Изобретение относится к устройству для изготовления металлической ленты непрерывной разливкой с помощью установки непрерывной разливки, в которой отливается сляб, причем в направлении перемещения сляба за установкой непрерывной разливки установлен по меньшей мере один фрезерный станок, в котором фрезеруются по меньшей мере одна, предпочтительно две противоположные поверхности сляба.
При непрерывной разливке слябов на установке непрерывной разливки могут появиться поверхностные дефекты, как например, следы возвратно-поступательного движения, дефекты от порошкообразного флюса и продольное или поперечное растрескивание поверхности. Они возникают в случае обычных установок непрерывной разливки и установок непрерывной разливки стали для отливки тонких слябов. Поэтому в зависимости от предназначения готовой ленты обычные слябы частично проходят огневую зачистку. Некоторые слябы по желанию клиента проходят общую огневую зачистку. При этом требования к качеству поверхности в случае установок непрерывной разливки стали для отливки тонких слябов постоянно возрастают.
Для обработки поверхности предлагаются огневая зачистка, шлифовка или фрезеровка.
Огневая зачистка имеет тот недостаток, что расплавленный материал из-за высокого содержания кислорода не может быть снова наплавлен без предварительной подготовки. При шлифовке металлические осколки смешиваются с шлифовальной пылью, так что их приходится удалять. Оба способа с трудом подстраиваются под заданную скорость транспортировки.
Поэтому напрашивается обработка поверхности фрезерованием. При этом снятая стружка собирается и упаковывается, без проблем плавится и, таким образом, снова включается в производственный процесс. Кроме того, частоту вращения фрезы легко подстроить под скорость транспортировки (скорость разливки, скорость втягивания чистовой линии). Поэтому устройство вышеуказанного типа согласно изобретению направлено на фрезерование.
Устройство вышеуказанного типа с фрезерным станком, установленным за установкой непрерывной разливки, известно. В этой связи можно указать СН 584085 и DE 19950886 А1.
Аналогичное устройство раскрыто также в DE 7111221 U1. Этот документ показывает обработку алюминиевых лент с использованием температурного состояния после разливки, при котором станок соединен с установкой для разливки.
Уже была также предложена интегрированная в линию зачистка поверхности тонкого сляба (огневая зачистка, фрезеровка и т.п.) с верхней и нижней или только с одной стороны непосредственно перед линией клетей прокатного стана, в отношении которой имеется ссылка на ЕР 1093866 А2.
Другой вариант выполнения фрезерного станка для поверхностной обработки приведен в DE 19717200 А1. Здесь, в числе прочего, описывается изменяемость контура фрезерования фрезерного устройства, установленного за установкой непрерывной разливки или перед линией клетей прокатного стана.
Другое устройство интегрированного в линию фрезерного станка в обычном горячеполосовом стане для обработки черновой полосы и варианты его осуществления предлагаются в ЕР 0790093 В1, ЕР 1213076 В1 и ЕР 1213077 В1.
При обработке поверхности тонких слябов в так называемой установке CSP в линии обработки («in line») в зависимости от обнаруженных поверхностных дефектов с одной или с обеих сторон удаляются около 0,1-3,5 мм нагретой поверхности сляба. Чтобы не очень сильно сократить выход годного, рекомендуется использовать тонкий сляб возможно большей толщины (Н=60-120).
Обработка поверхности и относящиеся к ней устройства не ограничиваются тонкими слябами, а могут использоваться также после обычной установки непрерывной разливки стали для литья толстых слябов, а также слябов, отливаемых толщиной более 120 мм вплоть до 300 мм.
Интегрированный в линию (in line) фрезерный станок, как правило, используется не для всех продуктов программы прокатки, а лишь для тех, для которых предъявляются более высокие требования к поверхности. Это предпочтительно по соображениям выхода годного и уменьшает износ фрезерного станка, а потому целесообразно.
Для получения хорошего качества поверхности сляба после фрезерования важно, чтобы технологический режим фрезерования, затрагивающий чаще всего как верхнюю, так и нижнюю сторону сляба, выполнялся при благоприятных условиях.
Этого больше не будет, если на участке станка, или станков, окажется слишком много стружки. Это означает, что процесс фрезерования, в частности, на участке верхней стороны сляба в этом случае становится затруднительным. Снятая здесь стружка слетает с инструмента и падает на поверхность ленты.
Поэтому из DE 10149573 А1 и DE 60300800 Т2 известно, что для решения этой проблемы следует поступать таким образом, чтобы фрезеруемые ленты переворачивались и в результате обе стороны ленты могли обрабатываться снизу. С нижней стороны стружка под действием силы тяжести удаляется со сляба квазиавтоматически и может улавливаться в воронку и удаляться. Однако такая возможность отсутствует в случае слябов с относительно большой собственной прочностью. Чтобы предотвратить закатывание частиц, стружка и пыль от фрезерования должны удаляться полностью, что в этом случае создает проблемы.
Поэтому в основу изобретения положена задача усовершенствования устройства для изготовления металлической ленты непрерывной разливкой с использованием фрезерного станка настолько, чтобы можно было обеспечить оптимальную обработку даже слябов с высокой собственной жесткостью. Необходимо следить за тем, чтобы при фрезеровании сляба, предпочтительно, как с верхней, так и с нижней стороны, технологический режим был оптимальным и чтобы тем самым достигалось высокое качество слябов.
Решение задачи с помощью изобретения характеризуется тем, что на участке по меньшей мере одной фрезы фрезерного станка установлено устройство для удаления стружки с участка фрезы, удаляющее снятую стружку вверх и/или в поперечном направлении относительно направления перемещения сляба.
Тем самым обрабатываемый сляб в значительной степени освобождается от стружки, что улучшает качество обработки поверхности.
Для усовершенствования устройства для удаления стружки имеются следующие возможности.
Первый вариант осуществления изобретения предусматривает, чтобы устройство для удаления стружки содержало по меньшей мере один, предпочтительно, охлаждаемый направляющий элемент, установленный своим концом, обращенным к слябу, если смотреть в направлении, перпендикулярном слябу, под острым углом к направлению, поперечному направлению подачи. Следовательно, в этом случае поперечная транспортировка стружки осуществляется за счет относительного движения между проходящим мимо слябом и указанным направляющим элементом.
Эта поперечная транспортировка стружки напрашивается, в частности, при попутном фрезеровании и тем самым при одинаково направленных подаче сляба и вращении фрезы.
Если же, напротив, фрезерование практикуется, преимущественно, по встречному принципу, т.е. если направление вращения фрезы и направление подачи сляба являются противоположными, предпочтительно, реализуются также другие альтернативные решения. Тогда в порядке альтернативы может быть предусмотрено, чтобы с помощью продольного разбрызгивания и вращения фрезы стружка отбрасывалась на наклонный направляющий элемент, на котором она путем поперечного разбрызгивания отводилась бы в сторону и улавливалась сбоку.
При этом направляющий элемент может иметь кромку из жаропрочного материала, примыкающую к поверхности сляба. Кроме того, направляющий элемент может быть установлен с возможностью поворота вокруг горизонтальной оси в поперечном направлении относительно направления подачи сляба. Кроме того, он может снабжаться охладителями, с помощью которых он может охлаждаться, или соединяться с ними. Эти охладители могут быть выполнены в виде сопел, которые могут разбрызгивать на направляющий элемент охлаждающую среду.
Другой вариант осуществления предусматривает, чтобы направляющий элемент содержал в конце впускного канала углубление с боковым уклоном. В результате продольного разбрызгивания на сляб и прежде всего внутри канала подачи, стружка подхватывается водой или сжатым воздухом и с помощью направляющего элемента или спускного желоба по выбору с использованием поперечного разбрызгивания отводится внутрь углубления.
В еще одном варианте осуществления направляющий элемент или стружкоулавливающее устройство состоит из архимедова винта. В него стружка подается путем продольного разбрызгивания воды. Соответствующая установка сопел создает поперечный поток воды и тем самым стружки, благодаря чему происходят ее транспортировка в поперечном направлении внутри шнека и в конечном счете удаление в боковой спускной канал. При этом подача воды на направляющий элемент может производиться путем организации непосредственного продольного разбрызгивания или путем поворота сопла на поворотной пластине, или его непосредственного поворота. Важно, чтобы поток подавался на направляющий элемент так, чтобы вместе с ним удалялась стружка.
Альтернативный и предпочтительный вариант осуществления изобретения предусматривает, чтобы устройство для удаления стружки имело по меньшей мере один ленточный транспортер, проходящий на участке поверхности сляба в поперечном направлении относительно направления подачи.
В случае последнего указанного решения, предпочтительно, предусмотрено, чтобы ленточный транспортер на участке поверхности сляба двигался горизонтально. Кроме того, ленточный транспортер может быть выполнен в виде бесконечной ленты и в направлении подачи охватывать сляб полностью. В этом случае оправдало себя такое решение, при котором ленточный транспортер направляется с помощью множества направляющих роликов, из которых по меньшей мере один является приводным.
Ленточный транспортер может быть снабжен охладителями, с помощью которых он может охлаждаться или может быть соединен с ними. Охладители, предпочтительно, выполнены в виде сопел, которые могут разбрызгивать охлаждающее средство на ленточный транспортер.
Согласно альтернативному варианту осуществления предусмотрено, чтобы устройство для удаления стружки содержало по меньшей мере один винтовой транспортер, установленный на участке поверхности сляба продольная ось которого проходит в поперечном направлении относительно направления подачи. Вращение транспортера обеспечивает поперечную подачу стружки. Благодаря этому поперечная подача стружки производится аналогично.
Для вышеуказанных вариантов осуществления изобретения необходимо, чтобы в направлении подачи до или после устройства для удаления стружки могла быть установлена отражательная пластина. Эта отражательная пластина может включать в себя множество отражающих пластинок, обращенных к фрезе.
Устройство для удаления стружки, предпочтительно, установлено на средствах перемещения, с помощью которых оно может подниматься и опускаться в вертикальном направлении. Таким образом, устройство для удаления стружки независимо может устанавливаться на оптимальной высоте относительно сляба.
Вместо использования цилиндрической фрезы альтернативно, в частности, может применяться торцовая фреза. В результате вращения фрезы вокруг вертикальной оси автоматически осуществляется транспортировка стружки в сторону без использования направляющих пластинок. Поперечная транспортировка поддерживается за счет активации охлаждения режущих кромок.
С нижней стороны сляба также может быть предусмотрен направляющий элемент, с помощью которого снятая стружка подается на ленточный транспортер.
В направлении подачи за фрезерным станком может быть установлена линия клетей прокатного стана.
Кроме того, усовершенствованный вариант предусматривает, чтобы был предусмотрен направляющий канал, по которому стружка с верхней стороны сляба всасывается непосредственно за зазором фрезы, причем стружка отводится через трубу в поперечном направлении относительно направления подачи.
В другом варианте изобретения предусмотрена подача снятой стружки вверх и дополнительно в поперечном направлении.
Наконец, можно также предусмотреть, чтобы был установлен по меньшей мере один магнит, с помощью которого можно было бы воздействовать на удаление стружки. С помощью предложенного решения для достижения высокого качества поверхности становится возможным обеспечение оптимального фрезерования без вращения сляба, который поэтому может иметь любую собственную жесткость. Это ведет к качественному улучшению изготовления слябов, в частности, тонких слябов. На чертежах изображены примеры осуществления изобретения.
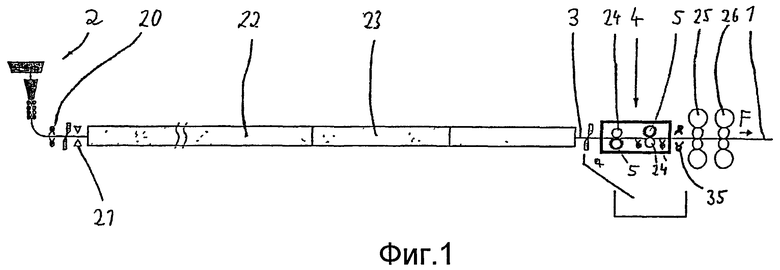
Фиг.1 изображает вид сбоку устройства для изготовления металлической ленты непрерывной разливкой, в котором используется фрезерный станок,
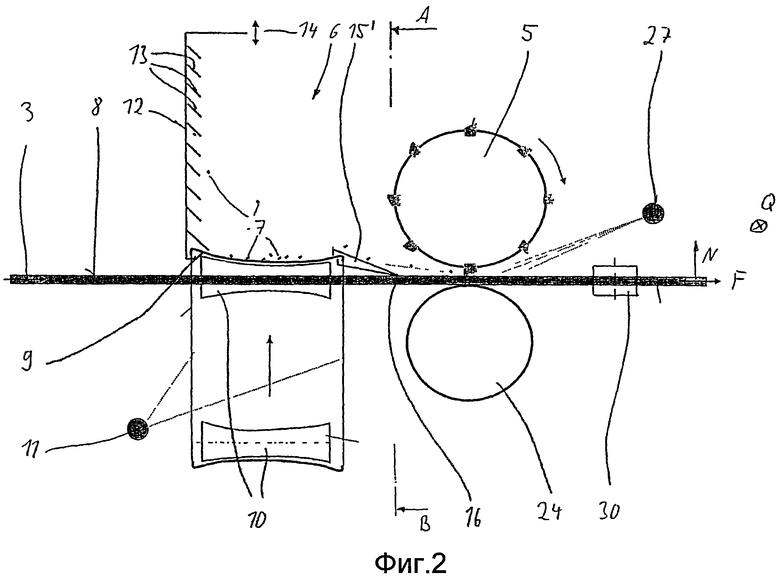
фиг.2 - вид сбоку устройства для удаления стружки с верхней стороны сляба с ленточным транспортером, причем участок фрезерного станка увеличен по сравнению с фиг.1,
фиг.3 - сечение по линии А-В на фиг.2,
фиг.4а - вид сбоку и фиг.4b - вид сверху альтернативного варианта осуществления изобретения с направляющим элементом для стружки, установленным на верхней стороне сляба,
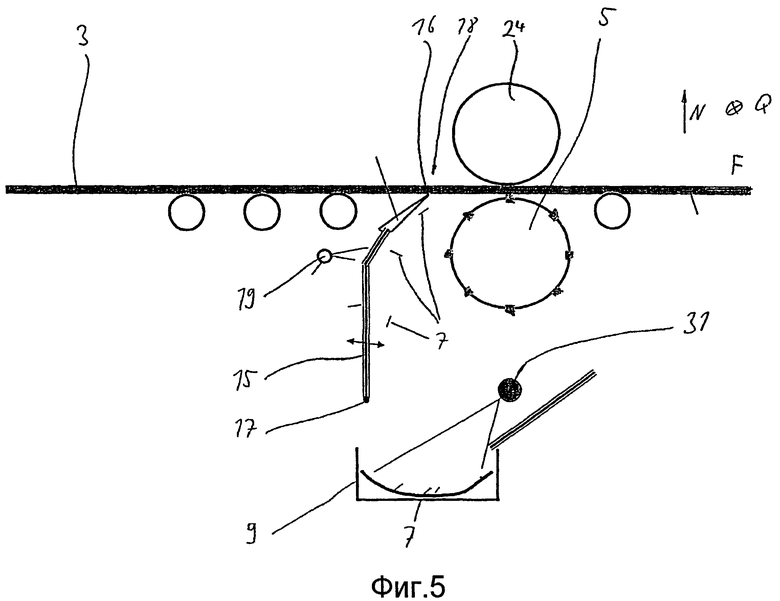
фиг.5 - вид сбоку варианта осуществления изобретения с направляющим элементом для стружки, установленным на верхней стороне сляба,
фиг.6 - опорная плита для сляба, установленная на участке фрезы,
фиг.7 - вид сбоку торцовой фрезы для верхней стороны сляба,
фиг.8 - вид сверху установки с торцовой фрезой,
фиг.9 - вид сбоку устройства для улавливания стружки на верхней стороны сляба, выполненного в виде архимедова винта, а также соответствующий частичный вид сверху,
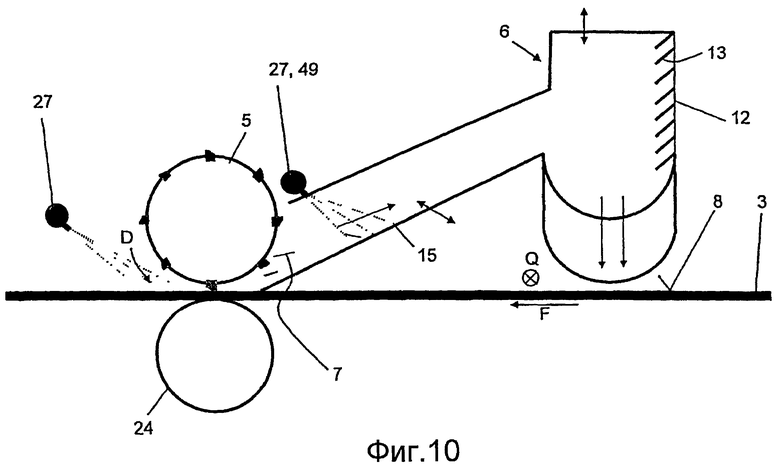
фиг.10 - вид сбоку другого альтернативного варианта осуществления по фиг.4 с углублением и с отводом в конце устройства для улавливания,
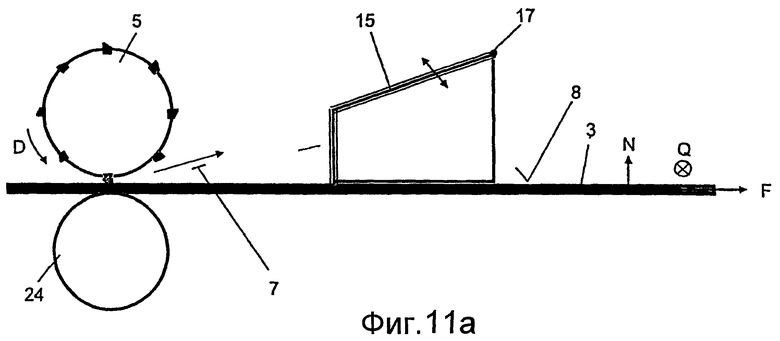
фиг.11а - вид сбоку и
фиг.11b - вид сверху простого устройства для удаления стружки в сторону за счет движения сляба при попутном фрезеровании, и
фиг.12 - еще один альтернативный вариант осуществления изобретения со стружкоотсасывающим устройством.
На фиг.1 изображено устройство для изготовления металлической ленты 1 непрерывной разливкой. Металлическая лента 1, или соответствующий сляб 3, отливается известным способом непрерывной разливки на установке непрерывной разливки. В случае сляба речь идет, предпочтительно, о тонком слябе. Непосредственно за установкой 2 непрерывной разливки сляб 3 подвергается зачистке на очистной установке 20. Вслед за этим осуществляется контроль поверхности с помощью измерительного прибора (профилометра) 21. Затем сляб 3 поступает в печь 22, так чтобы он мог выдерживаться при желательной температуре процесса. К печи примыкает транспортер 23.
После печи 22 и транспортера 23 сляб 3 попадает на фрезерный станок 4. В нем в данном случае с небольшими интервалами в направлении F подачи располагаются две фрезы 5, с помощью которых могут попутно фрезероваться нижняя или верхняя поверхности сляба 3. Соответствующая противолежащая поверхность сляба 3, т.е. его верхняя или нижняя сторона, поддерживается опорными роликами 24.
За фрезерным станком 4 находятся устройство 35 для гидросбива окалины и линия прокатных клетей, представленная прокатными клетями 25 и 26.
В данном случае речь идет в первую очередь о том, чтобы максимально освободить верхнюю и нижнюю сторону сляба от стружки, появляющейся в процессе фрезерования посредством фрез 5. Если стружка удаляется с участка фрезерования недостаточно, может произойти повреждение поверхности сляба 3. В данном случае этого следует опасаться, в частности, потому, что собственная жесткость сляба 3 такова, что о вращении вокруг продольной оси для постоянного осуществления процесса фрезерования только с нижней стороны сляба не может быть и речи.
Возможный вариант осуществления изобретения для решения проблемы представлен на фиг.2 и 3.
Как можно увидеть на фиг.2, фреза 5 фрезерует верхнюю поверхность 8 сляба 3. Снизу сляб 3 поддерживается опорным роликом 24. Как показано на фиг.2, стружка в результате процесса фрезерования в соответствии с направлением вращения фрезы 5 (см. стрелку) на фиг.2 вылетает влево. Существует опасность, что стружка 7, остающаяся на поверхности сляба 3, мешает процессу фрезерования и отрицательно влияет на качество обработки.
Поэтому предусмотрено устройство 6 для удаления стружки, которое должно надежно удалять стружку 7. Устройство 6 для удаления стружки содержит в качестве центрального конструктивного элемента ленточный транспортер 9, каким он хорошо видится при совместном рассмотрении фиг.2 и 3. Бесконечный ленточный транспортер 9 охватывает сляб 3 полностью, смотри для этого фиг.3. На своем верхнем участке ленточный транспортер 9 проходит совсем близко над верхней поверхностью 8 слитка 3.
Ленточный транспортер 9 направляется четырьмя направляющими роликами 10, из которых по меньшей мере один является приводным. Сама лента состоит из жаропрочного материала, поскольку она контактирует с нагретым слябом или проходит совсем близко над ним. При этом предпочтительно, чтобы ленточный транспортер 9 охлаждался, для чего в примере осуществления предусмотрены охладители 11 в виде распылительного сопла. Посредством сопла 11 на ленточный транспортер 9 во избежание его перегрева может разбрызгиваться охлаждающая среда (вода).
Чтобы стружка 7 отбрасывалась не слишком далеко от фрезы 5, за ленточным транспортером устанавливается отражательная пластина 12, выполненная плоской и проходящая вертикально.
Для оптимального направления стружки 7, попадающей на отражательную пластину 12, на ленточный транспортер 9 со стороны отражательной пластины 12, обращенной к фрезе 5, установлены направляющие пластинки 13.
Ленточный транспортер 9 своим верхним горизонтальным участком должен проходить над поверхностью 8 сляба 3 почти вплотную к нему. Для обеспечения точной регулировки в зависимости от конкретно обрабатываемого сляба предусмотрены средства 14 перемещения, показанные лишь схематически, с помощью которых все устройство 6 для удаления стружки может перемещаться в вертикальном направлении.
Для оптимального содействия удалению стружки с поверхности 8 сляба 3 в примере осуществления установлен также направляющий элемент 15' (применяемый здесь в сочетании с ленточным транспортером 9), который может выступать также в качестве скребка. Направляющий элемент 15' на своем концевом участке, обращенном к слябу 3, имеет кромку 16 из особо жаропрочного материала. Эта кромка во время работы либо располагается на поверхности сляба 3, либо удерживается у самой его поверхности.
На фиг.2 и 3 можно увидеть, что за фрезой 5 установлена сопловая балка 27, имеющая несколько сопел (см. фиг.2). Благодаря этим соплам с помощью струи воды или сжатого воздуха может поддерживаться движение стружки в направлении ленточного транспортера 9. Таким образом, через сопло может подаваться жидкая или газообразная среда (вода или сжатый воздух), которые, впрочем, оказывают также желательное охлаждающее воздействие.
На фиг.3 видно, что ленточный транспортер 9 подает стружку 7 на второй ленточный транспортер 28, с которого стружка 7 транспортируется дальше в приемник 29.
Другой важный вариант осуществления изобретения показан на виде сбоку и частичном виде сверху на фиг.9. На фиг.9 изображено альтернативное устройство 6 для удаления стружки с верхней стороны сляба. С помощью водяной струи S, подаваемой с сопловой балкой 49, стружка направляется в так называемый архимедов винт 54. При этом вода от сопловой балки 49 может разбрызгиваться на направляющую пластину 52, растекаться по ней и стекать в направлении S на направляющий элемент 15.
В качестве альтернативы возможны также непосредственное разбрызгивание с участка направляющей пластины или непосредственный поворот сопла в желательном направлении S.
Целью являются захват и удаление стружки водяной струей. Предлагается использовать давление более 50 бар. Водяная струя S направляется не строго в направлении F, она содержит также составляющую в поперечном направлении, т.е. в направлении кромки сляба. Это достигается путем соответствующей установки или поворота сопла. При этом установка может быть симметричной, так чтобы вода стекала в сторону внутри устройства 6 для удаления стружки в обе стороны, или направленной только в одну (сточную) сторону.
Благодаря спиралеобразной или улиткообразной форме канала 54 подачи и наклонной установке направления 53 разбрызгивания на участке R возникает трубчатый водоворот. Как видно из фрагмента изображения на фиг.9 справа, соответствующего направлению В взгляда в левой части изображения на фиг.9, благодаря большой скорости течения и наклонной подаче воды 53 она со стружкой спиралеобразно стекает к сточному каналу 51. При этом сточный канал 51 может располагаться со стороны привода и/или обслуживания рядом с кромкой 3' сляба.
Дополнительно удалению стружки может способствовать поперечное разбрызгивание на участке R, т.е. внутри устройства 6 для удаления стружки. Стружка, оставшаяся на верхней стороне сляба между направляющим лотком 15 и фрезой, подается на направляющий лоток с помощью продольного разбрызгивания 27. Устройство 6 для удаления стружки расположено острием на слябе или зависает над самой поверхностью сляба. Направляющий элемент 15 с целью теплозащиты охлаждается изнутри или имеет теплоизоляцию в направлении сляба 3. Особенно предпочтительно, чтобы, несмотря на использование воды из сопловой балки 49 для транспортировки стружки, сляб 3 почти не охлаждался.
На фиг.4а и 4b в двух различных видах изображен другой альтернативный вариант осуществления изобретения. Следует заметить, что изображенный там направляющий элемент 15 может использоваться независимо в качестве устройства 6 для удаления стружки, а также в комбинации с ленточным транспортером согласно фиг.2 и 3 (обозначен как направляющий элемент 15').
На фиг.4а и 4b предусмотрен и выполнен направляющий элемент 15 для удаления стружки 7 с верхней стороны сляба 3. Направляющий элемент 15 выполнен в виде листа, имеющего на одном конце 18 кромку 16 из термостойкого материала. Эта кромка 16, если сляб 3 рассматривать по нормали N (см. фиг.4b), проходит под острым углом α к направлению Q, поперечному направлению F подачи. Угол предпочтительно составляет 10-45°. Поверхность мишени дополнительно наклонена в сторону.
Благодаря этому в результате перемещения или вылета стружки в направлении пластины 15 происходит ее поперечное перемещение в направлении Q, так что стружка 7 отбрасывается в сторону. Сбоку рядом со слябом 3 стружка может спадать вниз или прямо в приемник, или на ленточный транспортер по аналогии с решением согласно фиг.2 и 3.
Направляющий элемент 15 располагается вокруг горизонтальной оси 17, проходящей в направлении Q, поперечном направлению F подачи. Тем самым направляющий элемент 15 с помощью непоказанных средств перемещения (см. двойную стрелку на фиг.4а) может позиционироваться таким образом, что кромка 16 либо прилегает к верхней стороне сляба, либо почти вплотную зависает над ним.
Направляющий элемент 15 может охлаждаться соответствующими средствами. При этом возможно не только то, чтобы охлаждение с помощью распылительных сопел осуществлялось снаружи, равным образом возможно, чтобы с помощью соответствующих каналов охлаждения внутри направляющего элемента 15 охлаждение осуществлялось изнутри.
Наряду с представленной формой кромки 16, проходящей под углом по всей ширине сляба 3, имеется также вариант осуществления в виде плуга с двумя частями кромки, установленными противоположно под углом α друг к другу.
Перемещению стружки 7 в сторону могут способствовать также вспомогательные средства. Здесь речь может идти, например, о воздуходувке или водяной струе, посредством которых стружка 7 может быть отведена в сторону. Возможны также сопла 27, 27' для распыления воды под высоким давлением или для подачи сжатого воздуха, расположенные за фрезой 5 или сбоку.
Направляющий элемент 15 во всех представленных случаях может быть цельным. Предусмотрено может быть также, чтобы он по ширине сляба состоял из нескольких отдельных сегментов. Он может удерживаться на слябе 3 за счет собственного веса. Он может также прижиматься к верхней стороне сляба с помощью пружинящих элементов. Как уже говорилось, может быть также предусмотрено, чтобы кромка 16 направляющего элемента 15 почти вплотную зависала над верхней стороной сляба.
Также вследствие процесса фрезерования как такового и за счет наклонного расположения фрезы 5 может осуществляться транспортировка стружки в направлении Q.
Подобно вышеупомянутым альтернативам при решении согласно фиг.10 стружка транспортирующей струей 27, 49 перемещается с помощью направляющего элемента 15 в устройство 6 для удаления стружки. В конце устройства 6 для удаления стружки здесь альтернативно предусмотрен спускной желоб, в который стружка соскальзывает в сторону или смывается.
Для содействия удалению стружки с верхней стороны сляба в решении согласно фиг.7 и 8 вместо уже описанной цилиндрической фрезы 5 предусмотрена торцовая фреза 36. Фреза 36 установлена над слябом 3. В дискообразной основе на нижней стороне во внешней области закреплены режущие кромки 37. Диаметр торцовой фрезы 36 несколько превышает максимальную ширину сляба. Транспортировка стружки в сторону 45 осуществляется за счет вращения фрезы 36. Сбоку рядом с лентой стружка собирается в воронку 48 и удаляется.
Для устойчивой установки сляба 3 на участке резания фрезы 36 предусмотрен передаточный стол 40 с внутренним охлаждением. Продвижение сляба 3 обеспечивается ведущим элементом 38. Охлаждение торцовой фрезы 36 и режущих кромок обеспечивается за счет охлаждения 39 режущих кромок. С помощью вращающегося сцепления и приводного вала 44 вода или эмульсия подводятся к основе фрезы. В ней в радиальном направлении от центра к режущей кромке выполнены отверстия 39 для охлаждения, оптимально охлаждающие фрезу 36 и содействующие транспортировке стружки в сторону. Боковые роликовые направляющие 42 воспринимают поперечные (осевые) усилия, возникающие при фрезеровании в результате установки режущих кромок фрезы под углом. Вид сбоку ведущего элемента и торцовой фрезы на верхней стороне сляба 3 представлены на фиг.7. На фиг.8 изображен вид сверху сляба 3 и торцовой фрезы 36, а также боковых роликовых направляющих 42.
На фиг.11а и 11b показано, как направляющий элемент 15 расположен на поверхности сляба. При попутном фрезеровании простым образом осуществляется транспортировка стружки в сторону за счет установки угла α между боковыми поверхностями направляющего элемента 15. В результате относительного движения между проходящим мимо слябом 3 и указанным направляющим элементом 15 стружка 7 перемещается в сторону и, как об этом уже говорилось, транспортируется дальше. Этот механизм функционирует тогда, когда направление вращения 43 фрезы и направление подачи F сляба совпадают.
Кроме того, во всех вариантах осуществления можно предусмотреть, чтобы устанавливались боковые роликовые направляющие 30 (см. фиг.2), удерживающие сляб 3 в середине линии. Боковые роликовые направляющие 30 могут устанавливаться как до, так и после фрезерного станка 4 или фрез 5.
На фиг.5 изображен направляющий элемент 15 для нижней стороны сляба 3. Следует заметить, что удаление стружки 7 за счет силы тяжести здесь, естественно, намного проще, чем в случае верхней стороны сляба. Однако и здесь предусмотрен направляющий элемент 15, установленный с возможностью поворота вокруг горизонтальной оси 17. В остальном позиции, схожие с фиг.4, действуют аналогично.
Охлаждение направляющего элемента 15 происходит с помощью охладителей 19 (распылительных сопел для воды или воздушных сопел). Под направляющим элементом 15 предусмотрен ленточный транспортер 9. Транспортируемая на нем стружка 7 может охлаждаться с помощью охладителя 31 (распылительного сопла).
На фиг.6 видна еще одна деталь, обеспечивающая надежность процесса работы установки. Под слябом 3 установлена опорная плита 32, которая может быть выполнена с внутренним охлаждением и с возможностью подъема и опускания. На противоположной стороне сляба 3 установлен подвижной прижимной ролик 33 для создания небольшого прижимного усилия. Поверхность 34 опорной плиты 32 для уменьшения контактной поверхности может быть выполнена желобчатой. С помощью устройства, изображенного на фиг.6, может осуществляться оптимальное введение сляба в рабочий зазор между фрезой 5 и опорным роликом 24.
Другим альтернативным вариантом осуществления идеи изобретения в отношении удаления стружки с верхней стороны сляба является отсасывание. Это проиллюстрировано на фиг.12. Для этого непосредственно за фрезерным зазором создается направляющий канал, состоящий из нескольких направляющих лотков 15. Таким образом, стружка, вылетающая в канал, дополнительно всасывается и удаляется через трубу в поперечном направлении. Труба и всасывающий канал имеют тепловую изоляцию относительно сляба. Кроме того, для акустической изоляции канал и труба снаружи облицованы изоляционными матами.
Для содействия транспортировке стружки в сторону или для ее направления используются постоянные магниты и электромагниты (не показаны). Стружка при температуре превращения остывает очень быстро, так что на нее можно воздействовать магнитами.
Перечень позиций
1 металлическая лента
2 установка непрерывной разливки
3 сляб
3' кромка сляба
3'' средняя линия сляба или середина установки
4 фрезерный станок
5 фреза
6 устройство для удаления стружки
7 стружка
8 поверхность сляба
9 ленточный транспортер
10 направляющий ролик
11 охладитель (распылительное сопло)
12 отражательная пластина
13 направляющие пластинки
14 средства перемещения
15 направляющий элемент
15' направляющий элемент
16 кромка
17 ось
18 конец направляющего элемента
19 охладитель
20 очистная установка
21 профилометр (измерительный прибор)
22 печь
23 транспортер
24 опорный ролик
25 прокатная клеть
26 прокатная клеть
27 сопловая балка в качестве продольного разбрызгивателя
27' сопловая балка в качестве поперечного разбрызгивателя
28 второй ленточный транспортер
29 приемник
30 роликовая боковая направляющая
31 охладитель
32 опорная плита
33 прижимной ролик
34 поверхность
35 устройство для гидросбива окалины
36 торцовая фреза
37 режущая кромка
38 тянущий элемент
39 охлаждение режущих кромок, охлаждение фрезы
40 передаточный стол
41 ролик рольганга
42 боковая роликовая направляющая
43 направление вращения
44 вращающееся сцепление, приводной вал
45 транспортировка стружки в сторону
46 фрезерование верхней стороны
47 фрезерование нижней стороны
48 стружкоприемник
49 сопловая балка для транспортировки стружки
50 ролик рольганга
51 сточный канал
52 направляющая пластина или угол отклонения
53 направление потока воды в архимедовом винте
54 архимедов винт, устройство для стружкоулавливания
55 теплоизоляция или охлаждение
F направление перемещения
D направление вращения цилиндрической фрезы
Q поперечное направление
N направление по нормали
α угол
S направление разбрызгивания
R область с трубчатым водоворотом
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2404016C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2397842C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2007 |
|
RU2396143C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2007 |
|
RU2388573C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОГО ЛИТЬЯ | 2007 |
|
RU2393051C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ СЛЯБОВ, ТОНКИХ СЛЯБОВ, ПРОФИЛЕЙ И ПОДОБНОГО | 2006 |
|
RU2377089C2 |
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2008 |
|
RU2433892C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТ И ЛИСТОВ ИЗ СТАЛИ | 2001 |
|
RU2271256C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ ПРЯМОЙ ПРОКАТКИ ЗАГОТОВКИ | 2008 |
|
RU2429923C1 |









Изобретение относится к металлургии. Устройство содержит установку непрерывной разливки для отливки сляба. В направлении перемещения сляба за установкой непрерывной разливки размещен, по меньшей мере, один фрезерный станок. На участке одной фрезы фрезерного станка установлено устройство для удаления стружки, подающее снятую стружку с участка фрезы в поперечном направлении или в поперечном направлении и вверх относительно направления перемещения сляба. Обеспечивается высокое качество обработки поверхности слябов за счет достижения оптимальных технологических режимов. 30 з.п. ф-лы, 12 ил.
1. Устройство для изготовления металлической ленты (1) непрерывной разливкой, содержащее установку (2) непрерывной разливки, в которой отливают сляб (3), причем в направлении (F) перемещения сляба (3) за установкой (2) непрерывной разливки установлен по меньшей мере один фрезерный станок (4) для фрезерования по меньшей мере одной, предпочтительно двух противоположных поверхностей сляба (3), отличающееся тем, что на участке по меньшей мере одной фрезы (5) фрезерного станка (4) установлено устройство (6) для удаления стружки, подающее снятую стружку от участка фрезы (5) в поперечном направлении (Q) или в поперечном направлении (Q) и вверх относительно направления (F) перемещения сляба (3).
2. Устройство по п.1, отличающееся тем, что устройство (6) для удаления стружки является по меньшей мере одним винтовым транспортером, установленным на участке поверхности (8) сляба (3), и продольная ось которого проходит в направлении, поперечном направлению (F) перемещения.
3. Устройство по п.1, отличающееся тем, что устройство (6) для удаления стружки является по меньшей мере одним направляющим элементом (15), установленным своим концом (18), обращенным к слябу (3), если смотреть в направлении (N), перпендикулярном слябу (3), под острым углом (α) к направлению (Q), поперечному направлению (F) перемещения.
4. Устройство по п.3, отличающееся тем, что на одном конце направляющего элемента (15) выполнено углубление с уклоном.
5. Устройство по п.1, отличающееся тем, что устройство (6) для удаления стружки является по меньшей мере одним ленточным транспортером (9), который на участке поверхности (8) сляба (3) движется в направлении, поперечном направлению (F) перемещения.
6. Устройство по п.5, отличающееся тем, что ленточный транспортер (9) на участке поверхности (8) сляба (3) движется горизонтально.
7. Устройство по п.5 или 6, отличающееся тем, что ленточный транспортер (9) выполнен в виде бесконечной ленты и охватывает сляб (3), если смотреть в направлении (F) перемещения, полностью.
8. Устройство по п.7, отличающееся тем, что ленточный транспортер (9) направляется с помощью множества направляющих роликов (10), из которых по меньшей мере один является приводным.
9. Устройство по п.5, отличающееся тем, что ленточный транспортер (9) снабжен охладителями (11) или соединен с охладителями, с помощью которых он может охлаждаться.
10. Устройство по п.9, отличающееся тем, что охладители (11) выполнены в виде распылительных сопел, которые разбрызгивают охлаждающую среду на ленточный транспортер (9).
11. Устройство по п.1, отличающееся тем, что в направлении (F) перемещения до или после устройства (6) для удаления стружки установлена отражательная пластина (12).
12. Устройство по п.11, отличающееся тем, что отражательная пластина (12) снабжена множеством направляющих пластинок (13), обращенных к фрезе (5).
13. Устройство по п.1, отличающееся тем, что устройство (6) для удаления стружки установлено на средствах (14) перемещения с возможностью подъема и опускания в вертикальном направлении или поворота.
14. Устройство по п.1, отличающееся тем, что оно снабжено направляющим элементом (15'), предпочтительно установленным между фрезой (5) и устройством (6) для удаления стружки и обеспечивающим подачу стружки (7) с поверхности (8) сляба (3) на устройство (6) для удаления стружки.
15. Устройство по п.14, отличающееся тем, что направляющий элемент (15') имеет кромку (16) из жаропрочного материала, выполненную с возможностью примыкания к поверхности (8) сляба (3).
16. Устройство по п.14 или 15, отличающееся тем, что направляющий элемент (15') установлен с возможностью поворота вокруг горизонтальной оси (17) в направлении, поперечном направлению (F) перемещения сляба (3).
17. Устройство по п.14 или 15, отличающееся тем, что направляющий элемент (15') снабжен охладителями (19), обеспечивающими его охлаждение, или соединен с ними.
18. Устройство по п.17, отличающееся тем, что охладитель (19) выполнен в виде распылительных сопел, предназначенных для разбрызгивания охлаждающей среды на направляющий элемент (15').
19. Устройство по п.1, отличающееся тем, что оно снабжено соплами для распыления воды под высоким давлением или соплами для подачи сжатого воздуха (27, 49), способствующими транспортировке стружки.
20. Устройство по п.19, отличающееся тем, что сопла для распыления воды под высоким давлением или сопла для подачи сжатого воздуха (27, 49) обеспечивают подачу стружки на ленточный транспортер (9), или к направляющему элементу (15, 15'), или к приемному элементу (54), выполненному в виде винтового транспортера.
21. Устройство по п.1, отличающееся тем, что оно снабжено боковыми роликовыми направляющими (30), предусмотренными для восприятия осевых усилий, действующих на фрезу (5).
22. Устройство по п.1, отличающееся тем, что по меньшей мере фреза (5) является торцевой фрезой (36), используемой для верхней стороны сляба.
23. Устройство по п.22, отличающееся тем, что предусмотрены несколько торцевых фрез (36), которые, если смотреть в направлении (F) перемещения, установлены с перекрытием.
24. Устройство по п.22 или 23, отличающееся тем, что торцевая фреза (36) содержит множество режущих кромок (37), при этом торцевая фреза выполнена с возможностью охлаждения за счет охлаждения (39) кромок.
25. Устройство по п.1, отличающееся тем, что предусмотрен передаточный стол (40), выполненный для укладки сляба (3) на участке фрезы или фрез (5).
26. Устройство по п.25, отличающееся тем, что передаточный стол (40) выполнен с внутренним охлаждением.
27. Устройство по п.1, отличающееся тем, что устройство (6) для удаления стружки выполнено в качестве приемного элемента (54) в виде винтового транспортера.
28. Устройство по п.27, отличающееся тем, что предусмотрен направляющий элемент (15), выполненный с возможностью подачи стружки с верхней стороны сляба в устройство (6) для удаления стружки, выполненное в качестве приемного элемента (54) в виде винтового транспортера.
29. Устройство по п.27 или 28, отличающееся тем, что предусмотрена направляющая пластина (52), причем она опрыскивается транспортировочной струей воды из сопловой балки (49).
30. Устройство по п.1, отличающееся тем, что предусмотрен направляющий канал для всасывания стружки с верхней стороны сляба непосредственно за фрезерным зазором и удаления стружки через трубу в направлении, поперечном направлению (F) перемещения.
31. Устройство по п.1, отличающееся тем, что предусмотрен по меньшей мере один магнит для оказания воздействия на стружку при ее удалении.
| Измеритель крутящего момента | 1980 |
|
SU909598A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Выхлопное устройство для двигателя внутреннего сгорания | 1976 |
|
SU584085A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| DE 7111221 U, 23.03.1972. | |||

