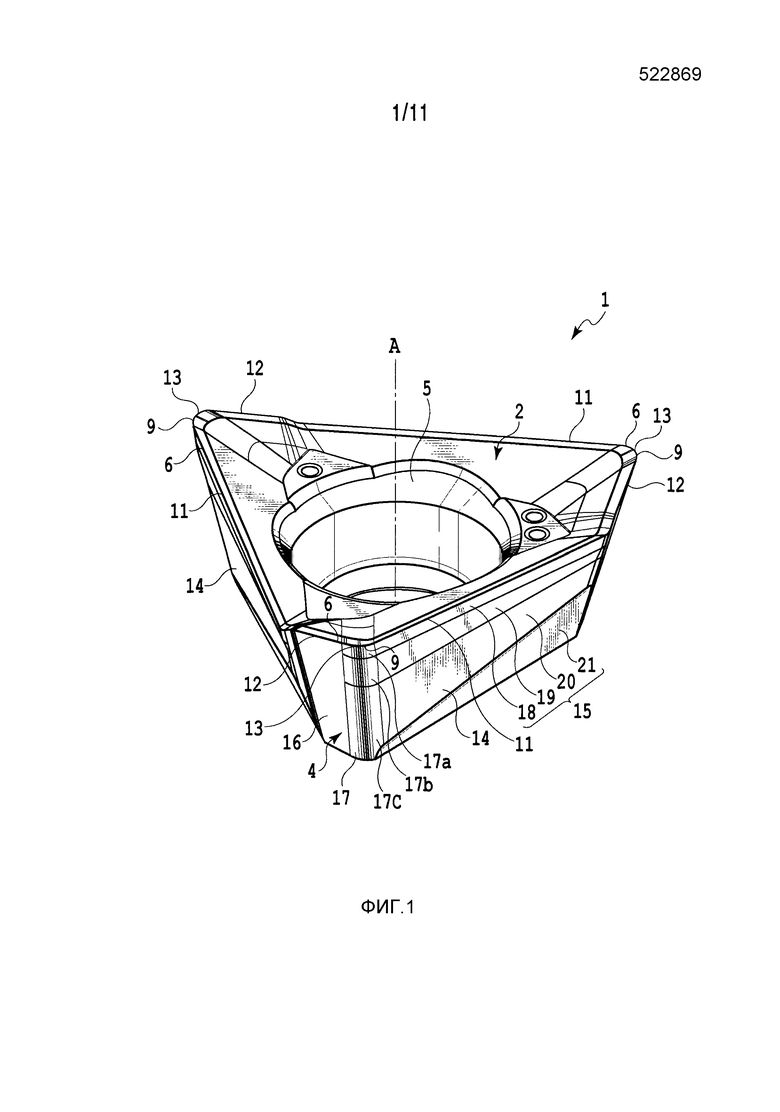
[0014] На фиг. 1 представлен вид в перспективе на режущую пластину в соответствии с вариантом настоящего изобретения;
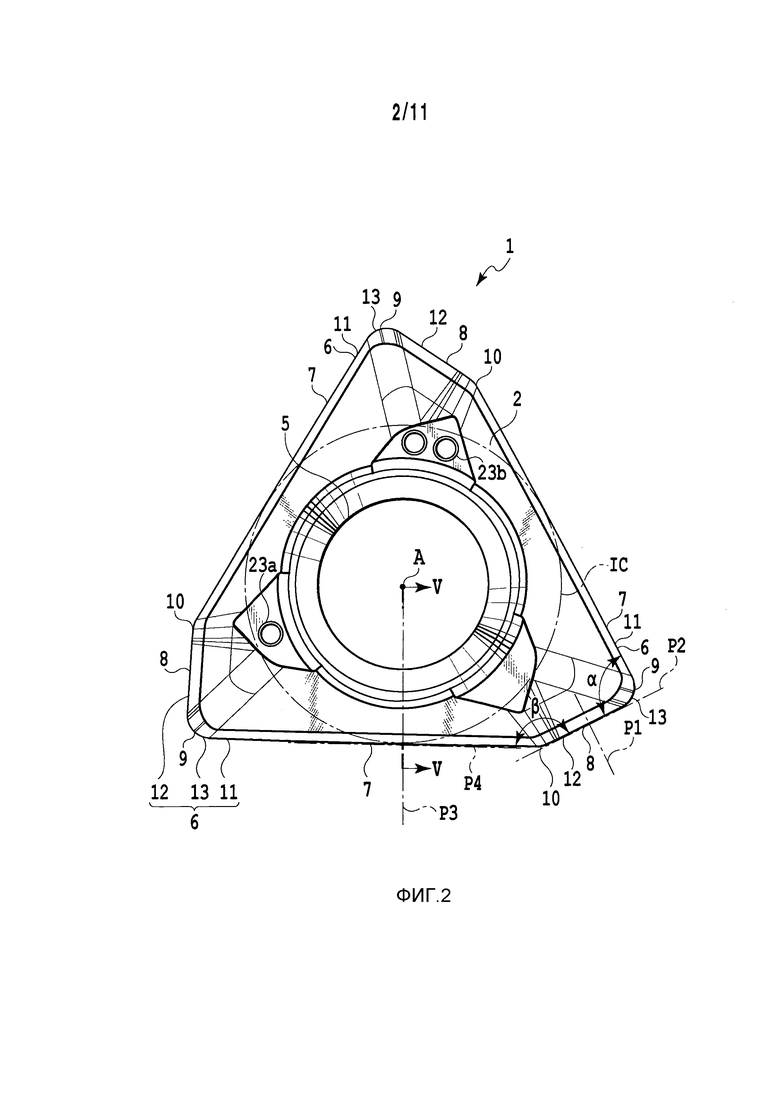
на фиг. 2 представлен вид в плане на режущую пластину на фиг. 1;
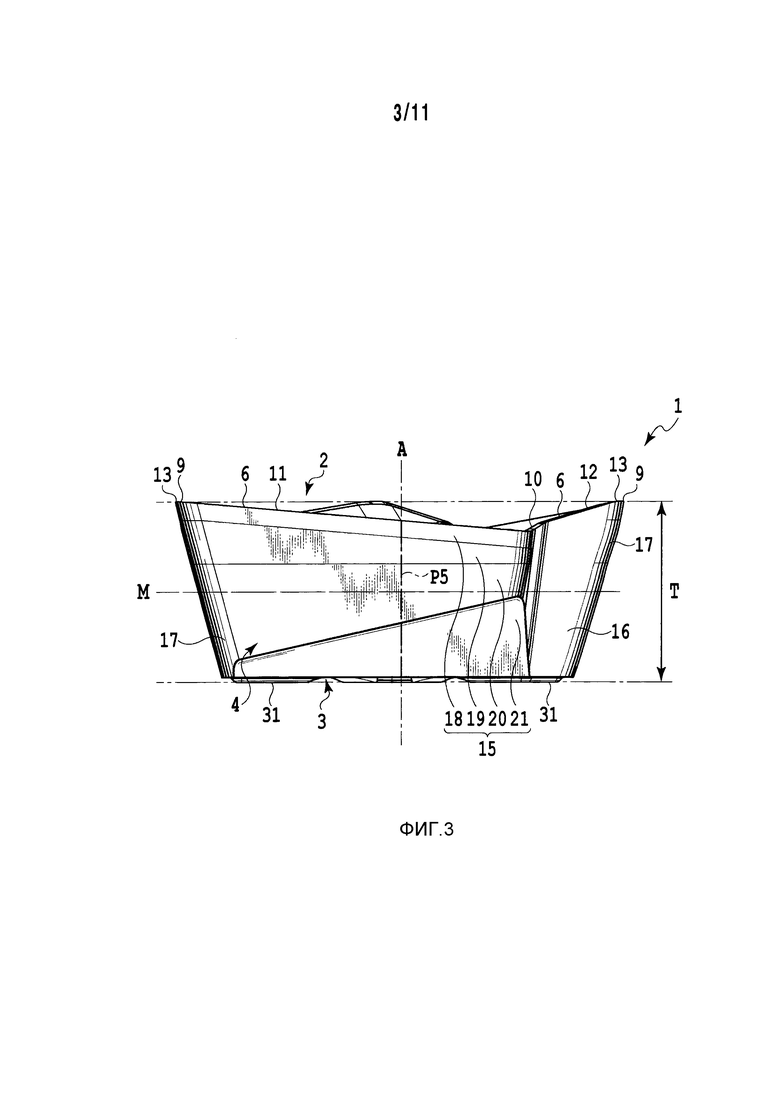
на фиг. 3 представлен вид спереди на режущую пластину на фиг. 1;
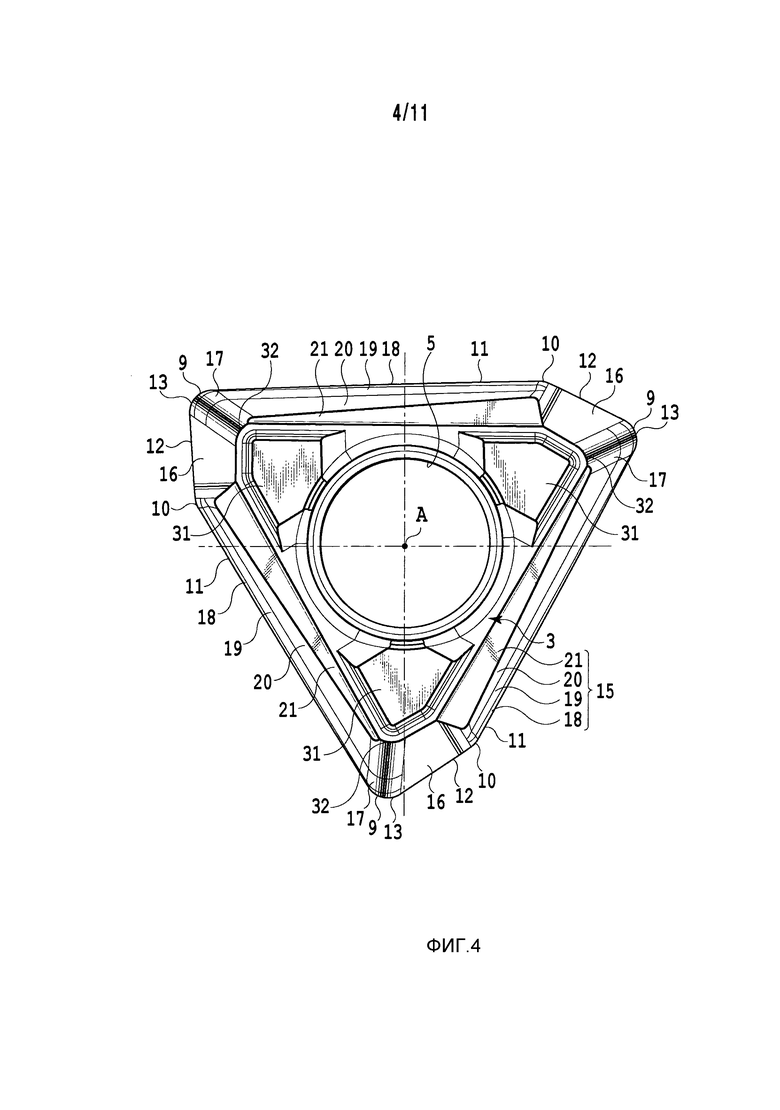
на фиг. 4 представлен вид снизу на режущую пластину на фиг. 1;
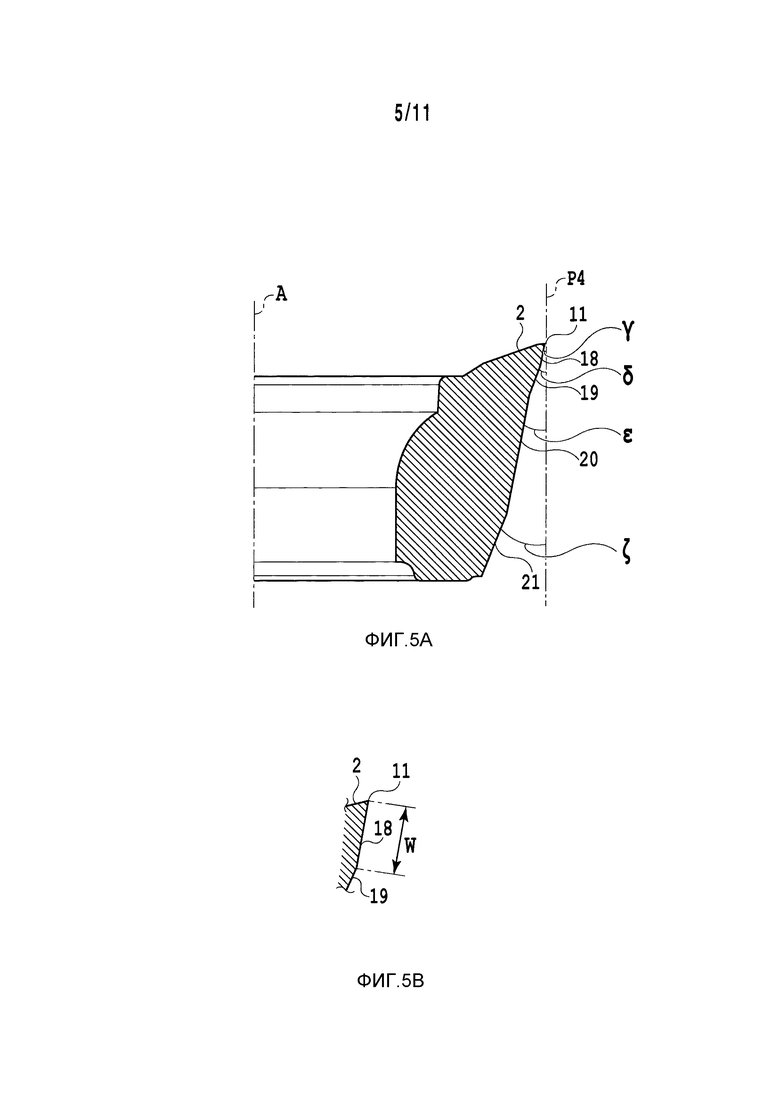
на фиг. 5А и 5В представлены сечения режущей пластины на фиг. 1, причем на фиг. 5А представлено сечение режущей пластины на фиг. 1, взятое по линии V-V на фиг. 2, а на фиг. 5В - увеличенный вид на первый участок задней поверхности на фиг. 5А и его окружение;
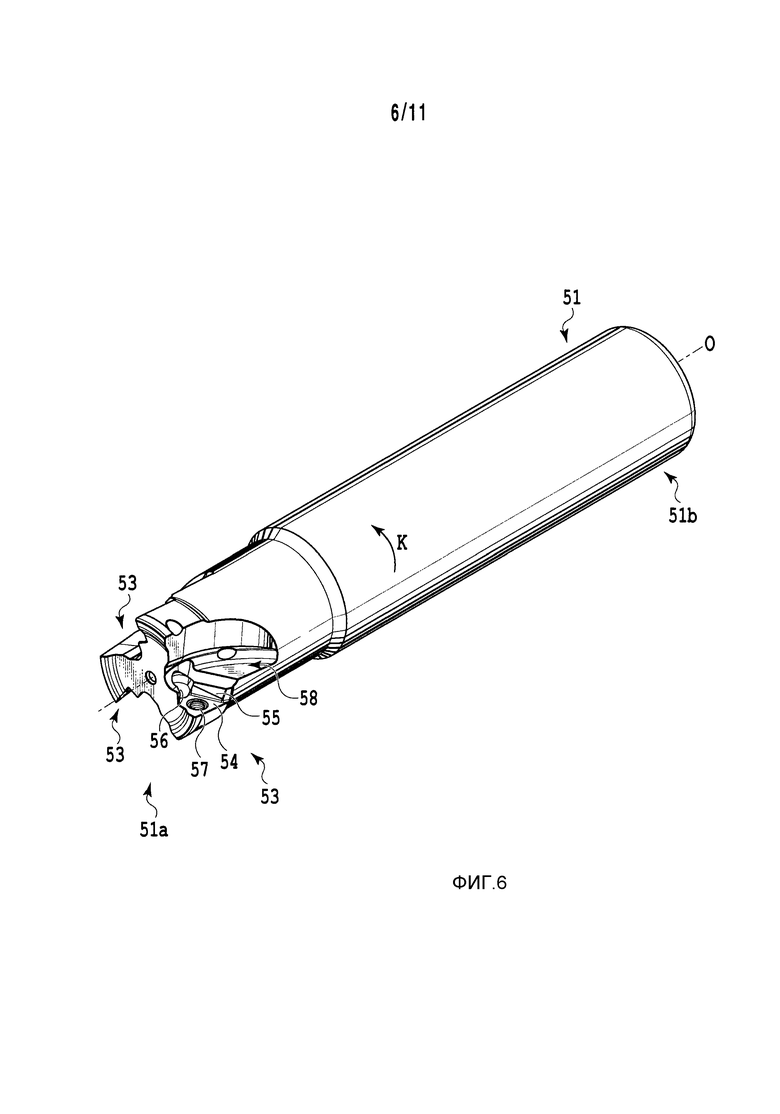
на фиг. 6 представлен вид в перспективе на корпус вращающегося режущего инструмента в соответствии с вариантом настоящего изобретения, на котором установлена режущая пластина, показанная на фиг. 1;
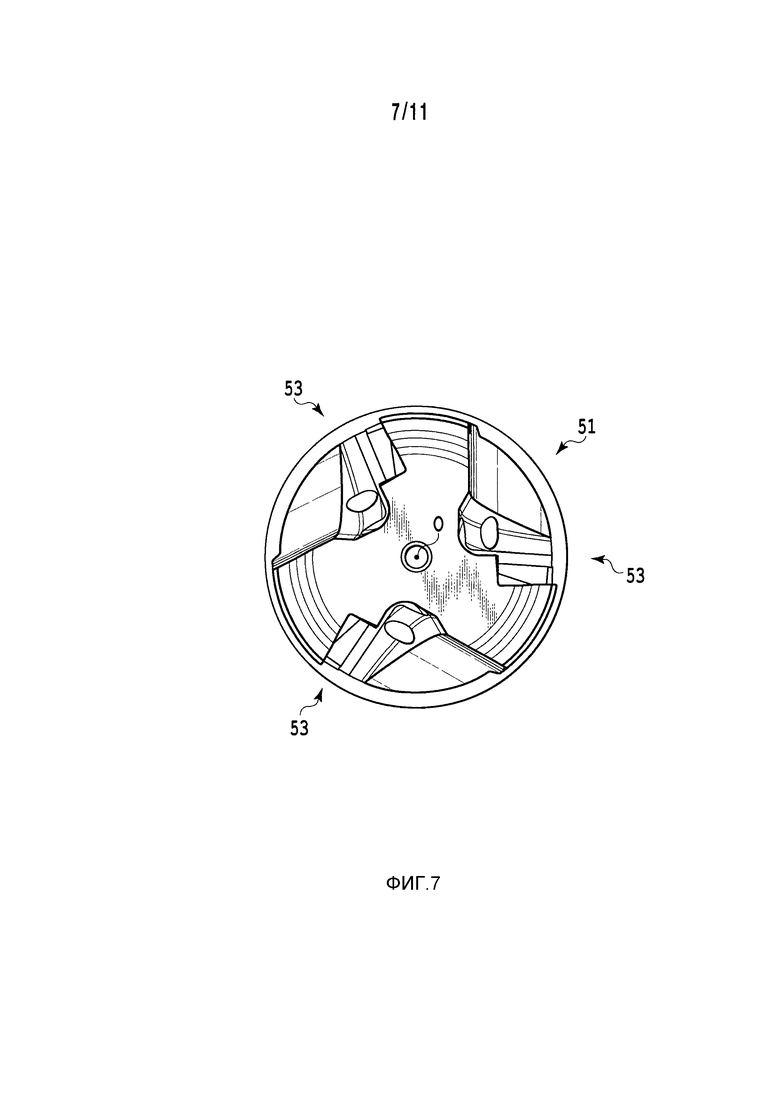
на фиг. 7 представлен вид спереди на корпус инструмента на фиг. 6;
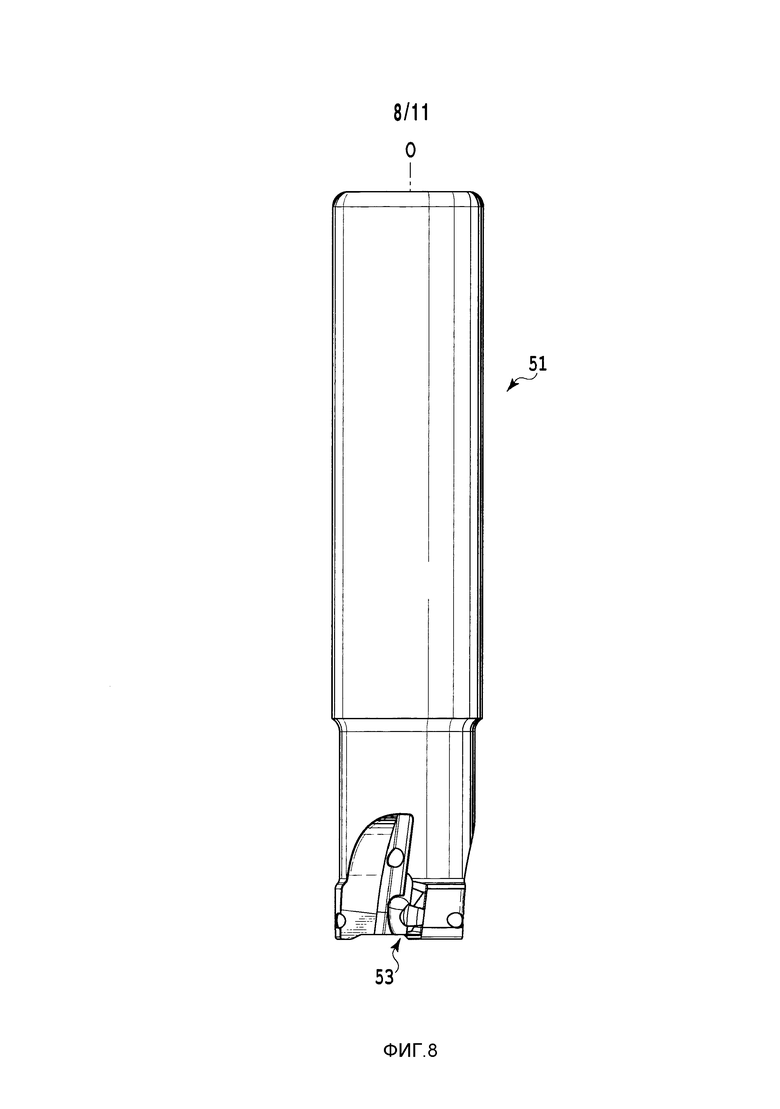
на фиг. 8 представлен вид сбоку на корпус инструмента на фиг. 6;
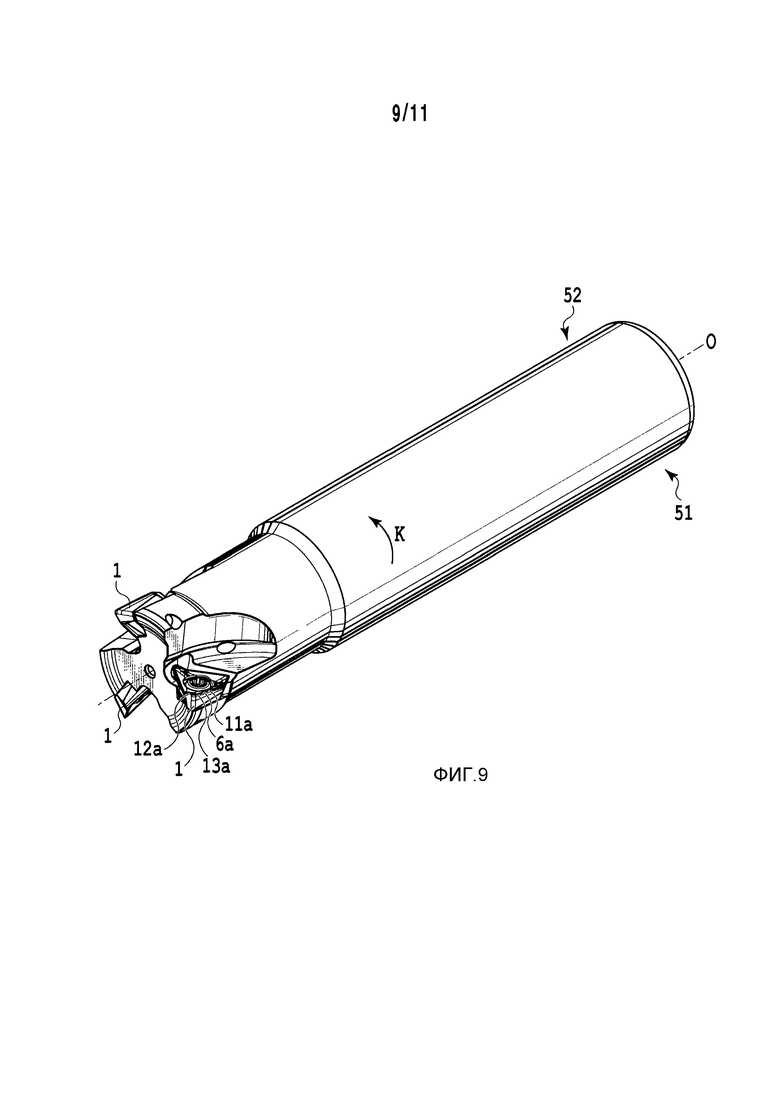
на фиг. 9 представлен вид в перспективе на вращающийся режущий инструмент в соответствии с вариантом настоящего изобретения, в котором режущая пластина, показанная на фиг. 1, установлена на корпусе инструмента, показанном на фиг. 6;
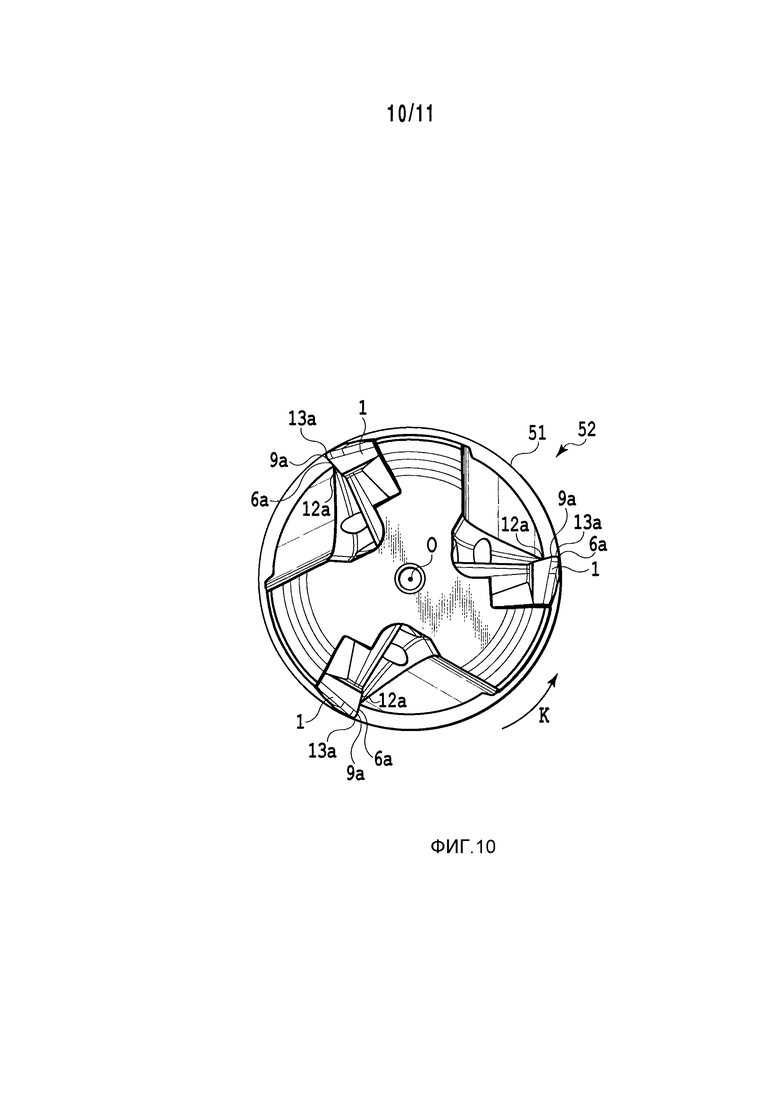
на фиг. 10 представлен вид спереди на вращающийся режущий инструмент на фиг. 9; и
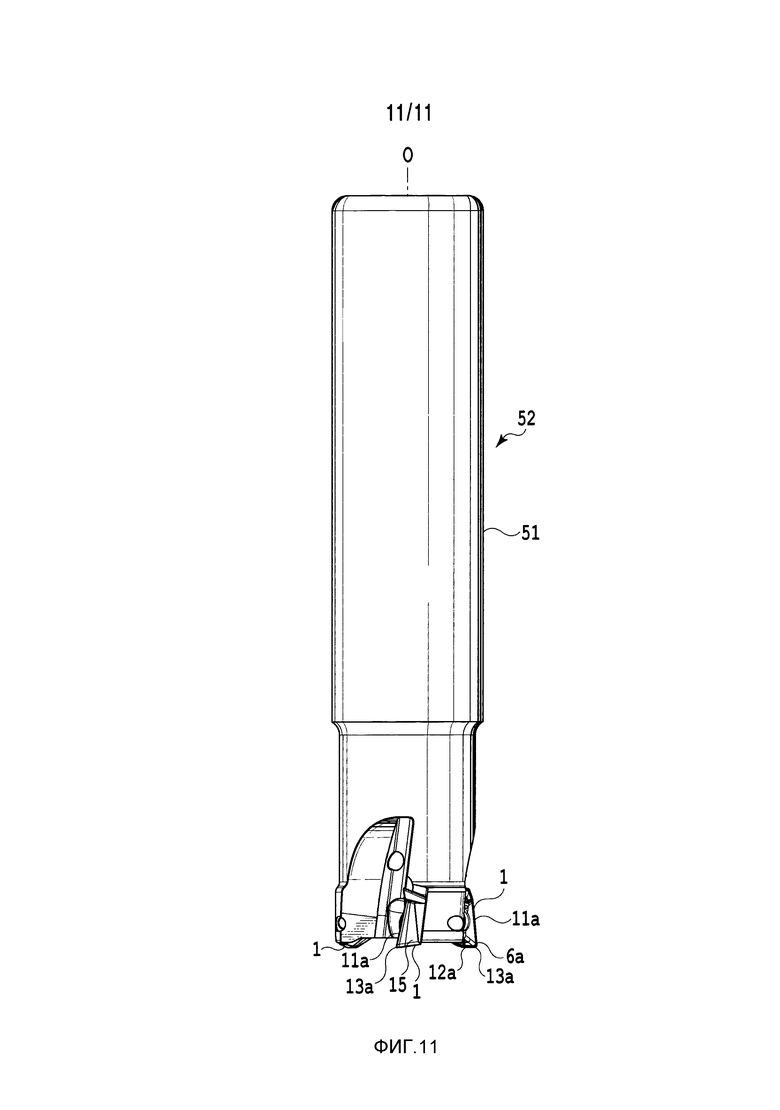
на фиг. 11 представлен вид сбоку на вращающийся режущий инструмент на фиг. 9.
Описание вариантов осуществления изобретения
[0015] Ниже детально с отсылками к рисункам будет описан вариант в соответствии с настоящим изобретением.
[0016] Как показано на фиг. 1-4, режущая пластина 1 в соответствии с этим вариантом включает две противолежащие торцовые поверхности 2 и 3 или торцовые поверхности 2 и 3, обращенные противоположно друг к другу, и периферийную боковую поверхность 4, соединяющую торцовые поверхности 2 и 3 или продолжающуюся между ними. Ниже одна торцовая поверхность (соответствующая первой торцовой поверхности в настоящем изобретении) 2, обращенная вверх на фиг. 1 и фиг. 2 обозначена как верхняя поверхность, а другая торцовая поверхность (соответствующая второй торцовой поверхности в настоящем изобретении) 3 обозначена как нижняя поверхность. В последующем описании термины «верхняя» и «нижняя» использованы на базе этого относительного позиционного положения верхней поверхности и нижней поверхности. Однако, эти термины не ограничивают направление или положение режущей пластины, но использованы только для облегчения понимания, следует понимать, что эти термины не предназначены для ограничения настоящего изобретения.
[0017] В режущей пластине 1 образовано установочное отверстие 5, служащее в качестве сквозного отверстия, проходящего через верхнюю поверхность 2 и нижнюю поверхность 3. Таким образом, по существу круглый выход, служащий в качестве установочного отверстия 5 образован по существу в центральной части каждой из верхней поверхности 2 и нижней поверхности 3.
[0018] Как видно из фиг. 2, на виде в плане на режущую пластину 1, другими словами, когда режущая пластина рассматривается со стороны, противоположной верхней поверхности 2, верхняя поверхность 2 режущей пластины 1 имеет по существу треугольную форму. Более точно, верхняя поверхность 2 имеет по существу шестиугольную форму на виде в плане на нее. Однако вследствие большого различия в длине между длинным боковым участком и коротким боковым участком, верхняя поверхность 2 рассматривается как имеющая по существу треугольную форму. Нижняя поверхность 3 имеет тот же самый тип формы, как верхняя поверхность 2 на виде в плане на нее, другими словами, на фиг. 4, и является, очевидно, меньшей по размеру, чем верхняя поверхность 2.
[0019] Режущая кромка 6 образована на участке гребня пересечения между верхней поверхностью 2 и периферийной боковой поверхностью 4. В случае режущей пластины 1 образованы три режущие кромки 6. Эти три режущие кромки 6 расположены вокруг центральной оси А установочного отверстия 5 с поворотной симметрией. В случае, когда режущая пластина 1 прикреплена к корпусу так, что используется одна режущая кромка из трех режущих кромок 6, верхняя поверхность 2 имеет возможность функционировать в качестве передней поверхности, а часть периферийной боковой поверхности 4 имеет возможность функционировать в качестве задней поверхности на одной рабочей режущей кромке. Нижняя поверхность 3 имеет возможность функционировать в качестве опорной поверхности, которая входит в контакт с поверхностью нижней стенки установочного гнезда под пластину корпуса инструмента. Режущая пластина 1 в соответствии с этим вариантом относится к так называемому позитивному типу. Таким образом, на рабочей режущей кромке положительный задний угол обеспечивается в основном со стороны верхней поверхности 2 к стороне нижней поверхности 3.
[0020] Как показано на фиг. 2, верхняя поверхность 2, имеющая по существу треугольную форму, имеет конфигурацию, в которой каждый боковой участок по существу треугольной формы разделен на длинный боковой участок 7, имеющий относительно большую длину, и короткий боковой участок 8, имеющий относительно короткую длину. Таким образом, контур верхней поверхности 2 в целом имеет форму, в которой три длинных боковых участка 7 и три коротких боковых участка 8 соединены поочередно. Длины трех длинных боковых участков 7 равны, и длины трех коротких боковых участков 8 равны. Длинные боковые участки 7 и короткие боковые участки 8 продолжаются вдоль участка гребня пересечения между верхней поверхностью 2 и периферийной боковой поверхностью 4 и каждый из них сформирован таким образом, чтобы иметь возможность функционировать в качестве режущей кромки. Количество участков пересечения между длинными боковыми участками 7 и короткими боковыми участками 8 в целом равно шести. В каждом из трех первых участков пересечения или первых угловых участков 9 из шести участков пересечения длинный боковой участок 7 и короткий боковой участок 8 пересекаются таким образом, что внутренний угол α на фиг. 2 является острым углом. В каждом из оставшихся трех вторых участков пересечения или вторых угловых участков 10 длинный боковой участок 7 и короткий боковой участок 8 пересекаются таким образом, что внутренний угол β на фиг. 2 является тупым углом. Первые угловые участки 9 с острым углом и вторые угловые участки 10 с тупым углом расположены поочередно. Каждый из первых угловых участков 9 с острым углом является режущим углом и может быть использован в резании. С другой стороны, каждый из вторых угловых участков 10 с тупым углом по существу не используется в резании. Все внутренние углы трех первых угловых участков 9 другими словами, все углы при вершинах режущих углов являются равными друг другу, и все внутренние углы трех вторых угловых участков 10 также являются равными друг другу. В этом варианте угол α при вершине режущего угла на фиг. 2 является 88° острым углом. Однако, угол α режущего угла не ограничен этим углом, имеется возможность установить угол α в виде прямого угла или тупого угла. Первый угловой участок 9, а именно режущий угол спроектирован так, чтобы режущая кромка 6 имела возможность фрезерования 90° уступа. Далее, в этом варианте угол β второго углового участка 10 на фиг. 2 является 152° тупым углом. Однако, угол β второго углового участка 10 не ограничивается этим углом и может быть соответственно отрегулирован в соответствии с углом α первого углового участка 9. Как описано выше, режущая пластина 1 в соответствии с эти вариантом имеет три длинных боковых участка 7 и три коротких боковых участка 8 поочередно соединенных на виде в плане и посредством этого имеет по существу треугольную форму с первыми угловыми участками 9, каждый из которых служит в качестве режущего угла при соответствующих участках вершин.
[0021] Один первый угловой участок 9, а именно один режущий угол соответствует одной режущей кромке 6. Режущая кромка 6 частично продолжается по отношению к первому угловому участку 9 верхней поверхности 2. Режущая кромка 6 включает главную режущую кромку 11, вспомогательную режущую кромку 12 и угловую режущую кромку 13, соединяющую их друг с другом. Угловая режущая кромка 13 продолжается вдоль первого углового участка 9. Главная режущая кромка 11 продолжается вдоль длинного бокового участка 7. Вспомогательная режущая кромка 12 продолжается вдоль короткого бокового участка 8.
[0022] Угловая режущая кромка 13 режущей кромки 6 спроектирована так, чтобы иметь возможность быть включенной в обработку резанием углового участка, на котором пересекаются не показанные поверхность боковой стенки и поверхность нижней стенки заготовки. Главная режущая кромка 11 спроектирована так, чтобы иметь возможность быть включенной в обработку резанием поверхности боковой стенки заготовки. В режущей пластине 1 в соответствии с этим вариантом вся длина бокового участка 7 функционирует в качестве главной режущей кромки. Однако, режущая пластина 1 не ограничена этим, и часть длинного бокового участка 7 может функционировать в качестве главной режущей кромки 11. Далее, в режущей пластине 1 главная режущая кромка 11 имеет выпукло изогнутую форму, которая слегка выступает полностью наружу на виде в плане на режущую пластину 1. В режущей пластине 1 в соответствии с этим вариантом длина главной режущей кромки 11 составляет 6,2 мм. Однако, эта длина может быть соответственно легко изменена в зависимости от требуемых условий резания. Вспомогательная режущая кромка 12 спроектирована так, чтобы иметь возможность быть включенной в обработку резанием поверхности нижней стенки (или плоской обрабатываемой поверхности) заготовки. В этом варианте длина вспомогательной режущей кромки 12 составляет 1,2 мм. Однако, эта длина легко может быть соответственно изменена в зависимости от размера режущей пластины 1. Угловая режущая кромка 3 изогнута с определенной кривизной (радиус угла). В режущей пластине 1 в соответствии с этим вариантом размер радиуса угла составляет 0,4 мм. Однако, этот размер соответственно может быть изменен в зависимости от размера кривизны выполняемой на угловом участке заготовки. Как описано выше, режущая пластина 1 в соответствии с этим вариантом имеет три режущих угла соответствующих режущим кромкам 6 на верхней поверхности 2 и эти режущие кромки могут быть использованы при повороте. Другими словами, режущая пластина 1 является индексируемой режущей пластиной. Каждая из режущих кромок может быть выполнена с ленточкой или фаской, которые могут быть соответственно установлены в зависимости от типов материала заготовки или формы обработки.
[0023] При этом, плоскость, перпендикулярная оси А и продолжающаяся между верхней поверхностью 2 и нижней поверхностью 3 режущей пластины 1, определена как средняя плоскость М. В частности, средняя плоскость М определена при этом таким образом, чтобы по существу проходить через центральное положение между верхней поверхностью 2 и нижней поверхностью 3. Как показано на фиг. 3, когда режущая пластина 1 в соответствии с этим вариантом рассматривается спереди (или рассматривается со стороны боковой поверхности), другими словами, когда режущая пластина 1 рассматривается в направлении перпендикулярном оси А, средняя плоскость М показана в виде прямой линии, перпендикулярной оси А. В последующем описании эта прямая линия и средняя плоскость М могут быть использованы в качестве координатной линии или координатной плоскости.
[0024] На фиг. 3, показывающей режущую пластину 1 на виде сбоку, что касается расстояния между каждой из режущих кромок 6 и средней плоскостью М, расстояние между крайним снаружи участком угловой режущей кромки 13 первого углового участка 9 и средней плоскостью М является наибольшим. Однако, расстояние между режущей кромкой 6 и средней плоскостью М представляет собой расстояние между ними в направлении оси А. Далее, каждая из режущих кромок 6 образована таким образом, что расстояние между ней и средней плоскостью М постепенно уменьшается с увеличением расстояния от первого углового участка 9. Таким образом, с увеличением расстояния от первого углового участка 9 или угловой режущей кромки 13 вдоль главной режущей кромки 11 расстояние между режущей кромкой 6 и средней плоскостью М уменьшается, при этом с увеличением расстояния вдоль вспомогательной режущей кромки 12 расстояние между режущей кромкой 6 и средней плоскостью М уменьшается. Далее, в точке где расстояние между главной режущей кромкой 11 (или вспомогательной режущей кромкой 12) одной режущей кромки 6 и средней плоскостью М является наименьшим (другими словами, на ближайшем участке к средней плоскости М) главная режущая кромка 11 (или вспомогательная режущая кромка 12) сопрягается или соединяется со вспомогательной режущей кромкой 12 (или главной режущей кромкой 11) соседней режущей кромки 6. Эта соединительная точка является вторым угловым участком 10, описанным выше. Как описано выше, в режущей пластине 1 в соответствии с этим вариантом каждая из режущих кромок 6 выполнена с наклоном таким образом, что она приближается к средней плоскости М или нижней поверхности 3 с увеличением расстояния от первого углового участка 9 или режущего угла, и подходит наиболее близко к средней плоскости М или нижней поверхности 3 на втором угловом участке 10. Следует отметить, что возможно, чтобы главная режущая кромка 11 имела не изогнутую, а прямую форму. Далее, возможно также, чтобы вспомогательная режущая кромка 12 имела прямую или изогнутую форму. Более того возможен также в целом для всей формы наклон режущей кромки 6 под постоянным углом или возможно использование конфигурации, в которой угол изменяется в определенной средней точке на режущей кромке.
[0025] Периферийная боковая поверхность 4 имеет три боковые поверхности 14 так, чтобы соответствовать трем режущим кромкам 6. Каждая из боковых поверхностей 14 в основном продолжается между нижней поверхностью 3 и одной соответствующей режущей кромкой 6. Боковая поверхность 14 продолжается вдоль соответствующей режущей кромки 6 и включает главный участок 15 боковой поверхности, смежный главной режущей кромке 11, вспомогательный участок 16 боковой поверхности, смежный вспомогательной режущей кромке 12, и угловой участок 17 боковой поверхности, смежный угловой режущей кромке 13. Эти участки 15, 16 и 17 боковой поверхности непрерывны в направлении по периферии.
[0026] В случае, когда соответствующая режущая кромка 6 является рабочей режущей кромкой, вспомогательный участок 16 боковой поверхности сформирован таким образом, чтобы выполнять функцию задней поверхности по отношению к вспомогательной режущей кромке 12 рабочей режущей кромки 6. Вспомогательному участку 16 боковой поверхности придана форма в виде единой поверхности, и он продолжается от верхней поверхности 2 вплоть до нижней поверхности 3. Угол наклона вспомогательного участка 16 боковой поверхности может быть определен в плоскости, которая проходит так, чтобы быть параллельной оси А и образует прямой угол по отношению к вспомогательной режущей кромке 12 на фиг. 2 (пример этой плоскости показан в виде плоскости Р1 на фиг. 2) и составляет здесь 15°. Следует отметить, что угол наклона вспомогательного участка 16 боковой поверхности в плоскости Р1 определен по отношению к плоскости Р2, которая расположена так, чтобы проходить через участок пересечения между вспомогательной режущей кромкой 12 и плоскостью Р1 на фиг. 2 и быть перпендикулярной к плоскости Р1. Плоскость Р2 является параллельной оси А. Угол наклона вспомогательного участка 16 боковой поверхности может быть изменен при необходимости. Угол наклона вспомогательного участка 16 боковой поверхности соответствует заднему углу на вспомогательной режущей кромке 12.
[0027] Главный участок 15 боковой поверхности состоит из первого участка 18 задней поверхности, второго участка 19 задней поверхности, третьего участка 20 задней поверхности и четвертого участка 21 задней поверхности. Главному участку 15 боковой поверхности придана такая форма, что эти участки 18, 19, 20 и 21 задней поверхности расположены в этом порядке со стороны верхней поверхности 2 к стороне нижней поверхности 3. Каждый из углов наклона участков 18, 19, 20 и 21 задней поверхности от первого до четвертого может быть определен в плоскости, которая установлена так, чтобы быть параллельной оси А и образует прямой угол по отношению к главной режущей кромке 11 на фиг. 2 (пример этой плоскости показан в виде плоскости Р3 на фиг. 2). К тому же, каждый из углов наклона участков 18, 19, 20 и 21 задней поверхности от первого до четвертого в плоскости Р3 установлен по отношению к плоскости Р4, которая установлена так, чтобы проходить через участок пересечения между главной режущей кромкой 11 и плоскостью Р3 на фиг. 2 и быть перпендикулярной к плоскости Р3. Плоскость Р4 является параллельной к оси А. Следует отметить, что на фиг. 2 плоскость Р4 показана в виде касательной линии к вписанной окружности IC, которая будет описана позже, при этом плоскость Р3 проходит через точку контакта между вписанной окружностью IC и главной режущей кромкой 11.
[0028] Первый участок 18 задней поверхности прилегает к главной режущей кромке 11 и в области вдоль нее является поверхностью ленточной формы, имеющей предопределенную ширину или длину W со стороны передней поверхности 2 к стороне нижней поверхности 3. В частности, в режущей пластине 1 первый участок 18 задней поверхности в области вдоль главной режущей кромки 11 имеет фиксированную ширину со стороны верхней поверхности 2 к стороне нижней поверхности 3. При этом, первый участок 18 задней поверхности будет описан с отсылкой к фиг. 5А и 5В. Фиг. 5А является сечением режущей пластины 1 вдоль линии V-V на фиг. 2, а фиг. 5В является увеличенным видом первого участка 18 задней поверхности и его окружения на фиг. 5А. Следует отметить, что фиг. 5А показывает форму главного участка 15 боковой поверхности, взятую вдоль плоскости Р5 на фиг. 3 и показывает плоскость Р4 на фиг. 2 в виде прямой линии. Однако, на фиг. 5А и 5В участок верхней поверхности 2 и участок нижней поверхности 3, которые должны быть показаны на задней стороне изображения, исключены.
[0029] Как показано на фиг. 5В, ширина W первого участка 18 задней поверхности со стороны верхней поверхности 2 до стороны нижней поверхности 3 является длиной первого участка 18 задней поверхности вдоль первого участка 18 задней поверхности на плоскости, установленной так, чтобы быть параллельной оси А и образовывать прямой угол по отношению к главной режущей кромке 11 на виде в плане на режущую пластину 1. Как описано выше, первый участок 18 задней поверхности образован так, чтобы ширина W не изменялась вдоль главной режущей кромки 11. Таким образом, ширина первого участка 18 задней поверхности на участке, примыкающем к первому угловому участку 9 равна его ширине на участке, примыкающем ко второму угловому участку 10. Следует отметить, что это не исключает того, что ширина первого участка 18 задней поверхности изменяется вдоль главной режущей кромки 11, например, ширина слегка изменяется. Возможно, сформировать первый участок задней поверхности 18 так, что его ширина W имеет по существу постоянную величину в области вдоль главной режущей кромки 11. В этом варианте ширина W этого первого участка 18 задней поверхности составляет 0,3 мм. Ширина первого участка 18 задней поверхности предпочтительно находится в диапазоне не менее чем 0,1 мм и не более чем 0,6 мм, и более предпочтительно находится в диапазоне не менее чем 0,1 мм и не более чем 0,5 мм. Еще более предпочтительно ширина W этого первого участка 18 задней поверхности находится в диапазоне от 0,2 мм до 0,4 мм.
[0030] Далее, угол наклона γ этого первого участка 18 задней поверхности постепенно увеличивается вдоль прилегающей главной режущей кромки 11 со стороны первого углового участка 9 к стороне второго углового участка 10. Соответственно на фиг. 4 первый участок 18 задней поверхности показан наиболее узким со стороны первого углового участка 9 и показан имеющим определенную ширину со стороны второго углового участка 10. В режущей пластине 1 угол наклона первого участка 18 задней поверхности изменяется от 4,0° до 12,5° от первого углового участка 9, а именно от стороны режущего угла к стороне второго углового участка 10. Предпочтительно, что угол наклона первого участка 18 задней поверхности находится в диапазоне не менее чем 2,0° и не более чем 6,0° на концевом участке со стороны первого углового участка 9, и находится в диапазоне не менее чем 10,5° и не более чем 14,5°, со стороны концевого участка второго углового участка 10. Следует отметить, что этот угол наклона первого участка 18 задней поверхности соответствует заднему углу, относящемуся к первому участку 18 задней поверхности главной режущей кромки 11.
[0031] Второй участок 19 задней поверхности служит в качестве соединяющей поверхности для соединения первого участка 18 задней поверхности и третьего участка 20 задней поверхности. При этом второй участок 19 задней поверхности по существу плавно соединяет первый участок 18 задней поверхности и третий участок 20 задней поверхности. Более конкретно, второй участок 19 задней поверхности образован так, что угол наклона главного участка 15 боковой поверхности по существу плавно изменяется от первого участка 18 задней поверхности к третьему участку 20 задней поверхности. Далее, второй участок 19 задней поверхности спроектирован так, чтобы выполнять функцию удерживания ширины W первого участка 18 задней поверхности постоянной, и поддерживает эту ширину постоянной. В режущей пластине 1 угол наклона δ второго участка 19 задней поверхности образован так, чтобы быть больше, чем угол наклона γ первой задней поверхности.
[0032] Третий участок 20 задней поверхности спроектирован так, чтобы функционировать в качестве опорной поверхности (или удерживающей поверхности), которая входит в контакт с поверхностью боковой стенки установочного гнезда под пластину в корпусе инструмента, которое будет описано позже. Угол наклона ε этого третьего участка задней поверхности является постоянным в области вдоль режущей кромки, другими словами выполнен таким, чтобы угол наклона со стороны первого углового участка 9 не отличался от угла наклона со стороны второго углового участка 10 и составлял 11° в этом варианте. Предпочтительно угол наклона ε третьего участка 20 задней поверхности составляет не менее чем 0,0° и не более чем 11,0°. Возможно, изменять угол наклона третьего участка задней поверхности вдоль режущей кромки. Далее, третий участок 20 задней поверхности сформирован так, чтобы иметь область больше, чем первый участок 18 задней поверхности и второй участок 19 задней поверхности.
[0033] Четвертый участок 21 задней поверхности является поверхностью, на которой угол ее наклона ζ больше, чем угол наклона третьего участка 20 задней поверхности. В режущей пластине 1 в соответствии с этим вариантом угол наклона четвертого участка 21 задней поверхности является постоянным в области вдоль режущей кромки и составляет 20,0°. Угол наклона четвертого участка 21 задней поверхности установлен таким, чтобы быть больше, чем угол наклона третьего участка 20 задней поверхности. Угол наклона четвертого участка задней поверхности может изменяться вдоль режущей кромки. Этот четвертый участок 21 задней поверхности образован так, что его ширина (определяемая аналогично ширине W первого участка 18 задней поверхности) постепенно увеличивается вдоль главной режущей кромки 11 со стороны первого углового участка 9 к стороне второго углового участка 10 (см. фиг. 3 и фиг. 5А и 5В). Далее от первого участка 18 задней поверхности до четвертого участка 21 задней поверхности третий участок 20 задней поверхности образован так, чтобы иметь наибольшую площадь. Однако, четвертый участок 21 задней поверхности может иметь большую площадь, чем третий участок 20 задней поверхности.
[0034] Далее как видно из фиг. 1 и фиг. 3, угловой участок 17 боковой поверхности включает три участка 17а, 17b и 17с задней поверхности, которые соответствуют от первого до третьего участка 18, 19 и 20 задней поверхности главного участка 15 боковой поверхности соответственно. Угловому участку 17 боковой поверхности придана такая форма, чтобы плавно соединять главный участок 15 боковой поверхности и вспомогательный участок 16 боковой поверхности.
[0035] Когда режущая пластина 1 рассматривается со стороны противоположной верхней поверхности 2, другими словами на фиг. 2, вписанная окружность IC может быть образована на верхней поверхности 2. В режущей пластине 1 диаметр вписанной окружности IC составляет 5,36 мм, и толщина Т режущей пластины 1 составляет 3,2 мм. Таким образом, отношение диаметра вписанной окружности IC к толщине режущей пластины 1 составляет приблизительно 1,7. Предпочтительно, что отношение диаметра вписанной окружности IC к толщине режущей пластины 1 (диаметр вписанной окружности/толщина режущей пластины) находится в диапазоне не менее чем 1,5 и не более чем 2,2. Следует отметить, что, как показано на фиг. 3, толщина Т режущей пластины 1 является длиной от первого углового участка 9 до выступа на нижней поверхности 3, который будет описан позднее, в направлении оси А.
[0036] По отношению к этой вписанной окружности IC может быть установлена ширина W первого участка 18 задней поверхности. Как описано выше, предпочтительно установить ширину W первого участка 18 задней поверхности в диапазоне не менее чем 0,1 мм и не более чем 0,6 мм. Далее отношение диаметра вписанной окружности IC к такой ширине W первого участка 18 задней поверхности (диаметр вписанной окружности/ширина первого участка 18 задней поверхности) предпочтительно находится в диапазоне не менее чем 14 и не более чем 24. Предпочтительно устанавливать это отношение путем выдерживания соотношений при рассмотрении пластины в целом.
[0037] Далее возможно выполнить вспомогательную режущую кромку 12 с зачистной кромкой. Выполнение зачистной кромки делает возможным улучшение шероховатости обработанной поверхности. Зачистная кромка может быть прямолинейной или изогнутой. В случае выполнения вспомогательной режущей кромки 12 с зачистной кромкой, возможно, что внутренний угол первого углового участка 9, а именно режущего угла, является тупым углом, зависящим от установочного положения режущей пластины 1.
[0038] Далее, как показано на фиг. 2, идентификационные отметки 23а и 23b для используемых углов могут быть применены вблизи первых угловых участков 9, т.е. режущих углов, на верхней поверхности 2. Рисунок этих идентификационных отметок 23а и 23b отличается для каждого из первых угловых участков 9. При таком устройстве порядок использования режущих углов из трех первых угловых участков 9 может быть идентифицирован и возможно предупредить рабочего от ошибочного повторного использования режущего угла, который уже был однажды использован. Далее возможно соответственно изменить угол, а именно передний угол или форму верхней поверхности 2, которая может выполнять функцию передней поверхности, в соответствии с условиями резания типами материала заготовки и т.п. В случае необходимости, возможно, сформировать стружколом в виде выступов и выемок на верхней поверхности 2. Далее в этом варианте режущая пластина 1 имеет по существу треугольную форму на виде в плане. Однако, форма режущей пластины 1 этим не ограничивается и, например, другая многоугольная форма такая, как четырехугольная форма или пятиугольная форма является возможной. Однако, в случае, когда режущая пластина используется для фрезерования 900 уступа, требуется, чтобы форма верхней поверхности являлась по существу треугольной, как для режущей пластины 1, или по существу четырехугольной формой.
[0039] Как показано на фиг. 3 и фиг. 4, выступы 31 образованы на нижней поверхности 3. Каждый из выступов 31 расположен вблизи углового участка 32 нижней поверхности 3, соответствующего первому угловому участку 9 верхней поверхности 2. Следует отметить, что в режущей пластине 1 на фиг. 4 угловой участок 32 расположен таким образом, что между первым угловым участком 9 верхней поверхности 2 и осью А расположен соответствующий угловой участок 32 нижней поверхности 3. Таким образом, в случае этого варианта три выступа 31 выполнены на нижней поверхности 3. Каждый из выступов 31 выполнен так, чтобы выдаваться вниз в направлении оси А. Кроме того поверхность выступа 31 на его нижнем конце т.е. его нижняя поверхность, образована так, чтобы быть плоской, и эта нижняя поверхность входит в контакт с поверхностью нижней стенки гнезда под пластину корпуса инструмента. В режущей пластине 1 в соответствии с этим вариантом величина выступания каждого из выступов 31 в направлении оси А составляет до 0,1 мм. Однако, эта величина может быть соответственно изменена.
[0040] Предпочтительно, что, по меньшей мере, участок режущей пластины 1 в соответствии с этим вариантом, включающий режущую кромку 6, выполнен из твердого материала такого, как твердый сплав, твердый сплав с покрытием, кермет, керамика и спеченное при сверхвысоком давлении тело, содержащее алмаз или кубический нитрит бора.
[0041] Следующие по отношению к рисункам описания будут приведены для индексируемого вращающегося режущего инструмента 52, содержащего корпус 51 на котором установлена с возможностью отсоединения описанная выше режущая пластина 1. Фиг. 6-8 каждая показывает корпус 51 инструмента. Фиг. 9-11 каждая показывает индексируемый вращающийся режущий инструмент 52 в соответствии с этим вариантом, в котором режущая пластина 1 установлена на корпусе 51 инструмента.
[0042] Корпус 51 инструмента в основном имеет по существу цилиндрическую форму с осью О вращения, продолжающейся от переднего конца участка 51а к заднему концу участка 51b. Со стороны заднего конца корпуса 51 инструмента находится участок для установки в станке. Со стороны переднего конца корпуса 51 инструмента выполнены три установочных гнезда 53 под пластину, в каждом из которых может быть установлена режущая пластина 1. Как описано выше, индексируемый вращающийся режущий инструмент 52 в соответствии с этим вариантом относится к трехлезвийному типу, в котором установлены три режущие пластины 1 и в котором образованы три рабочие режущие кромки. В режущем инструменте 52 в соответствии с этим вариантом три установочных гнезда 53 под пластину расположены по существу с равными интервалами на виде спереди на корпус 51 инструмента на фиг. 7, в частности, если смотреть со стороны поверхности переднего конца. Однако, возможно расположить три установочных гнезда 53 под пластину с неравными интервалами. Далее, количество установочных гнезд 53 под пластину не ограничено тремя и может быть установлено до любой другой заданной величины. Другими словами, индексируемый вращающийся режущий инструмент в соответствии с настоящим изобретением не ограничен тремя лезвиями. Возможно, выполнить режущий инструмент в соответствии с настоящим изобретением только с одним установочным гнездом под пластину. Однако, предпочтительно обеспечить множество установочных гнезд под пластину.
[0043] Установочное гнездо 53 включает поверхность 54 нижней стенки и две поверхности 55 и 56 боковой стенки, каждая из которых имеет заранее определенный наклон по отношению к поверхности 54 нижней стенки. Поверхность 54 нижней стенки образована так. чтобы быть обращенной вперед в направлении К вращения инструмента. Отверстие 57 с резьбой для закрепления режущей пластины винтом, который служит в качестве крепежного средства, выполнено приблизительно на центральном участке поверхности 54 нижней стенки установочного гнезда 53 под пластину. В этом варианте, поскольку режущая пластина 1 имеет по существу треугольную форму, поверхность 54 нижней стенки гнезда 53 под пластину имеет по существу треугольную форму. Однако, возможно соответствующее изменение формы установочного гнезда 53 под пластину в соответствии с формой режущей пластины 1.
[0044] Первая поверхность 55 боковой стенки установочного гнезда 53 под пластину является поверхностью, которая обращена в сторону переднего конца инструмента, а также к радиально наружной стороне инструмента. Вторая поверхность 56 боковой стенки установочного гнезда 53 под пластину выполнена в положении более близком к переднему концу инструмента, чем первая поверхность 55 боковой стенки и является поверхностью, которая обращена в сторону заднего конца инструмента, а также к радиально наружной стороне инструмента. Первая поверхность 55 боковой стенки и вторая поверхность 56 боковой стенки соединены, чтобы определять область, к которой плотно прилегает периферия одного нерабочего режущего угла или режущей кромки режущей пластины 1. Каждая из первой поверхности 55 боковой стенки и второй поверхности 56 боковой стенки образованы, чтобы быть опорой для третьего участка 20 задней поверхности.
[0045] Стружечная канавка 58 для размещения стружки выполнена прилегающей к установочному гнезду 53 под пластину. При этом стружечная канавка 58 сформирована так, чтобы вырезать в корпусе 51 инструмента по существу форму полумесяца в сторону его заднего конца. Однако, форма или размер стружечной канавки 58 не ограничены показанными на рисунках и могут быть соответственно изменены.
[0046] Режущая пластина 1 расположена в установочном гнезде 53 так, что ее нижняя поверхность 3 опирается на поверхность 54 нижней стенки установочного гнезда 53, а периферийная боковая поверхность 4 режущей пластины 1 опирается на поверхности 55 и 56 боковой стенки установочного гнезда 53. Таким образом, когда режущая пластина 1 расположена в установочном гнезде 53, ее верхняя поверхность (передняя поверхность) 2 обращена вперед в направлении К вращения инструмента. При этом только выступы 31, выполненные на нижней поверхности 3 режущей пластины 1, опираются на поверхность 54 нижней стенки установочного гнезда 53 под пластину. Далее, что касается главных участков 15 боковой поверхности, прилегающих к главным режущим кромкам 11 на периферийной боковой поверхности 4 режущей пластины 1, только третьи участки 20 задней поверхности опираются на поверхности 55 и 56 установочного гнезда 53 под пластину. Как описано выше, в состоянии, когда режущая пластина 1 расположена в установочном гнезде 53, винт надежно завернут в резьбовое отверстие 57 установочного гнезда 53 корпуса 51 инструмента через установочное отверстие 5 режущей пластины 1. При этом возможно закрепить режущую пластину 1 в установочном гнезде.
[0047] Поверхность 54 нижней стенки и поверхности 55 и 56 боковой стенки установочного гнезда 53, спроектированы так, чтобы режущая пластина 1, имеющая описанную выше форму, была расположена под заранее определенным осевым передним углом и заранее определенным радиальным передним углом. Режущая пластина 1 установлена так, чтобы иметь положительный осевой передний угол по отношению к корпусу 51 инструмента. Предпочтительно устанавливать осевой передний угол в диапазоне не менее чем 6° и не более чем 14°, более предпочтительно в диапазоне не менее чем 6° и не более чем 9°. Далее, при этом режущая пластина 1 установлена так, чтобы иметь отрицательный радиальный передний угол по отношению к корпусу инструмента. Предпочтительно устанавливать радиальный передний угол в диапазоне не менее чем -8° и не более чем 0°, более предпочтительно в диапазоне не менее чем -8° и не более чем -2°. Эти диапазоны установки для осевого переднего угла и радиального переднего угла являются значениями, выбранными в основном для вращающегося режущего инструмента по этому варианту. Поскольку осевой передний угол и радиальный передний угол установлены, как описано выше, а угол наклона (кажущийся задний угол) первого участка 18 задней поверхности постепенно изменяется вдоль главной режущей кромки 11, как описано выше, в случае режущей пластины 1 самой по себе, действительный задний угол первого участка 18 задней поверхности режущей пластины 1, другими словами, угол, образованный первым участком 18 задней поверхности и касательной линией (или плоскостью, включающей эту касательную линию и параллельной оси О вращении) к траектории вращения инструмента вдоль главной режущей кромки является постоянным в случае, когда режущая пластина 1 установлена в корпусе 51 инструмента. В режущем инструменте 52 в соответствии с этим вариантом действительный задний угол первого участка 18 задней поверхности составляет 9°°. Предпочтительный диапазон этого действительного заднего угла составляет не менее чем 5° и не более чем 13°. Для того, чтобы установить режущую пластину 1 в корпусе 51 инструмента так, чтобы иметь осевой передний угол и радиальный передний угол, описанные выше, установочное гнездо 53 под пластину образовано так, чтобы быть наклоненным под углами, соответствующими осевому переднему углу и радиальному переднему углу, описанным выше.
[0048] Режущий инструмент 52, имеющий режущую пластину 1 установленную на нем, вращается вокруг оси О вращения и используется в резании, в частности при фрезеровании 90° уступа. На фиг. 9-11 позиция «6а» обозначает используемую режущую кромку, т.е. рабочую режущую кромку. Рабочая режущая кромка 6а включает рабочую главную режущую кромку 11а, расположенную со стороны наружной периферии инструмента и в основном продолжающуюся в направлении оси О вращения инструмента, рабочую вспомогательную режущую кромку 12а, расположенную со стороны переднего конца инструмента и в основном продолжающуюся в плоскости перпендикулярной оси вращения инструмента, и рабочий первый угловой участок 9а расположенный со стороны наружной периферии инструмента и со стороны переднего конца инструмента, т.е. рабочую угловую режущую кромку 13а режущего угла. Рабочая главная режущая кромка 11а может быть включена в обработку резанием поверхности боковой стенки заготовки, а рабочая вспомогательная режущая кромка 12а может быть включена в обработку резанием поверхности нижней стенки заготовки. Далее, рабочей режущей кромке 6а придана форма, подходящая для фрезерования 90° уступа, при этом режущая пластина 1 установлена в установочном гнезде 53, как описано выше. Таким образом, рабочая режущая кромка 6а, включающая рабочую угловую режущую кромку 13а может способствовать окончательной обработке под 90° углового участка, где пересекаются поверхность боковой стенки и поверхность нижней стенки заготовки.
[0049] В индексируемом вращающемся режущем инструменте 52 в соответствии с этим вариантом, например, если используемый режущий угол режущей пластины 1 изнашивается, возможно, заменить этот режущий угол другим неиспользованным режущим углом. Режущая пластина 1 имеет три режущие кромки 6, т.е. три режущих угла и, следовательно, возможно использовать ее три раза. В соответствии с настоящим изобретением форма режущей пластины на виде в плане не ограничена по существу треугольной формой, и другая многоугольная форма является возможной. Таким образом, возможно, использовать режущие углы для резания в количестве соответствующем многоугольной форме.
[0050] Далее будут приведены описания работы и преимущества от режущей пластины 1 в соответствии с этим вариантом и индексируемого вращающегося режущего инструмента 52, имеющего установленную на нем режущую пластину 1.
[0051] Режущая пластина 1 в соответствии с этим вариантом имеет форму, в которой главный участок 15 боковой поверхности, смежный главной режущей кромке 11 и имеющий возможность функционирования в качестве задней поверхности, разделен на первый участок 18 задней поверхности, второй участок 19 задней поверхности, третий участок 20 задней поверхности и четвертый участок 21 задней поверхности. Далее, угол наклона первого участка 18 задней поверхности в отношении режущей пластины 1 самой по себе меньше, чем угол по общепринятой технологии. Таким образом, действительный задний угол первого участка 18 задней поверхности в случае, когда режущая пластина 1 в соответствии с этим вариантом установлена в корпусе 51 инструмента с обычным радиальным передним углом, меньше, чем по общепринятой технологии. При такой форме возможно удобно получить демпфирующий эффект, в процессе обработки. Демпфирующий эффект в процессе обработки представляет эффект подавления вибрации при взаимодействии задней поверхности с заготовкой и подавления вибрации вследствие автоколебаний путем уменьшения заднего угла до намеренного создания ситуации, в которой задняя поверхность является более подходящей для взаимодействия с заготовкой. Сильная вибрация, возникающая вследствие резонанса в системе, образованной инструментом, станком и заготовкой, может быть подавлена путем приведения задней поверхности в контакт или до некоторой степени ближе к заготовке. В случае обычной режущей пластины для фрезерования 90° уступа считается в основном, что действительный задний угол, когда режущая пластина установлена в корпусе инструмента, находится в диапазоне от приблизительно 15° до 20°. По сравнению с этим действительный задний угол первого участка 18 задней поверхности режущей пластины 1 в соответствии с этим вариантом составляет приблизительно 9°, и первый участок 18 задней поверхности находится в состоянии, более подходящем для взаимодействия с заготовкой. Как описано выше, предпочтительно, что действительный задний угол первого участка 18 задней поверхности в случае, когда режущая пластина 1 установлена в корпусе 51 инструмента, находится в диапазоне не менее чем 5° и не более чем 13°. Если действительный задний угол первого участка 18 задней поверхности составляет менее чем 5°, первый участок 18 задней поверхности чрезмерно контактирует с заготовкой, что чрезмерно увеличивает силу резания. Далее, если действительный задний угол первого участка 18 задней поверхности больше, чем 13°, первый участок 18 задней поверхности находится в состоянии менее подходящем для взаимодействия с заготовкой, которое приводит к уменьшению демпфирующего эффекта в процессе обработки. Действительный задний угол в случае, когда режущая пластина 1 установлена на корпусе 51 инструмента, может быть уменьшен путем изменения радиального переднего угла. Однако, в таком случае необходимо устанавливать радиальный передний угол в положительную сторону достаточно больше, чем обычно, что может привести к потере общего баланса установочных углов режущей пластины. Таким образом, в настоящем изобретении угол наклона или задний угол в случае режущей пластины 1 самой по себе изменяется без изменения радиального переднего угла или без сосредоточения внимания на радиальном переднем угле. В данном случае, чем меньше скорость резания, тем больше проявляется демпфирующий эффект, в процессе обработки и, следовательно, задний угол может быть увеличен больше при меньшей скорости резания.
[0052] Далее, как описано выше, ширина W первого участка 18 задней поверхности устанавливается постоянной, другими словами одинаковой в области главной режущей кромки 11. Ширина первого участка 18 задней поверхности взаимосвязана со вторым участком 19 задней поверхности. Когда второй участок 19 задней поверхности плавно соединяет первый участок 18 задней поверхности и третий участок 20 задней поверхности без появления острых неровностей, второй участок 19 задней поверхности обеспечивает постоянную ширину первого участка 18 задней поверхности и, следовательно, возможно дальнейшее улучшение эффекта подавления вибрации в виде автоколебаний.
[0053] Чтобы получить демпфирующий эффект, в процессе обработки придается такая конфигурация, что задний угол первого участка 18 задней поверхности устанавливается значительно меньше, чем при общепринятой технологии, и первый участок 18 задней поверхности является более подходящим для введения в контакт с или приближения к заготовке. Таким образом, вследствие взаимного воздействия между первым участком 18 задней поверхности и заготовкой возникает сила трения большая, чем при общепринятой технологии. В случае, когда ширина первого участка 18 задней поверхности изменяется вдоль главной режущей кромки 11, размер участка, который взаимодействует с заготовкой, также изменяется вдоль главной режущей кромки 11, что может привести к неравномерности в балансе силы трения. Если сила трения, действующая на первый участок 18 задней поверхности, становится неравномерной, сила резания, действующая на главную режущую кромку 11, также становится неравномерной вдоль режущей кромки, что может привести к ухудшению в эксплуатационной характеристике металлорежущего станка. Путем выполнения ширины первого участка 18 задней поверхности постоянной в области вдоль главной режущей кромки 11 возможно получить силу трения, действующую на главную режущую кромку 11 в основном постоянной. В результате, улучшается баланс силы резания, посредством чего возможно предотвратить ухудшение эксплуатационной характеристики металлорежущего станка. Это преимущество равномерности ширины первого участка 18 задней поверхности обеспечивается вторым участком 19 задней поверхности.
[0054] Далее, ширина первого участка 18 задней поверхности, которая установлена постоянной, как описано выше, находится предпочтительно в диапазоне нее менее чем 0,1 мм и не более чем 0,6 мм и более предпочтительно в диапазоне не менее чем 0,1 мм и не более чем 0,5 мм. Если ширина первого участка 18 задней поверхности составляет менее чем 0,1 мм область первого участка задней поверхности, взаимодействующего с заготовкой является чрезмерно малой и, следовательно, существенный демпфирующий эффект, в процессе обработки не может быть достигнут. С другой стороны, если ширина первого участка 18 задней поверхности больше, чем 0,5 мм, в частности больше, чем 0,6 мм, сила трения, возникающая вследствие взаимодействия первого участка 18 задней поверхности с заготовкой является чрезмерно увеличенной, что может привести к вибрации в виде автоколебаний фрикционного типа. К тому же, если первый участок 18 задней поверхности имеет такую большую ширину, сила резания является чрезмерно увеличенной, что может привести к ухудшению эксплуатационной характеристики металлорежущего станка. Далее, более предпочтительно, что ширина первого участка 18 задней поверхности находится в диапазоне не менее чем 0,2 мм и не более чем 0,4 мм. Путем установления ширины в этом диапазоне, возможно, достичь демпфирующего эффекта в процессе обработки наиболее сбалансированным образом. Более того, чем больше демпфирующий эффект, тем меньше становится скорость резания и, следовательно, в случае, когда скорость резания является малой, предпочтительно устанавливать узкую ширину W первого участка 18 задней поверхности.
[0055] Как описано выше, путем установки ширины первого участка задней поверхности постоянной демпфирующий эффект, в процессе обработки, может быть достигнут более удобным образом. Таким образом, хотя возможно выполнить первый участок задней поверхности так, чтобы изменять его ширину вдоль главной режущей кромки режущей кромки, как описано выше, предпочтительно, что ширина первого участка задней поверхности может быть постоянной или по существу постоянной в области вдоль режущей кромки. Выражение «ширина первого участка задней поверхности является по существу постоянной в области вдоль режущей кромки» означает, что ширина первого участка задней поверхности слегка изменяется вдоль режущей кромки. Предпочтительно, различие между шириной первого участка задней поверхности на одном концевом участке режущей кромки и шириной первого участка задней поверхности на другом концевом участке режущей кромки установлено в заранее определенном диапазоне. Этот заранее определенный диапазон может быть установлен, например, в соответствии с по меньшей мере одним из требуемого баланса сил резания и требуемой степени демпфирующего эффекта в процессе обработки. Следует отметить, что в случае, когда первый участок задней поверхности образован с изменением его ширины в области вдоль режущей кромки, предпочтительно, что ее среднее значение применяется в соотношении с диаметром вписанной окружности.
[0056] Второй участок 19 задней поверхности способствует установлению ширины первого участка задней поверхности, как описано выше, и плавно соединяет первый участок 18 задней поверхности с третьим участком 20 задней поверхности без образования острых неровностей. Это позволяет легко удалять режущую пластину из пресс-формы во время прессования. Далее, второй участок 19 задней поверхности образован так, чтобы иметь угол наклона δ больше, чем угол наклона γ первой задней поверхности. Таким образом, возможно, выполнить первый участок 18 задней поверхности более подходящим для взаимодействия с заготовкой.
[0057] Далее, путем установки угла наклона третьего участка 20 задней поверхности меньше, чем при общепринятой технологии, другими словами, находящемся в диапазоне не менее чем 0° и не более чем 11°, возможно предотвратить режущую пластину 1 от подъема в процессе резания. При общепринятой технологии угол, образованный участком задней поверхности и служащий в качестве опорной поверхности для опоры на поверхность боковой стенки установочного гнезда и нижней поверхностью режущей пластины, опирающейся на поверхность нижней стенки установочного гнезда, является большим тупым углом. Таким образом, когда режущая пластина поджимается в сторону поверхности боковой стенки установочного гнезда вследствие силы резания, действующей в процессе обработки резанием, режущая пластина имеет тенденцию скользить (подниматься) так, чтобы подняться по поверхности боковой стенки установочного гнезда. Если режущая пластина поднимается, как описано выше она колеблется, что является одной из причин вибрации в виде автоколебаний. Далее, это явление приводит к ухудшению точности резания. С другой стороны, когда угол наклона третьего участка 20 задней поверхности, служащего в качестве опорной поверхности, установлен как в режущей пластине 1 в соответствии с этим вариантом, возможно предотвратить режущую пластину от поднятия по поверхности 55, 56 боковой стенки установочного гнезда 53, если режущая пластина находится под действием силы резания или силы в направлении поверхности 55 56 боковой стенки установочного гнезда 53. Соответственно, режущая пластина не колеблется, и, таким образом, возможно, значительно предотвратить возникновение вибрации в виде автоколебаний. В то же время при этой операции возможно также получить эффект повышения точности обработки резания. Далее для режущей пластины 1 в соответствии с этим вариантом задний угол первого участка 18 задней поверхности установлен малым, как описано выше, чтобы целенаправленно вызвать взаимодействие первого участка 18 задней поверхности с заготовкой в некоторой степени, и следовательно, сила резания, действующая в процессе резания становится больше, чем при общепринятой технологии. Таким образом, тенденция для режущей пластины 1 подниматься становится более значительной. Однако, путем установки угла наклона третьего участка 20 задней поверхности, как описано выше, эта проблема может быть решена. Далее третий участок 20 задней поверхности образован так, чтобы иметь наибольшую область от первого участка 18 задней поверхности до четвертого участка 21 задней поверхности, и, следовательно, возможно, гарантировать значительные фиксирующие свойства режущей пластины. Более того, причиной установления угла наклона третьего участка 20 задней поверхности в диапазоне не менее чем 0° и не более чем 11°, состоит в том, что, если угол наклона составляет менее чем 0°, нижний участок (участок вблизи четвертого участка задней поверхности) третьего участка 20 задней поверхности имеет высокую вероятность вхождения в контакт с заготовкой, тогда, как, если угол наклона больше, чем 11°, не может быть достигнут значительный эффект предотвращения подъема. Однако, угол наклона третьего участка 20 задней поверхности может быть установлен в виде отрицательного угла с обеспечением при этом, что выше описанные эффекты могут быть достигнуты.
[0058] Далее, путем выполнения четвертого участка 21 задней поверхности, имеющего больший угол наклона, чем третий участок 20 задней поверхности, возможно, решить проблему взаимодействия с заготовкой, вызванную уменьшением угла наклона третьего участка 20 задней поверхности. Более конкретно, путем установления угла наклона третьего участка 20 задней поверхности функционирующего как опорная поверхность, малым, как описано выше, возможно решить проблему подъема режущей пластины 1. Однако, при такой форме участок периферийной боковой поверхности 4 со стороны нижней поверхности 3 является более подходящим для взаимодействия с заготовкой. Другими словами, участок периферийной боковой поверхности 4 со стороны нижней поверхности 3 является более подходящим, чтобы выступать наружу за траекторию вращения рабочей режущей кромки 6 режущей пластины 1. Однако, этого можно избежать путем выполнения четвертого участка 21 задней поверхности имеющего большой угол наклона. Как описано выше в настоящем изобретении, опорная поверхность, которая является единственной в общепринятой технологии, является разделенной на две, другими словами, является разделенной на третий участок 20 задней поверхности и четвертый участок 21 задней поверхности, посредством чего можно достигнуть как предотвращения подъема (подавления вибрации в виде автоколебаний), так и предотвращения взаимодействия с заготовкой в то же время.
[0059] Как описано выше, в соответствии с настоящим изобретением участок 15 главной боковой поверхности разделен на четыре, каждый из которых имеет собственную функцию, и эти четыре участка 18, 19, 20 и 21 задней поверхности работают вместе, посредством чего возможно эффективно подавлять вибрации в виде автоколебаний не вызывая каких-либо случайных нарушений. Таким образом, настоящее изобретение может предотвратить различные затруднения из-за вибраций такие, как ухудшение точности обработки резанием и выкрашивание. Другими словами, настоящее изобретение производит значительный эффект путем комбинации от первого участка 18 задней поверхности до четвертого участка 21 задней поверхности.
[0060] Далее, путем увеличения отношения толщины режущей пластины 1 к диаметру вписанной окружности IC на виде в плане на режущую пластину 1 возможно, улучшить жесткость режущей пластины 1 в целом и еще больше увеличить эффект подавления вибрации в виде автоколебаний. В частности, эта форма является эффективной в случае, когда режущая пластина 1 является малой. В случае обычной режущей пластины, если ее размер и толщина уменьшены без изменения отношения, толщина режущей пластины является чрезмерно малой, и, следовательно, жесткость режущей пластины в целом ухудшается, что делает более вероятным возникновение вибраций в виде автоколебаний. С другой стороны, путем установления соответствующего отношения толщины режущей пластины 1 к диаметру IC вписанной окружности режущей пластины 1возможно поддержать жесткость режущей пластины 1 в целом, даже если ее размер является малым. Далее, путем увеличения отношения толщины, как описано выше, возможно получить также эффекты увеличения размера третьего участка 20 задней поверхности, служащего в качестве опорной поверхности, и увеличивающего силу, которая фиксирует режущую пластину 1 и далее подавление вибрации в виде автоколебаний. Далее, при увеличении отношения толщины, как описано выше, становится более вероятным взаимодействие нижнего участка периферийной боковой поверхности 4 с заготовкой. Однако, при выполнении четвертого участка 21 задней поверхности эта проблема может быть решена. Как описано выше, предпочтительный диапазон отношения диаметра IC вписанной окружности к толщине режущей пластины 1 составляет не менее чем 1,5 и не более чем 2,2. Если отношение меньше, чем 1,5, режущая пластина 1 является чрезмерно толстой, что значительно ограничивает пространство для установки режущей пластины 1 в корпусе 51 инструмента. Далее, если отношение больше, чем 2,2 эффект, достигаемый путем увеличения толщины режущей пластины 1, является значительно уменьшенным.
[0061] Далее, как показано на фиг. 4, путем выполнения нижней поверхности 3 с тремя выступами 31 возможно улучшить установку режущей пластины 1. Более конкретно, путем ограничения числа выступов, опирающихся на поверхность 54 нижней стенки установочного гнезда 53 под пластину, до трех возможно стабильно установить режущую пластину 1, даже если нижняя поверхность 3 не является плоской вследствие допусков на изготовление. Таким образом, режущая пластина 1 не колеблется, в связи с чем, вибрация в виде автоколебаний, возникающая вследствие колебания, может быть подавлена. Далее, в отличие от общепринятой технологии в данном случае нет необходимости шлифовать всю поверхность нижней поверхности 3 режущей пластины 1, и, таким образом, возможно, значительно уменьшить стоимость изготовления.
[0062] В этом варианте участку 15 главной боковой поверхности придана форма, состоящая из четырех участков 18, 19, 20 и 21 задней поверхности. Однако, число участков задней поверхности участка 15 главной боковой поверхности этим не ограничивается. Более конкретно, возможно в дальнейшем добавить участок поверхности или участок задней поверхности, используемый для конкретного применения и выполненный так, что функции соответствующих участков 18, 19, 20 и 21 задней поверхности, описанных выше, не ухудшаются. Далее, в режущей пластине 1 третий участок 20 не достигает нижней поверхности 3. Однако, третий участок 20 задней поверхности может частично достигать нижней поверхности.
[0063] Описанные режущая пластина 1 и индексируемый вращающийся режущий инструмент 52 используются для фрезерования 90° уступа. Однако, применение настоящего изобретения этим не ограничивается, и, в случае необходимости, возможно применение настоящего изобретения для различных индексируемых вращающихся инструментов. Является предпочтительным, что во вращающемся режущем инструменте по меньшей мере четыре ступени участков на задней поверхности, как описано выше, образованы на задней поверхности, расположенной на наружной периферийной стороне.
[0064] Изложенное выше, является описанием типичного варианта в соответствии с настоящим изобретением. Однако в настоящем изобретении возможны различные модификации, при этом замены и модификации возможны не выходя за рамки сущности и объема настоящего изобретения, определенного в формуле изобретения в этой заявке.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2348491C2 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304492C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ И ФРЕЗА | 2016 |
|
RU2693973C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ ЗАПЛЕЧИКОВ | 2017 |
|
RU2746549C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ДЕРЖАВКА ДЛЯ НЕЕ | 2003 |
|
RU2312742C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2518875C2 |
Режущая пластина предназначена для фрезерования 90° уступа и содержит первую и вторую торцовые поверхности, периферийную боковую поверхность между ними и режущую кромку, образованную на участке гребня пересечения между первой торцовой поверхностью и периферийной боковой поверхностью. Режущая кромка образована так, чтобы первая торцовая поверхность выполняла функцию передней поверхности, а часть периферийной боковой поверхности выполняла функцию задней поверхности. Участок боковой поверхности, относящийся к периферийной боковой поверхности, смежный, по меньшей мере, части режущей кромки, включает первый участок задней поверхности, смежный режущей кромке, второй участок задней поверхности, третий участок (20) задней поверхности и четвертый участок задней поверхности в таком порядке со стороны первой торцовой поверхности к стороне второй торцовой поверхности. Достигается повышение виброустойчивости за счет снижения автоколебаний. 2 н. и 7 з.п. ф-лы, 11 ил.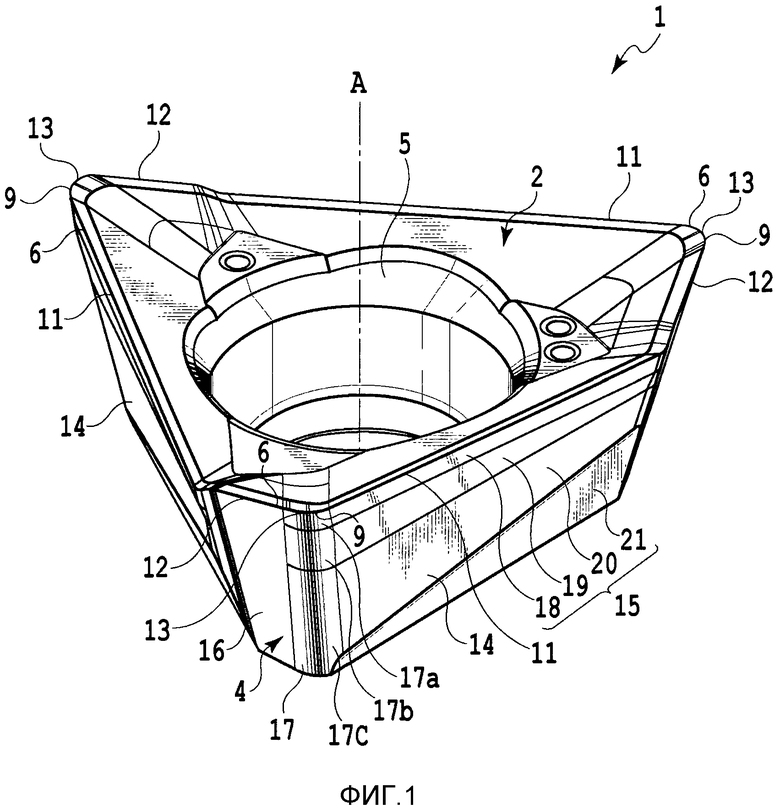
1. Режущая пластина (1), содержащая:
первую торцовую поверхность (2) и вторую торцовую поверхность (3), обращенные противоположно друг другу,
периферийную боковую поверхность (4), продолжающуюся между первой торцовой поверхностью и второй торцовой поверхностью, и
режущую кромку (6), образованную на участке гребня пересечения между первой торцовой поверхностью и периферийной боковой поверхностью так, что первая торцовая поверхность (2) выполняет функцию передней поверхности, а часть периферийной боковой поверхности (4) выполняет функцию задней поверхности, при этом
участок (15) периферийной боковой поверхности, смежный, по меньшей мере, части режущей кромки, включает по меньшей мере первый участок (18) задней поверхности, смежный режущей кромке (6), второй участок (19) задней поверхности, третий участок (20) задней поверхности и четвертый участок (21) задней поверхности, которые расположены в этом порядке со стороны первой торцовой поверхности к стороне второй торцовой поверхности,
первый участок (18) задней поверхности имеет угол наклона, который постепенно изменяется вдоль режущей кромки, и ширину, которая постоянна или по существу постоянна в области вдоль режущей кромки со стороны первой торцовой поверхности ко второй торцовой поверхности,
угол наклона первого участка (18) задней поверхности имеет минимальное значение, которое находится в диапазоне не менее чем 2,0° и не более чем 6,0°, при этом угол наклона первого участка задней поверхности имеет максимальное значение, которое находится в диапазоне не менее чем 10,5° и не более чем 14,5°,
второй участок (19) задней поверхности соединяет первый участок задней поверхности и третий участок задней поверхности;
угол наклона третьего участка (20) задней поверхности находится в диапазоне не менее чем 0,0° и не более чем 11,0°, и четвертый участок (21) задней поверхности имеет угол наклона больше, чем третий участок задней поверхности.
2. Режущая пластина (1) по п. 1, в которой ширина первого участка (18) задней поверхности находится в диапазоне не менее чем 0,1 мм и не более чем 0,6 мм.
3. Режущая пластина (1) по п. 1, в которой вписанная окружность (IC) определена в первой торцовой поверхности (2), когда режущая пластина рассматривается со стороны, противоположной первой торцовой поверхности, причем отношение диаметра вписанной окружности к толщине режущей пластины составляет не менее чем 1,5 и не более чем 2,2.
4. Режущая пластина (1) по п. 1, в которой вторая торцовая поверхность (3) образована так, чтобы выполнять функцию опорной поверхности, когда режущая пластина (1) установлена в корпусе инструмента, при этом вторая торцовая поверхность выполнена с по меньшей мере тремя выступами (31).
5. Режущая пластина (1) по п. 1, в которой режущая кромка (6) включает главную режущую кромку (11), вспомогательную режущую кромку (12) и угловую режущую кромку (13), соединяющую главную режущую кромку и вспомогательную режущую кромку, при этом
первый участок (18) задней поверхности является смежным, по меньшей мере, главной режущей кромке.
6. Режущая пластина (1) по п. 5, в которой главная режущая кромка (11) образована так, чтобы постепенно приближаться ко второй торцовой поверхности (3) с увеличением расстояния от угловой режущей кромки (13).
7. Режущая пластина (1) по п. 5 или 6, в которой первый участок (18) задней поверхности образован так, чтобы его угол наклона постепенно увеличивался с увеличением расстояния от угловой режущей кромки (13) вдоль главной режущей кромки (11).
8. Режущая пластина (1) по п. 1, в которой форма режущей пластины является по существу треугольной, когда режущая пластина рассматривается со стороны противоположной первой торцовой поверхности, при этом режущая пластина включает три режущие кромки (6).
9. Индексируемый вращающийся режущий инструмент (52), содержащий корпус (51), имеющий по меньшей мере одно гнездо (53) для установки пластины на переднем торцовом участке (51а), с режущей пластиной, съемно установленной в гнезде, при этом
режущая пластина является режущей пластиной (1) по п. 1,
причем режущая пластина установлена в гнезде с осевым передним углом, находящимся в диапазоне не менее чем 6° и не более чем 14°, и радиальным передним углом, находящимся в диапазоне не менее чем -8° и не более чем 0°, и
задний угол первого участка (18) задней поверхности режущей пластины, установленной в гнезде, составляет не менее чем 5° и не более чем 13°.
| JP 2008213078 A, 18.09.2008 | |||
| 1971 |
|
SU416172A1 | |
| Торцовая фреза с плоскими режущими пластинами | 1980 |
|
SU944817A1 |
| СБОРНАЯ ФРЕЗА | 2006 |
|
RU2318635C1 |
| ФРЕЗА | 2003 |
|
RU2254212C2 |

